attack of magnesite–chrome refractories by portland cement...
TRANSCRIPT
A.G.M. Othman and M.A. SerryRefractories, Ceramics and Building MaterialsDept., National Research Center, Cairo, Egypt
R. TelleInstitute für Gesteinshüttenkunde, Aachen,Germany
everal papers have beenpublished about the char-acterization of the wear ofbasic refractories by port-land cement clinker in the
burning zones of rotary cement kilns.1–9
Dolomite, magnesite–chrome and magnesia–spinel brick are the main typesused for such purposes. Some authorssuggest the use of spinel and dolomitebasic brick because of the dangerous pol-lution caused by magnesite–chromebrick. Moreover, spinel and dolomite brickprovide good refractory quality.7,10–24
The chemical interaction between port-land cement clinker and refractory materi-al is of considerable importance to the sta-bility of the lining and the desired forma-tion of coating in the clinkering zone ofrotary cement kilns.4 The attack of refrac-tories by cement clinker under service
conditions includes, in addition to thechemical interaction, several physical andmechanical effects.
The main physical attack is the infiltrationof molten phases of cement clinker intothe pore microstructure of the refractorylining. Chemical attack occurs because ofthe high diffusion rates of clinker con-stituents and their various degrees of reac-tion with refractory solid phases.This leadsto significant changes in the chemical andphysical properties of the matrix andaggregate phases of the refractory lining.
Consequently, cracking and disintegra-tion of refractory lining occurs because ofthe differential stresses that result withinthe microstructure.The capability of arefractory to withstand the chemical andthermomechanical effects under serviceconditions is mainly governed by its phasecomposition and microstructure. It also isaffected by the reactivity of the cementclinker.3,9
In Egypt, silicate-bonded chrome-bearingmagnesite refractories continue to be used
S
©The American Ceramic Society American Ceramic Society Bulletin www.ceramicbulletin.org July 2005 9101
REFR
AC
TO
RIE
S
Attack of Magnesite–Chrome Refractoriesby Portland Cement Clinker
The attack of portland cement clinker on three types of magnesite–chrome briquettes processed from Egyptian and imported magnesite andchrome ore, after firing to 1600°C, was studied using the pill test.
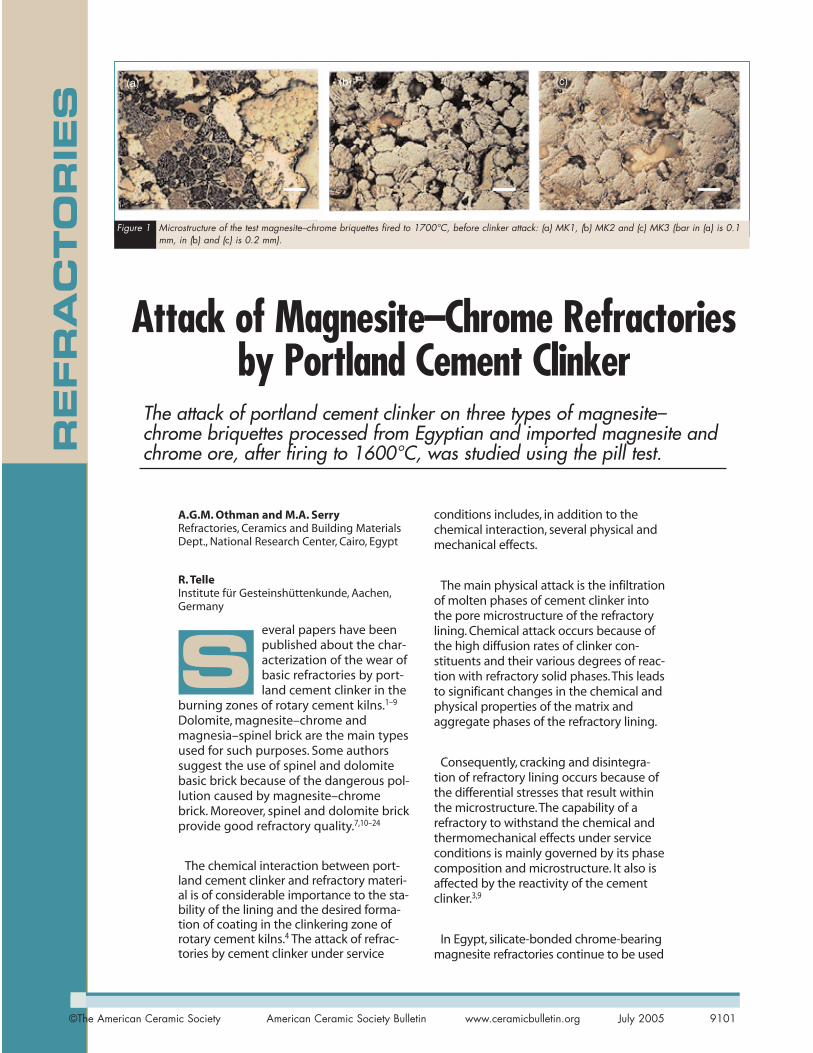
Figure 1 Microstructure of the test magnesite–chrome briquettes fired to 1700°C, before clinker attack: (a) MK1, (b) MK2 and (c) MK3 (bar in (a) is 0.1mm, in (b) and (c) is 0.2 mm).
(a) (b) (c)

