browning machine gun cal .30 - technical air intelligence report 21 - examination of japanese...
TRANSCRIPT
8/3/2019 Browning Machine Gun Cal .30 - Technical Air Intelligence Report 21 - Examination of Japanese Browning Machine G…
http://slidepdf.com/reader/full/browning-machine-gun-cal-30-technical-air-intelligence-report-21-examination 1/15
T E C H N I C A LAIR INTELLIGENCE
CENTER
# 2 1EPORTEXAMINATION OF JAPANESE
"BROWNING" MACHINE GUN
l?JTm»GENCE LIBRABY1 0 '-"•'• - i U . t ,
Issued by the D.vision 0 f Naval Intelligence
By
C ombi ne d , Personnel * of United States an d British Services
for the Use of All.ed Forces
TECHNICAL AIR INTELLIGENCE CENTER
NAVAL AIR STATION ANAC OSTIA D C

8/3/2019 Browning Machine Gun Cal .30 - Technical Air Intelligence Report 21 - Examination of Japanese Browning Machine G…
http://slidepdf.com/reader/full/browning-machine-gun-cal-30-technical-air-intelligence-report-21-examination 2/15

8/3/2019 Browning Machine Gun Cal .30 - Technical Air Intelligence Report 21 - Examination of Japanese Browning Machine G…
http://slidepdf.com/reader/full/browning-machine-gun-cal-30-technical-air-intelligence-report-21-examination 3/15
EXAMINATION OF JAPANESE "BROWNING" MACHINE GUN
FOREWORD
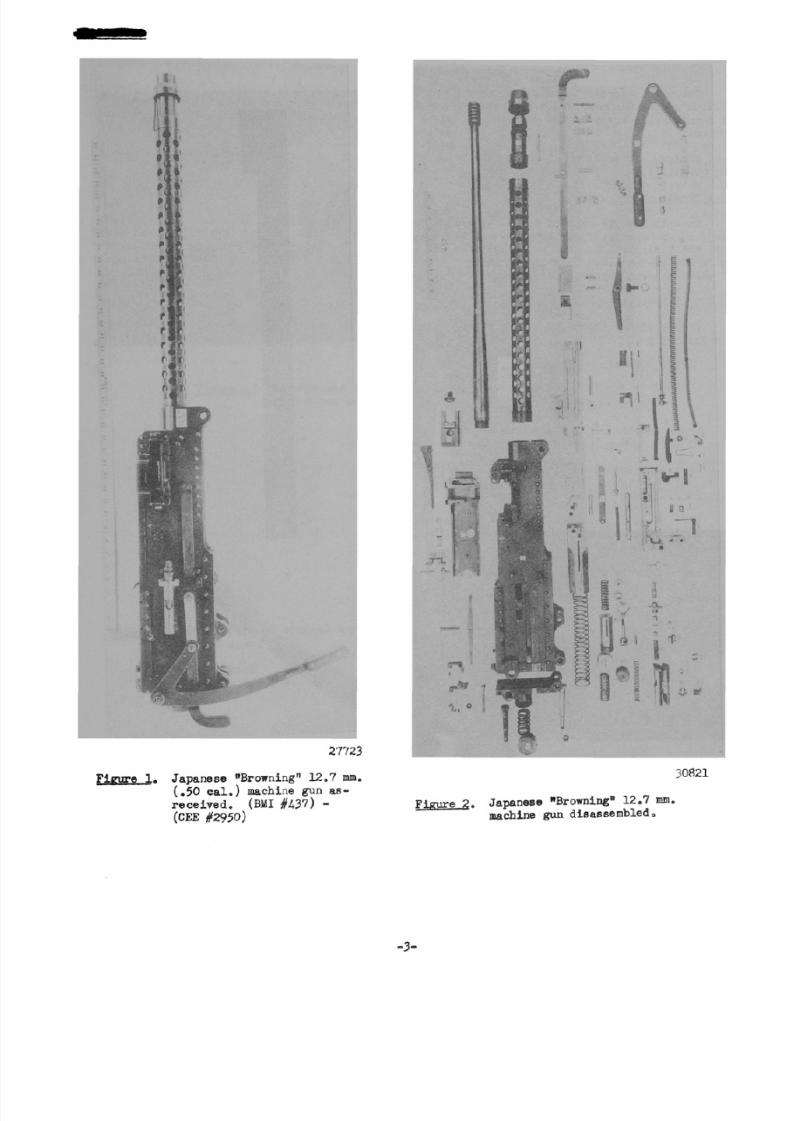
A J a p a n e s e a i r c r a f t " B ro w n in g " . 5 0 c a l i b e r m a c h i n e gun (BMI # 4 3 7 - CEE # 2 9 5 0 ) S e r i a l # 2 3 4 9 ,m a n u f a c t u r e d i n November 1 9 4 2 , w as r e c e i v e d f r o m t h e T e c h n i c a l A i r I n t e l l i g e n c e C e n t e r , N a v a lA i r S ta t i o n , A n a c o s t i a , D . C . fo r m eta l l u rg i ca l ex a m i na t i o n . The g un w as ca ptured a t I a e , NewGu ine a, on Septem ber 1 6 , 194 3, comple te and in good working ord er . I t had been used for anom inal per io d of t im e on a Japane se fi g h te r CSCAR.
Markings found on the gun are rec ord ed i n Figu re 3 of the Appendix. The weapon weighed5 1 - 1 / 2 p o u n d s w h e n r e c e i v e d .
Seventeen per cent of the metal parts used in the manufacture of the Japanese "Browning" .50c al ib er machine gun were made from tun gst en s t e e l , thr ee per cent from nickel -chromium s t e e l , andth e remainder were un al loy ed . The s t e e l s were made in the bas ic open hearth or e le c t r ic furnacewith graded scrap forming a large part o f the charge.
