by-products from the u.k. food system 2. the meat industry
TRANSCRIPT
Conservation & Recycling, Vol. 5, No. 4. pp. 173- 182, 1982 Printed in Great Britain.
0361- 3658/82/040173 - 10 $03.00/O Pergamon Press Ltd.
BY-PRODUCTS FROM THE U.K. FOOD INDUSTRY
SYSTEM 2. THE MEAT
STEPHEN J. FALLOWS and J. VERNER WHEELOCK School of Science and Society, University of Bradford, Richmond Road, Bradford, West Yorks., 807 lDP, U.K.
Abstract - Meat production is costly in terms of the financial and physical resources invested. There is therefore a need to maximise the output of edible material and to minimise any wastage.
This paper discusses the prospects for increasing the yields of higher value products (particularly edible products) through the recycling and conservation of waste materials.
The major sources of wastage are blood, low value meats and offals, meat on discarded bones and the proteins lost in the effluents from meat processing plants.
The paper describes recovery techniques and potential uses for the above wastes and assesses the economic viability of recovery.
INTRODUCTION
The production of meat from farm animals is an expensive process in terms of the financial and physical resources used. Our food supply system, however, operates such that a large proportion of the potentially edible materials are not used as human foods but are regarded merely as wastes which require disposal. The increasing demand for animal products, both in the developed world and in the poorer nations, is making complete utilisation of existing animal products increasingly important. Wastage of potentially edible materials may represent a major disposal problem and can also contribute to environmental pollution. By-product recovery is therefore an essential factor in the efficient utilisation of raw materials resulting in a minimisation of the problems of pollution and waste disposal.
An appreciation of the scale of the losses from the U.K. meat industry may be gained by comparing two values; firstly, the protein content of U.K. abbatoir waste (one major source of waste) is equivalent to the protein in 200 000 tonnes of meat[l]; the U.K. is not self sufficient in meat and each year imports around one million tonnes which in 1980 cost f1226 million.[2] The potential value of the wasted protein could, therefore, amount to over El00 million.
The products and ‘problems’ arising from each animal slaughtered for meat may be divided into four categories:
(1) Meat - high value product (2) Inedible products - e.g. hides (3) Low value products - includes animal feedstuffs. (4) Items of no useful purpose - disposed of as wastes.
This paper will discuss briefly the existing animal by-products industry and in greater detail will consider the prospects for increasing the yields of higher value products (particularly edible products) through the utilisation of residues currently of little or no value.
The statistics and examples used in this paper refer particularly to the U.K. food system but the technologies discussed can be utilised to improve the efficiency of meat production systems throughout the world.
This paper is based on research conducted whilst Stephen Fallows was in receipt of a SRUSSRC Research Studentship. Received 23rd March 1982, in revised form 12 July 1982.
173
174 STEPHEN J. FALLOWS and J. VERNER WHEELOCK
THE EXISTING ANIMAL BY-PRODUCTS INDUSTRY
There is already substantial economic activity in the U.K. which is totally dependent on the meat industry[3,4]. This business is primarily concerned with the disposal of waste animal products although the processes also result in by-products which give an economic return.
The rendering process used for the disposal of animal materials not required for human food use or for the production of high value co-products such as leather may be briefly summarised as follows: The raw material (often of mixed origin) is crushed and divided into pieces of no more than 4 - 5 cm. These are then placed into cookers for sterilisation at 110 - 120°C. After cooking much of the fat content is run off. The residual solids (approximately 20% fat) are then centrifuged. Solvent extraction follows leaving degreased meat meal (3 - 5% fat) as residue. In modern rendering plants the stripped bones are treated separately from offals to produce bone meal and/or degreased bones.
The products of the existing animal by-products industry may be divided into three categories: (1) Meat meal, meat and bone meal, hoof and horn meal and blood meal. These products are used in the formulation of compound animal feeds and in pet foods. (2) Tallows. These are the fats extracted by the rendering process described above. Tallows are used in the manufacture of soaps and a wide range of other products including abrasives, shaving creams, cosmetics, candles, polishes, paints, printing inks and water repellants. (3) Degreased bones. These are used mainly in the production of gelatin which has a wide variety of uses including vitamin and drug capsules and X-ray film. Degreased bones are also used in the manufacture of bone glues used in plywood and abrasive paper manufacture. Bone flour is also used in the production of fine china.
These by-products are all items of non-food use. There are two basic strategies which could be adopted to raise the economic efficiency of the
animal by-products industry: (1) The disposal of waste products not only represents a waste of resources but may actually cost money; costs which may be increasing as Water Authorities increase their charges. Recovery may produce by-products which pay for the cost of the process and hence provide a net financial gain. (2) Upgrading of existing by-products to raise the value added, thus providing improved economic return.
