brazing and soldering
DESCRIPTION
Brazing and SolderingTRANSCRIPT
SOLDERING AND BRAZINGSOLDERING AND BRAZINGSOLDERING AND BRAZINGSOLDERING AND BRAZING
ME ME 473 WELDING 473 WELDING TECHNOLOGYTECHNOLOGY
Yrd.Doç.DrYrd.Doç.Dr. OĞUZHAN YILMAZ. OĞUZHAN YILMAZ
Department of Mechanical Engineering The University of Gaziantep
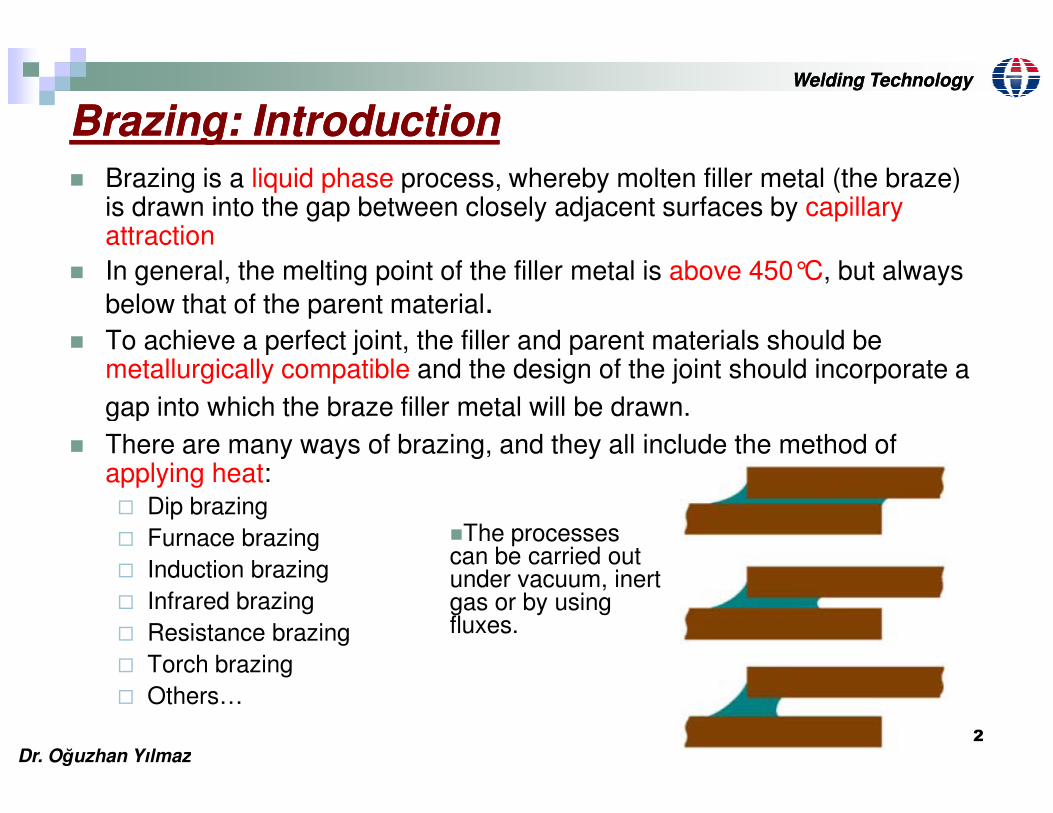
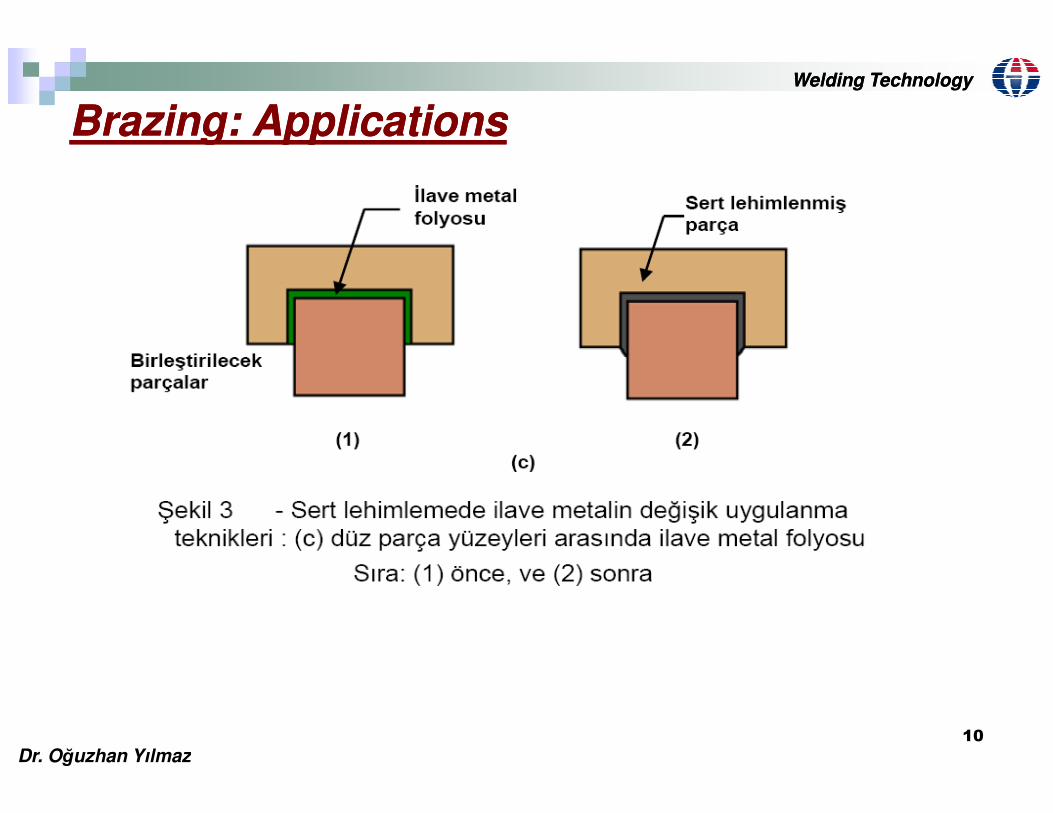
� Brazing is a liquid phase process, whereby molten filler metal (the braze) is drawn into the gap between closely adjacent surfaces by capillary attraction
� In general, the melting point of the filler metal is above 450°C, but always
below that of the parent material. � To achieve a perfect joint, the filler and parent materials should be
metallurgically compatible and the design of the joint should incorporate a
gap into which the braze filler metal will be drawn.
Brazing: IntroductionBrazing: IntroductionWeldingWelding TechnologyTechnology