The weapon was cop ied from an ea rl y American model wi th minor m od i f i ca t io ns . Heat tr e a t-Bent s w ere s i mpl er tha n A mer ica n pr a c t i ce s , a nd f la me ha rden i ng w as us ed ex t en s i v e l y . An i n te r e s t i n g f ea tur e w as chro mium p l a t i n g i n the bo re of the b a r re l .
ECONOMIC COIBIDERATIONS
The gun shows manufacturing methods s imilar to other Japanese guns examined and displayedgood workmanship. Bea ring parts pos ses sed a good f i n i s h whi le a large number of ex te ri or s ur fa ce s showed hand f i n i s h in g . No brazed or s tamped par ts were used .
Contrary t o American and German p r a c t i ce s , bu t in keep ing wi th the ir own, the Japanese usedhig h-c arb on tu ng ste n s t e e l (carbon .59% - .67%, tun gste n 1.7% - 2 .2%) in part s subje cted t oextreme wear . Re s id ua l amounts of o the r a l lo y i ng e lements ind ic at e the use of graded scrap int h e f u r n a c e c h a r g e s .
The ex te ns i v e us e o f f la me ha rden ing on the pa r t s i s a n i nd i ca t i o n o f co ns erv a t i o n o f he a t -t r e a t i n g e q u i p m e n t .
DISCUSSION OF RESUITS
The Japanese "Browning" machine gun as -r ec eiv ed and disasse mb led i s shown in Figu res 1 t o 3 ,i n c l u s i v e , i n the A ppendi x . W hi le th i s g un w as o bv i o us l y co p i ed from a n ea r l y A mer ican des i g n ,so me f e a t u r e s a r e o f i n t e r e s t an d a r e d i s c u s s e d i n d e t a i l .
The bore of th e ba rr el of t h i s gun was chromium pl at ed from the sh ou lde r of the chamber t ot h e m u z z l e . V er y l i t t l e wear had occu rred at eac h end where the p la ti ng showed a th ic kn es s of.000 080 in ch . The p la t i ng was a lmost en t i r e ly removed from the should er up to about 6 inche sback of th e mu zzle . The chromium pl at in g seemed to have a sa t i s f ac to ry ad her enc e, as the re wasno ev i de nce o f f l a k i ng o f f . Th i s ba r re l had a ppa ren t l y had co ns i d era b l e s e rv i c e .
T y p e o f S t e e l
Ea ch pa r t w as s pa rk t e s t ed a nd ca re fu l l y i ns pe c te d . Tho se sho w ing unus ua l f ea tu res w e^e
ana lyze d and the r e s u l t s shown in Tables 1 and 2 in the Appendix .
Tw enty pa r t s w ere fo und to co nta i n tung s t en i n l i b er a l a mo unts. The us e of tung s ten s t e e l sin machine guns appears to be s tandard Japanese pract ice as ev idenced in previous reports submi t t ed o n th i s p ro je c t . The cho i ce o f th i s a l l o y a ppea rs to be o n the ba s i s tha t the s e pa r t s a resu bj ec te d to extreme we ar. However, as ev idence d by the ph ys ic a l t e s t s made on the gun ba rr el(Ta bl e 3 ) , i t i s d o ubt f u l tha t the w ea r re s i s ta nc e o f tun g s ten s t e e l s w ould be i mpro ved ov erth a t o f a p l a i n carbo n s t e e l o f equa l ha rd nes s . The ca rbo n a nd tung s ten l e v e l s us ed a re not h i g he n ou g h t o / p r o d u c e w e a r - r e s i s t a n t , f r e e t u n g s t e n c a r b i d e p a r t i c l e s , an d t h e p a r t s a re n ot m a ss iv ee n ou g h t o r e q u i r e a n y a l l o y i n g e le m e n t f o r h a r d e n a b i l i t y .
- 1

8/3/2019 Browning Machine Gun Cal .30 - Technical Air Intelligence Report 21 - Examination of Japanese Browning Machine G…
http://slidepdf.com/reader/full/browning-machine-gun-cal-30-technical-air-intelligence-report-21-examination 4/15
The steels appear to have been made In the basic open hearth or electric furna ce. They were•ilicon and aluminum kille d. The residu al amounts of various alloying elements indicate the useof considerable scrap in the char ges. Aluminu m may have been added in some cases for grain sizecontrol.
A minor number of small parts were made from high-sulphur screw stock for its free machining qualities.
Heat Treatment
Seven ty-tw o per cent of the 115 parts examined were heat treated. Thi s is a high percent age for Japanese practice , but the treatments appear simpler than America n specificatio ns sinceonly the firing pin and the extractor were differentially har dened. The bol t, for example, wasuniform ly heat treated to a lower hardne se than specified on the American counter part. Hardeningof wearing parts was accomplished by flame heating and quenching.
Method of Manufacture
Of a total of 115 parts available for examination, the following distribution according tomanufacturing method was made:
22% - Forged and machined1+2$ - Machined from bar stock11$ - Coiled wire springs
U& - Cut from rod or wire11$ - Cut from plate or sheet
These ratios are in proportion to other Japanese machine guns exam ined . Howev er, the advantage of forging was largely lost through improper forging and machining.
Careful examination of the barrel revealed that it had been rifled rather than broached*
Exterior Coatings
All the outer parts of the gun were given an oxide chemical treatment by dipping to producea dark dull finish. This treatment, while producing some corrosion resist ance, is designed principally to reduce reflectivity.
The automatic trig ger housing (#97) was nickel plated .00006" on the entire exterior surface;
the auxiliary hand-cocking lever extension (#112) was cadmium plated .0002"j and the breech lockdepressors (#17) were chromium plated e00005
nover the flame hardened wearing surface.