for lining the burning zone of somerotary cement kilns.The purpose ofthe present work is to study the physi-cal and chemical influences of attackof portland cement clinker on vari-eties of magnesite–chrome refracto-ries to 1600°C using the pill test.Therelationship between phase composi-tion and microstructure of the test bri-quettes as well as the degree of attackby cement clinker at their surfacesand interfaces also are studied.
Materials UsedThe raw materials used in this investi-gation were three types of magnesite,two types of chrome ore and port-land cement clinker.The magnesitematerials were dead-burnedHollander seawater magnesite,Egyptian natural magnesite andEgyptian seawater magnesite.Thechrome-ore sources were Philippineand Egyptian beneficiated types.Themagnesite, chrome raw materials andportland cement clinker were chemi-cally analyzed using proper schemesof wet-silicate analysis (Table 1).
Three magnesite–chrome batches,referred to as MK1, MK2 and MK3,were prepared from the above mag-nesite and chrome ores with theweight ratio of 70% magnesite to30% chrome. MK1 was processedfrom Hollander dead-burned seawa-ter magnesite and Philippine chromeore. MK2 and MK3 were processedfrom Egyptian natural and Egyptianseawater magnesites, respectively,and beneficiated chrome ore.
Experimental Techniques UsedThe MK2 and MK3 batches wereprocessed by coclinkering of the orepowders up to 1700°C to obtaindense, homogeneous and volume-stable grains before briquetting.TheHollander dead-burned seawatermagnesite and Philippine chromegrains were directly used for semidrypressing of composite briquettes.Testcylindrical briquettes with 5.0 cmdiameter and ~5.0 cm height weresemi-dry-pressed under a pressure of200 N/mm2.The formed samples weresubsequently fired for 2 h at 1700°C.
The solid-phase composition of thefired briquettes and the liquid-phasecontent developed on their firing up1700°C were calculated according tothe available phase equilibrium datarelevant to the corresponding sys-tems.25,26 The solid-phase compositionof the fired samples was confirmedusing powder X-ray diffractometry(XRD).The microstructure was deter-mined using reflected-lightmicroscopy (RLM; Model POL YV AR2POL, Reichert).
The pill test27 was a satisfactory stat-ic method to follow-up cement clink-er/refractory reaction products on thesurface and at the interface inside thetest refractory samples. Cylindricalpellets weighing 5.0 g each weresemi-dry-pressed from the cementclinker powder into pellets of ~1.0 cmdiameter.The dried pellets were cen-tered on the level surfaces of therefractory cylinders.They were subse-quently fired for 2 h at 1600°C in a
normal atmosphere using an electricmuffle furnace.