The major high value products from animal production are those used for food and the greatest financial benefit may be gained by raising the output of edible materials from the existing production. The utilisation of animal by-products as food for humans will not substantially alter the existing by-products industry as much of the potential for improvement lies in areas where the waste problem is greatest at present. The existing industry will continue to dispose of unfit and inedible materials plus whatever material remains after full recovery of edible materials from the present wastes. The existing industry must, however, improve its performance with regard to environmental pollution so that rendering capacity can handle the material produced whilst avoiding nuisance and maintaining markets[5].
This paper will largely concentrate on the potential for producing edible products from materials currently wasted.
FOOD FROM ANIMAL BY-PRODUCTS
The major reason why animal by-products are largely wasted or used only by non-food industries is that the waste materials are often in a form not directly edible by man or alternatively
BY-PRODUCTS FROM THE U.K. FOOD SYSTEM 2. THE MEAT INDUSTRY 175
in a form which is not highly desired as a food item. Many materials wasted in the U.K. are, however, highly prized as food items in other parts of the world but the expense of transport and the perishability of waste items such as lungs, spleen and intestines precludes the possibility of export to potential markets overseas; markets which may at present be short of cheap animal protein. Markets could also be developed in the U.K. for a number of preserved products made from meat industry wastes.
Currently, the manufacturers of pet foods offer the most valuable markets for materials not required for human food use. The actual items used vary with the demand for offals for human consumption. The quality of material available to the pet food manufacturer tends to improve as the number of animals slaughtered increases; this is due to the fact that that the total demand for meat is fairly constant but the demand for specific meat items is, to a degree, conditional on price. When a large number of animals are slaughtered, meat supply is increased and a slight fall in price can be expected, this in turn results in a shift in purchases to the more desired meats and away from the less favoured items which thus become available to the pet food industry.
In order to discuss the possibility of producing human foods from wasted materials it is necessary to examine:
(1) Current and future technologies capable of utilising waste materials. (2) Organisational factors. (3) Legislation relating to the use of waste materials. (4) Economic aspects including pricing, taxation, availability of government grants, penalties for waste discharge.
In this paper the potential for conservation of resources and recycling of wastes will be discussed in the context of the areas in which waste materials are currently being produced. These will be considered with regard to the factors listed above.
AREAS OF CURRENT WASTAGE
1. Animal blood Animal blood is the largest source of potentially edible material. About 100 000 tonnes of
blood, which represents approximately 20 000 tonnes of protein is available every year in the U.K[6]. At present most of the blood collected is processed and used in animal feeds or as an ‘organic’ fertiliser. Some blood is, however, discharged as effluent for treatment by either the firm’s own or the public purification facilities.
The need to treat this waste material could be reduced considerably. Blood has several functional and nutritional attributes which make it a useful ingredient in many food items and markets for hygienically collected and separated blood could be numerous.
The first stage in the successful utilisation of blood for food use is the sterile collection of the blood from the animal at slaughter. The more primitive methods of collection used by those abbatoirs which collected blood in the past are inadequate for the production of human foods. Collecting the blood in shallow trays, placed under the gush of blood after sticking, is a traditional method which has been used for the collection of blood for local production of blood sausages and black puddings. It is very difficult to maintain good standards of hygiene with such methods because of the large number of microorganisms in the air of a slaughterhouse (counts of over 500 organisms rns3 have been recorded[7]). More hygienic collection involves a closed system, of which there are a number of different types[6], in which a hollow knife, used for sticking, passes the blood into a receiving vessel without contact with the air. The.expected yield of blood is as follows:
Cattle - 15 1. per animal
176 STEPHEN .I. FALLOWS and J. VERNER WHEELOCK
Pigs - 2- 3 1. per animal Hygienic collection of blood from sheep is difficult because of contamination from the fleece.