-2
8/3/2019 Browning Machine Gun Cal .30 - Technical Air Intelligence Report 21 - Examination of Japanese Browning Machine G…
http://slidepdf.com/reader/full/browning-machine-gun-cal-30-technical-air-intelligence-report-21-examination 5/15
27723
Figure 1. Japanese "Browning" 12.7 mm.(.50 cal.) machine gun as-received. (BMI #437) - Figure 2. Japanese "Browning" 12.7 mm.
machine gun disassembledo(CEE #2950)
-3
30821

8/3/2019 Browning Machine Gun Cal .30 - Technical Air Intelligence Report 21 - Examination of Japanese Browning Machine G…
http://slidepdf.com/reader/full/browning-machine-gun-cal-30-technical-air-intelligence-report-21-examination 6/15
27722
Figure 3 . Clos e-up view of .housing assembly attachments
-A

8/3/2019 Browning Machine Gun Cal .30 - Technical Air Intelligence Report 21 - Examination of Japanese Browning Machine G…
http://slidepdf.com/reader/full/browning-machine-gun-cal-30-technical-air-intelligence-report-21-examination 7/15
31309
Figure L. Macroetched view of the accelerator showingflow lines and flame-hardened area.
ISw
^̂W w w& ^ > • 'i
Figaro 5. Micrograph of ty pi ca l tungstens t e e l c o r e ,
N it al Etch 1000XVick ers Hardness 280
iLi
1
-5

8/3/2019 Browning Machine Gun Cal .30 - Technical Air Intelligence Report 21 - Examination of Japanese Browning Machine G…
http://slidepdf.com/reader/full/browning-machine-gun-cal-30-technical-air-intelligence-report-21-examination 8/15
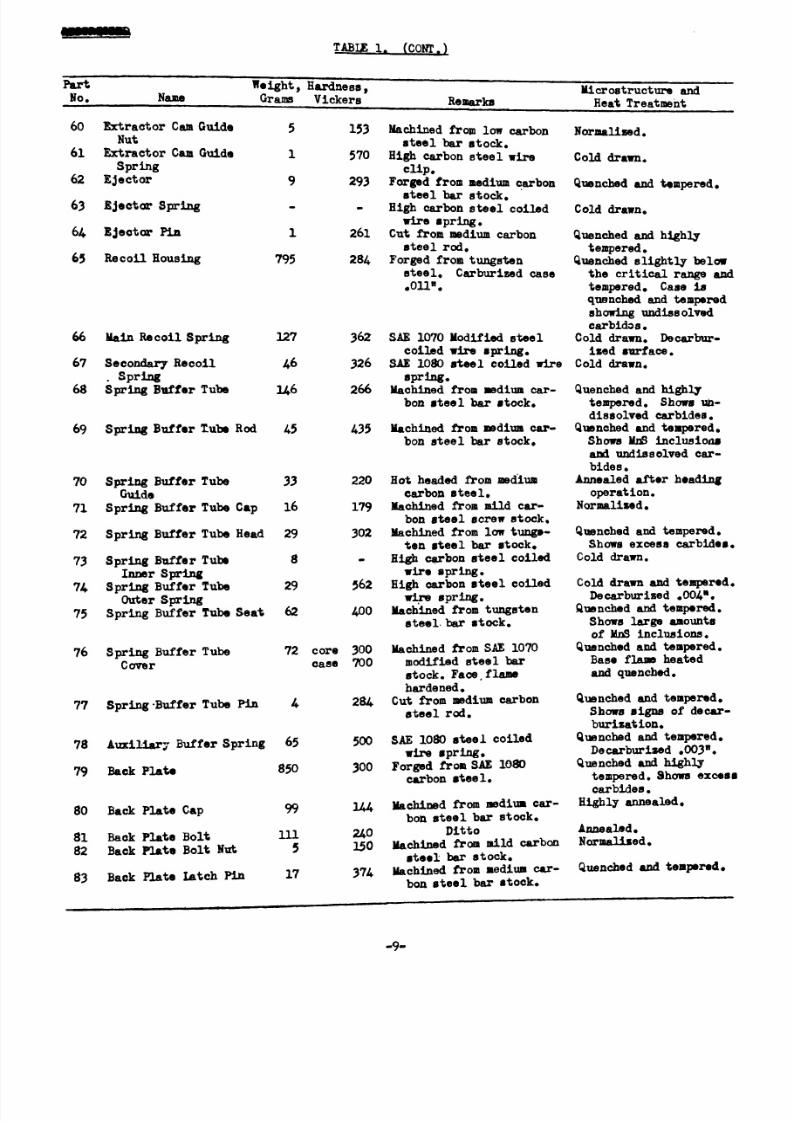
TABLE 1. DETAILS OF MANUFACTURE OF JAPANESE "BROWNING" .50 CALIBER
MACHINE GUN (BMI #437 - CEE # 2950)
Part Weight, Hardness, Microstructure and
No. Name Grams Vickers Remarks Heat Treatment
1 Housing Assembly 8,825 248 Three forgings and two Quenched and highly
plates of SAE 1080 steel tempered.
riveted together. Rivets
of low carbon steel.
2 Housing Cover 736 268 Forged from SAE 1080 steel. Quenched and tempered.
Not differentially
hardened.
3 Housing Cover -atch 27 312 Forged from medium carbon Quenched slightly below
steel. the critical range
and tempered.
4 Housing Cover Latch 53 258 Tw o pieces machined from Quenched and•tempered.
Guide bar stock and fusion Heat treated after
welded together. welding.
5 Housing Cover Latch 7 Stamped from high carbon
Spring steel sheet.
6 Housing Cover Latch 4 536 Cut from medium carbon Quenched and tempered,
Pin steel rod.
7 Housing Cover Guide 127 core 255 Forged from medium carbon Quenched and tempered.case 613 steel. Flame hardened Flame heated and
case .05" on wearing quenched.
surface.
8 Barrel 2,975 295 Forged from tungsten sbeeL Quenched and tempered.
Rifled bore.
9 Barrel Extension 1,320 core 258 Forged from tungsten steeL Quenched and tempered.
case 689 Flame hardened in groove Shows small MnS in-
corners only. clusions. Flame
hardened.
