biomass for iron ore sintering
TRANSCRIPT

Minerals Engineering 23 (2010) 1139–1145
Contents lists available at ScienceDirect
Minerals Engineering
journal homepage: www.elsevier .com/locate /mineng
Biomass for iron ore sintering
Mohammad Zandi a,*, Maria Martinez-Pacheco b, Trevor A.T. Fray a
a Corus Research Development and Technology, Swinden Technology Centre, Moorgate, Rotherham S60 3AR, UKb Corus Research Development and Technology, IJmuiden Technology Centre, IJmuiden 1970 CA, Netherlands
a r t i c l e i n f o a b s t r a c t
Article history:Received 8 March 2010Accepted 13 July 2010Available online 7 August 2010
Keywords:SinteringSinter potAgglomerationBiomassIron oreRenewable energy
0892-6875/$ - see front matter � 2010 Elsevier Ltd. Adoi:10.1016/j.mineng.2010.07.010
* Corresponding author. Tel.: +44 1709 825 3199; fE-mail address: [email protected]
Within an integrated steelworks, iron ore sinter making is an energy intensive process. In recent years,biomass is becoming an attractive alternative source of energy to traditional fossil fuels such as coal.In this study, commercially available biomass materials suited to sinter making have been identified asan alternative source of fuel to coke breeze. Olive residues, sunflower husk pellets, almond shells, hazel-nut shells and Bagasse pellets have been characterised and prepared for sintering. A laboratory sinter pothas been employed for studying sintering behaviour of biomass material.
On average, the calorific values of selected biomass materials, on a dry basis, are about 65% of dry cokebreeze. It was found that less of this energy would be available in sinter making due to the evaporation ofsome of the volatile matter ahead of the flame front. At a replacement rate of 25%, the crushed sunflowerhusk pellets showed the closest thermal profile to that of coke breeze alone in the size range of �0.8 to+0.6 mm. A specification of less than 1 mm has been recommended for the studied biomass materialswhen co-firing biomass with coke breeze for iron ore sintering.
� 2010 Elsevier Ltd. All rights reserved.
1. Introduction the sintering process. The sintering process is energy intensive and
Iron production is an energy demanding process. Most of theheat required in the production of molten iron is typically providedby the combustion of a solid fuel i.e. coke. For example, in an inte-grated steel works the heat required for making sinter is usuallyprovided by combustion of coke breeze which is generally derivedfrom the screening of coke for the blast furnace. In some works thetotal amount of coke breeze required for sintering cannot be metfrom this operation and additional fuel sources have to be sought.The energy market is very volatile and energy security is essentialto continue production in the future. In addition, within the TataSteel Group (TSG) climate change strategy, TSG is committed tocontinuously improving its current processes, reducing emissionsby 20% in 2020. This strategy includes the investment in break-through technologies, development of new products and servicesto reduce environmental impact over the product lifecycle and off-setting emissions in manufacture. Under these circumstances, theuse of a locally produced, economically advantageous fuel sup-poses a solution.
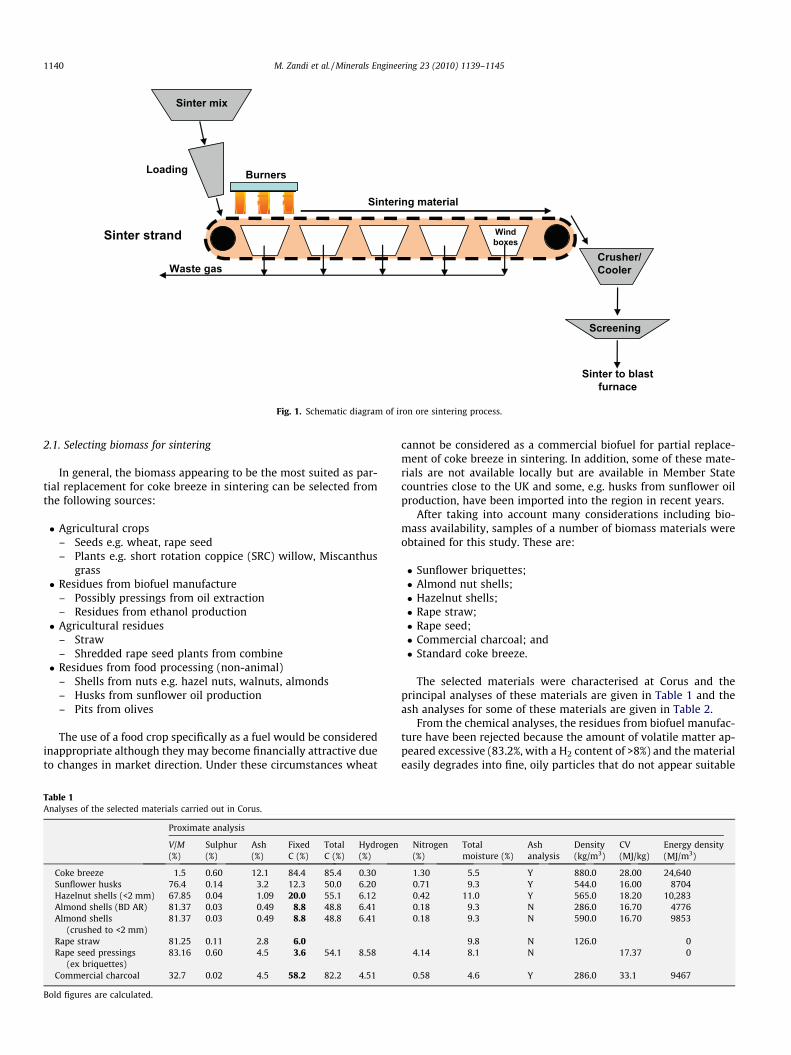
Sinter is the most common blast furnace burden material usedin integrated steelworks throughout the world with the exceptionof Scandinavia and North America where the ore types and their lo-cal availability make the use of pellets as a burden, more attractive.In a sinter plant, iron ore and fluxes are agglomerated as a suitablefeedstock for the blast furnace. Fig. 1 shows a schematic diagram of
ll rights reserved.