The blood is prevented from clotting by the addition of an anti-coagulant at the moment of collection. This is best achieved by using a pressurised counter flow of sodium citrate or polyphosphate into the blood vessels of the animal.[S]
Equipment needed for the hygienic collection of liquid blood may be eligible for an EEC grant as it would “contribute to . . . the better use of by-products, in particular by the recyling of waste”[9]. Information concerning the uptake of EEC grants for the improved use of by-products is not available from official sources and therefore it is impossible to assess the U.K. industry’s response to these grants.[ lo]
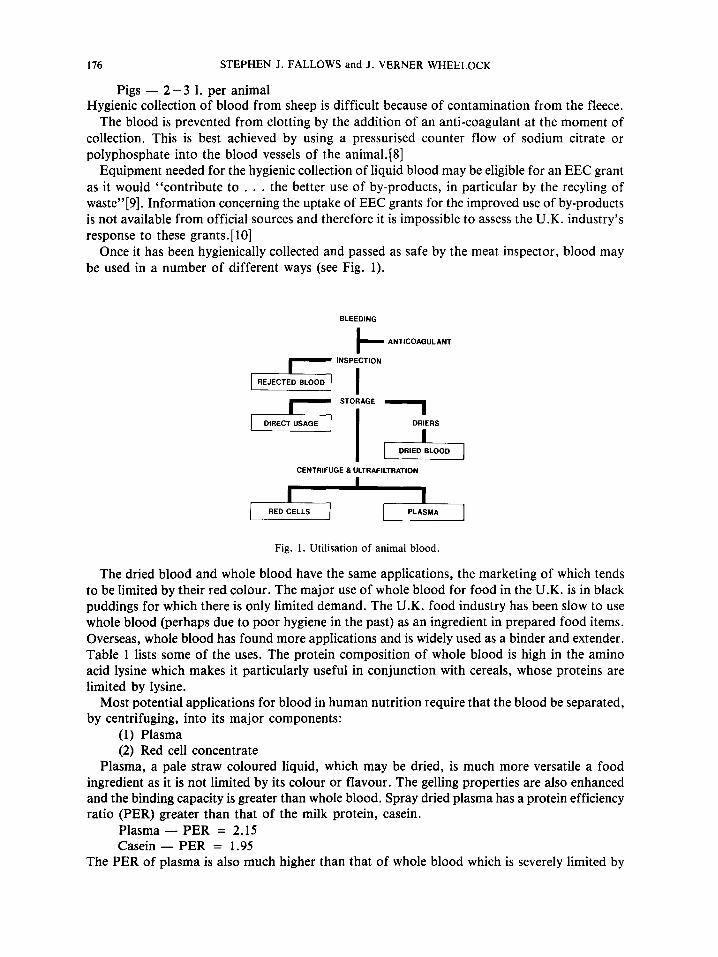
Once it has been hygienically collected and passed as safe by the meat inspector, blood may be used in a number of different ways (see Fig. 1).
BLEEDING
I- ANTICOAGULANT
+,
SToRAGE 1 , ““i’“” ,
I DRIED BLOOD
CENTRIFUGE ., ULTRAFILTRATION
Fig. 1. Utilisation of animal blood.
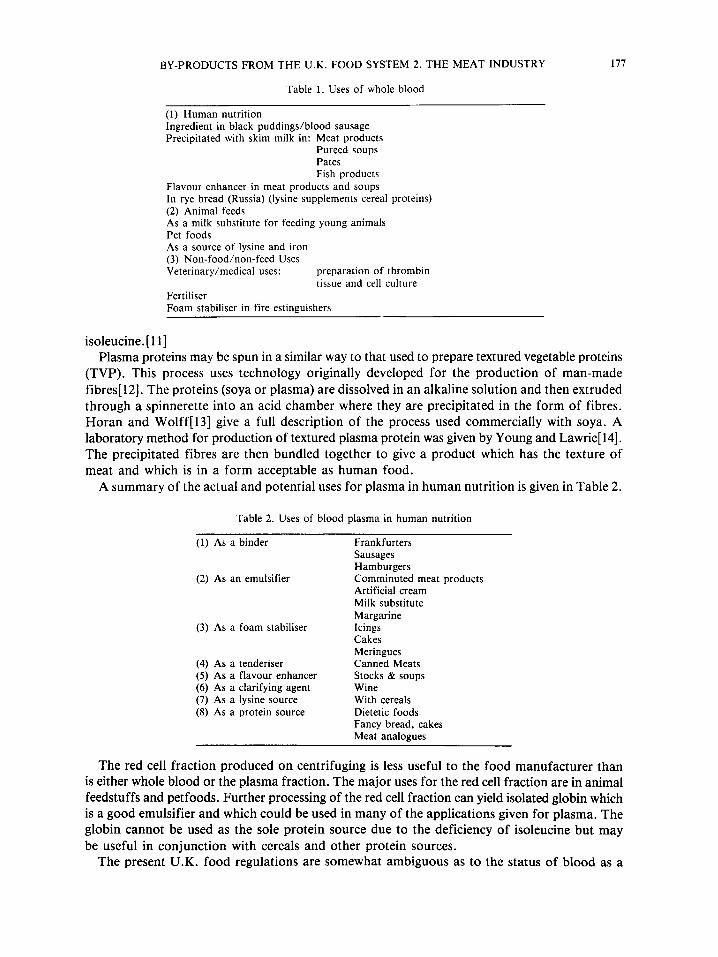
The dried blood and whole blood have the same applications, the marketing of which tends to be limited by their red colour. The major use of whole blood for food in the U.K. is in black puddings for which there is only limited demand. The U.K. food industry has been slow to use whole blood (perhaps due to poor hygiene in the past) as an ingredient in prepared food items. Overseas, whole blood has found more applications and is widely used as a binder and extender. Table 1 lists some of the uses. The protein composition of whole blood is high in the amino acid lysine which makes it particularly useful in conjunction with cereals, whose proteins are limited by lysine.