10 Barrel Jacket 909 220 Machined from SAE 1040 Annealed. Excess MnS
steel bar stock or inclusions.
tubing.
11 Barrel Jacket 291 351 Machined from medium car- Quenched and tempered.
Extension bon steel bar stock or
tubing.12 Barrel Booster 95 273 Machined from tungsten Quenched and tempered.
steel bar stock.
13 Barrel Booster H4 267 Machined from medium car- Quenched and tempered.
Retainer bon steel bar stock.
13A Barrel Booster 8 580 Machined from medium car* Quenched and slightly
Retainer Lock bon steel sheet. tempered.
U Breech Lock 151 core 480 Machined from tungsten Quenched and tempered
case 733 steel bar stock. Flame core. Flame heated
hardened on top wearing .O65wand quenched.
surface.
15 Breech Lock Cam 284 292 Forged from low tungsten Quenched and tempered.
steel*
16 Breech Lock Cam Bolt 38 187 Machined from mild carbon Normalized.
steel bar stock.
17 Breech Lock 22 core 505 Machined from medium car- Core quenched slightly
Depressors case 795 bon steel bar stock. below critical range
Flame hardened on wear- and tempered. Shows
ing surface and chrome undlssolved carbides.
plated .00005w. Case flame heated .08"
and quenched.
18 Breech Lock 1 Machined from low carbon Normalized. Shows MnS195Depressor Pin steel bar stock. inclusions.
18A Breech Lock Pin 15 483 Machined from tungsten Quenched and tempered.
steel bar stock.
18B Breech Lock Spring High carbon steel strip.
-6

8/3/2019 Browning Machine Gun Cal .30 - Technical Air Intelligence Report 21 - Examination of Japanese Browning Machine G…
http://slidepdf.com/reader/full/browning-machine-gun-cal-30-technical-air-intelligence-report-21-examination 9/15
TAB LE 1. (CQWT.1)
Part Weight, Hardness, Microstructure andNo. Name Grams Vickers Remarks Heat Treatment
19 Belt Feed Cover 84 345 Forged from medium carbon steel bar stock.
Quenched below criticalrange and tempered.Shows undissolved car
20 Belt Feed Pawl 360 Machined from medium carbides .
Quenched below critical
35bon steel bar stock. range and tempered.
Shows undissolved carbides.
21 Belt Feed Pawl 458 Forged from medium carbonsteel. Riveted to pawl.
Quenched and tempered.Shows undissolvedcarbides.
22 B elt Feed Pawl Pins 3 218 Cut from medium carbon Hot rolled and normalizsteel rod. ed.
23
24
Belt Feed PawlSpring
Belt Feed Lever
1
152 337
High carbon steel coiledwire spring.
Forged from medium carbon
Cold drawn.
Quenched below criticalsteel bar stock. Flamehardened on tips. Not
range and tempered.Shows MnS inclusions
differentially hardened. and undissolved carbides. Flame heated.36" and quenched.
25 Be lt Feed Lever Bo lt 27 295 Machined from medium car- Normalized.bon steel bar stock.
26 B el t Feed Lever Washer 2 200 Cut from low carbon steel Rolled and normalized.sheet.
27 Cartridge Feed Retainer 22 core 383
case 713
Machined from medium carbon steel bar stock.Flame hardened on wear-
Core quenched and tempered. Case flameheated .08" and tem
23
29
30
Cartridge FeedHinge Pin
Cartridge Feed RetainerSpring
Cartridge Receiver Stop
7
62
174
270
ing surface.Machined from medium car
bon steel bar stock.High carbon steel coiled
wire spring.Machined from medium car
bon steel bar stock.
pered.Spheroidized condition.
Cold drawn.
Quenched and highly tempered. Shows undissolved carbides.
31 Cartridge Receiver Pin 3 Low carbon steel. Hot rolled and normalized stee l. Hot headed and annealed.
32 Bo lt 1,556 303 Machined from tungstensteel bar stock.
Quenched and tempered.
33 Bolt Decelerator 64 coreease
265713
Machined from tungstensteel bar stock . Flame
Quenched and tempered.Case heated by flame
hardened on wearing and quenched.
surface.
34 Bolt DeceleratorHinge
19 pinar m
258168
Pin machined from mediumcarbon steel bar stock.Arm cut from high carbon
Pin rolled and normalized. Arm spheroidized.
steel strip. Pin mach
ined down at head andused as rivet to attacharm.
35
36
37
Bolt DeceleratorSpring
Bolt DeceleratorSpring Cap
Bolt Decelerator
1
5
37
319
415
High carbon steel coiledwire spring.
Machined from medium carbon steel bar stock.
Cut from drawn wire.
Cold drawn.
Quenched and tempered.
Cold drawn.
Spring Cap Locking
38Pin
Bo lt Rele ase Lever 40405 Forged from medium car
bon steel.
Quenched and tempered.
- 7

8/3/2019 Browning Machine Gun Cal .30 - Technical Air Intelligence Report 21 - Examination of Japanese Browning Machine G…
http://slidepdf.com/reader/full/browning-machine-gun-cal-30-technical-air-intelligence-report-21-examination 10/15
TABIE 1. (CONT.)
Part Weight, Hardness, Microstructure andName Grams Vickers Remarks Heat TreatmentNo.
39 Bolt Release Lever 16 490 Machined from tungsten Quenched and tempered.Pin steel bar stock.
40 Accelerator 16 8 corecase
360628
Forged from tungstensteel. Flame hardenedon wearing surface (seeFigure 4) .
Core quenched slightlybelow critical rangeand tempered. Caseflame heated .08" andquenched.
Accelerator Pin 27 423 Cut from medium carbonsteel rod.
Quenched and tempered.Shows small amountsof undissolved carbides .
42 Accelerator Catch 93 corecase
28 0
700
Forged from tungsten steel.Flame hardened on workingsurface.