ax: +44 1709 825 400.(M. Zandi).
produces a considerable amount of CO2 from the combustion andcalcination of coke breeze and carbonates, respectively. Theprocess is carried out by mixing iron ore with other additives,3–5 wt.% coke breeze and correcting the blend moisture by addingwater in the mixer. The well mixed blend finally enters a pelletiserto produce moist micropellets which are charged on a movingstrand. The combustion process is initiated when the bed passesthrough the ignition hood containing several burners. Air is drawnthrough the bed by an induced draught fan to sustain the combus-tion. The heat generated by the combustion of the coke breezecauses the iron ore granules to agglomerate into lump materialssuitable for the blast furnace (Dawson, 1993).
Corus as part of TSG, is looking into alternative fuels to reducesits sintering emissions especially the CO2. This study has been car-ried out as a part of a joint RFCS project ‘‘Alternative CarbonSources for the Sintering of Iron Ore” in collaboration with Bet-riebsforschungsinstitut (BFI), voestalpine Stahl, ArcelorMittal Bre-men and Ilva SPA. The main aim of Corus is to investigate partialreplacement of coke breeze in the sintering operation by a biomassmaterial, obtained if possible from a local source. This paper sum-marises preliminary studies carried out by Corus on consideringbiomass materials for the sintering process.
2. Materials and methods
This section describes material selection and characterisation,apparatus and experimental procedure.
Sinter strand
Sinter mix
Loading
Crusher/Cooler
Burners
Waste gas
Wind boxes
Sintering material
Sinter to blast furnace
Screening
Fig. 1. Schematic diagram of iron ore sintering process.
1140 M. Zandi et al. / Minerals Engineering 23 (2010) 1139–1145
2.1. Selecting biomass for sintering
In general, the biomass appearing to be the most suited as par-tial replacement for coke breeze in sintering can be selected fromthe following sources:
� Agricultural crops– Seeds e.g. wheat, rape seed– Plants e.g. short rotation coppice (SRC) willow, Miscanthus
grass� Residues from biofuel manufacture
– Possibly pressings from oil extraction– Residues from ethanol production� Agricultural residues
– Straw– Shredded rape seed plants from combine� Residues from food processing (non-animal)
– Shells from nuts e.g. hazel nuts, walnuts, almonds– Husks from sunflower oil production– Pits from olives
The use of a food crop specifically as a fuel would be consideredinappropriate although they may become financially attractive dueto changes in market direction. Under these circumstances wheat
Table 1Analyses of the selected materials carried out in Corus.
Proximate analysis
V/M(%)
Sulphur(%)
Ash(%)
FixedC (%)
TotalC (%)
Hydrogen(%)
Coke breeze 1.5 0.60 12.1 84.4 85.4 0.30Sunflower husks 76.4 0.14 3.2 12.3 50.0 6.20Hazelnut shells (<2 mm) 67.85 0.04 1.09 20.0 55.1 6.12Almond shells (BD AR) 81.37 0.03 0.49 8.8 48.8 6.41Almond shells
(crushed to <2 mm)81.37 0.03 0.49 8.8 48.8 6.41
Rape straw 81.25 0.11 2.8 6.0Rape seed pressings
(ex briquettes)83.16 0.60 4.5 3.6 54.1 8.58
Commercial charcoal 32.7 0.02 4.5 58.2 82.2 4.51
Bold figures are calculated.
cannot be considered as a commercial biofuel for partial replace-ment of coke breeze in sintering. In addition, some of these mate-rials are not available locally but are available in Member Statecountries close to the UK and some, e.g. husks from sunflower oilproduction, have been imported into the region in recent years.
After taking into account many considerations including bio-mass availability, samples of a number of biomass materials wereobtained for this study. These are:
� Sunflower briquettes;� Almond nut shells;� Hazelnut shells;� Rape straw;� Rape seed;� Commercial charcoal; and� Standard coke breeze.
The selected materials were characterised at Corus and theprincipal analyses of these materials are given in Table 1 and theash analyses for some of these materials are given in Table 2.
