bid final presentation creastmead v2.6 crews
TRANSCRIPT

© 2003 Lauras International. All rights reserved
CRESTMEAD
Breakthrough Improvement
Demonstration

© 2003 Lauras International. All rights reserved
Agenda
• Introduction
• De-Bottlenecking Method
• Summary of what was achieved
• Question and Answer time

© 2003 Lauras International. All rights reserved
DBM
The De-Bottlenecking Method
Rob Tilley

© 2003 Lauras International. All rights reserved
1. Find the throughput bottleneck.2. Ensure the throughput bottleneck is running at its current
optimum speed.3. Optimise the accumulation to protect the throughput
bottleneck.4. Solve and eliminate speed restricting problems on the
throughput bottleneck.5. Solve and eliminate downtime problems on the
throughput bottleneck.6. Repeat steps 1 to 5 until the throughput bottleneck is the
capacity bottleneck and it is running at its absolute maximum speed
7. Improve the availability of the non-bottleneck processes to minimise their impact on the bottleneck.
De-Bottlenecking Method (DBM)

© 2003 Lauras International. All rights reserved
Using DBM in the Factory
• The team was introduced to DBM as the fastest way to determine how to improve performance for each Line/product combination run.
Lets Take a look at what they did!

© 2003 Lauras International. All rights reserved
DBM Step 1
“Determining the throughput bottleneck”
Rob Tilley

© 2003 Lauras International. All rights reserved
Maximum Speed on Winder #2 Re-winder 2 Ply 400 Sheet Product
The bottleneck was found to be the Re-Winder/Log Saw
0
50
100
150
200
250
300
350
400
450
Equipment catagory
Ro
lls P
er m
inu
te r
ate
Capacity 305 264 254 180 384 400
Speed 160 130 130 140 140 400
Throughput 97.6 126.1 114.4 91 124.6 400
Rew inder Tail Sealer Log Saw Wrapper Case packer Palletiser

© 2003 Lauras International. All rights reserved
DBM Step 2
“Ensure the Bottleneck is running at its current optimum speed”
Glen

© 2003 Lauras International. All rights reserved
Transfer Process

© 2003 Lauras International. All rights reserved
What did we achieve?• The Geibler folder was being run at 45,000 napkins
per hour on the two occasions the group observed.
• A speed trial was undertaken on the Geibler where the unit speed was increased under controlled conditions to 59,000 napkins per hour
• At this speed, the operator could not comfortably keep up with the product being supplied
• The speed of the Geibler was reduced to 50,000 where the operator could comfortably handle throughput
A POTENTIAL INCREASE IN THROUGHPUT OF 11%
FROM FREE SPEED!

© 2003 Lauras International. All rights reserved
DBM Step 3
“Optimising the state of the accumulation”
Sal & MAX
© 2003 Lauras International. All rights reserved
How does optimising accumulation work?
• The purpose of accumulation is to protect the throughput bottleneck from downtime on other areas of the line.
• Accumulation should be kept full upstream of the throughput bottleneck and empty downstream of the throughput bottleneck.

© 2003 Lauras International. All rights reserved
How does optimising accumulation work on the Perini Line now?
• The Accumulator was ¾ - Full on most visits out to the Perini Line.
• The Downstream processes were not draining the Accumulator quick enough to protect the throughput bottleneck.
• The Re-winder would stop frequently as the Accumulator reached its capacity.
• The packer and Log saw speed would “bounce” back and fourth as the line control would stop the units.
Max

© 2003 Lauras International. All rights reserved
What did we do?
• Automated Line control is being progressed along the Entire Perini line
• This will allow all equipment to communicate with each other and maintain optimum speeds without the need for operator input.
© 2003 Lauras International. All rights reserved
DBM Step 4 – Winder #2
“Solve and eliminate speed restricting problems on the throughput bottleneck”
Wesley Peirce