Quenched and highlytempered. Shows t i t a -nium n it ri de and MnSinclusions. Flamehardened .25" andquenched.
43 Accelerator CatohLock Pin
3 245 Cut from mild carbonsteel rod.
Rolled and rapidlycooled.
44 Accelerator Lock 19 51 0 Cut from high carbon Quenched and tempered.
45
46
SpringFiring Pin
Firing Pin Spring
13
11
backpoint
575883
steel sheet.Forged from tungsten
steel bar stock.High carbon steel coiled
Differentially quenchedand uniformly tempered.
Cold drawn.
47 Firing Pin SpringContainer
55 388wire spring.
Machined from tungstensteel bar st ock.
Quenched and tempered.Shows MnS inc lu si o n s.
48 Firing Pin Spring •Stop Pin
379 Cut from medium carbonsteel rod. End ma-
Quenched and tempered.Shows excess carbides.
8 chined down and used asrivet to attach arm.
49 Firing Pin Spring •Stop Arm
419 Cut from medium carbonsteel sheet.
Quenched and tempered.Shows excess carbidesand titanium nitrideinc lus ions .
50 Sear 18 395 Forged from Ni-Cr-fl steel Quenched and tempered.but not differentiallyhardened.
51 Sear Spring 1 - High carbon steel coiled Cold drawn.
52 Sear Slide 5 395wire spring.
Machined from low Ni-Crsteel bar sto ck.
Quenched and tempered.
53
54
Cocking LeverDriving Spring Rod
17
99404
186Forged from tungsten steel.Machined from mild carbon
Quenched and tempered.Hot rolled and normal-
stee l. Head and rod one ized.
55 Outer Driving Spring 81 608piece.
High carbon steel coiled Cold drawn.
56 Inner Driving Spring 33 -
wire spring.
High carbon steel coiled Cold drawn.
57 Extractor 82 core
case
280-379
,432
wire spring.Forged from tungsten steel*
Flame hardened and differentially heat treated,
Differentially quenchedand uniformly tempered.Flame heated .055" and
58
59
Extractor Depressor
Extractor Cam Guide
16
35 corecase
608
312
509
Stamped from high carbonsteel sheet.
Forged from medium carbons t e e l .
quenched.Quenched and slightly
tempered.Quenched and tempered.
Flame hardened .04°on edges and quenched.
-8
8/3/2019 Browning Machine Gun Cal .30 - Technical Air Intelligence Report 21 - Examination of Japanese Browning Machine G…
http://slidepdf.com/reader/full/browning-machine-gun-cal-30-technical-air-intelligence-report-21-examination 11/15
TABIE 1. (CONT.)
Part Weig ht, Hardness , Micro8tructure andHo. Name Grains Vic ker s Remarks Heat Treatment
60 Extractor Cam Guide 5 153 Machined from loir carbon Normalized.Nut steel bar stock.
61 Extractor Cam Guide 1 570 High carbon steel wire Cold drawn.Spring clip.
62 Ejector 9 293 Forged from medium carbon Quenched and tempered.steel bar stock.63 Ejector Spring - - High carbon steel coiled Cold drawn.
64 Ejector Pin 1 261wire spring.
Cut from medium carbon Quenched and highly
65 Recoil Housing 795 284steel rod.
Forged from tungstentempered•
Quenched slightly belowsteel.•Oil".
Carburized case the critical range andtempered. Case isquenched and temperedshowing undis8olvedcarbidos.
66 Main Recoil Spring 127 362 SAE 1070 Modified steelcoiled wire sp ring.
Cold drawn. Decarburised surface.
67 Secondary Recoil
. Spring
46 326 SAE 1080 steel coiled wire
spring.
Cold drawn.
68 Spring Buffer Tube U6 266 Machined from medium carbon steel bar stock.
Quenched and highlytempered. Shows undissolved c arbides.
69 Spr ing Buffer Tube Rod 45 435 Machined from medium carbon steel bar stock.
Quenched and tempered.Shows MnS inclusionsand undi3solved carbides•
70 Sp ring Buffer TubeGuide
33 220 Hot headed from mediumcarbon ste el.
Annealed after headingoperation.
71 Sp rin g Buffer Tube Cap 16 179 Machined from mild carbon steel screw stock.
Normalised.
72 Sp rin g Buffe r Tube Head 29 302 Machined from low tungsten steel bar stock.
Quenched and tempered.
Shows excess carbides.
73
74
75
Spring Buffer TubeInner Spring
Spring Buffer TubeOuter Spring
Spring Buffer Tube Seat
8
29
62
-
562
400
High carbon steel coiled
wire spring.High carbon steel coiled
wire spring.Machined from tungsten
steel bar stock.
Cold drawn.
Cold drawn and tempered,Decarburized .004"•
Quenched and tempered.Shows large amountsof MnS inclusions.
76 Spring Buffer TubeCover
72 core 300case 700
Machined from SAE 1070modified steel barstock. Face,flame
Quenched and tempered.Base flame heatedand quenched.
hardened.
77 Spring Buffer Tube Pin 4 284 Cut from medium carbonsteel rod.
Quenched and tempered.Shows signs of decarbur zat ion.
78
79
Auxiliary Buffer Spring
Back Plate
65
850
500
300
SAE 1080 steel coiled
wire spring.Forged from SAE 1080carbon steel.
Quenched and tempered.Decarburlzed .003"•
Quenched and highlytempered. Shows excesscarbides•
80 Back Plate Cap 99 144 Machined from medium carbon steel bar stock.
Highly annealed.
81 Back Plate Bolt 111 240150
DittoMachined from mild carbon
Annealed,Normalised,
82 Back Plate Bolt Nut 5 steel bar s tock.
83 Back Plate Latch Pin 17 374 Machined from medium carbon steel bar stock.
Quenched and tempered.