From the chemical analyses, the residues from biofuel manufac-ture have been rejected because the amount of volatile matter ap-peared excessive (83.2%, with a H2 content of >8%) and the materialeasily degrades into fine, oily particles that do not appear suitable
Nitrogen(%)
Totalmoisture (%)
Ashanalysis
Density(kg/m3)
CV(MJ/kg)
Energy density(MJ/m3)
1.30 5.5 Y 880.0 28.00 24,6400.71 9.3 Y 544.0 16.00 87040.42 11.0 Y 565.0 18.20 10,2830.18 9.3 N 286.0 16.70 47760.18 9.3 N 590.0 16.70 9853
9.8 N 126.0 04.14 8.1 N 17.37 0
0.58 4.6 Y 286.0 33.1 9467

Table 2Ash analyses of the selected biomass materials carried out in Corus.
Ash analyses Ash (%) SiO2 (%) Al2O3 (%) Fe2O3 (%) CaO (%) MgO (%) K2O (%) P2O5 (%) SO3 (%)
Coke breeze 12.1 46.64 26.21 10.47 3.01 0.88 0.981 0.60 10.6Sunflower husks 3.2 4.49 0.75 4.79 19.06 12.02 30.95 8.922 nd�
Hazelnut shells (<2 mm) 1.09 20.0 1.2 6.43 27.7 6.8 15.9 9.7 ndAlmond shells (crushed to <2 mm) 0.49 nd nd nd nd nd nd nd ndOlive pulp 9.5 18.7 4.08 3.28 28.1 7.02 29.1 4.68 1.45Bagasse pellets (8 mm) 4.3 55.0 8.5 5.5 12.0 4.79 7.65 3.43 1.75Commercial charcoal 4.5 3.2 0.98 1.1 61.7 4.8 2.2 0.95 nd
�nd = no data.
M. Zandi et al. / Minerals Engineering 23 (2010) 1139–1145 1141
for agglomeration into micro pellets ahead of the sintering opera-tion. In addition these oils might cause problems in the sinter plantelectrostatic precipitator.
Of the agricultural residues shredded rape seed plants from thecombine (rape straw) has a low energy density and would requireconsiderable further treatment to improve the energy density.Commercially available straw pellets have relatively low energydensity (7950 MJ/m3) compared with coke breeze (24,640 MJ/m3)and often additives (molasses) are made to render the pellets morepalatable to livestock which causes them to burn in the sinter pro-cess with the evolution of copious quantities of smoke. For thesereasons these residues were not be considered further. Here itshould be noted how the energy density of the biomass may beincreased once it has been milled (for the method of milling seelater), for the almond shells increasing from 4776 MJ/m3 to10,283 MJ/m3, 40% that of coke breeze.
In conclusion only one type of biomass material has been iden-tified that could satisfactorily be used in sinter making, i.e. theresidues from food processing, shells, husks and pits. Therefore,for the purpose of this study, olive residues, sunflower pelletsand ‘‘Bagasse” pellets were selected for further consideration andsignificantly sized samples were obtained for further work.
In comparison with the coke breeze it can be observed from thechemical analyses that the biomass materials have: (a) a lower sul-phur level; (b) much lower ash content; (c) higher phosphorus lev-els; and (d) higher CaO and MgO levels (making the ash basicrather than acid in respect to their slag formation, but with the sig-nificant exception of the Bagasse pellets).
The more basic nature of the ash in the biomass materials thanin the coke breeze, and coals, can cause problems in the power gen-eration industry during co-firing coal and biomass as there can be afluxing of the fly ash leading to build up of material on burner tipsand boiler pipes (Fernandez Llorente, 2005). This may not be such aproblem for the Bagasse pellets possibly making it more suited tothe power generation industry. In general the ash analyses differsignificantly from each other.
2.2. Pre-processing biomass materials
When using entirely new materials such as biomass in the sin-tering process the familiar criteria for pre-processing of materialswill not necessarily apply. Under these circumstances it becomesnecessary to use an iterative process – set a condition, test in thesintering operation, analyse the results and adjust the conditionaccordingly. In the current work, a small laboratory scale sinterpot is used to test the biomass, initially in inert beds, to understandthe combustion characteristics of biomass and coke breeze co-fir-ing. At each of these stages the material might fail, necessitatingeither a change in the pre-processing or complete rejection of thebiomass material if it is considered of little value to continue withthe given material due to cost of the treatment or the response ofthe material in the sintering operation.
There is little scope for extensive pre-conditioning of biomasswhere a straight substitution for coke breeze in sintering is in-
tended. There is at least, however, a requirement to ensure thatthe biomass is sized correctly for the sintering operation. It is notpossible to effect a size reduction of biomass in the same way asfor coke breeze, as a consequence of the soft, fibrous nature ofthe biomass. Through researching the problem it was discoveredthat one way to achieve size reduction of biomass starting withthe biomass in the ‘‘as received” condition is to use a cutter mill.It may be possible to use more conventional systems if drying orfurther processing of the biomass were undertaken but this wouldadd costs and thus has not yet been investigated.
Size reduction in a cutting mill takes place through cutting andshearing forces. The sample passes through the hopper and into thecentre of the mill grinding chamber where it comes into contactwith a rotor equipped with three cutting blades. These blades arerotated at high speeds (in excess of 1200 revs/min) and contact oc-curs between these rotating blades and the stationary ledges setaround 80% of the chamber circumference. The dwell time in thechamber is relatively short; as soon as the material can passthrough the mesh openings at the bottom of the chamber it dis-charges into the collection chamber below.