2
gap into which the braze filler metal will be drawn.
� There are many ways of brazing, and they all include the method of applying heat:
� Dip brazing
� Furnace brazing
� Induction brazing
� Infrared brazing
� Resistance brazing
� Torch brazing
� Others…
�The processescan be carried out under vacuum, inert gas or by using fluxes.
Dr. Oğuzhan Yılmaz
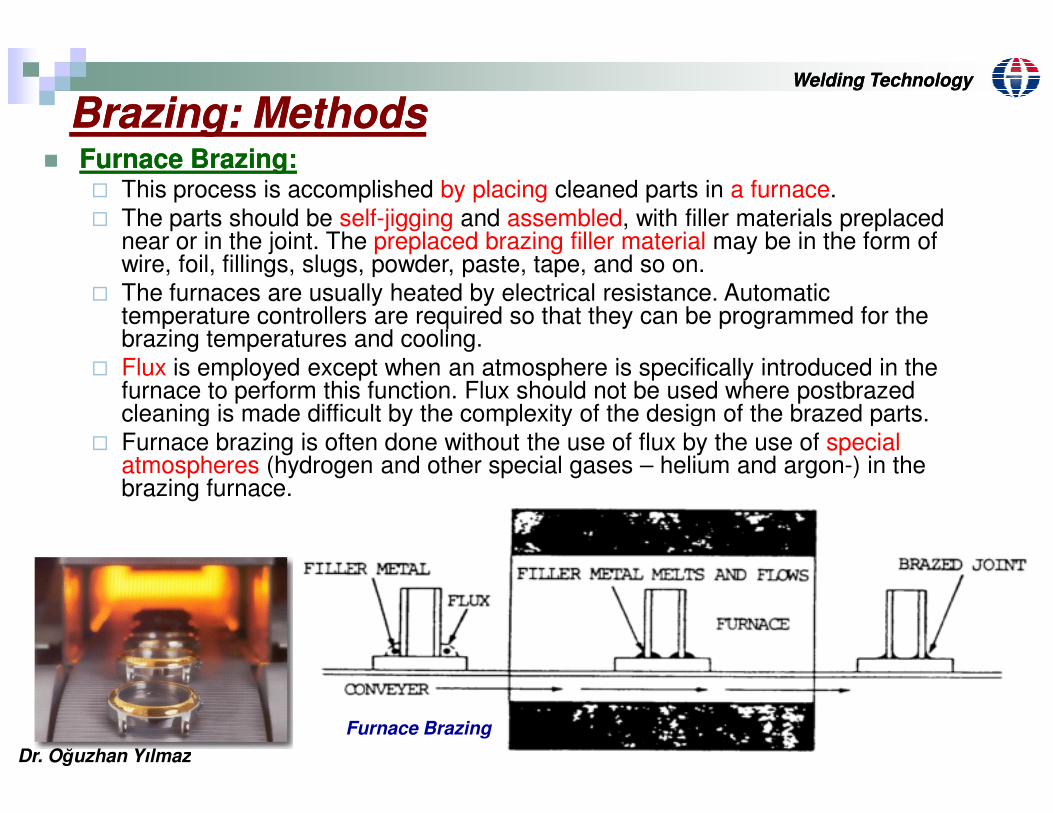
Brazing: MethodsBrazing: Methods�� Furnace Brazing:Furnace Brazing:
� This process is accomplished by placing cleaned parts in a furnace. � The parts should be self-jigging and assembled, with filler materials preplaced
near or in the joint. The preplaced brazing filler material may be in the form of wire, foil, fillings, slugs, powder, paste, tape, and so on.
� The furnaces are usually heated by electrical resistance. Automatic temperature controllers are required so that they can be programmed for the brazing temperatures and cooling.
