at the conclusion of this session, attendees should be … · at the conclusion of this session,...
TRANSCRIPT


© 2015 Fabrice Bouchereau
At the conclusion of this session, attendees should be able to:
Leverage fundamental tools to identify opportunities for improvements
Facilitate a team meeting using the “Faster and Better” approach
Create a prioritized project pipeline
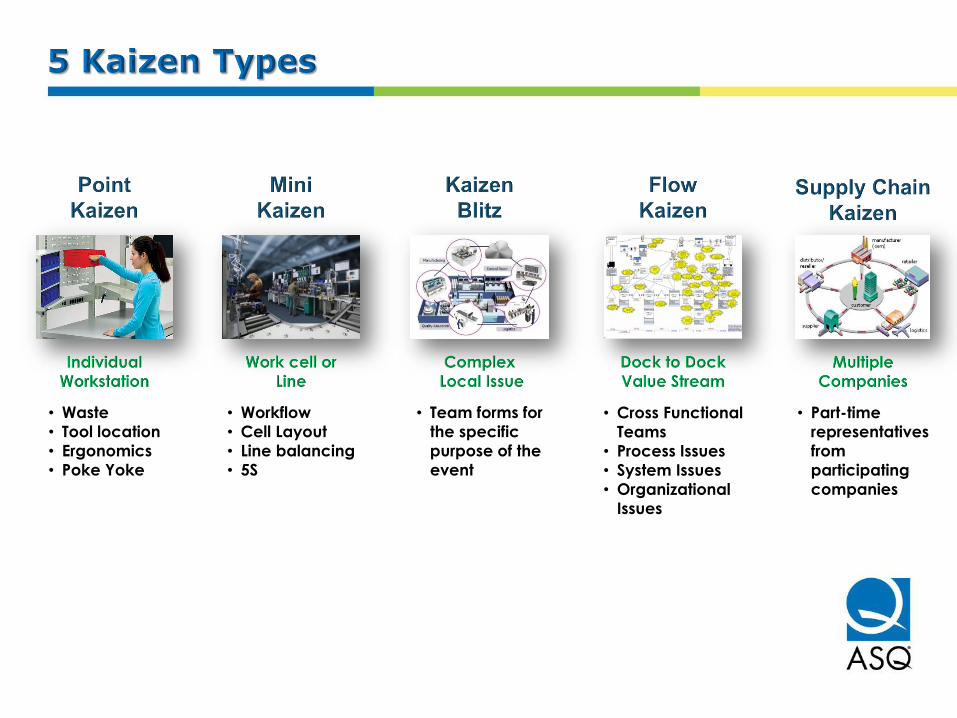
Explain the difference between the 5 different type of Kaizens
© 2015 Fabrice Bouchereau

© 2015 Fabrice Bouchereau

© 2015 Fabrice Bouchereau

© 2015 Fabrice Bouchereau
© 2015 Fabrice Bouchereau
© 2015 Fabrice Bouchereau

© 2015 Fabrice Bouchereau
© 2015 Fabrice Bouchereau

© 2015 Fabrice Bouchereau
POINT Kaizen MINI Kaizen Kaizen BLITZ FLOW KaizenSUPPLY
CHAIN Kaizen

© 2015 Fabrice Bouchereau
Visual communication tools
Based on traditional Kanbans principles
Visible to all levels of employees within the organization
Used by improvement teams to coordinate project selection and
execution based on complexity and return on investment

© 2015 Fabrice Bouchereau
Kaizen Kanban
FMEA
I/O DEFINITION
SIPOC
VA / NVA
Process Map
© 2015 Fabrice Bouchereau
Faster and Better Visual Facilitation

© 2015 Fabrice Bouchereau
??
Each step should be written in the verb noun format

© 2015 Fabrice Bouchereau

© 2015 Fabrice Bouchereau
© 2015 Fabrice Bouchereau
Receive order
Prepare Traveler
Cut Tubes
Weld Tubes
Sandblast Frame
FRAME MAKING PROCESS
Sand Frame
Paint Frame
Apply Clear Coat
PAINT PROCESS
InstallBrakes
InstallGears
InstallSeat
Mount TiresOn Rims
Install Rims on Frame
COMPONENT INSTALLATION PROCESS
Inflate Tires
Add Protective packaging
Box Bicycle
WHEEL INSTALLATION PROCESS PACKAGING PROCESS
DOCUMENTATION PROCESS