For initial tests the biomass was reduced to less that 2 mm andthen screened to �2 mm, +0.85 mm. The aim was to try to ensurethat the particles were mostly in the 1–2 mm range; the cokebreeze was also screened to this size range for the comparativeexperiments. In later tests using the sunflower husk pellets werereduced in size and screened into four size ranges: �4, +2 mm;�2, +0.85 mm; �0.85, +0.6 mm; and �0.6, +0.2 mm.
2.3. Description of laboratory sintering pot
In this study a Laboratory Sinter Pot (LSP) was employed toinvestigate using biomass for sintering process. LSP is a well estab-lished experimental technique (Ball, 1973) and has been used be-fore successfully for studying the sintering process (Ooi et al.,2008). Fig. 2 shows LSP schematically. LSP has a raw sinter blendcapacity of 1.0 kg with the bed height of 150 mm and bed diameterof 100 mm. The sinter mix is charged as micropellets on a hearthlayer, approximately 25 mm thick supported on a 3 mm thickstainless steel mesh. The inner walls of the pot are lined with fineores to reduce air leakage and to ensure constant airflow throughthe bed during sintering. LSP is connected to a suction fan via awindbox. To study flame front and heat front, thermocouples areinstalled at various depths through the sinter bed and in the wind-box. The bed is ignited by adding a fixed amount of coke breeze onthe top of the bed and heating it with an oxy-propane burner. Pres-sure drop is recorded after the windbox and air velocity of 0.44 m/sis maintained throughout the process. All the air flow measure-ments are made in the off-gas passage where hot flue gas is cooled.
2.4. Experimental procedure
In the first sets of experiments, crushed refractory material (alu-mina chips) was used to form an inert sinter bed instead of a stan-dard type sinter mix. This facilitates comparison between the
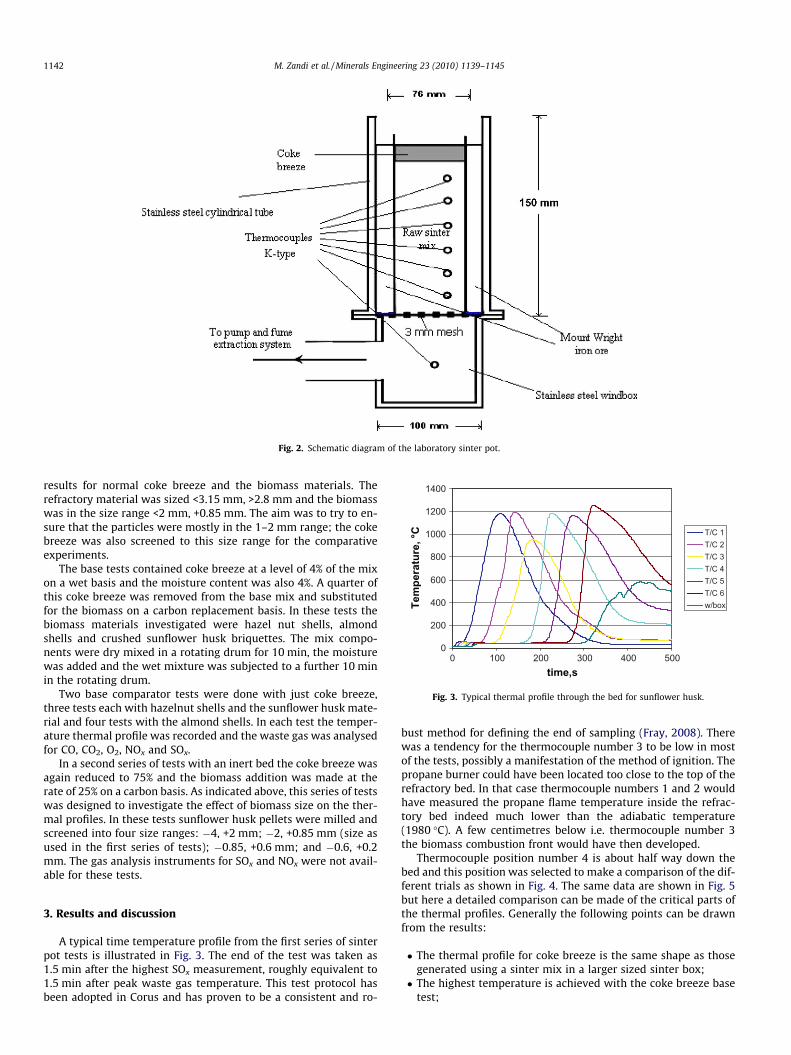
Fig. 2. Schematic diagram of the laboratory sinter pot.
0
200
400
600
800
1000
1200
1400
0 100 200 300 400 500
T/C 1T/C 2T/C 3T/C 4T/C 5T/C 6w/box
time,s
Tem
pera
ture
, °C
Fig. 3. Typical thermal profile through the bed for sunflower husk.