� Flux is employed except when an atmosphere is specifically introduced in the furnace to perform this function. Flux should not be used where postbrazed cleaning is made difficult by the complexity of the design of the brazed parts.
WeldingWelding TechnologyTechnology
3
cleaning is made difficult by the complexity of the design of the brazed parts. � Furnace brazing is often done without the use of flux by the use of special
atmospheres (hydrogen and other special gases – helium and argon-) in the brazing furnace.
Furnace Brazing
Dr. Oğuzhan Yılmaz
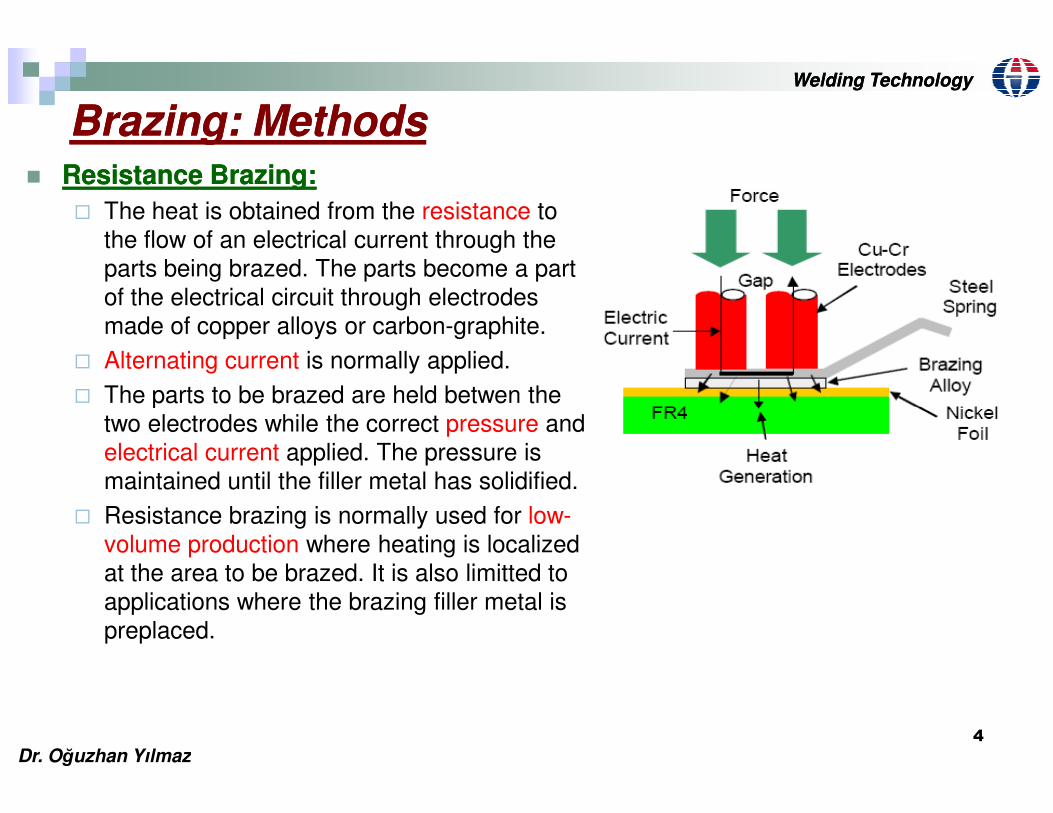
Brazing: MethodsBrazing: Methods�� Resistance Brazing:Resistance Brazing:
� The heat is obtained from the resistance to
the flow of an electrical current through the parts being brazed. The parts become a part
of the electrical circuit through electrodes made of copper alloys or carbon-graphite.
