best practices on energy savings · best practices on energy savings . ... the 1st field esp hopper...
TRANSCRIPT
Aluminium & Power, Jharsuguda
SESA STERLITE LTD
JHARSUGUDA , ODISHA
BEST PRACTICES ON ENERGY SAVINGS
Aluminium & Power, Jharsuguda
GROUP PHILOSOPHY
Humble
Smart Hungry
Our DNA
Our Vision
“We will be the world’s
most admired company that
consistently defines the
leading standards in our
businesses, making our
stakeholders proud to be
associated with us.”
Our Values Our Mission
“Our mission is to be a
world-class metals and
mining group and generate
superior financial returns.”
Growth
Trust
Sustainability
Excellence
Entrepreneurship
4/29/2015 KEP WORKSHOP
Aluminium & Power, Jharsuguda
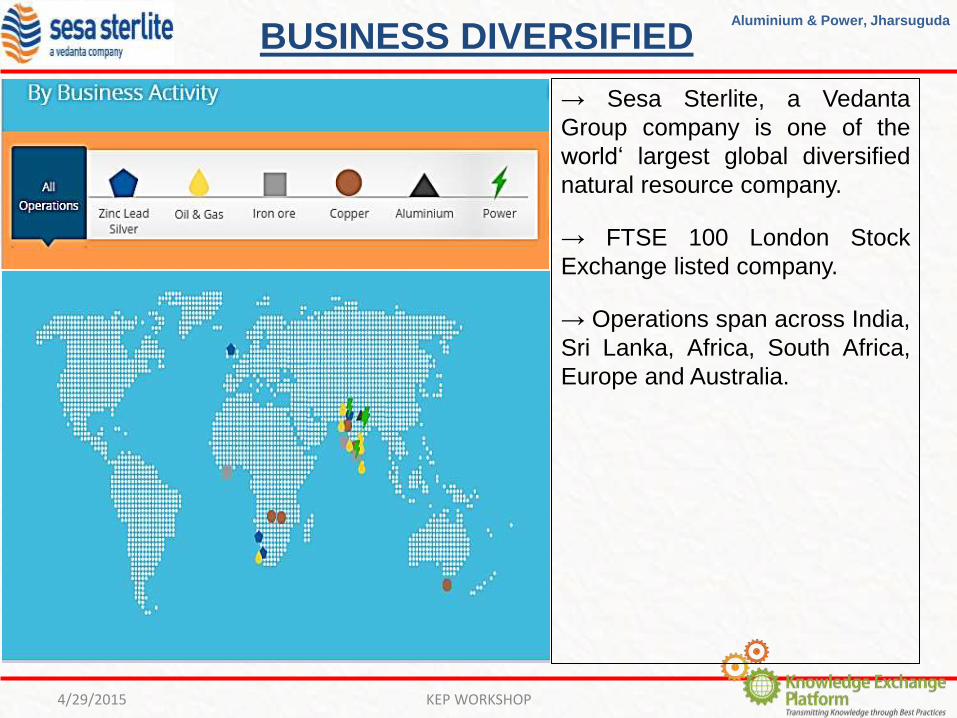
BUSINESS DIVERSIFIED
→ Sesa Sterlite, a Vedanta
Group company is one of the
world‘ largest global diversified
natural resource company.
→ FTSE 100 London Stock
Exchange listed company.
→ Operations span across India,
Sri Lanka, Africa, South Africa,
Europe and Australia.
4/29/2015 KEP WORKSHOP
Aluminium & Power, Jharsuguda
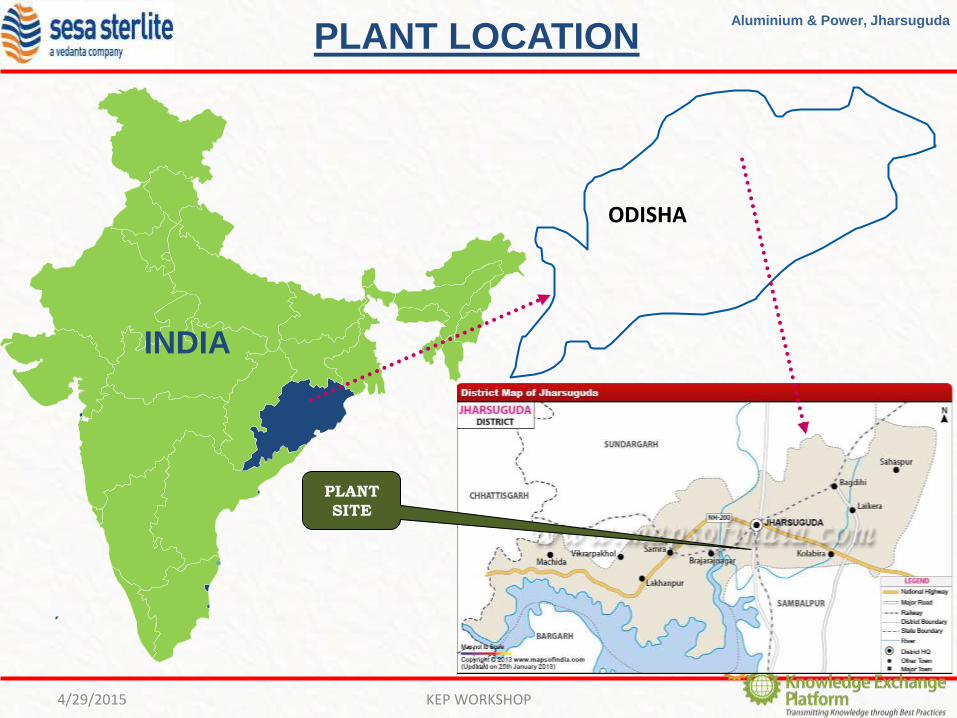
PLANT LOCATION
INDIA
PLANT
SITE
4/29/2015 KEP WORKSHOP
ODISHA
Aluminium & Power, Jharsuguda
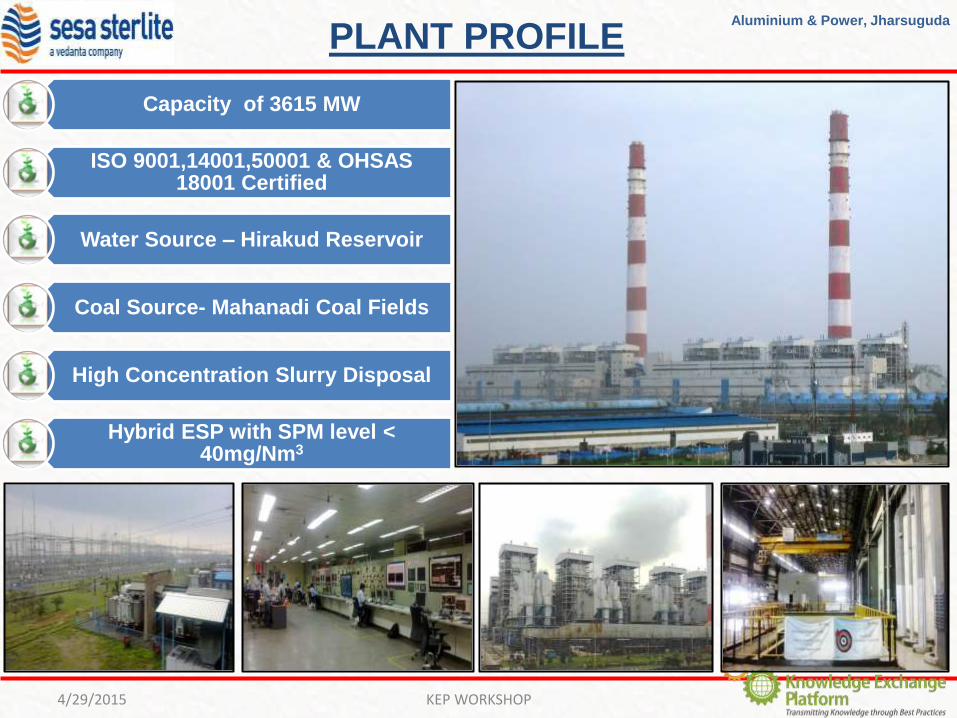
PLANT PROFILE
Capacity of 3615 MW
ISO 9001,14001,50001 & OHSAS 18001 Certified
Water Source – Hirakud Reservoir
Coal Source- Mahanadi Coal Fields
High Concentration Slurry Disposal
Hybrid ESP with SPM level < 40mg/Nm3
4/29/2015 KEP WORKSHOP

Aluminium & Power, Jharsuguda
IMPLEMENTATION & LEARNINGS