1142 M. Zandi et al. / Minerals Engineering 23 (2010) 1139–1145
results for normal coke breeze and the biomass materials. Therefractory material was sized <3.15 mm, >2.8 mm and the biomasswas in the size range <2 mm, +0.85 mm. The aim was to try to en-sure that the particles were mostly in the 1–2 mm range; the cokebreeze was also screened to this size range for the comparativeexperiments.
The base tests contained coke breeze at a level of 4% of the mixon a wet basis and the moisture content was also 4%. A quarter ofthis coke breeze was removed from the base mix and substitutedfor the biomass on a carbon replacement basis. In these tests thebiomass materials investigated were hazel nut shells, almondshells and crushed sunflower husk briquettes. The mix compo-nents were dry mixed in a rotating drum for 10 min, the moisturewas added and the wet mixture was subjected to a further 10 minin the rotating drum.
Two base comparator tests were done with just coke breeze,three tests each with hazelnut shells and the sunflower husk mate-rial and four tests with the almond shells. In each test the temper-ature thermal profile was recorded and the waste gas was analysedfor CO, CO2, O2, NOx and SOx.
In a second series of tests with an inert bed the coke breeze wasagain reduced to 75% and the biomass addition was made at therate of 25% on a carbon basis. As indicated above, this series of testswas designed to investigate the effect of biomass size on the ther-mal profiles. In these tests sunflower husk pellets were milled andscreened into four size ranges: �4, +2 mm; �2, +0.85 mm (size asused in the first series of tests); �0.85, +0.6 mm; and �0.6, +0.2mm. The gas analysis instruments for SOx and NOx were not avail-able for these tests.
3. Results and discussion
A typical time temperature profile from the first series of sinterpot tests is illustrated in Fig. 3. The end of the test was taken as1.5 min after the highest SOx measurement, roughly equivalent to1.5 min after peak waste gas temperature. This test protocol hasbeen adopted in Corus and has proven to be a consistent and ro-
bust method for defining the end of sampling (Fray, 2008). Therewas a tendency for the thermocouple number 3 to be low in mostof the tests, possibly a manifestation of the method of ignition. Thepropane burner could have been located too close to the top of therefractory bed. In that case thermocouple numbers 1 and 2 wouldhave measured the propane flame temperature inside the refrac-tory bed indeed much lower than the adiabatic temperature(1980 �C). A few centimetres below i.e. thermocouple number 3the biomass combustion front would have then developed.
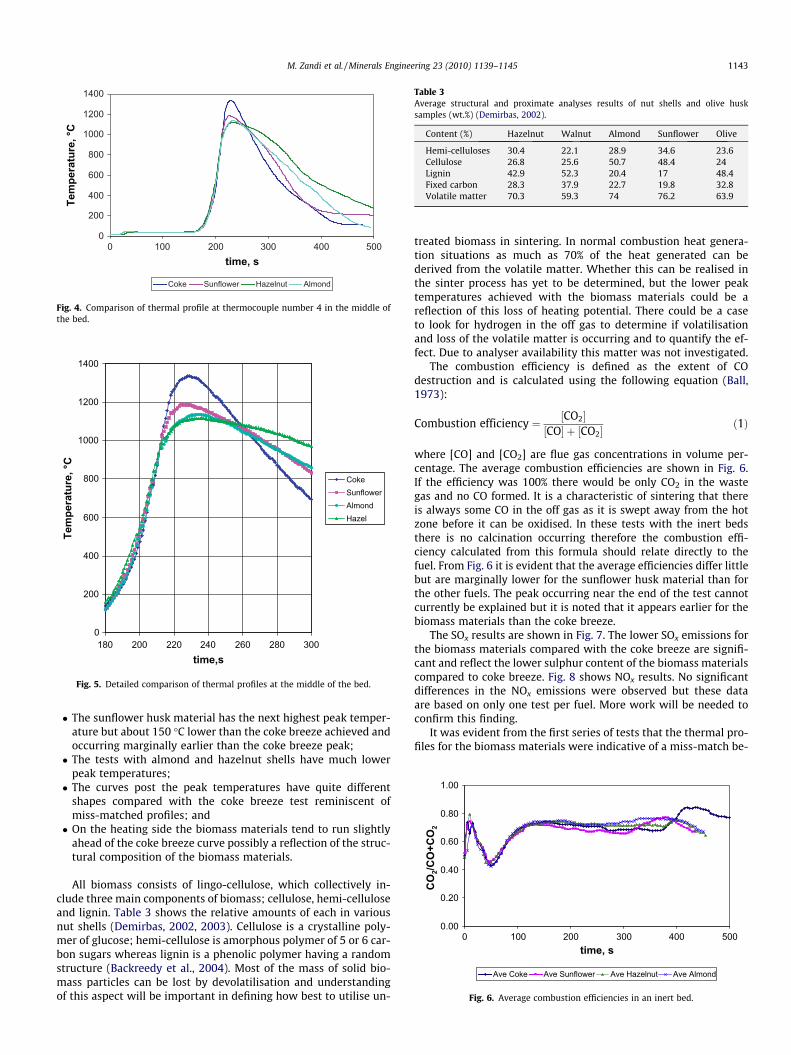
Thermocouple position number 4 is about half way down thebed and this position was selected to make a comparison of the dif-ferent trials as shown in Fig. 4. The same data are shown in Fig. 5but here a detailed comparison can be made of the critical parts ofthe thermal profiles. Generally the following points can be drawnfrom the results:
� The thermal profile for coke breeze is the same shape as thosegenerated using a sinter mix in a larger sized sinter box;� The highest temperature is achieved with the coke breeze base
test;
600
0
200
400
800
1000
1200
1400
180 200 220 240 260 280 300time,s
Tem
pera
ture
, °C
CokeSunflowerAlmondHazel
Fig. 5. Detailed comparison of thermal profiles at the middle of the bed.