The degree of cement clinker attackon the surface was determined bymeasuring the attacked area (in cm2).The samples were subsequentlysliced axially in two equal halves todetermine the extent of clinker attackat the interface between clinker andthe test briquettes. RLM was used toinvestigate the clinker/refractoryinterface.
The phase composition of theattacked zone was investigated usingXRD.The attack of magnesite–chromebrick used in the lining the clinkeringzone of a rotary cement kiln of theQattamia factory, Suez Cement Co.,was studied.The effect of volatilizedsodium and potassium chlorides andsulfates, under kiln service conditions,on changing chemical and phasecomposition of the attacked liningzones was studied using XRD and wetchemical analysis.
Phase CompositionsThe calculated chemical and solid-phase composition of the three inves-tigated magnesite briquettes and theliquid-phase content developed ontheir firing to 1700°C have been sum-marized (Table 2).The compositemagnesite briquettes processed fromgraded dead-burned Hollander sea-water magnesite and fine Philippinechrome ore (MK1) has the highestpericlase (MgO) content and the low-est chrome–spinel solid solution (MA-
©The American Ceramic Society American Ceramic Society Bulletin www.ceramicbulletin.org July 2005 9102
Figure 2 Area attack at the surface and interface between portlandcement clinker and MK1, MK2 and MK3 briquettes.
Table 1. Chemical Analysis of Starting MaterialsDead-burned
Hollander Egyptian Egyptian Beneficiated Philippine Portlandseawater seawater raw Egyptian chrome cement
Oxide magnesite (%) magnesite (%) magnesite (%) chrome (%) ore (%) clinker (%)
SiO2 0.11 0.59 0.48 4.36 3.37 19.77
Al2O3 0.05 1.27 0.75 14.53 28.27 6.47
Fe2O3 0.45 0.43 0.78 12.40 15.48 3.02
Cr2O3 0.05 46.32 34.20
CaO 0.59 1.40 1.70 0.42 0.39 65.21
MgO 98.60 62.64 46.79 19.87 17.55 2.18
SO3 2.05
K2O 1.16
Na2O 0.18
LOI 32.63 49.17 2.20 0.47

MF-MK; KS(ss)) and calcium and mag-nesium silicate phases (monticellite;CMS) and forsterite; M2S).
A gradual decrease of periclase andincrease of KS(ss) and CMS and M2Sphases occurs on firing from MK1 toMK2 and MK3, respectively.This ismainly due to the gradual decrease ofMgO content with the increase of totalR2O3 (Al2O3, Fe2O3 and Cr2O3) and CaOand SiO2 contents in their originalbatches in the same direction.Meanwhile, the CaO/SiO2 molar ratioof the three briquette compositionsexists at <1.0 (0.5–0.9).Within thisrange, minor CMS and M2S phases areexpected to coexist in the solid statewith the major MgO and KS(ss) phases.
The quaternary eutectic point of thesystem relevant to this phase assem-blage occurs at ~1380°C, as given bySolacolu.26 At this temperature, theonset of liquid-phase formationoccurs mainly at the expense of CMSand M2S phases with much lower dis-solution of KS(ss) and periclase phas-es. As the temperature increases to1700°C, the rate of dissolution of thelatter phases gradually increases withthe formation of higher liquid-phasecontents.
Accordingly, the liquid-phase con-tent develops at 1700°C, as calculatedusing the Solacolu modular system.26
It gradually increases in the orderMK1 (10.70%) < MK2 (21.30%) <MK3(24.60%).This parallels the increase oftheir total CMS + M2S phases from2.70 to 6.40% in the same order.The
presence of 0.04% B2O3 in MK2 acts asa severe flux as shown by the relativeincrease of the liquid-phase contentthat develops on firing these bri-quettes to 1700°C.
The microstructure of the test mag-nesite–chrome briquettes processedby firing to 1700°C has been studied(Fig. 1).The composite MK1 samplehas primary and secondary KS(ss) par-ticles (light-gray) of various sizes,sharp edges and high relief embed-ded in a predominant periclaseground mass with a high degree ofdirect bonding.The latter includesrounded particulate batches that arewhite and yellow-white as well aslight- and dark-brown colors.