© 2015 Fabrice Bouchereau
Value Adding Step (VA)
Non-value Adding Step (NVA)
Essential Non-value Adding step. (ENVA)
Choose
requisition
1
Y
Demand valid?
4
Excess
inventory?
7
Pending ECN?
13N Y N
Notify planner
to address
issue
3
Kill requisition
5
N
Which
location?
8
Y
Part pending
77/55?
2
Create STO
6
STO
Move inventory
9
Inventory move
Inter-
company
Notify planner
14
Y
Price &
delivery OK?
10
OEM part?
15
Contract
part?
16
Open PO?
19
PO history
(1 year)?
21
NN
NN
Consult
sourcing for
bidders (?)
23
N
RYG / QSL
OK?
18
Delivery OK?
17
N Price &
delivery OK?
20
Y N
Price &
delivery OK?
22
NY
Supplier
provides
quote
27
Demand still
valid?
28
Delivery
OK?
31
Cost OK?
33
Performance
OK?
35
Ease of doing
business OK?
36
Accept bid
37Y Y Y Y
Another
supplier
available?
32
Consult
planning /
sourcing
34
N
N
N NN
N
Y
Demand still
valid?
38
Kill requisition
41
N
Create PO
(SRM)
39
Close bid
(if applicable)
40
MP/QP
required?
42
Add note to PO,
send screen
shot to MPQP
coordinator
43
Y
Y
Verify cost,
vendor, delivery
44
Complete PO
check sheet
45
Order
(SRM)
46
N Approval
needed?
48
Approved by
management?
49
Correct issue
47N
Y
Supplier
online?
50
N
Y
Receive
confirmation
from supplier
(email/SRM)
52
Y
Make pdf of
docs and email
to supplier
51
N
Supplier
manufactures
part
58
Supplier invoice
received
62
Can invoice
be paid?
63
Buyer receives
workflow
64
NPrice correct?
65
Goods receipt?
67
Validate /
renegotiate
pricing
66
Request POD,
send to
Receiving
68
Y
N
N
Buyer
comments: OK
to release for
payment
69
Y Pay supplier
70
Y
Y
N
Y
Documentation process Frame Making Process Paint Process
Component Installation processWheel Installation
ProcessPackaging Process
Review DBI
11
QN process
54
Cancellations
55
ECN changes
59
Drop
shipment
60
Supplier-
generated
changes
56
WPS
61
MP/QP
57
Kill requisition
29
Engineering
release DBI
12
Create RFQ
26
Y
YY
N
Y
Y
Part X0 or PD?
24
Firm requisition
25
X0
PD
Bid evaluation
30Y
Attach email
from supplier to
SRM C folder
(if applicable)
53

© 2015 Fabrice Bouchereau
Sub- Process Name Value Add Non-Value Add
Documentation Process 7 7
Frame Making Process 7 5
Paint Process 0 10
Component Installation Process 4 13
Wheel Installation Process 1 6
Packaging 1 10
TOTAL 20 51
BikeMin Assembly Process
72% of all steps are non-value add

© 2015 Fabrice Bouchereau
© 2015 Fabrice Bouchereau

© 2015 Fabrice Bouchereau
Imput
Requirements
Suppliers
Inputs
Process
Operator
Process Owner
Trigger
Outputs
Customers
Output
Requirements
Process
Phone: 305-761-6600 Email: [email protected]
© 2015 Fabrice Bouchereau
Receive order
Prepare Traveler
Cut Tubes
Weld Tubes
Sandblast Frame
FRAME MAKING PROCESS
Sand Frame
Paint Frame
Apply Clear Coat
PAINT PROCESS
InstallBrakes
InstallGears
InstallSeat
Mount TiresOn Rims
Install Rims on Frame
COMPONENT INSTALLATION PROCESS
Inflate Tires
Add Protective packaging
Box Bicycle
WHEEL INSTALLATION PROCESS PACKAGING PROCESS
DOCUMENTATION PROCESS