ISO 50001 ENERGY MANAGEMENT SYSTEMS
4/29/2015 KEP WORKSHOP
Aluminium & Power, Jharsuguda
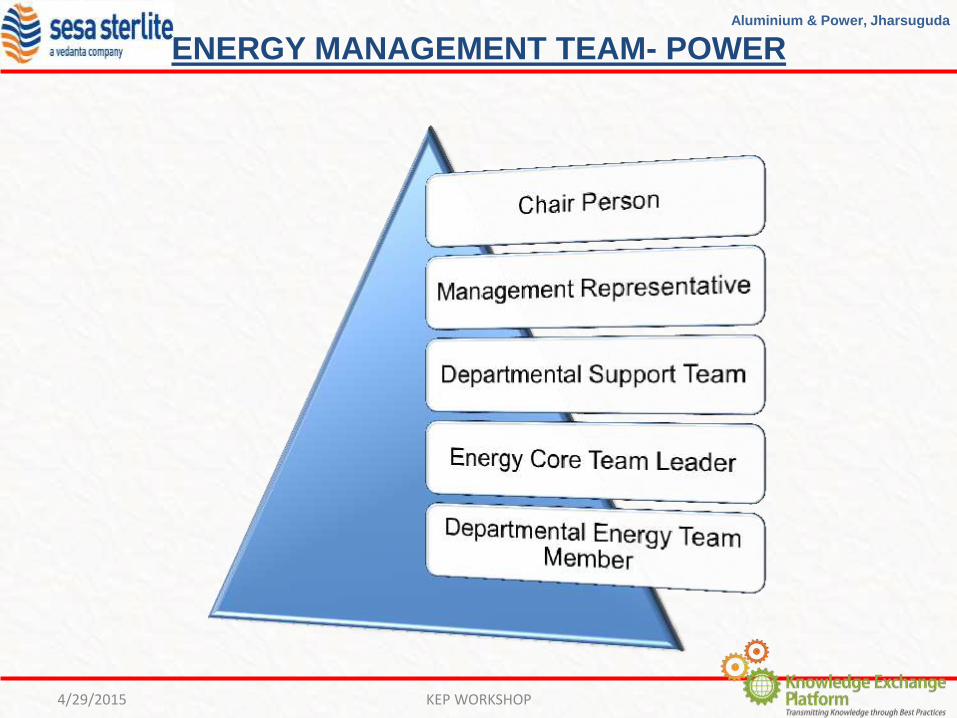
ENERGY MANAGEMENT TEAM- POWER
4/29/2015 KEP WORKSHOP
Aluminium & Power, Jharsuguda
CPP :
Kick-off ISO 50001:2011 30th Jan 2012
Stage-2 Audit (Certification Audit) 12th - 15th Sept 2012
IPP :
Kick off ISO 50001:2011 30th Jun 2012
Certification Audit 26th Feb 2013 to 1st Mar 2013
MILESTONES ISO 50001
4/29/2015 KEP WORKSHOP
Aluminium & Power, Jharsuguda
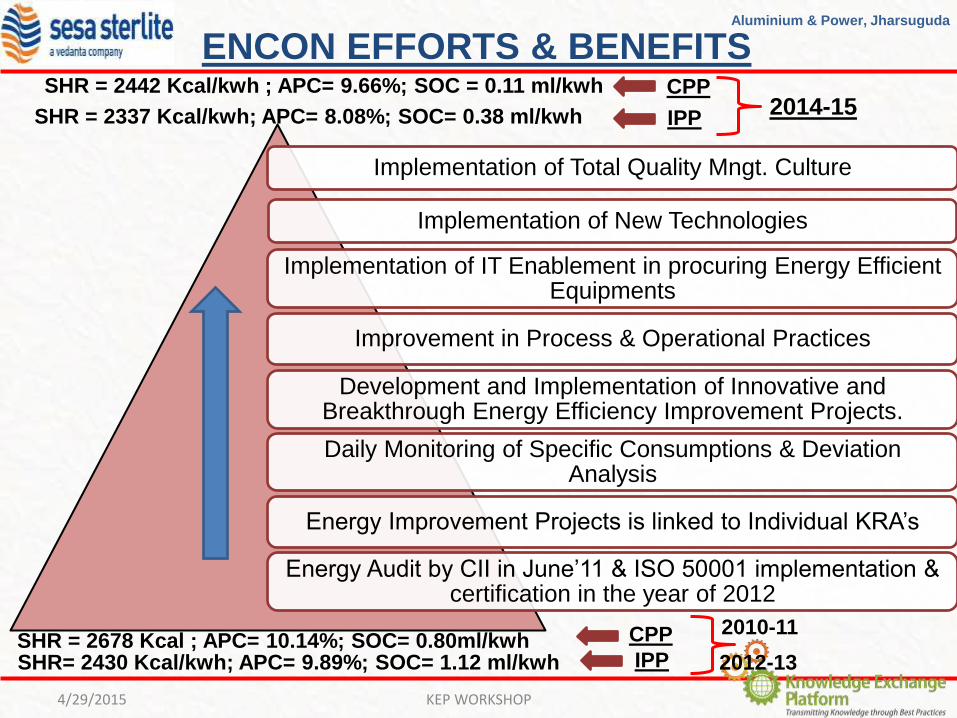
ENCON EFFORTS & BENEFITS
Implementation of Total Quality Mngt. Culture
Implementation of New Technologies
Implementation of IT Enablement in procuring Energy Efficient Equipments
Improvement in Process & Operational Practices
Development and Implementation of Innovative and Breakthrough Energy Efficiency Improvement Projects.
Daily Monitoring of Specific Consumptions & Deviation Analysis
Energy Improvement Projects is linked to Individual KRA’s
Energy Audit by CII in June’11 & ISO 50001 implementation & certification in the year of 2012
SHR = 2442 Kcal/kwh ; APC= 9.66%; SOC = 0.11 ml/kwh 2014-15
2010-11 SHR = 2678 Kcal ; APC= 10.14%; SOC= 0.80ml/kwh
4/29/2015 KEP WORKSHOP
SHR = 2337 Kcal/kwh; APC= 8.08%; SOC= 0.38 ml/kwh IPP
CPP
SHR= 2430 Kcal/kwh; APC= 9.89%; SOC= 1.12 ml/kwh IPP
CPP
2012-13

Aluminium & Power, Jharsuguda
1. Selective Soot-blowing:
Optimized need based soot-blowing resulting in flue gas exhaust temperature from
141°C to 137°C and reduction in super-heater spray by 2% that is 8 T/hrs.