© 2003 Lauras International. All rights reserved
What did we find?
• The maximum speed (Capacity) for winder #2 was stated as 610m/min on 1000 sheet product but it was always running below this.
• The operators on the line were running to pre-determined set points and procedures and were still unable to obtain optimum speed.
© 2003 Lauras International. All rights reserved
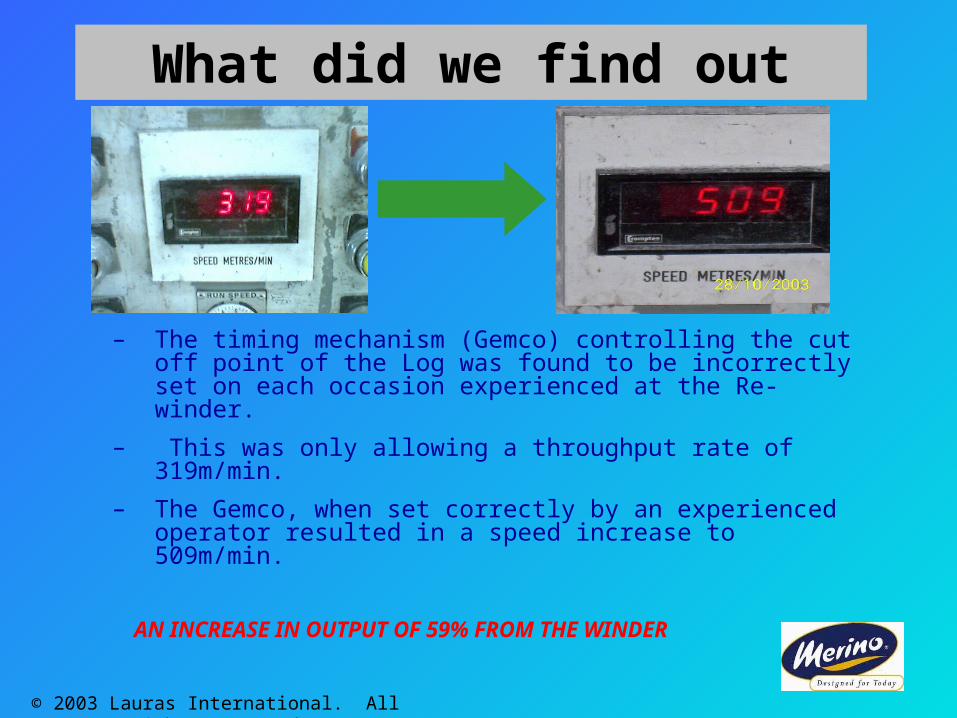
– The timing mechanism (Gemco) controlling the cut off point of the Log was found to be incorrectly set on each occasion experienced at the Re-winder.
– This was only allowing a throughput rate of 319m/min.
– The Gemco, when set correctly by an experienced operator resulted in a speed increase to 509m/min.
AN INCREASE IN OUTPUT OF 59% FROM THE WINDER
What did we find out

© 2003 Lauras International. All rights reserved
• Set up of the Re-winder required a high degree of training and was not instinctive to the operators.
• Set points on the Gemco unit were not stable at each change over
What we found.

© 2003 Lauras International. All rights reserved
• New procedures have been put in place to ensure the expected run speeds are achieved with support from shift leaders
• Operator training across all shifts will commence to communicate new procedures and expectations.
• Installation of PLC control on the Re-winder to simplify the set up process.
What have we done about it?

© 2003 Lauras International. All rights reserved
DBM Step 5
Solve and eliminate significant downtime problems on the throughput bottleneck.
Martin

© 2003 Lauras International. All rights reserved
Solving a downtime problemWinder #2 “Cookie Monster”
Max (Paul)
During Week 3 of the BID, the team moved onto Winder #2.
© 2003 Lauras International. All rights reserved
What did we find?
• Less than 20% of all cookies were being removed from the process and rolls were turning over.
• This caused jam ups and downtime on the line.
• A full time casual was put in place to manage this problem.

© 2003 Lauras International. All rights reserved
What did we do?• The team took a closer look at the cookie
monster problem using PCS and came up with the following results:
– Took conveyor system back to original specification.
– Moved the belts further into the Log saw
– Attached brushes to the Log saw as per original spec
– Set Guide rails to correct height

© 2003 Lauras International. All rights reserved
What did we achieve?
• 100% of all Cookies which fall into acceptable cookie specification are eliminated from the system.
• All rolls are positioned on their side
• All cookies are dropped onto their bums and eliminated from the path of travel.

© 2003 Lauras International. All rights reserved
How do make sure this keeps happening?
• Jig manufactured to ensure repeatability in setup of cookie monster and associated guide railing.
• Operating procedure outlined and put onto machine

© 2003 Lauras International. All rights reserved
DBM Step 7
Solve and eliminate significant downtime problems on the non bottleneck processes to support the Capacity/Throughput bottleneck.
Peter

© 2003 Lauras International. All rights reserved
The Mud Press

© 2003 Lauras International. All rights reserved
The Mud Press
• It was discovered that a high percentage of waste in this process was water.
• Merino currently pay for Mud to be taken away at a standard cost per bin + a tonnage fee.

© 2003 Lauras International. All rights reserved
What did we find?
• The presses were not running at optimal pressure and as such the optimal amount of water was not being removed from the mud.
• The screen wash was leaking a large volume of water directly into the pressed mud and being dumped.
• The mud bins were exposed to the elements and each time it rained, the rain water was being absorbed by the mud
© 2003 Lauras International. All rights reserved
What did we do?• The group has increased the pressure of the press to
optimise the amount of water being removed from the mud.
• The screen shower has been relocated upstream of the mud press, eliminating all water re entering the pressed mud from the process
• The group is in the process of obtaining quotes for a permanent shelter to cover the bins and protecting them from rain.
• Identified and reintroduced the operational procedure for the cleaning of the mud press showers.
• The group is looking into markets for this mud.

© 2003 Lauras International. All rights reserved
What did we achieve?
• The initial testing done on the mud 100% recycled showed a moisture content of 68%.
• After the completion of all actions on the mud press, the moisture content now stands at 54%.
• This equates to 2.1 tonnes less water per day leaving the site or $22,000 per year.
A 26% reduction in moisture content.

© 2003 Lauras International. All rights reserved
Questions and Discussion.