Most potential applications for blood in human nutrition require that the blood be separated, by centrifuging, into its major components:
(1) Plasma (2) Red cell concentrate
Plasma, a pale straw coloured liquid, which may be dried, is much more versatile a food ingredient as it is not limited by its colour or flavour. The gelling properties are also enhanced and the binding capacity is greater than whole blood. Spray dried plasma has a protein efficiency ratio (PER) greater than that of the milk protein, casein.
Plasma - PER = 2.15 Casein - PER = 1.95
The PER of plasma is also much higher than that of whole blood which is severely limited by
BY-PRODUCTS FROM THE U.K. FOOD SYSTEM 2. THE MEAT INDUSTRY 177
Table 1. Uses of whole blood
(1) Human nutrition Ingredient in black puddings/blood sausage Precipitated with skim milk in: Meat products
Pureed soups Pates Fish products
Flavour enhancer in meat products and soups In rye bread (Russia) (lysine supplements cereal (2) Animal feeds
proteins)
As a milk substitute for feeding young animals Pet foods As a source of lysine and iron (3) Non-food/non-feed Uses Veterinary/medical uses: preparation of thrombin
tissue and cell culture Fertiliser Foam stabiliser in fire estinguishers
isoleucine. [ 1 l] Plasma proteins may be spun in a similar way to that used to prepare textured vegetable proteins
(TVP). This process uses technology originally developed for the production of man-made fibres[l2]. The proteins (soya or plasma) are dissolved in an alkaline solution and then extruded through a spinnerette into an acid chamber where they are precipitated in the form of fibres. Horan and Wolff[l3] give a full description of the process used commercially with soya. A laboratory method for production of textured plasma protein was given by Young and Lawrie[ 141. The precipitated fibres are then bundled together to give a product which has the texture of meat and which is in a form acceptable as human food.
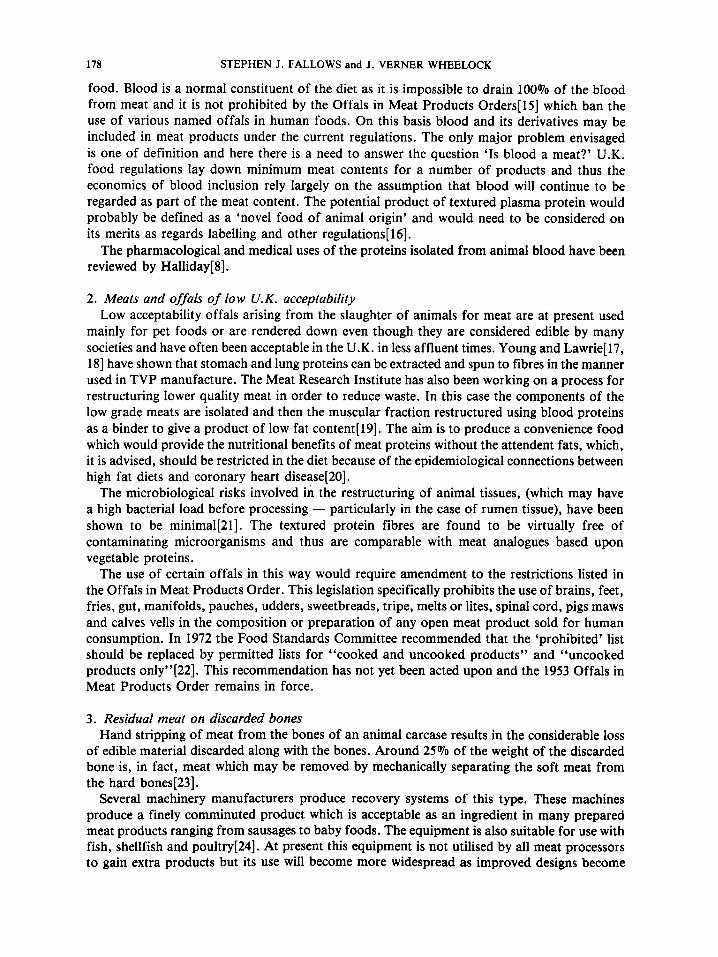
A summary of the actual and potential uses for plasma in human nutrition is given in Table 2.