Annual saving- 5.82 MTOE
2. Stoppage of purging of HFO guns:
Purging of HFO guns on regular basis are stopped
Annual saving- 35.93 MTOE
3. Optimization of key Process Parameters:
Operational optimization by maintaining the technical parameters like Main-steam
pressure, main-steam temperature , etc. near to design value.
Annual saving- 3.17 MTOE
PROCESS IMPROVEMENT (9X135 MW)
4/29/2015 KEP WORKSHOP
Aluminium & Power, Jharsuguda
6. Optimized running of Dry Ash conveying system:
Running of Dry-Ash conveying system in level mode from timer mode resulting in
stoppage of 1 compressor.
Annual saving- 188.31 MTOE
5. Optimized use of Compressor:
Stoppage of Dryers in Service Air system (6 nos.)
Arresting of leakages and rectification of intake valve passing resulting in stoppage
of 1 compressor.
Annual saving- 188.31 MTOE
4. Cooling Tower fan door plugging:
Plugging of the holes of Cooling Tower fans, hence reduction in fan loading via
excess air leakage and improvement in vacuum.
Annual saving- 22.14 MTOE
4/29/2015 KEP WORKSHOP
PROCESS IMPROVEMENT (9X135 MW)
Aluminium & Power, Jharsuguda
7. Optimization in Electrostatic Precipitator :
The 1st Field ESP hopper heaters are switched off during normal running of the
units.
Each hopper consist of 2 heaters of 3Kw each.
Annual saving- 72.31 MTOE
8. Improvement in Belt utilization:
Improvement in Belt utilization by rectifying the track hopper, ILMS (In-line
magnetic separator and replacement of existing conveyor with the new conveyor.
Annual saving- 65.34 MTOE
9. Operational Optimization of Mills Lube-Oil pump:
Stoppage of stand-by Mills Lube-Oil pump
Annual saving- 45.19 MTOE
4/29/2015 KEP WORKSHOP
PROCESS IMPROVEMENT (9X135 MW)
Aluminium & Power, Jharsuguda
PROCESS IMPROVEMENT (4X600 MW)
4/29/2015 KEP WORKSHOP
1. Increase Reheater temp(528°C to 538°C):
Daily Monitoring HRD sheet
SADC checking(S/D)
Burner tilt operation
Increase in HRH temp from 528 to 538°C
Unit heat rate improved by 2 kcal/kwh
Annual saving- 1653 MTOE
2. Identification and plugging of air ingress points in flue gas ducts
Flue gas, air duct leakage detection resulting in ID FAN Avg. current reduced from 246 A to
234 A. (power reduce by 0.5 MW) &.083 % APC reduction
Annual saving- 376 MTOE
3. PA Fan power reduction by arresting air leakage
Seal air leakage detection and PA hot air and cold air to mill leakage detection in U#2
resulting in PA FAN A- Current reduced from 106 A to 86 A and PA FAN B-108 A to 82 A
(Power reduced by 0.95 MW) APC reduced by 0.158 %.
Annual saving- 715 MTOE
Aluminium & Power, Jharsuguda
4/29/2015 KEP WORKSHOP
4. Optimization of idle running hours of drives:
Stopping of One CW pump as per circulating water inlet and outlet
temperature.
Annual Saving: 393 MTOE/Unit
Stopping of one Vacuum pump as per condenser Vacuum
Annual Saving : 216 MTOE/Unit
Stopping of DP pump for makeup in condenser.
Annual Saving - 203 MTOE/Unit
Implementation of shutdown checklist to Stop the running equipment
Annual Saving - 144 MTOE/Unit
During Unit Startup use TDBFP instead of MDBFP
Annual Saving - 120 MTOE/Unit
Stopping of 1 seal air fan(250 kw) by arresting seal air leakages
Annual Saving: 41 MTOE/Unit
PROCESS IMPROVEMENT (4X600 MW)
Aluminium & Power, Jharsuguda
4/29/2015 KEP WORKSHOP
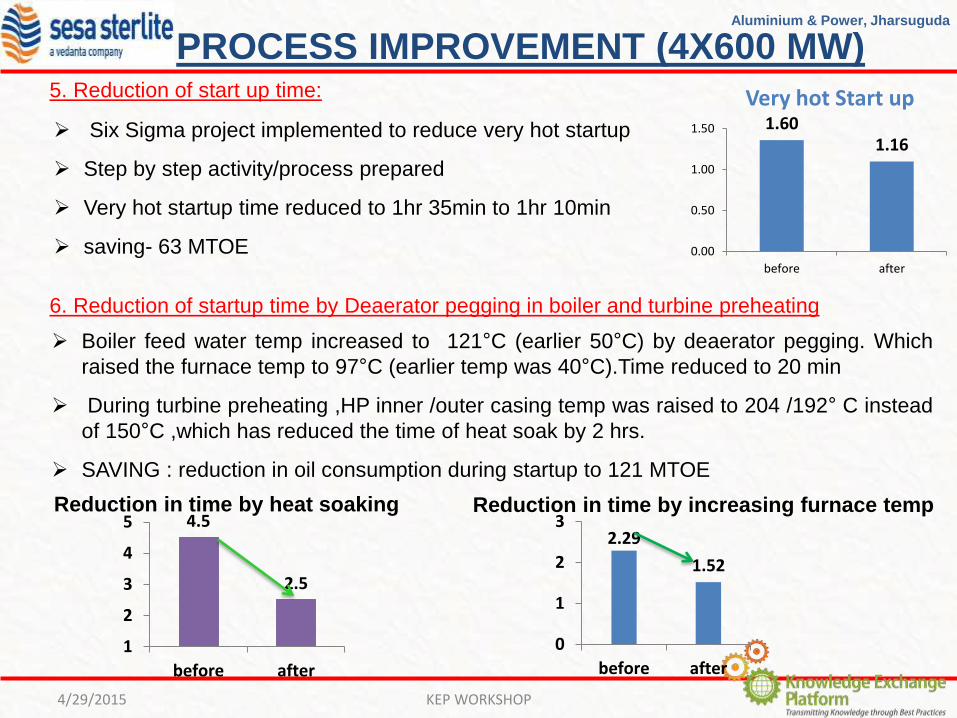
5. Reduction of start up time:
Six Sigma project implemented to reduce very hot startup
Step by step activity/process prepared
Very hot startup time reduced to 1hr 35min to 1hr 10min
saving- 63 MTOE
1.60 1.16
0.00
0.50
1.00
1.50
before after
Very hot Start up
PROCESS IMPROVEMENT (4X600 MW)
6. Reduction of startup time by Deaerator pegging in boiler and turbine preheating
Boiler feed water temp increased to 121°C (earlier 50°C) by deaerator pegging. Which
raised the furnace temp to 97°C (earlier temp was 40°C).Time reduced to 20 min
During turbine preheating ,HP inner /outer casing temp was raised to 204 /192° C instead
of 150°C ,which has reduced the time of heat soak by 2 hrs.