© 2015 Fabrice Bouchereau
Imput
Requirements
Suppliers
Inputs
Process
Operator
Process Owner
Trigger
Outputs
Customers
Output
Requirements
Process
Phone: 305-761-6600 Email: [email protected]
www.ProcessZen.net
Imput
Requirements
Suppliers
Inputs
Process
Operator
Process Owner
Trigger
Outputs
Customers
Output
Requirements
Process
Phone: 305-761-6600 Email: [email protected]
www.ProcessZen.net
Imput
Requirements
Suppliers
Inputs
Process
Operator
Process Owner
Trigger
Outputs
Customers
Output
Requirements
Process
Phone: 305-761-6600 Email: [email protected]
www.ProcessZen.net
Imput
Requirements
Suppliers
Inputs
Process
Operator
Process Owner
Trigger
Outputs
Customers
Output
Requirements
Process
Phone: 305-761-6600 Email: [email protected]
www.ProcessZen.net
Imput
Requirements
Suppliers
Inputs
Process
Operator
Process Owner
Trigger
Outputs
Customers
Output
Requirements
Process
Phone: 305-761-6600 Email: [email protected]
www.ProcessZen.net
Imput
Requirements
Suppliers
Inputs
Process
Operator
Process Owner
Trigger
Outputs
Customers
Output
Requirements
Process
Phone: 305-761-6600 Email: [email protected]
www.ProcessZen.net
Imput
Requirements
Suppliers
Inputs
Process
Operator
Process Owner
Trigger
Outputs
Customers
Output
Requirements
Process
Phone: 305-761-6600 Email: [email protected]
www.ProcessZen.net
Imput
Requirements
Suppliers
Inputs
Process
Operator
Process Owner
Trigger
Outputs
Customers
Output
Requirements
Process
Phone: 305-761-6600 Email: [email protected]
www.ProcessZen.net
Imput
Requirements
Suppliers
Inputs
Process
Operator
Process Owner
Trigger
Outputs
Customers
Output
Requirements
Process
Phone: 305-761-6600 Email: [email protected]
www.ProcessZen.net
END
Start