The brown particulates contain sec-ondary KS(ss) specks as exsolutionsand mainly are bonded by dark-graysilicate phases.The coclinkered MK2and MK3 briquettes show more orless similar microstructure. Both showsilicate-bonded and rounded KS(ss)(scratched) and periclase particulates(yellow-gray in color) including somebright secondary KS(ss) particulateswith sharper edges.The silicate phas-es fill much of the intergranularspaces with gray, yellow and browncolors. Hence, a limited degree ofdirect bonding between periclaseand KS(ss) phases is evident.
The densification parameters of thetest briquettes in terms of bulk den-sity and apparent porosity havebeen studied (Table 3). These dataconfirm the dense nature of the test
briquettes with high bulk density of2.93–2.96 g/cm3 and low apparentporosity of 17.0–19.0%. This mainly isattributed to the development ofconsiderable amount of liquid phase(10–25%) during firing of the testbriquettes to 1700°C (Table 2).
As the amount of liquid phaseincreases from MK1 to MK3, the bulkdensity slightly increases from 2.93 to2.96 g/cm3 with a slight increase ofapparent porosity from 17.40 to18.80%.This is mainly attributed tothe formation of increasing amountsof primary and secondary KS(ss) inthe same order during firing andcooling processes.This is usuallyaccompanied by an increase in vol-ume and apparent porosity as well asa decrease in bulk density.25–30
©The American Ceramic Society American Ceramic Society Bulletin www.ceramicbulletin.org July 2005 9103
Table 2. Calculated Chemical- and Solid-Phase Composition and Liquid-Phase Content†
Chemical composition (%) C/S——————————————–––––––––––––––––––––––––––––––—— molar
Sample SiO2 Al2O3 Fe2O3 Cr2O3 B2O3 CaO MgO ratio——————————————————————————————–––––––———————————MK1 1.09 8.52 4.96 10.26 0.53 74.29 0.52MK2 3.26 6.89 5.73 18.24 0.04 1.46 65.37MK3 2.55 7.55 6.60 21.47 2.04 59.79 0.86—————————————————————————————–––––––————————————
CalculatedPhase composition (%) liquid-phase
——————————————————————————––––––––––– compositionSample CMS M2S MA–MF–MK (KS(ss)) MgO at 1700°C (%)————————————————————————————————————————–––––––—MK1 1.48 1.22 11.86–6.20–12.96 65.9 10.70MK2 4.06 1.62 9.59–7.16–23.04 54.46 21.30MK3 5.68 0.73 10.51–8.25–27.12 47.58 24.60––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––†Developed on firing the magnesite–chrome samples to 1700°C.
Figure 4 Microsructure of the area attacked at theinterface of the test briquettes: (a) MK1,(b) MK2 and (c) MK3(bar in (a) is 0.1mm, in (b) and (c) is 0.2 mm).
(a)
(b)
(c)

Attack AreasOutlines of the area attacked at thesurfaces and interfaces of the test bri-quettes after firing for 2 h at 1600°Chave been determined (Fig. 2 andTable 3).These data indicate that theareas attacked at the surfaces andinterfaces of the test briquettes arelimited and have similar ranges of2.40–2.90 and 2.10–2.40 cm2, respec-tively. MK2 briquette processed fromthe Egyptian seawater magnesite andbeneficiated chrome ore shows rela-tively larger areas of attack at its sur-face than do MK1 and MK3 briquettes.
This can be related to the content ofB2O3 (0.04%) as a severe flux in MK2that leads to the development ofmore liquid-phase content at its sur-face on firing to 1600˚C. On the otherhand, the slight increase of apparentporosity from MK1 to MK3 briquettes(17.40–18.80%) seems to be the mainreason for the relative enlarging ofthe area attacked at the interfacesfrom 2.10 to 2.40%, respectively.