SAVING : reduction in oil consumption during startup to 121 MTOE
Reduction in time by heat soaking 4.5
2.5
1
2
3
4
5
before after
2.29
1.52
0
1
2
3
before after
Reduction in time by increasing furnace temp
Aluminium & Power, Jharsuguda
4/29/2015 KEP WORKSHOP
8.Reducing the output voltage of lighting transformer
No of taps were reduced in lighting transformer with a reduction in voltage from 432 volts to
415 volts resulted in power saving of 30.2 Kwhr per day
Annual Saving: 1 MTOE
9.Increasing ash utilization by disposing Ash through trucks
Reduction of ash conveying from transfer silo to terminal silo, as D-pump ash conveying
capacity averagely 260tns/hr. Stopped one compressor.
Geho pump dispose 260T of ash per hour. As 4,500T of ash transported through trucks,
per month 18 hours of Geho running hour reduced.
Saving of 10654 kwhr power per month and specific power: 0.05 Kwhr/MT
Annual saving: 7 MTOE
PROCESS IMPROVEMENT (4X600 MW) 7. Reduction of Number of Trips :
Identify the root cause of all unit outages
Implement recommendation of Trip analysis
saving- 150 MTOE/Unit
Aluminium & Power, Jharsuguda
4/29/2015 KEP WORKSHOP
10.Increasing CHP conveyor belt utilization
Increasing coal conveyor belt utilization from 50 % to 60 % (from 1500 TPH to 1980 TPH)
to minimize the power consumption with saving of 922 MWhr
Annual Saving:97 MTOE
11. Reduction of Rake Turn Around Time
Elimination of idle running time of stream and compressor with a saving of 263 MWhr
Annual Saving: 22 MTOE
PROCESS IMPROVEMENT (4X600 MW)
Aluminium & Power, Jharsuguda
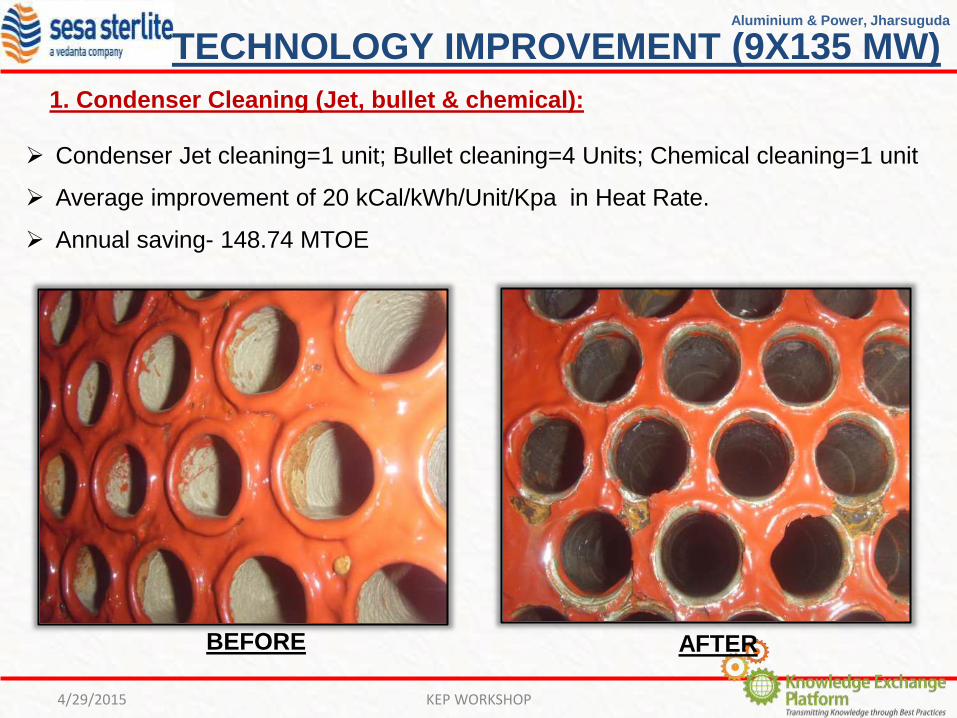
1. Condenser Cleaning (Jet, bullet & chemical):
Condenser Jet cleaning=1 unit; Bullet cleaning=4 Units; Chemical cleaning=1 unit
Average improvement of 20 kCal/kWh/Unit/Kpa in Heat Rate.
Annual saving- 148.74 MTOE
BEFORE AFTER
TECHNOLOGY IMPROVEMENT (9X135 MW)
4/29/2015 KEP WORKSHOP
Aluminium & Power, Jharsuguda
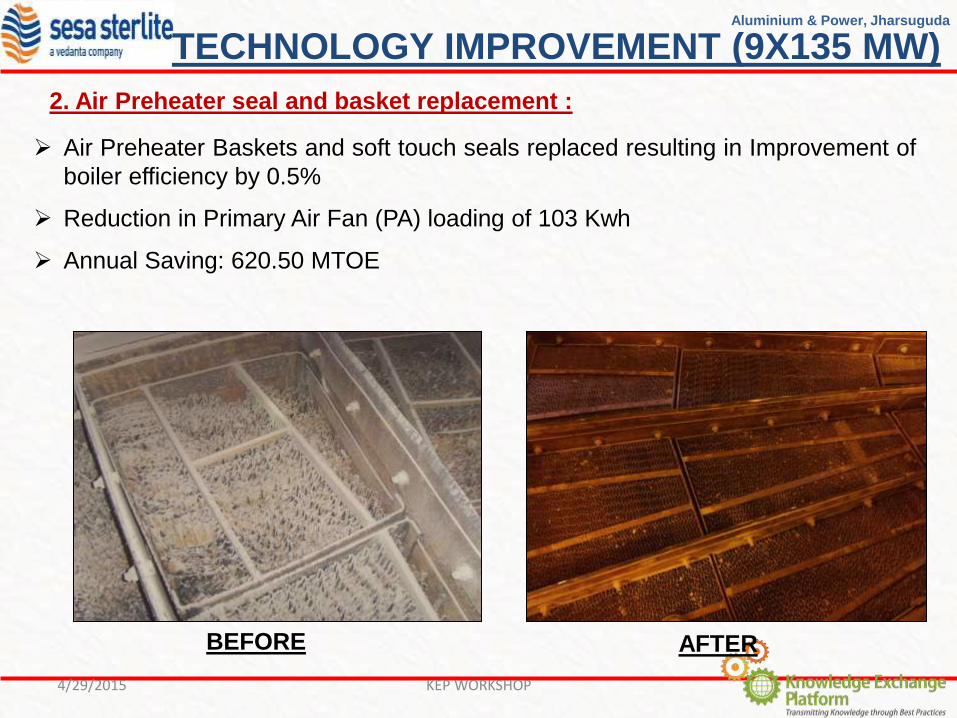
2. Air Preheater seal and basket replacement :
Air Preheater Baskets and soft touch seals replaced resulting in Improvement of
boiler efficiency by 0.5%
Reduction in Primary Air Fan (PA) loading of 103 Kwh
Annual Saving: 620.50 MTOE
BEFORE AFTER
4/29/2015 KEP WORKSHOP
TECHNOLOGY IMPROVEMENT (9X135 MW)
Aluminium & Power, Jharsuguda
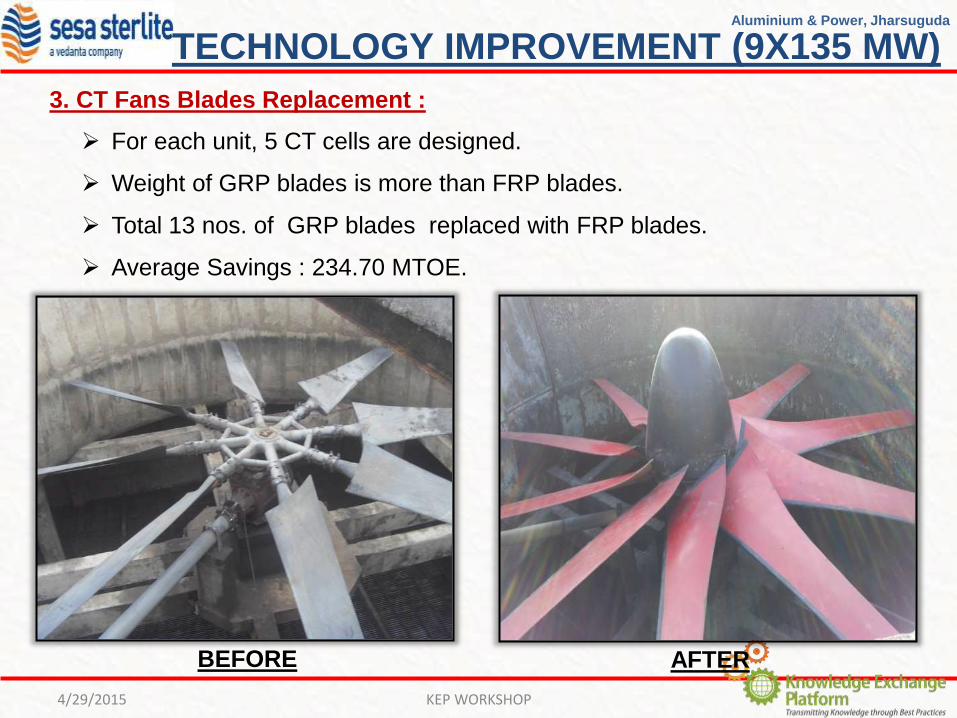
3. CT Fans Blades Replacement :
For each unit, 5 CT cells are designed.
