bu metin 9 aralık 2011 tarihinde bahçeşehir Üniversitesi ... · utilizing the interference of...
TRANSCRIPT
Bu metin 9 Aralık 2011 tarihinde Bahçeşehir Üniversitesi Mesleki Teknik Eğitimi
Geliştirme Merkezi (METGEM) bünyesinde gerçekleştirilen İleri Teknolojiler
Çalıştayı'nda sunulan tebliğdir.
This paper was presented at Advanced Tecnologies Workshop organized by
Bahcesehir University's METGEM on 9 December 2011 in Istanbul.

52
FROM FUNDAMENTAL TO APPLIEDELECTROCHEMISTRY ELECTROCHEMICALLY
NANO-COATED SELECTIVE SURFACES
Prof. Dr. Figen KADIRGAN
Selektif Teknoloji San. Tic. Ltd.
Outline Introduction Fundamental Outlook of Solar Thermal conversion Preparation of Nano layers using electrochemistry Testing and accreditation of the selective surfaces Life Cycle Analysis of the production
Introduction
Solar energy seems to be one of the attractive and promising alternative en-ergy sources for Turkey. Turkey is fortunate because it has about 2640 hoursof sunshine annually and the total annual solar radiation (on a south orientedarea, tilted 45o) is about 1460 kW/m2 in most of the regions.
Flat plate solar collectors have been extensively used mainly in the southernand western regions of Turkey for Domestic Hot Water (DHW) since 1975.The absorber plates of these conventional collectors are painted with mattblack paint, which has a very poor absorption/emission ratio. Furthermore,the black paint cracks and fades with time losing its characteristic and hencereducing the lifetime of the collectors.
The survey on the solar collector market, indicated that there is a tremendousneed for high efficiency solar collectors to supply DHW. The developmentof high efficiency solar collectors will provide more energy saving andwider applicability .
Fundamental Outlook of Solar Thermal conversionHigh efficiency collectors must have selective and protective coatings on absorberplates. An efficient coating is defined as having a high absorbance α over the solarspectrum (∼ 0.3-2 μm), but in addition, having a low emittance (ε) to reduce ther-mal radiative heat losses.
The type of coating proves significant as a criterion that determines the quality ofthe absorber sheet. For this coating to perform efficiently under solar radiation, itsradiation properties should be as required.

53
Spectral relations between an idealized selective absorber, solar energy (AM 1.5) and black-body spectra
The ideal values of absorptivity and emissivity are respectively 100% and 0%.However, in practice these values cannot be reached. Therefore, it is in the bestinterest to get closest possible values to the ideal ones.
Classification of Nanostructured Materials
Atom clusters and filaments are definedas zero modulation dimensionality andcan have any aspect ratio from 1 to ∞
Multilayered materials with layer thicknessin the nanometer range are classified as
one-dimensionally modulated
Layers in the nanometer thicknessrange consisting of ultra fine grains are
two-dimensionally modulated
The last class is that consisting of three-dimensionally modulated microstructures
or nanophase materials
Methods to Synthesize Nano Layer Materials-Electrodeposition
3D nanostructure crystallites can be prepared using electrodeposition method byutilizing the interference of one ion with the deposition of the other.
Electrodeposition yields grain sizes in the nanometer range when the electrodeposi-tion variables (e.g., bath composition, pH, temperature, current density, etc.) are