� Alternating current is normally applied.
� The parts to be brazed are held betwen the
WeldingWelding TechnologyTechnology
4
The parts to be brazed are held betwen the
two electrodes while the correct pressure and electrical current applied. The pressure is
maintained until the filler metal has solidified.
� Resistance brazing is normally used for low-volume production where heating is localized
at the area to be brazed. It is also limitted to
applications where the brazing filler metal is preplaced.
Dr. Oğuzhan Yılmaz
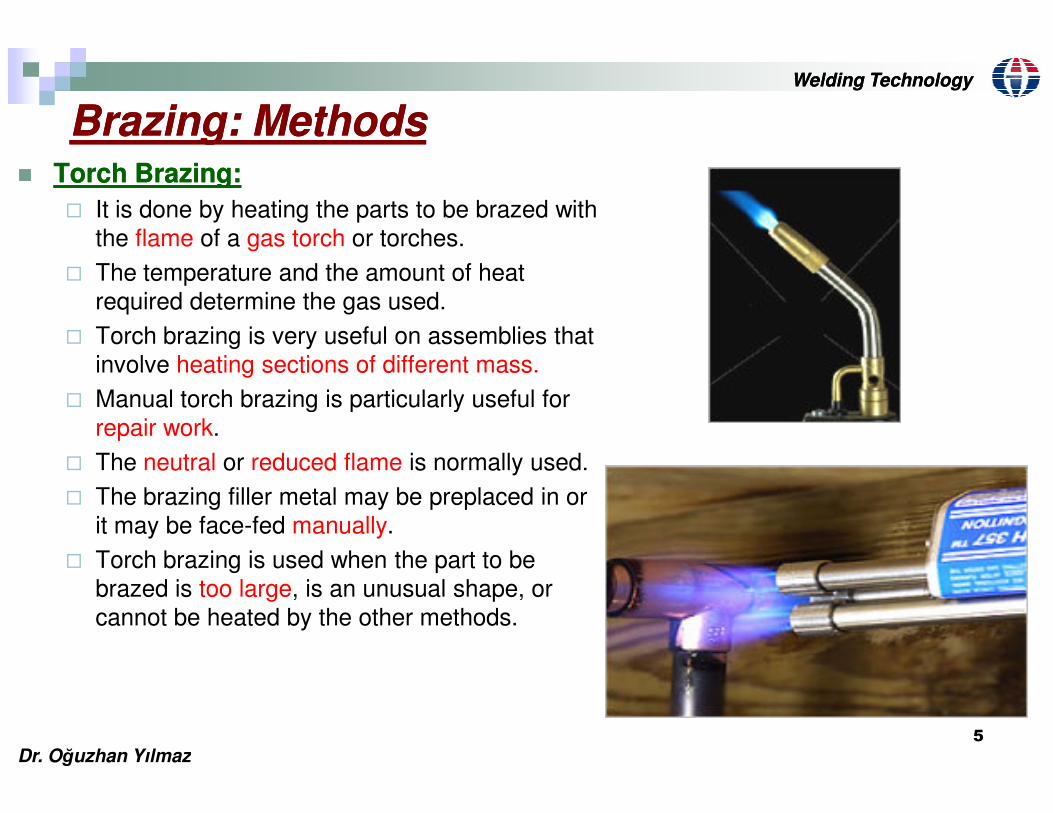
Brazing: MethodsBrazing: Methods�� Torch Brazing:Torch Brazing:
� It is done by heating the parts to be brazed with the flame of a gas torch or torches.
� The temperature and the amount of heat
required determine the gas used.
� Torch brazing is very useful on assemblies that
involve heating sections of different mass.
� Manual torch brazing is particularly useful for
WeldingWelding TechnologyTechnology
5
� Manual torch brazing is particularly useful for
repair work.