Weight of GRP blades is more than FRP blades.
Total 13 nos. of GRP blades replaced with FRP blades.
Average Savings : 234.70 MTOE.
BEFORE AFTER
4/29/2015 KEP WORKSHOP
TECHNOLOGY IMPROVEMENT (9X135 MW)
Aluminium & Power, Jharsuguda
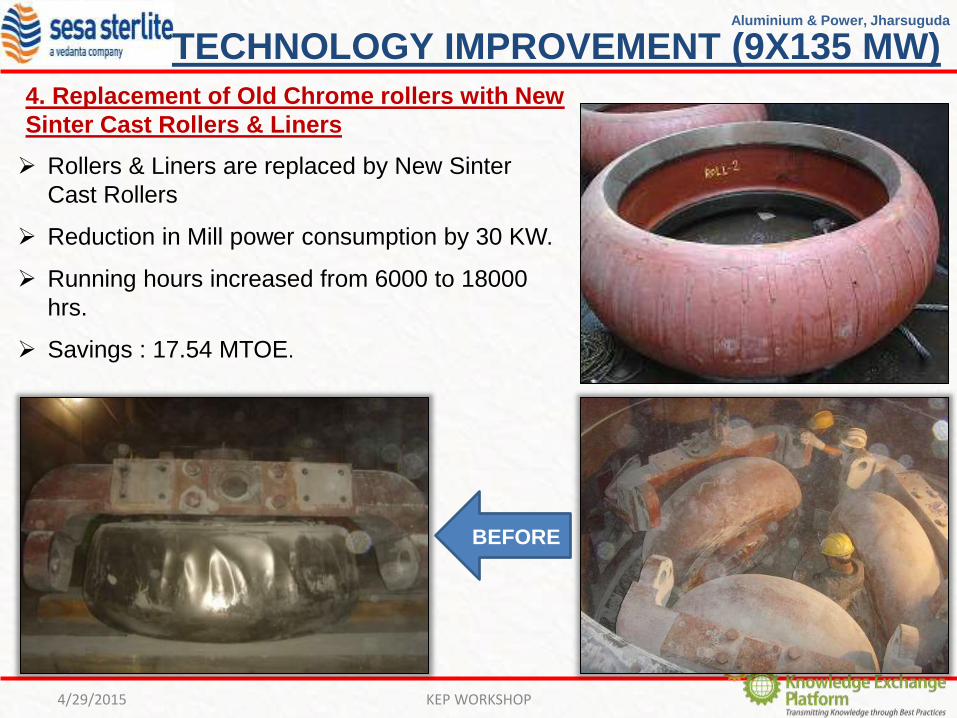
4. Replacement of Old Chrome rollers with New
Sinter Cast Rollers & Liners
Rollers & Liners are replaced by New Sinter
Cast Rollers
Reduction in Mill power consumption by 30 KW.
Running hours increased from 6000 to 18000
hrs.
Savings : 17.54 MTOE.
BEFORE
4/29/2015 KEP WORKSHOP
TECHNOLOGY IMPROVEMENT (9X135 MW)
Aluminium & Power, Jharsuguda
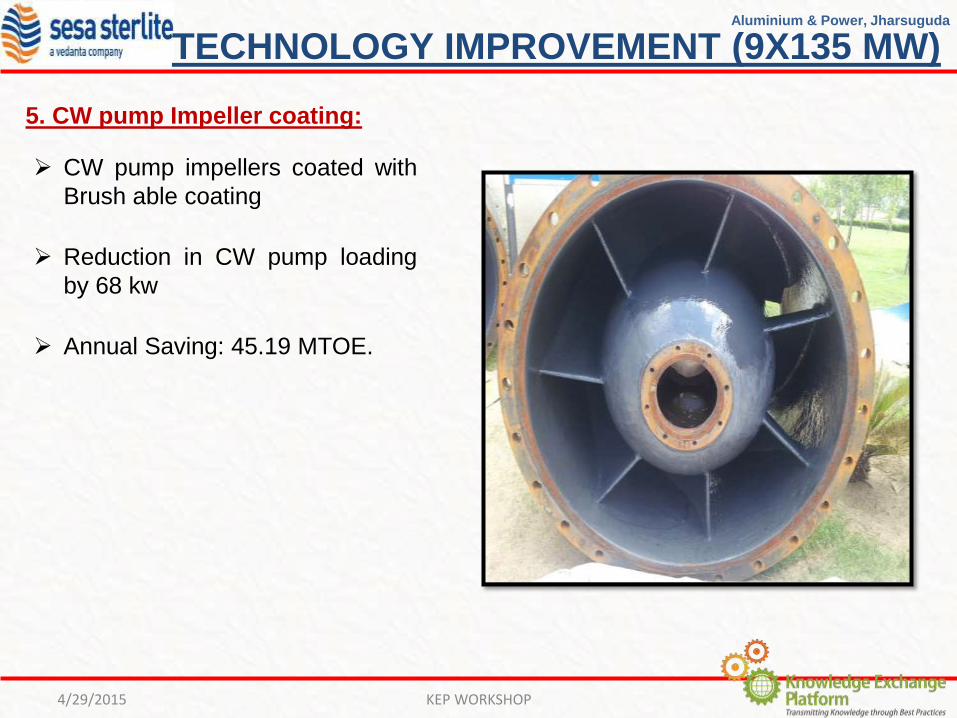
5. CW pump Impeller coating:
CW pump impellers coated with
Brush able coating
Reduction in CW pump loading
by 68 kw
Annual Saving: 45.19 MTOE.