Table 3Average structural and proximate analyses results of nut shells and olive husksamples (wt.%) (Demirbas, 2002).
Content (%) Hazelnut Walnut Almond Sunflower Olive
Hemi-celluloses 30.4 22.1 28.9 34.6 23.6Cellulose 26.8 25.6 50.7 48.4 24Lignin 42.9 52.3 20.4 17 48.4Fixed carbon 28.3 37.9 22.7 19.8 32.8Volatile matter 70.3 59.3 74 76.2 63.9
0
200
400
600
800
1000
1200
1400
0 100 200 300 400 500
Coke Sunflower Hazelnut Almond
time, s
Tem
pera
ture
, °C
Fig. 4. Comparison of thermal profile at thermocouple number 4 in the middle ofthe bed.
0.00
0.20
0.40
0.60
0.80
1.00
0 100 200 300 400 500time, s
CO
2/CO
+CO
2
Ave Coke Ave Sunflower Ave Hazelnut Ave Almond
Fig. 6. Average combustion efficiencies in an inert bed.
M. Zandi et al. / Minerals Engineering 23 (2010) 1139–1145 1143
� The sunflower husk material has the next highest peak temper-ature but about 150 �C lower than the coke breeze achieved andoccurring marginally earlier than the coke breeze peak;� The tests with almond and hazelnut shells have much lower
peak temperatures;� The curves post the peak temperatures have quite different
shapes compared with the coke breeze test reminiscent ofmiss-matched profiles; and� On the heating side the biomass materials tend to run slightly
ahead of the coke breeze curve possibly a reflection of the struc-tural composition of the biomass materials.
All biomass consists of lingo-cellulose, which collectively in-clude three main components of biomass; cellulose, hemi-celluloseand lignin. Table 3 shows the relative amounts of each in variousnut shells (Demirbas, 2002, 2003). Cellulose is a crystalline poly-mer of glucose; hemi-cellulose is amorphous polymer of 5 or 6 car-bon sugars whereas lignin is a phenolic polymer having a randomstructure (Backreedy et al., 2004). Most of the mass of solid bio-mass particles can be lost by devolatilisation and understandingof this aspect will be important in defining how best to utilise un-
treated biomass in sintering. In normal combustion heat genera-tion situations as much as 70% of the heat generated can bederived from the volatile matter. Whether this can be realised inthe sinter process has yet to be determined, but the lower peaktemperatures achieved with the biomass materials could be areflection of this loss of heating potential. There could be a caseto look for hydrogen in the off gas to determine if volatilisationand loss of the volatile matter is occurring and to quantify the ef-fect. Due to analyser availability this matter was not investigated.
The combustion efficiency is defined as the extent of COdestruction and is calculated using the following equation (Ball,1973):
Combustion efficiency ¼ ½CO2�½CO� þ ½CO2�
ð1Þ
where [CO] and [CO2] are flue gas concentrations in volume per-centage. The average combustion efficiencies are shown in Fig. 6.If the efficiency was 100% there would be only CO2 in the wastegas and no CO formed. It is a characteristic of sintering that thereis always some CO in the off gas as it is swept away from the hotzone before it can be oxidised. In these tests with the inert bedsthere is no calcination occurring therefore the combustion effi-ciency calculated from this formula should relate directly to thefuel. From Fig. 6 it is evident that the average efficiencies differ littlebut are marginally lower for the sunflower husk material than forthe other fuels. The peak occurring near the end of the test cannotcurrently be explained but it is noted that it appears earlier for thebiomass materials than the coke breeze.