� The neutral or reduced flame is normally used.
� The brazing filler metal may be preplaced in or
it may be face-fed manually.
� Torch brazing is used when the part to be
brazed is too large, is an unusual shape, or
cannot be heated by the other methods.
Dr. Oğuzhan Yılmaz

Brazing: Filler metalsBrazing: Filler metalsFiller Metals:
� Aluminium-silicon, copper, copper-zinc, copped-phosphorus, nickel-gold, heat-resisting materials, magnesium, and silver.
� Filler metals are available in many forms; the most common is the
wire and rod. They are also available in thin sheet, powder, paste,
or as a clad surface of the part to be brazed.
� Base metal and the compatible filler metal:
WeldingWelding TechnologyTechnology
6
� Base metal and the compatible filler metal:
Base Metal Filler Metal
Aluminium Aluminium and Silicon
Nickel-Copper alloys Copper
Copper Copper and phosphorus
Steel and cast iron Copper and zinc
Stainless steel Gold and silver
Dr. Oğuzhan Yılmaz
Brazing: FluxesBrazing: Fluxes
Fluxes:
� The flux is chosen according to the material to be brazed and the temperature range.
� Flux in powder form is usually used for furnace brazing.
� Paste flux is usually used for torch brazing.
� Placement of the flux affects the quality of the brazed joint.
� Functions:� Remove oxides from the surface chemically
WeldingWelding TechnologyTechnology
7
� Remove oxides from the surface chemically
� Avoid oxidation during preheat
� Helps to decrease the surface tension of the molten filler metal so that it can flow and spread over the surface easily