4/29/2015 KEP WORKSHOP
TECHNOLOGY IMPROVEMENT (9X135 MW)
Aluminium & Power, Jharsuguda
6. Ultrafilteration Installation to Reduce DM Water Consumption:
Installation of Ultrafiltration System to reduce the colloidal silica in
Demineralized (DM) water.
Reduction of Blow down losses by 80% & heat losses.
Annual Saving: Rs. 213.62 Million.
Ultra-filtration System
4/29/2015 KEP WORKSHOP
TECHNOLOGY IMPROVEMENT (9X135 MW)
Aluminium & Power, Jharsuguda
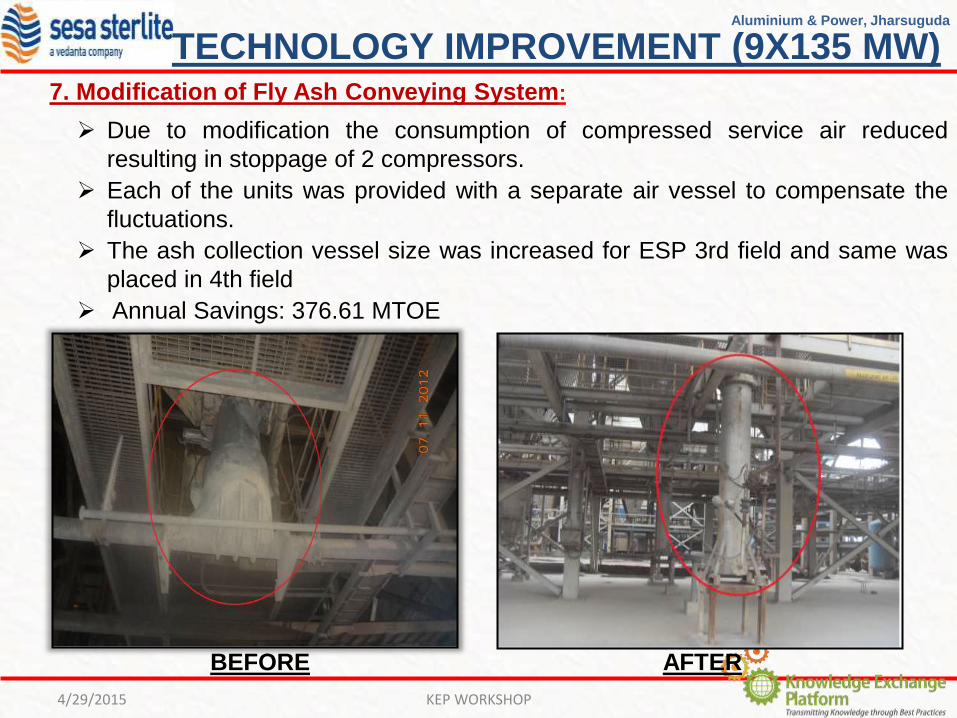
7. Modification of Fly Ash Conveying System:
Due to modification the consumption of compressed service air reduced
resulting in stoppage of 2 compressors.
Each of the units was provided with a separate air vessel to compensate the
fluctuations.
The ash collection vessel size was increased for ESP 3rd field and same was
placed in 4th field
Annual Savings: 376.61 MTOE
BEFORE AFTER
4/29/2015 KEP WORKSHOP
TECHNOLOGY IMPROVEMENT (9X135 MW)

Aluminium & Power, Jharsuguda
Earlier Turbine hall & compressors house consisted of 72 & 16 electrics fans
respectively.
Each fan rated capacity 3 kw.
Electric fans are replaced by Eco ventilators (224+28) in TG Hall as well as in
Compressor house.
Energy savings : 199.39 MTOE
8. Installation of Eco Ventilators :
4/29/2015 KEP WORKSHOP
TECHNOLOGY IMPROVEMENT (9X135 MW)
Aluminium & Power, Jharsuguda
Project :
Utilization of Waste Water :Effluent Treatment Plant - 2 (ETP) Commissioning.
Before:
More than 4000m3/day of waste
water was discharged out of the
plant
Specific water consumption was
high
After:
Waste water management by
treatment in ETP
Zero discharge of water out of
plant
Specific water consumption is
reduced
CPP Synergy Office CPP Switchyard CW Pump Area CT Fans Area
4/29/2015 KEP WORKSHOP
TECHNOLOGY IMPROVEMENT (9X135 MW)
Aluminium & Power, Jharsuguda
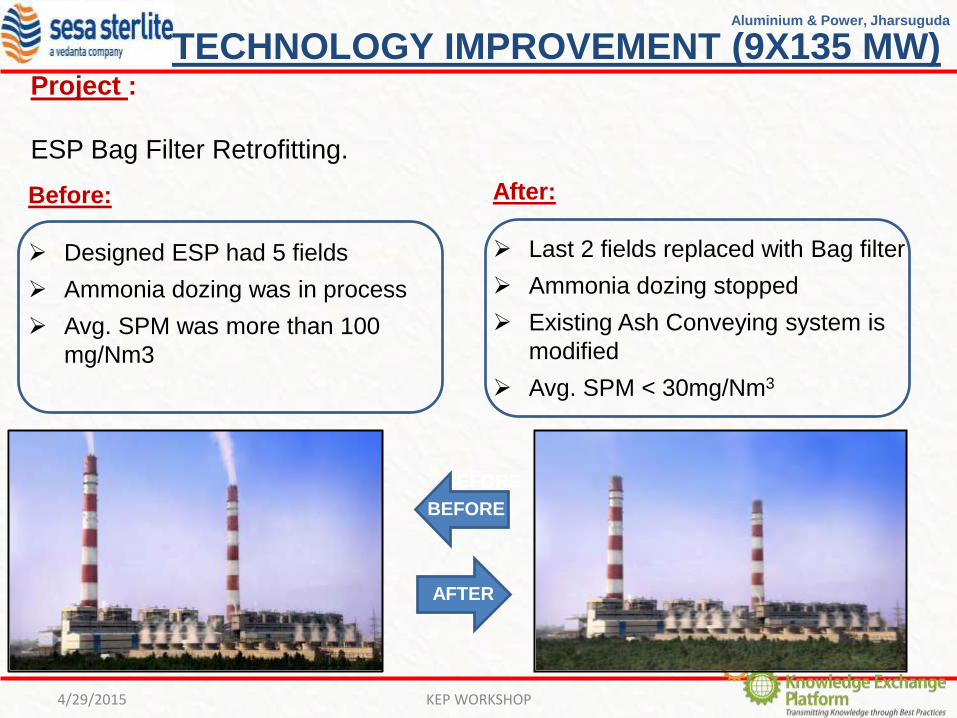
Project :
ESP Bag Filter Retrofitting. Before:
Designed ESP had 5 fields
Ammonia dozing was in process
Avg. SPM was more than 100
mg/Nm3
After:
Last 2 fields replaced with Bag filter
Ammonia dozing stopped
Existing Ash Conveying system is
modified
Avg. SPM < 30mg/Nm3
BEFORE
AFTER
BEFORE
4/29/2015 KEP WORKSHOP
TECHNOLOGY IMPROVEMENT (9X135 MW)
Aluminium & Power, Jharsuguda
TECHNOLOGY IMPROVEMENT (4X600 MW)
AFTER
BEFORE
4/29/2015 KEP WORKSHOP
3. Reduction of power in CEP after removal of one stage
Removal of CEP stage in order to compensate energy loss due to throttling of deaerator
level control valve resulting in CEP Pump-Current reduced from 123A to 92 A. (0.45 MW
power reduced & 0.075 % APC
Annual saving- 167 MTOE
1. Boiler Modification(LTSH,ECO,RH):
Reduced the surface are of LTSH tubes and increase the contact area of economizer
bank which resulted in SH spray reduction and increase in feed water temp.