54
chosen such that nucleation of new grains is favoured rather than growth of existinggrains.
This was achieved by using high deposition rates, formation of appropriate com-plexes in the bath, addition of suitable surface-active elements to reduce surfacediffusion of ad-atoms, etc.
The process requires low initial capital investment and provides high productionrates with few shape and size limitations.
Innovation
Electrochemical processes are well-known form, prior art documents by discon-tinuous electrochemical batch process.
In this invention, Roll-to Roll Electrochemical coating is used as a process. Engi-neering parameters are quite different from discontinuous process, we need to con-trol flow rate of the substrate and electrolyte, tension, distance of the roll etc.
Preparation of Nano Layers Using Electrochemistry
The coating process is produced by electroplating, solar energy absorbing chro-mium free nickel based film under constant current in different stages. Such materi-als have a large absorptivity in the visible and near infrared range and have littleemissivity in the infrared range (α~ 95-97, ε ~ 6-8) with the α / ε values between 12and 16. Copper sheets are used as substrate, but the similar process is applicablewith some modifications over Aluminium and/or Steel substrates.
Nano Layers by Electrochemistry
Electrochemical deposition of the thin and nano scale films may provide differentcolour observation depending to the thickness of the dielectric layer (from dark bluemarine to dark brown).
Spectral Properties of Selective Surface
1 100,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0hem. Reflectance αAM1.5= 0.951, ε373K= 0.079dif. Reflectance
Reflectance
Wavelength in µm
55
Additional Protection - Silane Treated Black Surfaces
Nickel based films are treated with silane by sol-gel technique.
Hydrophobic silane shows a considerable inhibition capacity.
The surface obtained, approximately self-cleaning upon exposure to rain, or runningwater, in that drops of water on the surface become substantially a sphere and solidparticles on the surface are removed from the surface together with the drops ofwater rolling of the surface.
The sol-gel treated films keep the same α and ε values of non-treated films
Corrosion behaviour of the protective selective surfaces is measured by taking thecathodic and anodic polarization curves in 1% NaCl solution at 80oC.
Corrosion measurements and Tafel analysis were carried out using Voltalab Im-pedans Spectroscopy.
Corrosion rate, polarisation resistances of protective films with and without silancoating is calculated.
The process is protected under PCT patent that will be published in May 2012.
This coating was very stable under thermal implication and humid conditions there-fore it protects the metal surfaces against corrosion.
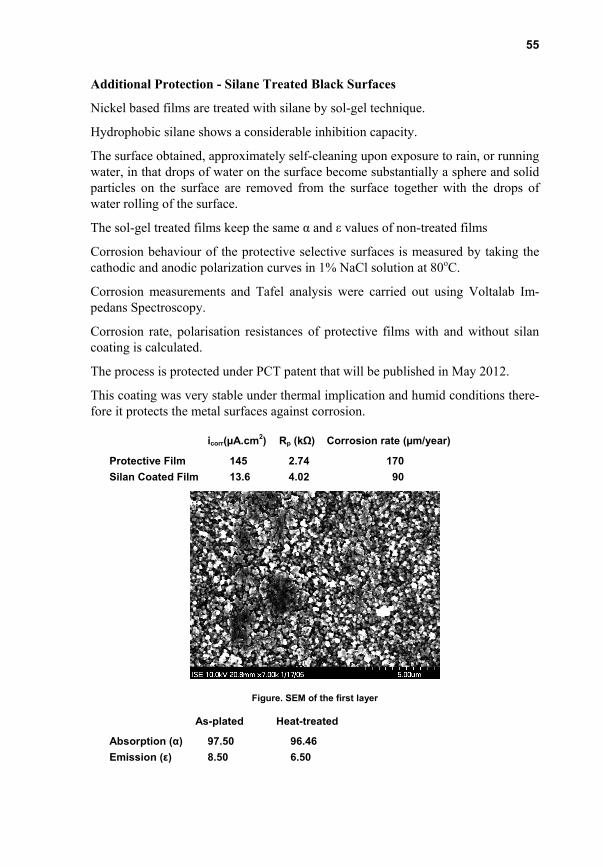
icorr(µA.cm2) Rp (kΩ) Corrosion rate (µm/year)
Protective Film 145 2.74 170Silan Coated Film 13.6 4.02 90
Figure. SEM of the first layer
As-plated Heat-treated
Absorption (α) 97.50 96.46Emission (ε) 8.50 6.50

56
Testing and Accreditation of The Selective Surfaces
Qualification test of Solar Absorber coating durability is tested by SPF.

57
58
The renewable energy sources are often presented as clean sources, not consideringthe environmental impacts related to their manufacture. The production of renew-able plants, like every production process, entails a consumption of energy and rawmaterials as well as the release of pollutants. Furthermore, the impacts related tosome life cycle phases (as maintenance or installation) are neglected.
The need to strengthen the “green market” has been successively confirmed in an-other official document named “the green paper on Integrated Product Policy -IPP”. Once the product is put on the market, there is relatively little that can bedone to improve its environmental characteristics. The IPP approach seeks to re-duce the environmental impacts occurring throughout the entire life cycle of theproduct since the early stage of the product design and development. For IPP to beeffective, LCA represents an important support tool and the best framework forassessing the potential environmental impact of the products currently available.
Life Cycle Analysis of The Production
A life-cycle assessment (LCA, also known as life-cycle analysis, ecobalance, andcradle-to-grave analysis) is a technique to assess environmental impacts associatedwith all the stages of a product's life from-cradle-to-grave (i.e., from raw materialextraction through materials processing, manufacture, distribution, use, repair andmaintenance, and disposal or recycling). LCA’s can help avoid a narrow outlook onenvironmental concerns by:
Compiling an inventory of relevant energy and material inputs and envi-ronmental releases
Evaluating the potential impacts associated with identified inputs andreleases
Interpreting the results to help you make a more informed decision.
Here; we have studied the energy and the environmental performances of theSELEKTIF surface.
To obtain reliable results, data is collected and managed following internationalISO 14040 and 14044 standard procedures.
The aim is to trace the SELEKTİF’s eco-profile that synthesises the main energyand environmental impacts related to the whole product’s life cycle. The followingphases have been investigated: production and deliver of the energy and the rawmaterials, production process, installation, disposal and transports occurring during