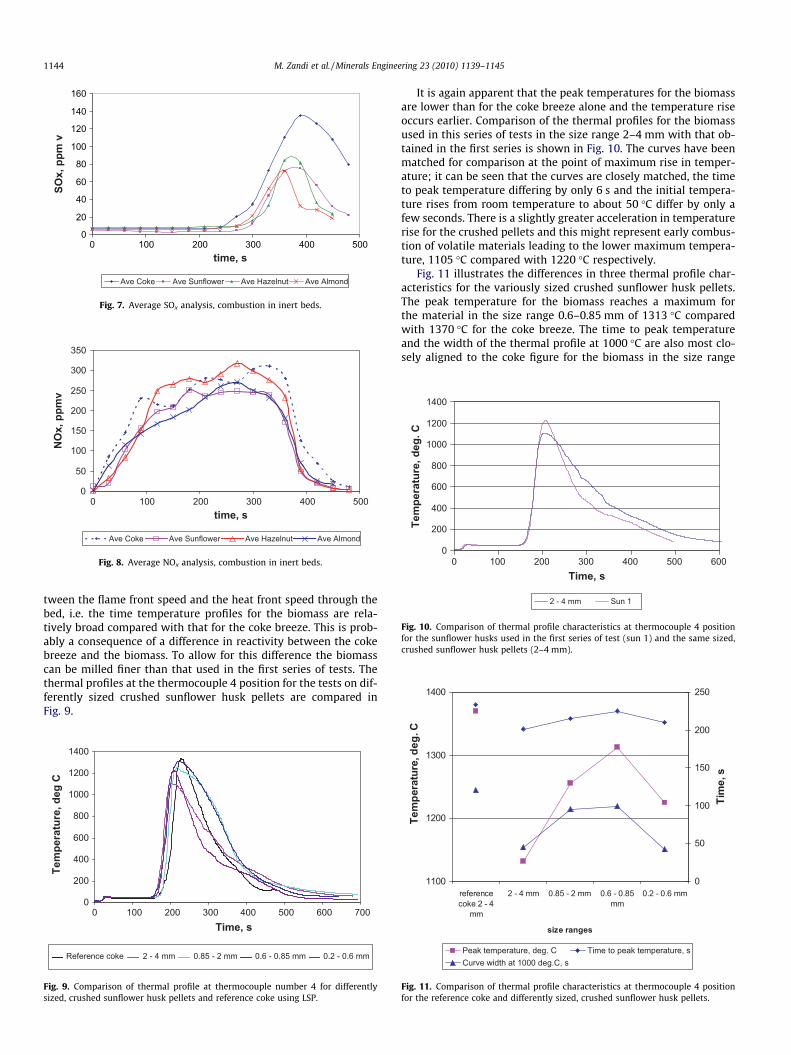
The SOx results are shown in Fig. 7. The lower SOx emissions forthe biomass materials compared with the coke breeze are signifi-cant and reflect the lower sulphur content of the biomass materialscompared to coke breeze. Fig. 8 shows NOx results. No significantdifferences in the NOx emissions were observed but these dataare based on only one test per fuel. More work will be needed toconfirm this finding.
It was evident from the first series of tests that the thermal pro-files for the biomass materials were indicative of a miss-match be-
0
50
100
150
200
250
300
350
0 100 200 300 400 500time, s
NO
x, p
pmv
Ave Coke Ave Sunflower Ave Hazelnut Ave Almond
Fig. 8. Average NOx analysis, combustion in inert beds.
time, s
SOx,
ppm
v
Ave Coke Ave Sunflower Ave Hazelnut Ave Almond
0 100 200 300 400 5000
20
40
60
80
100
120
140
160
Fig. 7. Average SOx analysis, combustion in inert beds.
0 100 200 300 400 500 600Time, s
2 - 4 mm Sun 1
0
200
400
600
800
1000
1200
1400Te
mpe
ratu
re, d
eg. C
Fig. 10. Comparison of thermal profile characteristics at thermocouple 4 positionfor the sunflower husks used in the first series of test (sun 1) and the same sized,crushed sunflower husk pellets (2–4 mm).
1400 250
1144 M. Zandi et al. / Minerals Engineering 23 (2010) 1139–1145
tween the flame front speed and the heat front speed through thebed, i.e. the time temperature profiles for the biomass are rela-tively broad compared with that for the coke breeze. This is prob-ably a consequence of a difference in reactivity between the cokebreeze and the biomass. To allow for this difference the biomasscan be milled finer than that used in the first series of tests. Thethermal profiles at the thermocouple 4 position for the tests on dif-ferently sized crushed sunflower husk pellets are compared inFig. 9.
0.6 - 0.85 mm 0.2 - 0.6 mmReference coke 2 - 4 mm 0.85 - 2 mm
0
200
400
600
800
1000
1200
1400
0 100 200 300 400 500 600 700Time, s
Tem
pera
ture
, deg
C
Fig. 9. Comparison of thermal profile at thermocouple number 4 for differentlysized, crushed sunflower husk pellets and reference coke using LSP.
It is again apparent that the peak temperatures for the biomassare lower than for the coke breeze alone and the temperature riseoccurs earlier. Comparison of the thermal profiles for the biomassused in this series of tests in the size range 2–4 mm with that ob-tained in the first series is shown in Fig. 10. The curves have beenmatched for comparison at the point of maximum rise in temper-ature; it can be seen that the curves are closely matched, the timeto peak temperature differing by only 6 s and the initial tempera-ture rises from room temperature to about 50 �C differ by only afew seconds. There is a slightly greater acceleration in temperaturerise for the crushed pellets and this might represent early combus-tion of volatile materials leading to the lower maximum tempera-ture, 1105 �C compared with 1220 �C respectively.
Fig. 11 illustrates the differences in three thermal profile char-acteristics for the variously sized crushed sunflower husk pellets.The peak temperature for the biomass reaches a maximum forthe material in the size range 0.6–0.85 mm of 1313 �C comparedwith 1370 �C for the coke breeze. The time to peak temperatureand the width of the thermal profile at 1000 �C are also most clo-sely aligned to the coke figure for the biomass in the size range
1100
1200
1300
referencecoke 2 - 4
mm
2 - 4 mm 0.85 - 2 mm 0.6 - 0.85mm
0.2 - 0.6 mm
size ranges
Peak temperature, deg. C Time to peak temperature, sCurve width at 1000 deg.C, s
Tem
pera
ture
, deg
. C
Tim
e, s
0
50
100
150
200
Fig. 11. Comparison of thermal profile characteristics at thermocouple 4 positionfor the reference coke and differently sized, crushed sunflower husk pellets.