Table 2. Uses of blood plasma in human nutrition
(1) As a binder
(2) As an emulsifier
(3) As a foam stabiliser
(4) As a tenderiser (5) As a flavour enhancer (6) As a clarifying agent (7) As a lysine source (8) As a protein source
Frankfurters Sausages Hamburgers Comminuted meat products Artificial cream Milk substitute Margarine Icings Cakes Meringues Canned Meats Stocks & soups Wine With cereals Dietetic foods Fancy bread, cakes Meat analogues
The red cell fraction produced on centrifuging is less useful to the food manufacturer than is either whole blood or the plasma fraction. The major uses for the red cell fraction are in animal feedstuffs and petfoods. Further processing of the red cell fraction can yield isolated globin which is a good emulsifier and which could be used in many of the applications given for plasma. The globin cannot be used as the sole protein source due to the deficiency of isoleucine but may be useful in conjunction with cereals and other protein sources.
The present U.K. food regulations are somewhat ambiguous as to the status of blood as a
178 STEPHEN J. FALLOWS and J. VERNER WHEELOCK
food. Blood is a normal constituent of the diet as it is impossible to drain 100% of the blood from meat and it is not prohibited by the Offals in Meat Products Orders[lS] which ban the use of various named offals in human foods. On this basis blood and its derivatives may be included in meat products under the current regulations. The only major problem envisaged is one of definition and here there is a need to answer the question ‘Is blood a meat?’ U.K. food regulations lay down minimum meat contents for a number of products and thus the economics of blood inclusion rely largely on the assumption that blood will continue to be regarded as part of the meat content. The potential product of textured plasma protein would probably be defined as a ‘novel food of animal origin’ and would need to be considered on its merits as regards labelling and other regulations[l6].
The pharmacological and medical uses of the proteins isolated from animal blood have been reviewed by Halliday[8].
2. Meats and offals of low U.K. acceptability Low acceptability offals arising from the slaughter of animals for meat are at present used
mainly for pet foods or are rendered down even though they are considered edible by many societies and have often been acceptable in the U.K. in less affluent times. Young and Lawrie[l7, 181 have shown that stomach and lung proteins can be extracted and spun to fibres in the manner used in TVP manufacture. The Meat Research Institute has also been working on a process for restructuring lower quality meat in order to reduce waste. In this case the components of the low grade meats are isolated and then the muscular fraction restructured using blood proteins as a binder to give a product of low fat content[19]. The aim is to produce a convenience food which would provide the nutritional benefits of meat proteins without the attendent fats, which, it is advised, should be restricted in the diet because of the epidemiological connections between high fat diets and coronary heart disease[20].
The microbiological risks involved in the restructuring of animal tissues, (which may have a high bacterial load before processing - particularly in the case of rumen tissue), have been shown to be minimal[21]. The textured protein fibres are found to be virtually free of contaminating microorganisms and thus are comparable with meat analogues based upon vegetable proteins.
The use of certain offals in this way would require amendment to the restrictions listed in the Offals in Meat Products Order. This legislation specifically prohibits the use of brains, feet, fries, gut, manifolds, pauches, udders, sweetbreads, tripe, melts or lites, spinal cord, pigs maws and calves vells in the composition or preparation of any open meat product sold for human consumption. In 1972 the Food Standards Committee recommended that the ‘prohibited’ list should be replaced by permitted lists for “cooked and uncooked products” and “uncooked products only”[22]. This recommendation has not yet been acted upon and the 1953 Offals in Meat Products Order remains in force.
3. Residual meat on discarded bones Hand stripping of meat from the bones of an animal carcase results in the considerable loss
of edible material discarded along with the bones. Around 25% of the weight of the discarded bone is, in fact, meat which may be removed by mechanically separating the soft meat from the hard bones[23].
Several machinery manufacturers produce recovery systems of this type. These machines produce a finely cornminuted product which is acceptable as an ingredient in many prepared meat products ranging from sausages to baby foods. The equipment is also suitable for use with fish, shellfish and poultry[24]. At present this equipment is not utilised by all meat processors to gain extra products but its use will become more widespread as improved designs become
BY-PRODUCTS FROM THE U.K. FOOD SYSTEM 2. THE MEAT INDUSTRY 179
available. The remaining bones may themselves be further processed to extract the collagen present.