59
each step. The analysis is carried out on the basis of data directly collected inSELEKTİF TEKNOLOJİ Co. Inc. Ltd. The work is realised in collaboration withMarmara University Engineering Faculty.
Selective surface is made of electrochemically treated and coated copper sheet(thickness:0.001 m, width: 1 m). A copper roll is treated to obtain solar selectivityin a continuous system. 1m per minute is assumed as flow rate. 4400 hours per yearis assumed as system production time for 250.000 m2 selective surface production.All the treatment baths are made of polypropylen.
The direct mean power consumption during production process ( 18 kW for pre-treatment of the surface, 28 kW for coating and 7 kW for nano coating, thermaltreatments and rolling) was 50 kW . A building of 300 m2 with two floor is assumedfor factory plant
10% of the product is accepted as wastes. Wastes will be delivered to a companythat take care about disposal. 95% of the selective surface would be recycled intheir end-life.
All the calculation is realized using Sima Pro LCA programmes.
The energy analysis concerns with the energy flows occurring during life cycle ofthe product.
Percentage of Total Energy Requirement from Cradle to Gate
5.07E4 MJ Electricity, high
voltage, production UCTE, at grid/UCTE
1.98%
5.25E4 MJ Electricity,
production mix UCTE/UCTE U
2.03%
7.55E4 MJ Electricity,
hydropower, at run-of-river power
1.02%
2.23E3 kg Nickel, 99.5%, at
plant/GLO U
5.27%
1.7E3 kg Heavy fuel oil, at refinery/RER U
1.11%
1.66E3 kg Heavy fuel oil, at
regional storage/RER U
1.11%
5.14E4 MJ Heavy fuel oil,
burned in industrial furnace 1MW,
0.873%
2.24E5 kg Copper sheet,
technology mix, consumption mix, at
51%
1.1E6 MJ Electricity mix, AC,
consumption mix, at consumer, 1kV -
41%
1 p 200000 m2 Yuzey
100%
0.05 p 2 Katli 300 m2
Fabrika
2.21%
2.24E5 kg Copper sheet production of
0.1mm thickness
60.1%
1 p Yuzey Temizleme Elektrik Enerjisi
10.7%
1 p Ni Islemleri Elektrik
Enerjisi
16.6%
1 p Son Yuzey Islemleri
Elektrik Enerjisi
1.18%
1 p Kurutma Elektrik
Enerjisi
1.78%
1 p Sarma Elektrik
Enerjisi
1.78%