This enables the flow of the lime-rich molten reaction product throughthe open-pore structure of MK3 bri-quette. Moreover, higher liquid-phasecontent is already expected to formwithin MK3 briquette at 1600°C(24.60% in Table 1) because of itshigher CMS phases.This also con-tributes to the relative enlargementof the interface attack area.The XRDanalysis of the briquette interface vol-umes (Fig. 3) confirms the formationof some CMS and aluminoferritephases, besides the original periclase
and KS(ss) phases as reaction solidproducts.25–30
RLM microstructure of the interfaceattack area of the test briquettes hasbeen studied (Fig. 4).The microstruc-ture of the original briquettes (Fig. 1)is completely changed because ofclinker attack.The CMS and alumino-ferrite reaction products with green,yellow and brown colors intrude andfill most of the intergranular spaces ofthe lighter periclase and KS(ss) phas-es.The yellow-green color of thesephases in MK3 briquette may be dueto its relatively higher Fe2O3 and Cr2O3contents.
Case StudyAs an actual case study, the interac-tion layer between portland cementclinker and imported magnesite–chrome brick has been investigatedfor chemical and phase composition.The brick have been used in the lin-ing of the clinkering zone of a rotarycement kiln.The dark-gray portlandcement clinker layer has attacked thebrown magnesite–chrome brick layerthat results in a stacked green andlight-gray interaction layer of2.20–2.50 cm thickness (Fig. 5). XRDpatterns of the clinker, brick and inter-action layer have been plotted (Fig. 6). Contents of Na2O and K2O aswell as Cl–and SO3
2– ions have beendetermined (Table 4).
Portland cement clinker mainly iscomposed of tricalcium and dicalci-um silicate phases (C3S and C2S) and
calcium aluminoferrite phases (C4AFand C3A) (Fig. 6).Themagnesite–chrome brick mainly iscomposed of periclase,chrome–spinel and M2S in decreasingorder of abundance.The phase com-position of the interaction zone is sig-nificantly changed because of clinkerattack under service conditions whencompared with that of the correspon-ding briquettes attacked on a labora-tory scale (Figs. 3 and 4).
Considerable amounts of the low-melting sodium potassium calciumchloride, sulfate and chromate phasesas well as ferroan cordierite(2MgO·2(Al2O3,Fe2O3)·5SiO2) phasesare formed.9 These phases coexistwith the refractory brick phases,namely periclase and KS(ss) as well asresidual β-C2S and C4AF phases of theclinker. Meanwhile, C3S and C3A phas-es of the portland cement clinker arealmost completely eliminated.
High contents of alkali chlorides andsulfates are present, namely Na2O andK2O with a total amount of ~2.0% aswell as Cl– (2.65%) and SO3
2– (5.65%)(Table 4).This reflects the high con-centration of these components inthe raw limestone and clay materialsas well as some disturbances thatoccur in the firing temperature andatmosphere of the kiln under serviceconditions.
This may lead to extend thevolatilized Cl– and SO3
2– cycles fromthe calcination and upper transitionzones to the clinkering zone withtheir attack and penetration of theclinker/brick interaction layer.The for-mation of alkali chromate phasesindicates the hazardous effect of theapplication of such magnesite–chrome brick in the high-temperature
©The American Ceramic Society American Ceramic Society Bulletin www.ceramicbulletin.org July 2005 9104
Figure 5 Actual attack of the (c) brown magnesite–chrome brick by (a) dark-gray portland cement clinker and (b) light-gray interaction layer with~25 mm thickness.
a
b
c Bulk Apparent Surface area Interface areadensity porosity attacked attacked
Sample (g/cm3) (%) (cm2) (cm2)
MK1 2.93 17.40 2.50 2.10
MK2 2.96 18.00 2.90 2.20
MK3 2.96 18.80 2.40 2.40
Table 3. Densification and Areas Attacked

zones of rotary cement kilns. Hence, itis recommended to replace thesebrick with the environmentally safemagnesia–spinel types according tothe recent international trend.