This protein, by itself, has no nutritional value (PER = 0) due to the total lack of the amino acid cystine, but may be used in conjunction with comminuted meats (such as are produced by mechanical deboning) as a binder and also in soups and gravies. Collagen may also be prepared from animal skins and hides. The mineral content of bone remaining after collagen recovery may be used as an ingredient by animal feed compounders or used in health or baby foods. It can also be used as a ‘free-flow’ agent for powders such as flour, custard powder, salt or dried fruit drinks[25]. A plant for the fractionation of bones in this way is already in operation in the U.K.
4. Effluents from meat processing The waste waters from the meat, poultry and fish processing industries of the U.K. have a
protein content of up to 1 kg mm3. This means that about 25 000 tonnes of protein is lost in effluent each year[26]. The value of this waste was, in 1979, estimated to be around El5 million per year[27]. It is possible to recover much of this protein by treating the waste waters with lignosulphonates which precipitate the proteins to provide a material which is usable as animal feed. The recovery of protein reduces the need for conventional pollution control measures such as the ferric salt precipitation commonly used by meat processing companies. Recovery reduces the pollution control costs, though a higher initial capital investment is required. Such systems are suitable for effluents such as those from slaughterhouses, meat processing factories and meat product manufacturers. The recovery of protein reduces the biological oxygen demand (BOD) by approximately 75%; however, this is not usually sufficient to allow discharge direct to local watercourses. The protein precipitation process also removes microorganisms and so a further saving may be made in the future by recycling the water within meat processing plants; such recycling is not permitted at present in the U.K.[28].
The increasingly high pollution control standards will almost certainly stimulate further improvement in the economics of protein and other by-product recovery systems and will therefore make them more attractive when compared with existing systems of treatment.
THE ECONOMICS OF RECOVERY TECHNIQUES
1. Recovery of blood Blood is not recovered on a large scale in the U.K. and so it is difficult to gain an exact measure
of the economics of recovery; but in 1977 the market prices for the dried products were estimated at:
Plasma - &2500 per tonne Red cell material - E580 per tonne
This is equivalent to a market price of over 2Op 1.-l whole blood (market value of dried plasma from one litre blood - 12p, market value of dried red cell material from one litre blood - 9.3p)[6]. Most of this value is added during processing, the initial raw blood has little or no commercial value. Against these values must, of course, be set the capital and running costs of the recovery processes which vary from plant to plant.
In Denmark, where blood is recovered commercially, the price of the blood collected was, in 1979, about 1 Danish Crown 1.-l (approximately 7.5~ l.-‘)[29].
2. Restructuring of low value offals No figures are available to cost a commercial operation of such a process.
180 STEPHEN J. FALLOWS and J. VERNER WHEELOCK
3. Recovery of meat from bones A mechanical recovery system costs around f 100 000 and it is reported that this capital
investment can be repaid in less than a year[23]. A typical machine operating on chicken bones can produce 300 kg of recovered meat per hour of operation - say 9 tonnes per 40 hour week. The reported margin (i.e. contribution to overheads and profit) from the operation is estimated by one meat processor as 2Op lb-’ (44~ kg-‘) recovered meat. This is equivalent to f4000 per week at the above rate of operation[30].
4. Fractionation of bones The value of raw bones for rendering is around &35 tonne-‘. Traditional rendering yields
products worth f80 - El00 tonne-’ of bone processed. Bone fractionation yields materials worth E300- f400 tonne-’ of bone processed. Proteins sell at f 1,600- El,800 tonne-’ and bone phosphates at f 500 - f550 tonne-I[3 I].