M. Zandi et al. / Minerals Engineering 23 (2010) 1139–1145 1145
0.6–0.85 mm. These results indicated that the biomass needs to befiner than the coke breeze during co-firing and a specification of<1 mm is recommended for the biomass materials used in thisstudy.
4. Conclusions
An investigation was carried out into use of different biomassmaterials as a supplementary fuel in the iron ore sintering process.It can be concluded:
1. The rapidly changing market for biomass makes it difficult toselect the candidate biomass fuels for consideration throughthe remainder of the project. However, one type of biomassmaterial has been identified that could satisfactorily be usedin sinter making, i.e. the residues from food processing, shells,husks and pits. From this group of materials, olive residues, sun-flower husk pellets and Bagasse pellets have been identified andfull chemical characterisations of the materials have been car-ried out.
2. It has been found that the cutter type mill is capable of reducingthe selected biomass materials to sizes suitable for the sinteringprocess.
3. Small scale sinter pot experiments with an inert bed comparingcoke breeze and 75% coke breeze and 25% biomass fuel (on aconstant carbon content basis) have been undertaken. Theseshowed that:� The peak temperature achieved in the bed is lower than with
coke breeze alone thus substituting on a carbon basis willnot be sufficient to achieve acceptable sintering level(>1300 �C);
� It is likely that the composition of the biomass (proportionsof cellulose, hemi-cellulose and lignin) influence the com-bustion characteristics in the sinter bed;
� There is a tendency in the biomass experiments for the tem-perature rise to occur earlier than with coke breeze and forthe thermal profiles to be wider than with coke breezealone;
� The sintering time appears to be a little shorter when themix contains biomass compared with the coke breeze tests;
� The combustion efficiency is not influenced to a great extentby the presence of the biomass compared with the cokebreeze tests; and
� The SOx emission is significantly reduced when using thebiomass fuels but the NOx remains largely unaffected.
4. Small scale sinter pot experiments with an inert bed comparingcoke breeze and 75% coke breeze and 25% crushed sunflowerhusk pellets in four size ranges: �4, +2 mm; �2, +0.85 mm (size
as used in the first series of tests); �0.85, +0.6 mm; and �0.6,+0.2 mm have been done. These showed that at the middle ofthe bed:� The thermal profile for the material sized �2, +0.85 mm in
this series of tests using crushed sunflower husk pelletswas closely comparable with the thermal profile obtainedin the first series of tests on the crushed sunflower husk bri-quettes in the same size range;
� The thermal profiles for the different sized crushed pelletsdiffer considerably from each other;
� The thermal profile for the crushed pellets in the size range�0.85, +0.6 mm most closely matched that of the cokebreeze only test; and
� A specification of less than 1 mm is recommended for thestudied biomass materials when co-firing with coke breezefor sinter making.
Disclaimer
The sole responsibility of this work lies with the author and theEuropean Commission is not responsible for any use that may bemade of the information contained therein.
Acknowledgements
The authors are grateful to Louis G. Brimacombe (Corus), NeilSchofield (Corus) and Roland Pietruck (BFI) for support and helpfulcomments in preparing the manuscript. The research leading tothese results has received funding from the Research Programmeof the Research Fund for Coal and Steel (Grant Agreement NumberRFSR-CT-2007-00003).
References
Ball, D.F., 1973. Agglomeration of Iron Ores. Heinemann Educational Books, London.Backreedy, R.I., Fletcher, L.M., Jones, J.M., Ma, L., Pourkashanian, M., Williams, A.,
2004. Co-firing pulverised coal and biomass: a modeling approach. Proceedingsof the Combustion Institute 30, 2955–2964.
Dawson, P.R., 1993. Recent developments in iron ore sintering: part 1–4.Ironmaking and Steelmaking 20 (2), 135–151.
Demirbas, A., 2002. Fuel characteristics of olive husk and walnut hazelnutsunflower and almond shells. Energy Sources, Part A: Recovery, Utilizationand Environmental Effects 24 (3), 215–221.
Demirbas, A., 2003. Combustion characteristics of different biomass fuels. Progressin Energy and Combustion Science 30, 219–230.
Fernandez Llorente, M.J., 2005. Comparing methods for predicting the sintering ofbiomass ash in combustion. Fuel 84, 1893–1900.
Fray, T.A.T. 2008. Alternate Carbon Sources for Sintering of Iron Ore. RFCS TechnicalReport, Ref. 148833, Corus RD&T, UK.
Ooi, T.C., Aries, E., Ewan, B.C.R., Thompson, D., Anderson, D.R., Fisher, R., Fray, T.A.T.,Tognarelli, D., 2008. The study of sunflower biomaterial as a substitute in theiron ore sintering process. Minerals Engineering 21, 167–177.