� Reduce the cooling time
Uses:Uses:
� Three major industries using brazing are the electrical industry, the utensil-manufacturing industry and the maintenance and repair industry
Dr. Oğuzhan Yılmaz
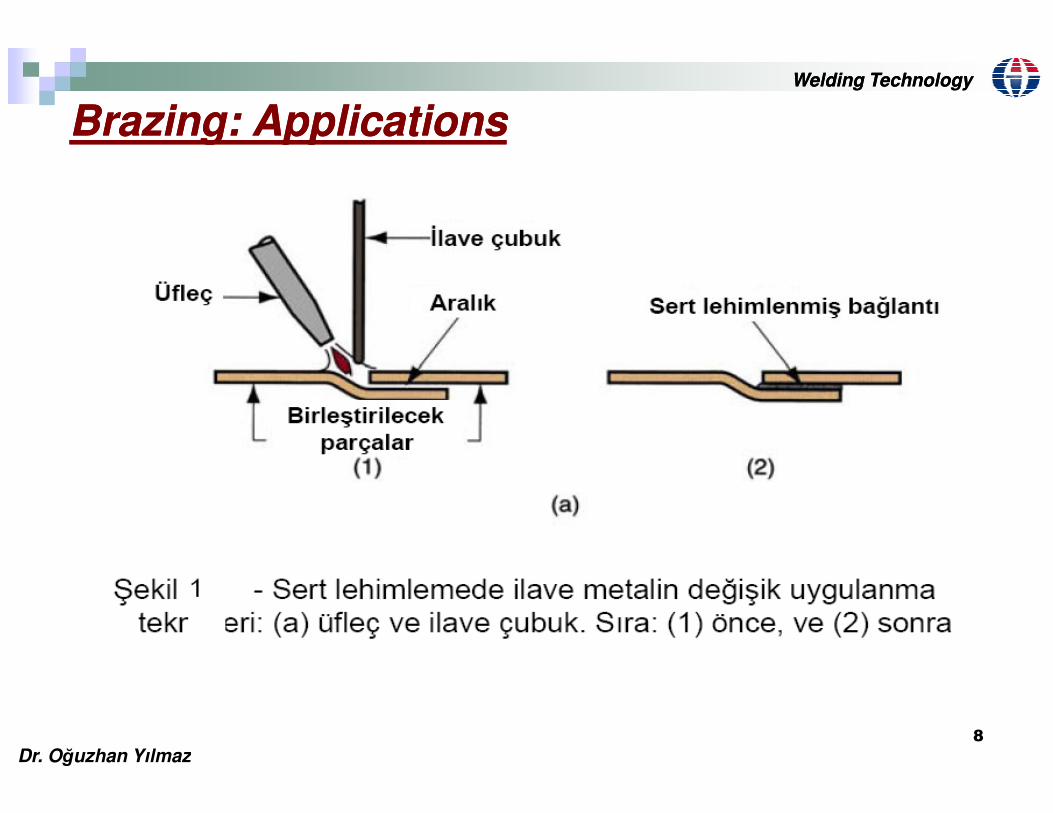
Brazing: ApplicationsBrazing: ApplicationsWeldingWelding TechnologyTechnology
8
Dr. Oğuzhan Yılmaz
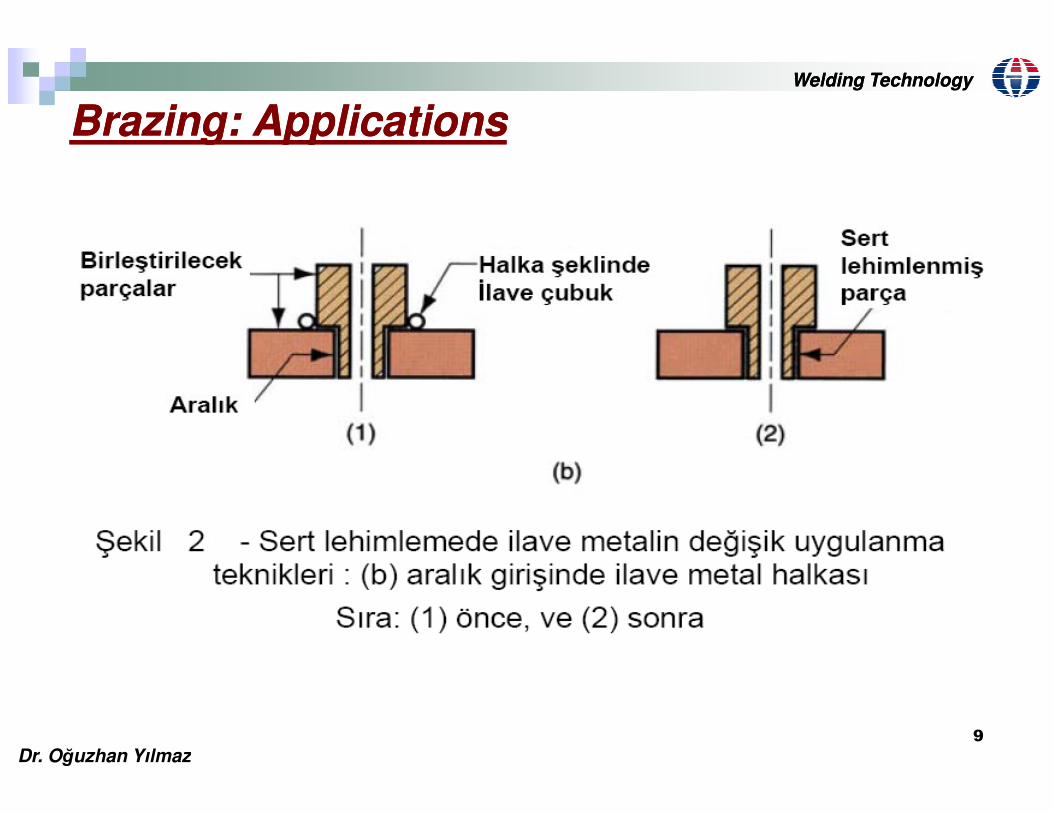
Brazing: ApplicationsBrazing: ApplicationsWeldingWelding TechnologyTechnology
9
Dr. Oğuzhan Yılmaz
Brazing: ApplicationsBrazing: ApplicationsWeldingWelding TechnologyTechnology
10
Dr. Oğuzhan Yılmaz
Brazing: QualityBrazing: Quality
� It is important to have extremely clean surfaces for the brazed joint. Mechanical
surface preparations such as grinding, sandblasting, wire brushing, filing, and
machining can be used.
� The surface must be clean and removed from dust, oil, etc.
Throubleshooting hints:Throubleshooting hints:
� If the brazing filler metal does not wet the surface:
� Increase the amount of flux used
� Roughen the surface
WeldingWelding TechnologyTechnology
11
� Roughen the surface
� Change the work position so that the gravity will help the filler metal fill the joint
� If the brazing alloy does not flow through the joint
� Allow more time for heating
� Heat to a higher temp
� Apply flux both the base metal and brazing filler metal.
� If the brazing filler metal melts but does not flow
� Coat the filler metal with flux
� Mechanically and chemically clean the filler metal if there are surface oxides present.