-9

8/3/2019 Browning Machine Gun Cal .30 - Technical Air Intelligence Report 21 - Examination of Japanese Browning Machine G…
http://slidepdf.com/reader/full/browning-machine-gun-cal-30-technical-air-intelligence-report-21-examination 12/15
TABLE 1. (CONT.)
Part We ight, Hardnes s, Microstructure andNo. Name Grams Vickers Remarks Heat Treatment
84 Back Plate Lock Bolt 61 260 Machined from AESI Normalized.A513O steel bar stock.
85 Pin Cocking Lever 11 440 Forged from medium car- Quenched and tempered.bon steel.
86 Trigger Bar Extension 64 corecase
385689
Machined from tungstensteel. Quenched and tempered.Carburized case .04"
on ends .87 Trigger Bar Extension
Pin17 pin
arm400175
Pin cut from medium carbon steel bar stock.Arm cut from high car-
Pin quenched and temp-er ed . Arm sph ero i-d i zed .
bon steel strip. Pinmachined down at headand used as rivet toattach arm.
88 Mechanical Trigger 23 660 Forged from medium carbon steel*
Quenched and sligb lytempered.
89 Mechanica l Trigger High carbon steel coiled
90Spring
Mechanical TriggerGuide
33 weldmetal
134190
wire spring.Welded bar stock and
curved metal of medium
Not heat t re ate d aft erwelding. Normalized.
carbon steel .
91 Mechanical TriggerScrews
1 292 Machined from mild carbon steel.
Quenched and highlytempered.
9293
94
Mechanical Trigger NutAutomatic Trigger
Automatic TriggerRetainer
36
10
corecase
corecase
-365700
376680
Cut from mild carbon steel.Machined from Ni-Cr steel
bar stock.
Machined from Ni-Cr steelbar stock.
Quenched and tempered.Carburized .04" deepon t i p
Quenched and tempered.Carburized on wearing
95 Automatic Trigger •30 core 374 Dittosurface .04" deep .
D i t t oPiston case 708
96 Automatic Trigger 0f 536 High carbon steel coiled
wire spring.
Cold drawn wire.
Spring Machined from low carbon Annealed.7 Automatic Trigger 255 124Housing steel bar stock. Nickel
98
99
100
101
102
103
104
105
106
Automatic Trigger
Butterfly NutAutomatic Trigger
Pressure By-pass
Automatic TriggerHousing Bolts
Automatic TriggerHousing AttachmentBolts
Automatic TriggerHousing AttachmentNuts
Automatic TriggerHousing AttachmentWashers
Hand Cocking Lever
Hand Cocking Lever
StudHand Cocking Lever Pin
25
25
3
16
11
4
410
18
11
160
steel 164copper 133
205
-
218
216
200
350
410
plated on exterior.00006".
Machined from medium carbon steel bar stock.
Machined from medium carbon steel bar stock andcopper bushed.
Headed from mild carbonsteel.
Headed from mild carbonsteel.
Cut from mild carbonsteel bar stock.
Cut- from mild carbonsteel bar stock.
Hook bent from mediumcarbon stee l.
Machined from mediumcarbon steel bar stock.
Cut from medium carbons t e e l r o d .
Rolled and annealed.
Stee l normal ized .Copper cast.
Hot headed and annealed.
Hot headed and annealed*
Normalized.
Normalized.
Normalized.
Quenched below cri t icalrange and tempered.
Quenched below cri t icalrange and tempered.
- 1 0
8/3/2019 Browning Machine Gun Cal .30 - Technical Air Intelligence Report 21 - Examination of Japanese Browning Machine G…
http://slidepdf.com/reader/full/browning-machine-gun-cal-30-technical-air-intelligence-report-21-examination 13/15
TABLE 1.
Part Weight, Hardness, Microstructure andN o. Name Grams Vicker s Remarks Heat Treatment107 Hand Cocking Lever 29 20 0 Machined from mild car- Normalized.
Front Guide Bracket bon st e e l pl at e.10 8 Hand Cocking Lever 13 316 Machined from mild car- Quenched and tempered.
Front Guide Bracket bon st ee l pla te .Seat
10 9 Hand Cocking Lever 37 182 Machined from mild car- Normalized.Rear Guide Bracket bon s t e e l p la te .
11 0 Hand Cocking Lever 3 22 6 Headed from screw s tock. Hot headed and annealedCap Screws