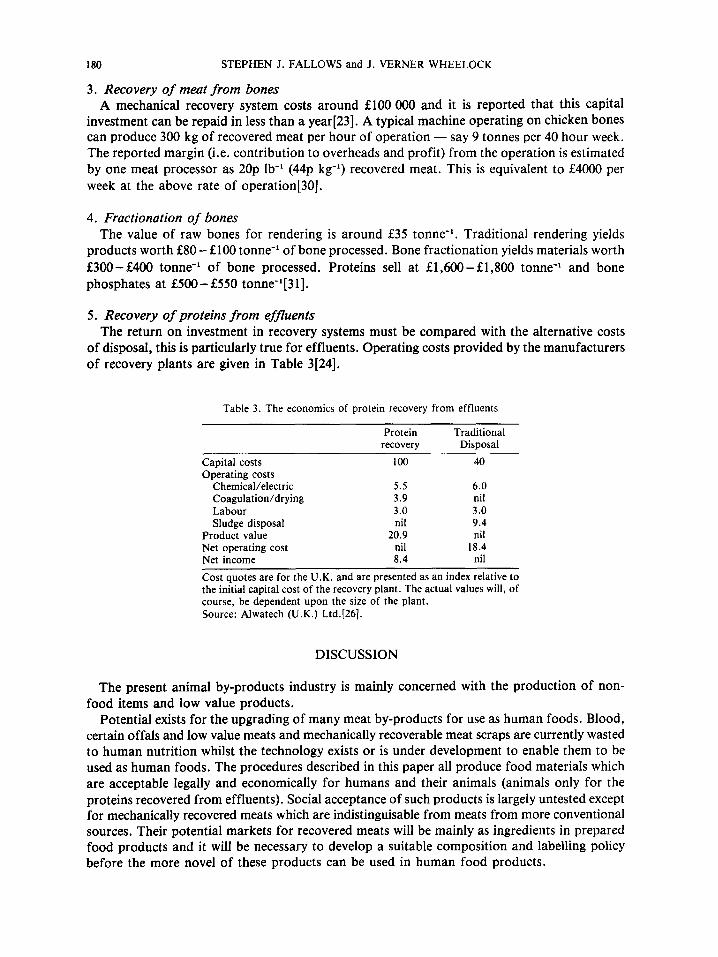
5. Recovery of proteins from effluents The return on investment in recovery systems must be compared with the alternative costs
of disposal, this is particularly true for effluents. Operating costs provided by the manufacturers of recovery plants are given in Table 3[24].
Table 3. The economics of protein recovery from effluents
Protein Traditional recovery Disposal
Capital costs 100 40 Operating costs
Chemical/electric 5.5 6.0 Coagulation/drying 3.9 nil Labour 3.0 3.0 Sludge disposal nil 9.4
Product value 20.9 nil Net operating cost nil 18.4 Net income 8.4 nil
Cost quotes are for the U.K. and are presented as an index relative to the initial capital cost of the recovery plant. The actual values will, of course, be dependent upon the size of the plant. Source: Alwatech (U.K.) Ltd.[26].
DISCUSSION
The present animal by-products industry is mainly concerned with the production of non- food items and low value products.
Potential exists for the upgrading of many meat by-products for use as human foods. Blood, certain offals and low value meats and mechanically recoverable meat scraps are currently wasted to human nutrition whilst the technology exists or is under development to enable them to be used as human foods. The procedures described in this paper all produce food materials which are acceptable legally and economically for humans and their animals (animals only for the proteins recovered from effluents). Social acceptance of such products is largely untested except for mechanically recovered meats which are indistinguisable from meats from more conventional sources. Their potential markets for recovered meats will be mainly as ingredients in prepared food products and it will be necessary to develop a suitable composition and labelling policy before the more novel of these products can be used in human food products.
BY-PRODUCTS FROM THE U.K. FOOD SYSTEM 2. THE MEAT INDUSTRY 181
The primary factor when a commercial organisation is evaluating any by-product recovery system is the potential return on the necessary investment comparative to the costs of disposing of the material as waste. The pollution control and waste disposal costs are greatly influenced by statutory bodies which impose conditions, (for example the Water Authorities in the case of water-borne waste).
In the past, charges for waste disposal and effluent treatment have been relatively low and therefore there has been little incentive for firms to avoid pollution by recovering by-products. However, in recent years there has been a progressive increase in the charges and new technologies are being developed which can be used for in-house recovery of waste material. It is necessary that industry continually evaluates the changing economics of recovery processes in order to take fullest advantage of the commercial benefits which accrue from the sale of by-products rather than the commercial costs of waste treatment. Improved environmental standards not only preserve the natural environment but can encourage the implementation of by-product recovery technologies.
The technologies described in this paper combine to increase the return on the resources initially invested in the animal production process. These extra returns may be measured in financial terms but, perhaps most important, they contribute to the provision of high quality food in a world in which demand for food continues to increase.
Acknowledgements - The authors wish to acknowledge the help given by the staff of the following companies who provided much valuable assistance in the collection of the information used in this paper.
Alwatech U.K. Ltd, Bowyers Ltd, IMF Industrial Machinery Co. Ltd, F. Jahn & Co. Ltd, Lensfield Products Ltd, M & M Process Equipment Ltd, David J. McConnell (Equipment) Ltd, McKellar Watt Ltd, Perimax Meat Co. Ltd, Protecon (U.K.) Ltd, Scot Meat Products Ltd. Henry Telfer Ltd, Townsend Engineering (U.K.) Ltd, The Walls Meat Co. Ltd.