The modification includes
• LTRH zone curtailment by 120 tubes
• Installation of riffled tubes over exposed furnace water wall tubes
• LTSH tube curtailment by 1 bank
• Economizer zone extension by 1bank.
Annual saving- 4745 MTOE
2. Power reduction in CW pump due to speed reduction
Addition of no of rotor poles from 16 to 18 in CW pump in U#4 for speed reduction saving-
0.233 % APC CWP current reduced from 290 AMPS to 235 AMPS and 1.4 MW saving in
power consumption
Annual Saving: 520 MTOE
Aluminium & Power, Jharsuguda
AFTER
BEFORE
4/29/2015 KEP WORKSHOP
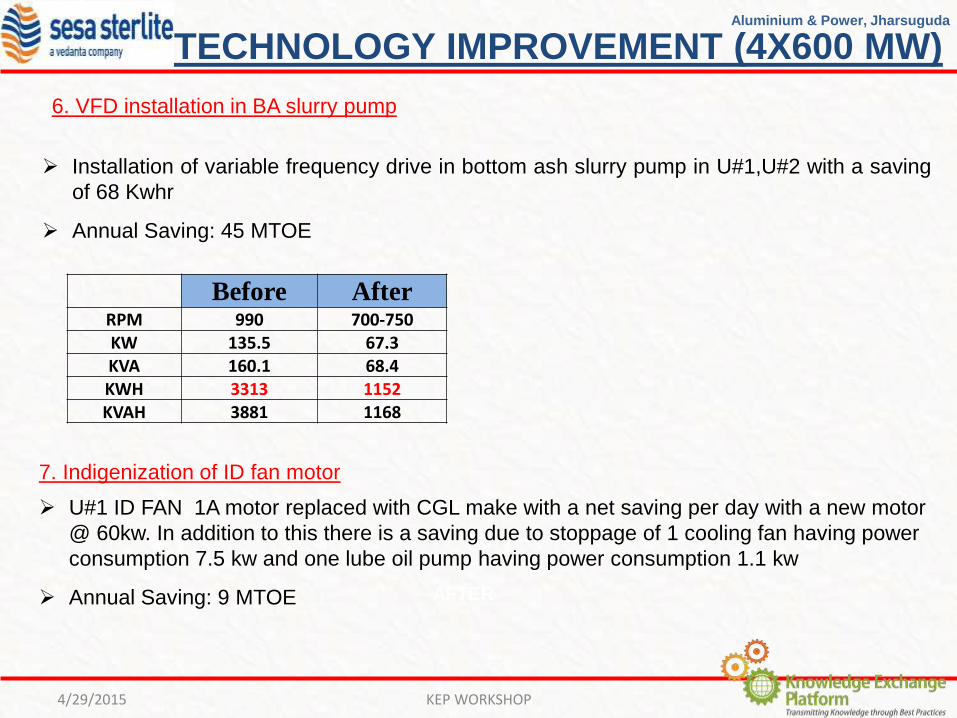
6. VFD installation in BA slurry pump
Installation of variable frequency drive in bottom ash slurry pump in U#1,U#2 with a saving
of 68 Kwhr
Annual Saving: 45 MTOE
Before After RPM 990 700-750 KW 135.5 67.3 KVA 160.1 68.4 KWH 3313 1152 KVAH 3881 1168
TECHNOLOGY IMPROVEMENT (4X600 MW)
7. Indigenization of ID fan motor
U#1 ID FAN 1A motor replaced with CGL make with a net saving per day with a new motor
@ 60kw. In addition to this there is a saving due to stoppage of 1 cooling fan having power
consumption 7.5 kw and one lube oil pump having power consumption 1.1 kw
Annual Saving: 9 MTOE

Aluminium & Power, Jharsuguda
AFTER
BEFORE
4/29/2015 KEP WORKSHOP
9.Use of induction lamp in mill coal feeder
Incandescent lamp of 40 w were replaced by induction lamp of 18 Watt in all mill coal
feeders of U#1,U#2 and U#3 with a saving of 528 Kwhr per feeder per day
Annual Saving: 1 MTOE
TECHNOLOGY IMPROVEMENT (4X600 MW)
8. Implementation of auto timer in lighting system
Earlier for lighting there is no time limit .We have installed timer for illumination in different
area with a saving of 62 kwhr
Annual Saving: 1.95 MTOE
10.Installation of EPIC-3 controller in ESP field
In U#2 ESP field controller from Dalian Chinese make to EPIC-3 controller with a flexibility
of changing field charge ratio resulted in saving of 240 kwhr per day
Annual Saving: 1 MTOE
Aluminium & Power, Jharsuguda
AFTER
BEFORE
4/29/2015 KEP WORKSHOP
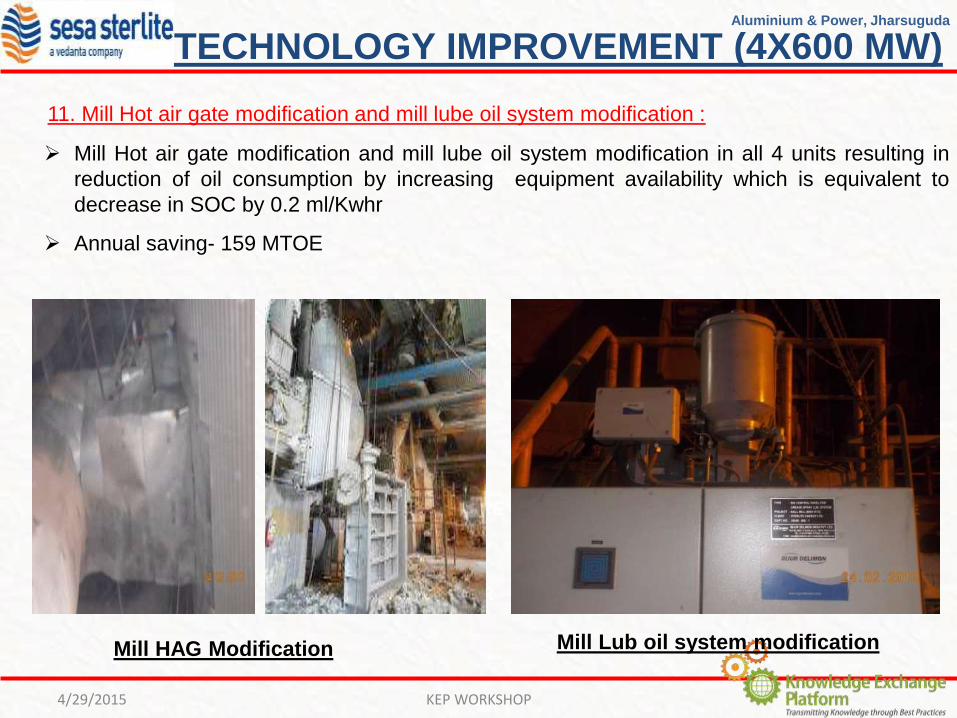
11. Mill Hot air gate modification and mill lube oil system modification :
Mill Hot air gate modification and mill lube oil system modification in all 4 units resulting in