RecommendationThe magnesite–chrome briquettesprocessed on a laboratory scale fromthe Egyptian raw materials show rela-tively larger areas of attack at their sur-faces and interfaces by portlandcement clinker as compared withthose processed from the importedmaterials.This is mainly attributed tothe formation of relatively higheramounts of the low-melting CMS andaluminoferrite phases in the interac-tion zone of the Egyptian magnesite–chrome briquettes because of its rela-tively higher CaO and SiO2 contents.
The presence of 0.04% B2O3 in theEgyptian seawater magnesite alsocontributes to increasing the areaattacked on the surface of briquettesprocessed from it and Egyptianchrome ore.
The phase composition of the inter-action zone between portlandcement clinker and amagnesite–chrome brick lining ofthe clinkering zone of an Egyptianrotary cement kiln is completely dif-ferent from that detected in the bri-quettes processed in the laboratory.This mainly is related to the attack ofalkali chloride and sulfate vaporsreleased from the calcination andtransition zones to the clinkeringzone of the kiln because of someinterruption in their service condi-tions. Hence, the low-melting sodiumpotassium chloride, sulfate and chro-mate as well as cordierite ferroanphases are detected.
It is recommended that the appliedmagnesite–chrome brick be replacedwith the environmentally safe mag-nesia–spinel brick in the lining of thehigh-temperature zones of allEgyptian rotary cement kilns.This willeliminate the hazardous effect of theformation of alkali chromate phasesas a result of the attack of cementclinker on the magnesite–chromebrick under service conditions. �
References
1L.G. Huggett,“Rotary Cement KilnLinings, Refractory Problems in theBurning-Zone,” Trans. Br. Ceram. Soc.,55,87–106 (1956).
2F. Trojer,“Deterioration of Cement RotaryKilns Linings by Alkali Sulfides andSulfates,” Am. Ceram. Soc. Bull., 47 [7]630–36 (1968).
3A.A. Wajdowicz, R.A. Mosci and G.E.Goncalves,“Influence of OperatingProcedures on the Performance of BasicBricks in Rotary Cement Kilns,” Zem.-Kalk-Gips, [1] 29–35 (1984).
4E. Freyburg and J. Weimar,“ChemicalInteraction of Portland Cement Clinkerand Refractory Lining in Rotary Kilns”(translation of [6] (1985)), Zem.-Kalk-Gips,[8] 197–99 (1985).
5M. Kuennecke, K. Wieland and M.Faizullah,“The Correlation betweenBurning Zone Linings and Operation ofCement Rotary Kilns, Part 1,” World Cem.,[June] 189–98 (1986).
6M. Kuennecke, K., Wieland and M.Faizullah,“The Correlation betweenBurning Zone Linings and Operation ofCement Rotary Kilns, Part 2,” World Cem.,[July/Aug.] 247–53 (1986).
7G. Mortl, M. Olbrich, W. Polesnig and W.Zednicek,“Investigations on Chromite-Free Refractory Materials for RotaryCement Kiln Bricks,” Zem.-Kalk-Gips, [9]282–83 (1986).
8G. Weibel,“Chrome-Ore-Free RefractoryBrickwork for the Transition andSintering Zones of Rotary Cement Kilns,”Zem.-Kalk-Gips, [11] 256–58 (1990).
9B. Moore, M. Frith and D. Evans,“Developments in Basic Refractories forCement Kilns,” World Cem., [Dec.] 5–12(1991).
10H. Uchikawa,“Application ofPericlase–Spinel Bricks to Cement RotaryKiln in Japan”; pp. 40–43 in InterceramSpecial Issue Proceedings, Vol. 83, XXVI.
Intern. Refractory Colloquium, Aachen,Germany, 1983.
11J. Stradtmann, R.C. Thomas and Y.Yasuda,“An Update on the Use ofDolomitic Refractories in Cement Kilns”;pp. 597–668 in Proceedings of the 2ndInternational Conference on Refractories(Tokyo, Nov. 1987).