REFERENCES
1.
2. 3. 4.
5.
6.
7. 8. 9.
10. 11. 12.
13.
14.
15. 16.
17.
G. E. Swingler and R. A. Lawrie, Improved protein recovery from some meat industry by-products. Meat Sci. 3, 63 - 73 (1979). Central Statistical Office, Annuul Abstruct of Statistics. HMSO. Annual. A. W. Neal, Formation and Use of Industrial By-products: A Guide. Business Books (1974). M. Leiner and P. Gash, By-products from the meat processing and packaging industry, in Proceedings of By- products of the Food Industry Symposium, pp. 27 - 33, British Food Manufacturing Industries Research Association, London (1973). Anon, The Market for Animal By-products, Marketing and Meat Trade Technical Bulletin No 21. Meat and Livestock Commission, London (undated). Anon, Collection and Processing of Blood for Edible Use, Midas Bulletin, No 2. Meat Research Institute/Meat and livestock Commission, London (1978). J. M. Akers, Utilisation of blood, Fd Mf (April, 1973). D. Halliday, Blood: a source of proteins Process Biochem. 10 (4), II- 12 (1975). Marketing Policy Division, Ministry of Agriculture, Fisheries and Food. FEOGA Grants for the Marketing and Processing of Agricultural Products, EEC Regulation 355/77 (1979). Marketing Policy Division, Ministry of Agriculture, Fisheries and Food. Personal Communication (December 1981). L. D. Satterlee, Improving utilisation of animal by-products for human food J. Anim. Sci. 41(2), 687 - 697, 1975. 0. B. Smith, Extrusion cooking in New Protein Foods (Edited by A. M. Altschul), Vol. 2B, pp. 86 - 121. Academic Press, New York (1976). F. E. Horan and H. Wolff, Meat analogues: a supplement in New Protein Foods (Edited by A. M. Atlschul), Vol. 2B, pp. 260-279. Academic Press, New York (1976). R. H. Young and R. A. Lawrie, Utilisation of edible protein from meat industry by-products. II. The spinning of blood plasma proteins J. Fd Tech. 9 (2), 171- 178. The OffaarS in Meat Products Order 1953 Statutory Instruments 1953, No 246. HMSO, London (1953). Food Standards Committee, Ministry of Agriculture, Fisheries and Food, Report on Novel Protein Foods Report FSC/REP/B, HMSO, London (1974). R. H. Young and R. A. Lawrie, Utilisation of edible protein from meat industry by-products. I. Factors influencing the extractability of protein from bovine and ovine stomach and lungs, J. Fd Technol. 9 (I), 69- 78 (1974).
182 STEPHEN J. FALLOWS and J. VERNER WHEELOCK
18.
19. 20.
21.
22.
23. 24. 25. 26. 21. 28.
29. 30. 31.
R. H. Young and R. A. Lawrie, Utilisation of edible protein from meat industry by-products. III. The isolation and spinning of proteins from lung and stomach, J. Fd Technol. 10 (4), 453 - 464 (1975). Meat Research Institute. Bienniuf Report Z975- 77 Meat Research Institute, London (1977). Joint Working Party of the Royal College of Physicians of London and the British Cardiac Society. Prevention of coronary heart disease. Reprinted from J. R. COIL Phys. Land. 10 (3) (1976). G. R. Swingler, P. E. L. Naylor and R. A. Lawrie, Microbial aspects of protein recovery from meat industry by-products, Meat Sci. 3, 83-95 (1979). Food Standards Committee, Ministry of Agriculture, Fisheries and Food. Report on Offak in Meat Products Report FSC/REP/56. HMSO, London (1972). Protecon (U.K.) Ltd. Personal Communication. (September 1979). Noble, J. “Retrieve meat wastes to build new foods” Fd Enging 45 (lo), 76-77 (1973). Anon. Bones Are Made For Eating Meut Trades J. (25th January 1979). Alwatech U.K. Ltd, Personal Communication (October 1979). A. P. Hopwood, Recovery of protein from food industry effluents Znd. Recov. (February 1979). A. P. Hopwood, Recovery of protein and fat from food industry waste waters Paper to Annual Conference of the Znstitute of Water Pollution Control (1979). J. Wismer-Pederson, Utilisation of animal blood in meat products Fd Technol. Champaign 33 (8), 76 - 80 (1979). Perimax Meat Co. Ltd. Personal Communication (October 1979). Lensfield Products Ltd. Personal Communication (April 1980).