reduction of oil consumption by increasing equipment availability which is equivalent to
decrease in SOC by 0.2 ml/Kwhr
Annual saving- 159 MTOE
Mill HAG Modification Mill Lub oil system modification
TECHNOLOGY IMPROVEMENT (4X600 MW)
Aluminium & Power, Jharsuguda
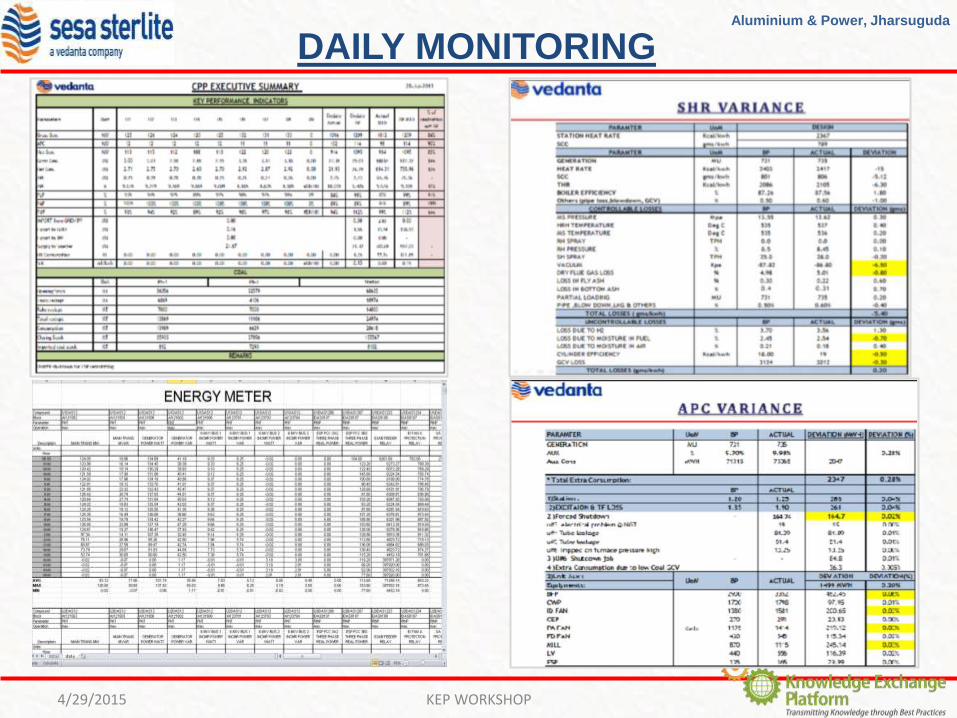
DAILY MONITORING
4/29/2015 KEP WORKSHOP
Aluminium & Power, Jharsuguda
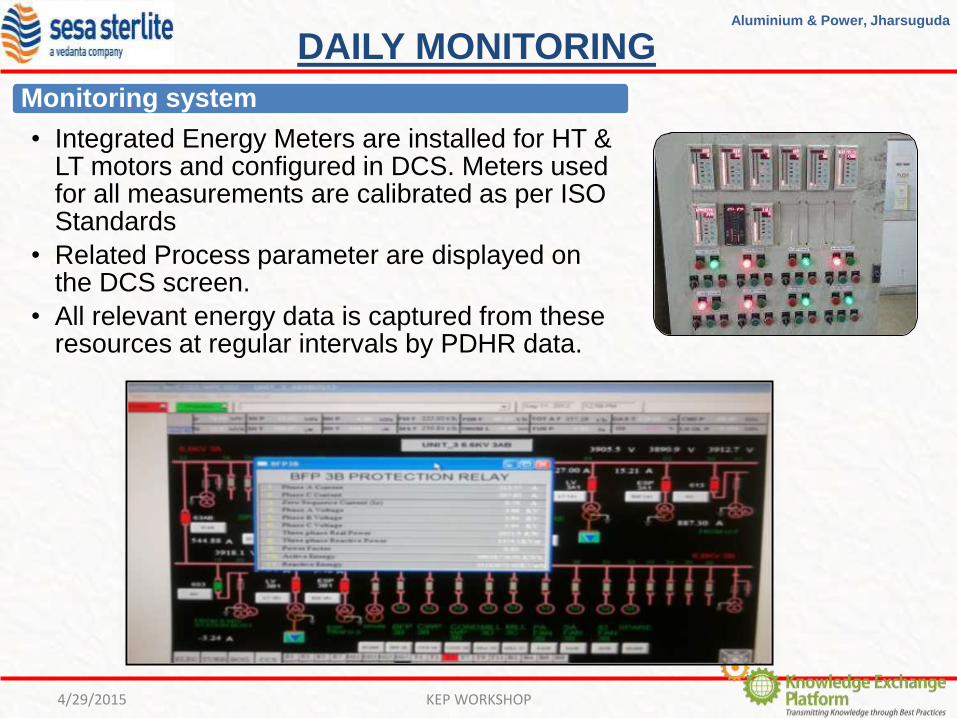
DAILY MONITORING
Monitoring system
• Integrated Energy Meters are installed for HT & LT motors and configured in DCS. Meters used for all measurements are calibrated as per ISO Standards
• Related Process parameter are displayed on the DCS screen.
• All relevant energy data is captured from these resources at regular intervals by PDHR data.
4/29/2015 KEP WORKSHOP

Aluminium & Power, Jharsuguda
TQM CULTURE
5S Certified
• 5S structure, zones created & effective audit is in place.
• 5S Awareness sessions are conducted for direct & indirect employees
• 6 zones and 24 Subzones
• Total employee engagement in 5S is 128 direct & 450 indirect
Quality Circle/ Lean Quality Circles
• Awareness training completed for 360 employees (SSL & Service provider)
• Total 20 QC teams formed Including SSL employee and Service providers
• Total 140 SSL employees and service providers are engaged in this initiative
Sig Sigma
• Wave-3 has 9 top priority projects driven by 55 employees
• 4 Team Leaders qualify for Black Belt Certification and 24 Team Members would qualify for Yellow Belt Certification.
4/29/2015 KEP WORKSHOP
Aluminium & Power, Jharsuguda
Total Savings: 13077 MTOE
Total Savings:
13077 MTOE
CPP : 2482.82 MTOE
IPP : 10595 MTOE
ENCON SUMMARY IN 3 YEARS
4/29/2015 KEP WORKSHOP
Aluminium & Power, Jharsuguda
AWARDS & RECOGNITION
7th India Power Award 2014
Engineering Excellence Awards 2014
Excellent Energy Efficient Unit 2014
Top Plant Award -2014
4/29/2015 KEP WORKSHOP

Aluminium & Power, Jharsuguda
AWARDS & RECOGNITION
6th India Power Award
2013
Engineering Excellence Awards 2013
Excellent Energy Efficient Unit 2013
National Energy Conservation Award-2012
National Energy Conservation Award-2011
4/29/2015 KEP WORKSHOP
Aluminium & Power, Jharsuguda
THANK YOU
4/29/2015 KEP WORKSHOP