111 Auxiliary Hand Cocking 709 100 Cut from rolled plate. Annealed.Lever Low carbon s t e e l .
112 Auxiliary Hand Cocking 70 136 Dit to Annealed.Lever Ex ten sio n Cadmium pla ted .000 2".
113 Auxiliary Hand Cocking 40 20 3 Machined from screw Norm alized .Lever Coupling s tock.
1 U Auxiliary Hand Cocking 7 220 Machined from screw No rm ali ^d .Lever Bolt s tock.
115 Auxiliary Hand Cocking 4 250 Machined from screw Norm alized.Lever Bolt stock.
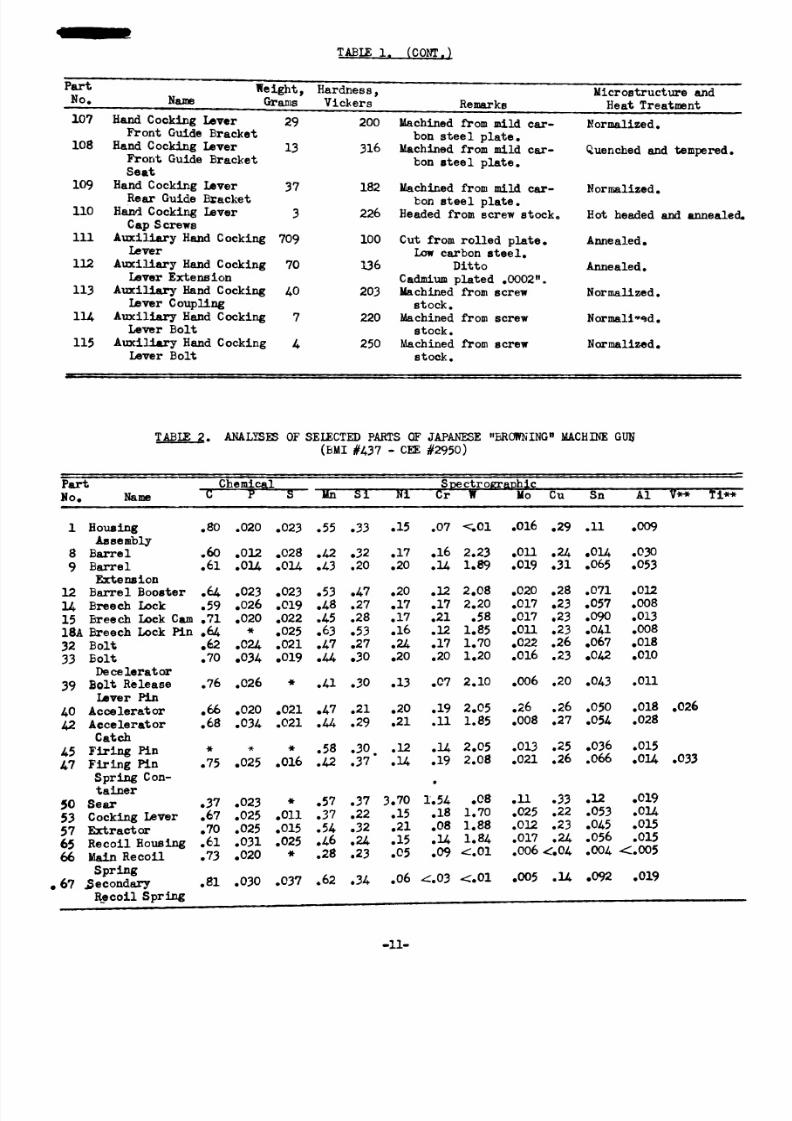
TABLE 2 ANALYSES OF SELECTED PARTS OF JAPANESE "BROWNING" MACHINE GUN(BMI #437 - CEE #2950)
P a r t Chemical S pe ctr oerarihic
N o. Name C P s Mn S N i Cr W Mo Cu Sn A l V** T i**
1 H o us i ng .80 .020 .023 .55 .33 .15 .07 <;oi .016 .2 9 .1 1 .009
8
9
A s s embl yB a r r e lB a r r e l
E x t e n s i o n
.60
.6 1
.012
.ou
.028
.ou
.4 2
.4 3
.32
.20
.17
.20
.1 6
. U
2.23
1.89
.011
.019
.2 4
.3 1
.ou
.065
.030
.053
12 B a r r e l B o o s t e r .64 .023 .023 .53 .47 .20 .12 2.08 .020 .2 8 .071 .012U Breech Lock .5 9 .026 .019 .4 8 .27 .17 .17 2.20 .017 .23 .057 .00815 Breech Lock Cam .71 .020 .022 .4 5 .28 .17 .21 .5 8 .017 .23 .090 .01318A Breech Lock Pin .6 4 • .025 .63 .53 .16 .12 1.85 .011 .23 .041 .00832 Bolt .62 .024 .021 .4 7 .27 .24 .17 1.70 .022 .26 .067 .01833 Bolt .70 .034 .019 .4 4 .30 .20 . 2 0 1.20 .016 .23 .042 .010
Decelerator
39 Bolt Release .76 .026 • .41 .30 .1 3 .07 2.10 .006 .20 .043 .011
40Lever Pin
AcceleratorAccelerator
.6 6
.6 8.020.034
.021
.021.4 7.4 4
.2 1
.29
.2 0
.2 1.19.1 1
2.05
1.85
.26
.008
.26
.27
.050
.054
.018
.028
.026
45Ul
Catch
Firing PinFiring Pin
#
.7 5
-*
.025
*
.016 .5 8.42. 30 ..37
.12
. U . U.192.05
2.08
.013
.021
.25
.2 6
.036
.066
.015
. 0 U .033Spring Con #
505357
tainer
SearCocking Lever
Extractor
.3 7
.6 7
.7 0
.023
.025
.025
*
.011
.015
.5 7
.3 7
.5 4
.37
.22
.32
3.70
.1 5
.2 1
1.54.1 8.0 8
.0 8
1.70
1.88
.1 1
.025
.012
.33
.22
.23
.12
.053
.045
.019
.ou
.015
6566
Recoil HousingMain Recoil
. 6 1
.7 3.031.020
.025•
.4 6
.2 8.2 4.2 3
.15
.0 5. U.0 9
1.84<£.01
.017
.006 ..2 4
-£.04.056.004 -
.015<.005
67Spring
.Secondary .8 1 .030 .037 .6 2 .3 4 .0 6 -£.03 <.01 .005 . U .092 .019
Recoil Spring
- 1 1

8/3/2019 Browning Machine Gun Cal .30 - Technical Air Intelligence Report 21 - Examination of Japanese Browning Machine G…
http://slidepdf.com/reader/full/browning-machine-gun-cal-30-technical-air-intelligence-report-21-examination 14/15
TABLE 2 (CONT.)