Dr. Oğuzhan Yılmaz
Soldering: IntroductionSoldering: Introduction
� Soldering is a group of processes that produce coalescence of material by heating
them to the soldering temperature and by using a filler metal having liquidus not
exceeding 450ºC and below the solidus of the base metals.
� The filler metal is distributed between closely fitted fying surfaces of the workpieces.
� Solder is a filler metal used in soldering that has liquidus not exceeding 450ºC. It is
normally a nonferrous alloy.
� There are at least eight popular soldering methods in wide use:
WeldingWelding TechnologyTechnology
12
� There are at least eight popular soldering methods in wide use:
� Dip soldering
� Furnace soldering
� Induction soldering
� Infrared soldering
� Iron soldering
� Resistance soldering
� Torch soldering
� Wave soldering etc.
Dr. Oğuzhan Yılmaz
Soldering: MethodsSoldering: Methods
Furnace Soldering:Furnace Soldering:
� It is a soldering process in which the parts to be joined are placed in a furnace and heated to the soldering temperature.
� In furnace soldering the parts must be assembled and fixed in their proper position.
� The solder must be preplaced in the joint.
WeldingWelding TechnologyTechnology
13
Resistance Soldering:Resistance Soldering:
� It is soldering process that uses heat from the resistance to the electric current flow in a circuit of which the workpieces are a part.
� This is a very common method of manufacturing electrical machineryinvolving soldered joints
� The solder is applied manually and also used for soldering copper plumbing fittings.
Dr. Oğuzhan Yılmaz
Soldering: MethodsSoldering: Methods
Torch Soldering:Torch Soldering:
� It is very similar to torch brazing except that lower temperatures are involved and air is used rather than oxygen.
� The solder is manually applied.
� Torch soldering is widely used in the plumbing trade for soldering copper tubing to copper fittings.
WeldingWelding TechnologyTechnology
14
Soldering flux:Soldering flux:
� The flux helps to remove oxide, but the flux must be designed so that it can be removed after the joints in soldered.
� It should be fluid at a lower temp than the liquidus of the solder
� It should have a lower specific gravity than the solder so that the solder will displace it in the joint.
� Flux should be applied to the base metal to protect it from oxidation.
Dr. Oğuzhan Yılmaz
Soldering: Flux & SolderSoldering: Flux & Solder
SolderSolder
� Solders are classified acccording to whether or not they contain lead.
� The most common general-purpose solder is the 50% lead- 50% tin composition.
Solder procedure:Solder procedure:
� The joint must be properly cleaned.
� It must be free of all oil, grease, dirt, oxides, and so on.
WeldingWelding TechnologyTechnology
15
� It must be free of all oil, grease, dirt, oxides, and so on.
� Cleaning can be accomplished by brushing, filling, machining, sanding, and by the
use of chemicals.
� Heat is applied to the joint by many different mechanism and then the space is filled with solder.
Dr. Oğuzhan Yılmaz
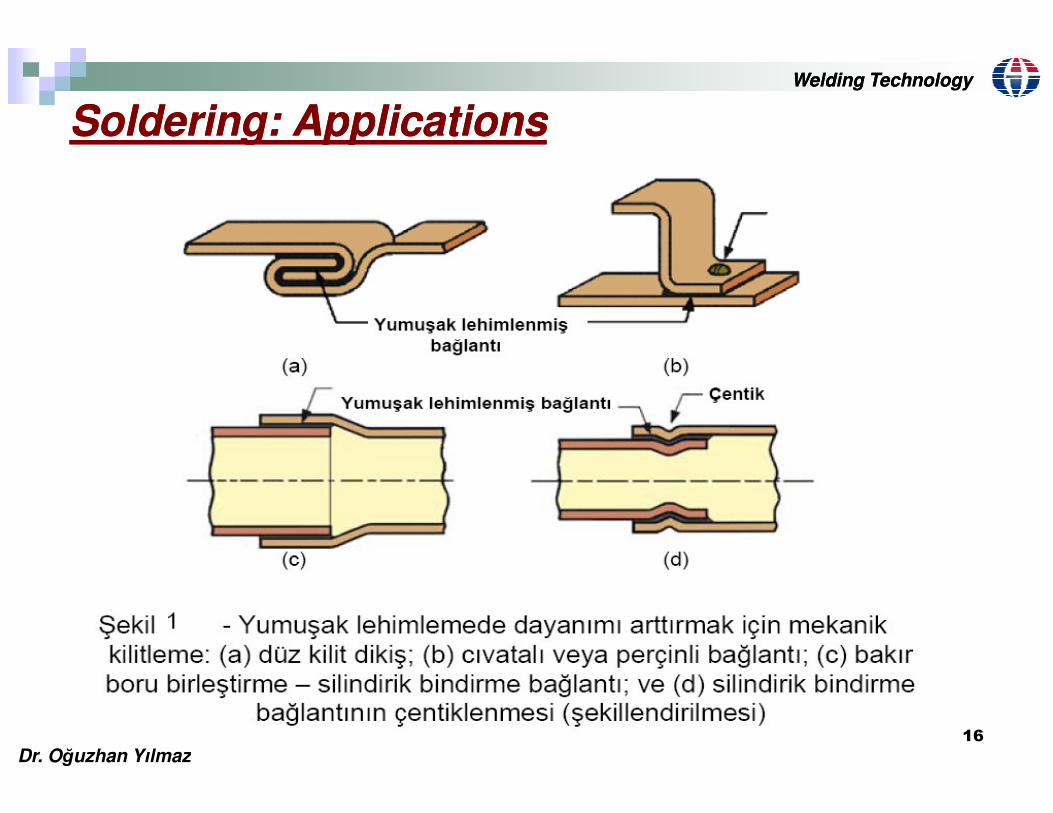
Soldering: ApplicationsSoldering: ApplicationsWeldingWelding TechnologyTechnology
16
Dr. Oğuzhan Yılmaz
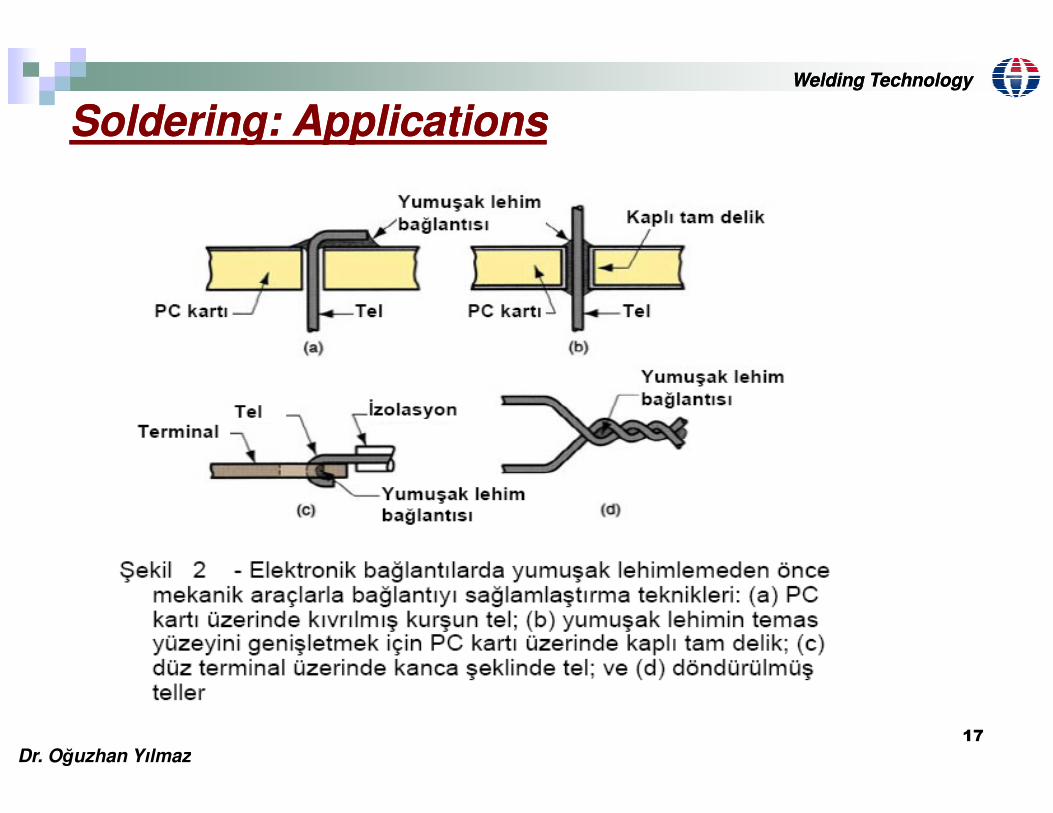
Soldering: ApplicationsSoldering: ApplicationsWeldingWelding TechnologyTechnology
17
Dr. Oğuzhan Yılmaz

End of the chapter….
18
Thank you