60
Percentage of Total Energy Requirement from Cradle to Grave
5.07E4 MJ Electricity, high
voltage, production UCTE, at grid/UCTE
1.98%
5.25E4 MJ Electricity,
production mix UCTE/UCTE U
2.03%
2.23E3 kg Nickel, 99.5%, at
plant/GLO U
5.26%
2.24E5 kg Copper sheet, technology mix,
consumption mix, at
51%
1.1E6 MJ Electricity mix, AC, consumption mix, at
consumer, 1kV -
40.9%
1 p 200000 m2 Yuzey
99.9%
0.05 p 2 Katli 300 m2
Fabrika
2.2%
2.24E5 kg Copper sheet
production of 0.1mm thickness from
60%
1 p Yuzey Temizleme Elektrik Enerjisi
10.6%
1 p Ni Islemleri Elektrik
Enerjisi
16.6%
1 p Son Yuzey Islemleri
Elektrik Enerjisi
1.18%
1 p Kurutma Elektrik
Enerjisi
1.77%
1 p Sarma Elektrik
Enerjisi
1.77%
1 p YDD of 200000m2
Yuzey
100%
Percentage of Greenhouse Gases Emission from Cradle to Grave
8.99E3 kg Clinker, at plant/CH
U
8.1E3 kg CO2 eq
5.87E3 kg Portland calcareous
cement, at plant/CH U
4.22E3 kg CO2 eq
4.8E3 kg Portland cement, strength class Z
42.5, at plant/CH U
3.94E3 kg CO2 eq
8.08E3 kg Brick, at plant/RER
U
1.92E3 kg CO2 eq
12.9 m3 Concrete, normal,
at plant/CH U
3.37E3 kg CO2 eq
3E4 kg Concrete block, at
plant/DE U
3.63E3 kg CO2 eq
2.48E4 MJ Diesel, burned in
building machine/GLO U
2.26E3 kg CO2 eq
5.07E4 MJ Electricity, high
voltage, production UCTE, at grid/UCTE
7.26E3 kg CO2 eq
1.91E4 MJ Electricity, medium voltage, production UCTE, at grid/UCTE
2.8E3 kg CO2 eq
1.2E4 MJ Electricity,
production mix DE/DE U
2.2E3 kg CO2 eq
5.25E4 MJ Electricity,
production mix UCTE/UCTE U
7.41E3 kg CO2 eq
2.23E3 kg Nickel, 99.5%, at
plant/GLO U
2.41E4 kg CO2 eq
3.22E3 kg Pig iron, at plant/GLO U
4.86E3 kg CO2 eq
4.07E4 MJ Natural gas,
burned in industrial furnace
2.77E3 kg CO2 eq
5.14E4 MJ Heavy fuel oil,
burned in industrial furnace 1MW,
4.62E3 kg CO2 eq
1.8E3 kg Sodium carbonate from ammonium
chloride production,
1.89E3 kg CO2 eq
2.24E5 kg Copper sheet, technology mix,
consumption mix, at
1.24E4 kg CO2 eq
1.1E6 MJ Electricity mix, AC, consumption mix,
at consumer, 1kV -
1.23E4 kg CO2 eq
1 p 200000 m2 Yuzey
6.42E4 kg CO2 eq
0.05 p 2 Katli 300 m2
Fabrika
1.32E4 kg CO2 eq
2.24E5 kg Copper sheet production of
0.1mm thickness
1.51E4 kg CO2 eq
1 p Yuzey Temizleme Elektrik Enerjisi
3.2E3 kg CO2 eq
1 p Ni Islemleri Elektrik
Enerjisi
4.98E3 kg CO2 eq
1 p YDD of 200000m2
Yuzey
6.49E4 kg CO2 eq
61
According to the cumulative energy demand calculations resulting from Sima Pro,overall energy required for Selektif production is 39,25 MJ/m2 . The annual averagetotal insolation duration in Turkey is 2640 hours (7,2 hours/day) (EIE data)
Average annual solar radiation is 1311 kWh/m²-year (3,6 kWh/m²-day). It means:3.6 x 3600 = 12960 kJ/m² with 80% efficiency, 10368 kJ/m² may obtained withsolar collector having selective absorber.
Energy payback-time can be defined as the time necessary for solar absorber tocollect the energy equivalent to that used to produce it . So: 39250/10368=3.8 days
Greenhouse gases emission from cradle to grave is:
64900 kg CO2/200000 m2 = 0,325 kg / m2
The study focused on the calculation of energy and CO2 payback time shows thegreat nvironmental convenience of this technology.
We could also conclude that energy directly used during the production process andinstallation is only 15% of the overall consumption, another 6% is consumed fortransports during the LC phases.
The remaining percentage is employed for theproduction of the raw materials usedas process inputs.
Consequently, recycling of the raw materials is very important.
Kaynakça
F.KADIRGAN, M.SÖHMEN, I.E. TÜRE, S.SÜZER, J.WETHERILT, A. YAZAR, Renew-able Energy, 10 (1997) 203.
S.SUZER, F.KADIRGAN, M.SOHMEN, J. WETHERILT, E. TURE, Solar Energy andMaterials, 52 (1998) 55.
F. KADIRGAN, H. METE SOHMEN, Recent Advances in Solar Energy Technology, MRC,1997, 27.
S. SUZER, F. KADIRGAN, Recent Advances in Solar Energy Technology, MRC, 1997, 35.

62
F. KADIRGAN, M. SOHMEN, Solar Energy Materials and Solar Cells, 56 (1999) 183.
F. KADIRGAN, M. SOHMEN, Renewable Energy, 16 (4) (1998) 2304.
F. KADIRGAN, E. WACKERGALD, M. SOHMEN, T. J. of Chem. 23 (4), (1999), 381.
F. Kadırgan, M. Sohmen, T. Journal of Chem. 23 (4), (1999) 345 49.
F. Kadirgan, International Journal of Photoenergy, 84891(2006) 1-5.
F. Kadirgan, M. Söhmen, J. Wetherilt, E. Türe, Turkish Patent Institute), Patent No:960015.
F. Kadırgan, Patent, PCT/TR2003/000081, WO 2005/042805.
F. Kadırgan,Turkish Patent Institute, 2006/02074.
F. Kadırgan, PCT, 2010, submitted.
F. Kadırgan, Electrochemically Prepared Thin Films Solar Cells.
Ed. H. Nalwa, "Handbook of Advanced Electronic and Photonic Materials" Academic Press,Volume 10, Chap:6, 2000.