Part lemlca! SpectrocraDhicNo . Name C P S Mn S i N i Cr W Mo Cu Sn Al V** Ti*»
72 Spring Buffer .88 .038 • .5 2 .2 9 . 2 8 .23 .1 8 .009 .24 .068 .017Tube Head
75 Spring Buffer .6 7 .025 . 026 .4 2 .2 5 .1 6 .1 3 1.75 .016 .24 .080 .014Tube Seat
76 Spring Buffer .7 5 .038 .026 .7 0 .33 .13 .3 8 -<.01 .030 .29 .14 .014Rube Cover
78 Auxi l iary .7 7 .044 .056 .76 .37 .05 -c.03 <:.01 -<.005 .20 ~ .14 .006Buffer Spring
84 Back Plate .32 .025 . 024 •44 .26 .11 1.03 <.01 . 2 2 .023 .018.uock Bolt
86 Trigger Bar * * * .52 .32 .18 . 1 7 2.22 -C005 .16 .037 .014Extension
93 Automatic * * * .48 .25 3 .29 1.09 <.01 <.005 .33 .058 .010Trigger
94 Automatic * * # .30- .25- 3 . 0 0 - .90- <^.01 .10- .45- .05- < . 0 0 5Trigger .40 .35 3.50 1.10 . 2 0 .5 5 .15Retainer
95 Automatic * * .48 .26 3 .3 0 1.02 <.01 <.005 . 2 1 .098 <C.005
Trigger Piston
* Insufficient sample for analysis.
** Vanadium ( .004) except where shown. Titanium ( .004).
TABIE 3. PHYSICAL TEST DATA* (BMI #437 - CEE #2950)
Per Cent Per Cent l i e Id Tensile Impact
Part Type Reduction Elon gation , Stren gth, Str eng th, Charpy V- Hard-
No. Name S te el ef Area In 2" p . s . l . p.s . i . Notch, nessFt. Lbs.
1 A Housing SAE 1080 29.2 14.6 91,500 136,000 Rc*21Plates
B 40 17.8 89,000 133,0008 A Barrel 50.3 23 102,500 134,000 31 Re'29
B 2-1/456 49.8 23 112,000 134,000 33Tungsten
* Standard .505" x 2" A.S.T.M. specimens.
-12

8/3/2019 Browning Machine Gun Cal .30 - Technical Air Intelligence Report 21 - Examination of Japanese Browning Machine G…
http://slidepdf.com/reader/full/browning-machine-gun-cal-30-technical-air-intelligence-report-21-examination 15/15
py T.TRT
NAVYCopies
The Commanding O ff i ce r , Naval Air S ta t i on , Ana cost ia 20 , D. C. 1 The Commanding O ff ic er , Naval Air S ta ti o n , Patuxent R iv er , Maryland 2BuAer, Equipment & M ate ria l S e c ti o n , Room 2*3 6, Navy De pt. 1BuAer, A ir c ra ft M aint ena nce , Navy Departm ent, Room 1N69 1BuAer, Te ch ni ca l In form atio n, Navy Department, Room W5U 1BuAer, M il it ar y Req uirem ents, Navy Department, Room 2916 1BuAer, Armament, Navy Dep artmen t, Wa shington , D. C. 1DCNO ( A i r ) , Navy Dep artm ent, Room 2082 1Op -l6-Z, Mu nitions B ld g ., Room 122 6, At tn: Comdr. J . L. Rl he lda ffer 2Ex ecu t ive O ff ice of Se cr eta ry , Naval Research and Development , Navy De pt . , Rm. 0U 8 1 Naval Lia ison Of f ic er , Army Air Forces Board, Orlando, Flor ida 1 Naval Lia iso n Of fi ce r, Proof D iv is io n , Army Proving Ground Command, E gl in F ie ld , Fla . 1BuQrd, RE -7, Navy Dep artme nt, Wa shingto n, D. C. 1
ARMY
M il i ta ry I nt e l l ig en ce Se rv ic e , D i s t r ibu t ion B ranch, War Departm ent, Pentagon B ldg . ,Room 2C -800 , Washington, D. C . U
Head quarters Army Air F or ce s, Development Enginee ring Branch, M & S , Washington, D.C. 1
Army Ai r F or ce s, M ate rie l Command, Wright Fi e ld , Day ton, O hio,A ttn : Chief Eva luat i on Branch, Tech nical Data Laboratory 2Research and Developments D iv is io n , Army Se rv ic e Fo rc es , Room 4E-6 32, Pentagon
B ldg . , W as hing ton , D . C o U
Pr es i de nt , Army Air Forces Board, Orlando, Flo rid a 3Commanding Gen eral , Sch ool of App lied T ac t i cs , Orlando, Flor ida 3
Air M in is t ry , A I2 (g ) , W hite hal l , London S.W. 1 8A ir Member, New Zealand Jo in t S ta ff M issio n, Mun itions B ld g. , Room 2501 2Canadian Joint Staf f , 2222 S S tr e e t , W ashington, D. C.
Air Member - Attnt Air In te l l ig en ce O ff ice U
Naval Member - At tn: Naval In te l l i ge nc e Off ice 1B ri t i sh Ai r Commission, 1785 Mass . A ve . , Washington, D. C. 2
Roya l Au s tra l ian A ir Force Rep res en ta t ive , Muni t ions B ld g . , Room 4503 ,Washington, D. C. 3
Naval Ai r R ep re se nt at iv e, Room 3H11, Navy Department, Washington, D. C. 2
Na t ion al Bureau of Standa rds , Conn. Ave. at Upton S t . , Washington, D. C. A ttn : Mr. W# F. Roeser
The N ati on al A dvisory Committee for A er on au tic s , 1500 New Hampshire A ve .,
Washington, D. C.
TAI UNITS
Headquarters , Far E as t Air Force , A .P .O. 925 , c /o Pos tm as ter , San Fra nc i s co , Cal i f . ,
A t t n : T e c h n i c a l A i r I n t e l l i g e n c e U n i t m t , , . . T «. , , , „< + oConAirPac , F .P .O. , San Franc i s co , C a l i f . , Attn: T echn ica l Air I n te l l ige nc e Uni t 2Hq . , 14th Air Fa rce , A.P.O. 6 27 , c / o P ostmaster , New York C ity ,
A t t n : T e c h n i c a l A i r I n t e l l i g e n c e U n i t . *A ll ie d TAI U ni t , c / o Naval Lia ison O ff i ce , A.P.O. 46 5 , New York C ity , N. Y. 2