12T. Miller, D. Griffin, S. Ishii and H.Kusnose,“The Development and Use ofDolomite–Zirconia Brick in CementRotary Kilns”; 623–39 in Proceedings ofthe 2nd International Conference onRefractories, Vol. 2 (Tokyo, Nov. 1987).
13E.J. Hobrecht, G. Daldrup and P. Bartha,“Development in Basic Bricks,” Cim.,Betons, Platres, Chaux, 4 [773] 219–25(1988).
14A. Yamaguchi,“Dolomite Refractory andAtmosphere in Burning Zone of CementKilns,” Taikabutsu Overseas, 9 [4] 3–11(1989).
15M. Olbrich and F. Dobrowsky,“PericlaseSpinel Bricks in the Cement Industry,”Zem.-Kalk-Gips, [12] 307–309 (1989).
16P. Bartha,“Using Magnesia–Spinel Bricksto Prevent the Formation of Rings inRotary Cement Kilns,” World Cem., 21 [3]98–100 (1990).
17K. Tokunaga, H. Kosuka, T. Honda and F.Tanemura,“Further Improvement inHigh-Temperature Strength, CoatingAdherence and Corrosion Resistance ofMagnesia–Spinel Bricks for RotaryCement Kiln”; pp. 31–435 in UNITECR ’91Proceedings (Aachen, Germany, Sept.1991). Verlag Stahleisen, Dousseldorf,Germany, 1991.
18M.E. Hobrecht and M.P. Wilk,“FurtherDevelopment of Magnesia-Spinel forLining Transition and Sintering Zones ofRotary Cement Kilns,” Cim., Betons,Platres, Chaux, [798] 330–36 (1992).
19L. Cristopher and L. Macey,“Evaluationof Magnesite–Spinel Refractories forMineral Processing Kilns,” Ind. Heat., [Apr.]28–29 (1992).
20E. Geraldo, K. Almar and P. Brant,“Magnesia–Spinel Brick for CementRotary Kilns,” Am. Ceramic Soc. Bull., 72 [2]49–54 (1993).
21J. Staron,“Basic Refractory Bricks in theCement Industry,” Keram. Z., 45 [10]620–23 (1993).
22S.B. Hedge and S. Chaturvedi,“Effect ofAlkalies on Alumina Refractories inCement Rotary Kilns,” Refractories (Engl.Transl.), 36 [5–6] 184–88 (1995).
©The American Ceramic Society American Ceramic Society Bulletin www.ceramicbulletin.org July 2005 9105
Table 4. Oxide and Ion Contents†
Na2O 1.10
K2O 0.95
Cl– 2.65
SO32– 5.65
†Of green-gray interaction layer in the clinkering zone of a rotary cement kiln.

23A.K. Chatterjee,“Cement KilnRefractories—Recent Trends ofDevelopment,” India Int. Refract. Congr., 96[1] 41–49 (1996).
24M. Sato and H. Sugiyamma,“Refractoriesfor Cement Rotary Kiln” (Engl./Jpn.),Shinagawa Giho, [39] 35–44 (1996).
25J.White,“Recent Developments inResearch on Basic Refractories,” Refract. J.,46 [1] 6–18 (1970).
26S. Solacolu,“Quantitative Considerationsof the Phase Present at ThermalEquilibrium in Magnesitic RefractoryMaterials within the SystemM–(MA–MF)–M2S–C2S,” Ber. DKG, 37 [6]266–67 (1960).
27M.A. Serry,“Resistance of Some DolomiteRefractories to Slag Attack,” Sprechsaal,111, 626–29 (1978).
28J.H. Chesters, Refractories: Production andProperties. Iron and Steel Institute, London,1973.
29S.C. Carniglia and G.L. Barna, Handbookof Industrial Refractories. Noyes, Park Ridge,N.J., 1992.
30G. Rutschka (Ed.), Pocket Manual ofRefractories.Vulkan Verlag, Essen,Germany, 1997.
©The American Ceramic Society American Ceramic Society Bulletin www.ceramicbulletin.org July 2005 9106