© 2015 Fabrice Bouchereau
© 2015 Fabrice Bouchereau
1 Truck Arrives at Gate: 1 1 1 1 1 1. Truck Arrives at Gate: Guard
checks for PPE and ATS showing
shipment is valid and safe for entry
and has an appointment.
Not meeting standard PPE standards, loading
standards, ATS required for ALL
shipments, ATS ensures parts
are ok; scheduling has been
done. "ACCEPT NO DEFECTS"
2 3 3 18
0 Rejected truck turns up at dock Check for ATS at dock 3 3 1 9
2 Truck arrives at dock. Check
Documents
Incorrect or missing Paperwork 3 8 6 144 2 Truck arrives at dock. Scan ATS,
electonically flagging PO items to
be received to mobile scanner tool
Forget to scan Electronic verification, Scan
code on ATS. Bar code
includes all part number, po,
and serialization information
3 3 3 27
Dock is blocked with other trucks 2 8 6 96 Dock is blocked with other trucks All Devlieries are scheduled 2 3 6 36
3 Unload Truck to staging area Fail to unload parts 3 3 3 27 3 Unload Truck to staging area Fail to unload parts 3 3 3 27
Unsafe load Q651 6 3 3 54 Unload unsafely Training and licensing 6 3 3 54
Parts already damaged or
improperly protected
Q651 3 8 6 144 Parts already damaged or
improperly protected
Packaging standards enforced 3 5 6 90
Wrong Pallet Size ? 3 8 3 72 Wrong Pallet Size Written and enforced standard
for acceptable pallets
3 5 3 45
Driver not wearing proper PPE ? 3 8 3 72 Driver not wearing proper PPE PPE standard enforced at gate 3 3 3 27
Unload unsafely Training and
licensing
6 2 5 60 Unload unsafely Training and licensing 6 2 5 60
Forktruck not available 3 8 5 120 Forktruck not available Forktruck dedicated for
unloading trucks
3 2 4 24
Area Full 3 8 6 144 Area Full All Devlieries are scheduled;
adequate space allocated; high
material "velocity"
3 3 5 45
Large part delivered with out notice,
lack crane or space
3 3 8 72 Large part delivered with out
notice, lack crane or space
All Devlieries are scheduled;
adequate space allocated
3 2 4 24
4 Verify Part numbers, EQ
numbers, and tag numbers
with Pallet number
Fail to recognize problem 4 3 8 96 4 Scan Item, electronically verifiying
PN, equipment and serial numbers,
Receive PO Item
Forget to scan Electronic verification 2 3 2 12
Part improperly oriented on pallet 3 5 8 120 Part improperly oriented on pallet Standard for location of bar
codes; include in Q651 with part
orientation requirements
2 3 8 48
5 Place paperwork in clerk
basket
Forget to put in basket 3 3 7 63 X ELIMINATED Done electonically,
automatically
0
6 Get paperwork and check
part numbers to SAP
Misread/mistype numbers 3 3 7 63 X ELIMINATED Done electonically,
automatically
0
7 Transact to receive item in
SAP
Problem PO 3 8 8 192 X ELIMINATED Done electonically,
automatically
0
Entry Error 3 3 7 63 0
Fail to transact 3 3 5 45 0
8 Check if material is dock to
stock
Fail to communicate correct status 3 4 8 96 X ELIMINATED Done electonically,
automatically
0
9 Inspect documents to ensure
they are correct
Fail to find defect 3 3 8 72 X ELIMINATED Eliminated thru ATS 0
10 Scan Documents into
system
Fail to Scan, Can't find docs later 4 3 5 60 X ELIMINATED
Poor Scan, Can't find docs later 4 2 5 40
11 Move part to next location
(W/H or inspection)
Take part to wrong location 3 3 8 72 5 Move part to next location (W/H or
inspection)
Take part to wrong location Scan into location, Suppliers
required to arrange parts by
desintation location (no
repalletization required)
3 3 5 45
Location is full 3 8 5 120 Location is full Need to fix this! 3 8 5 120
Item not moved 3 8 3 72 Item not moved Electronic Verification,
Dedicated fork truck for
unloading trucks
3 3 2 18
12 Inspect Part and transact in
SAP
Unclear specifications, supplier
failiure; damage in transit
3 3 8 72 6 Inspect Part and transact in SAP Fails inspections Inspection Flag is on the
material master when required,
and can only be cleared by
completing the Recvg
inspection process
3 3 8 72
No tools 3 5 8 120 No tools Dedicated and controlled tools
and guages for process; 5S
3 3 2 18
Changing priorities, expeditiers Hot Tag
Process
3 8 7 168 Changing priorities, expeditiers FIFO Process / Hot Tag
Process
3 3 4 36
Reinspecting Parts for engineers,
others
3 5 7 105 Reinspecting Parts for engineers,
others
FIFO Process 3 3 4 36
Reshuffling pallets 3 8 7 168 Reshuffling pallets FIFO Process for inspection,
Pallet jacks and lift tables or
dedicated fork truck, supportive
layout, 5S
3 3 4 36
Doumentation incomplete 3 5 8 120 NFM 0
Part does not need inspection 3 8 7 168 NFM 0
13 Move part to next location
(W/H staging)
Take part to wrong location 3 3 8 72 7 Move part to next location (stock
location desinated by scanner, or
W/H staging area)
Take part to wrong location Scan into location
All locations defined on material
master.
3 3 1 9
Item not moved 3 8 5 120 Item not moved Electronic Verification 3 3 2 18
14 Inspect pallet for proper
protection, and paperwork
Bad Pallet, not preped properly, no
paperwork
3 3 3 27 X ELIMINATED Paperwork is eliminated 0
15 Determinine if part has
location defined in
warehouse, if not, define
location for material
Waiting on previous transaction to
clear
3 5 8 120 X ELIMINATED Done automatically,
electronically
0
Failure Mode Controls
Seve
rity
Occ
urre
nce
Controls
Dete
ctab
ility
Risk
Cat
egor
y
New Process
Line
#
Dete
ctab
ility
Risk
Cat
egor
y
Line
#Current Process Failure Mode
Seve
rity
Occ
urre
nce
© 2015 Fabrice Bouchereau
Occurs very frequently (in the industry). Affects process safety without warningDefect may elude even the most sophisticated detection technique: Very high probability of
product leaving the manufacturing area containing the defect. Process
1 in 2 (fail 50% of the time) Will cause loss of life without warning. (explosions or electrical shock will occur) Design control cannot detect potential cause/mechanism and subsequent failure mode Product
Occurs frequently Affects process safety with warningDetection may require special inspection techniques. High probability of product leaving the
manufacturing area containing the defect. Process
1 in 4 (fail 25% of the time) Product is not usable, extensive damage Very remote chance of detecting potential cause/mechanism and subsequent failure mode Product
Process has experienced much higher than normal failure rate Loss of main functions - process is inoperable - Safety IssueDetection may require special inspection techniques. High probability of product leaving the
manufacturing area containing the defect. Process
1 in 10 (fail 10% of the time) Product is not usable Remote chance of detecting potential cause/mechanism and subsequent failure mode Product
Process has experienced higher than normal failure rate Loss of main functions - Safety concernsDetection may require special inspection techniques. High probability of product leaving the
manufacturing area containing the defect. Process
1 in 20 (fail 5% of the time) Critical to Quality product requirements not met Very low chance of detecting potential cause/mechanism and subsequent failure mode Product
Occasional failure
Failure causes customer concern or program impact - Moderate process failure - risk of non-
lethal injuryThe defect is somewhat more difficult to detect. Moderate probability of product leaving the
manufacturing area containing the defect. Process
1 in 100 (fail 1% of the time) Moderate process failure such as significant damage to product or equipment Low chance of detecting potential cause/mechanism and subsequent failure mode Product
Occasional failureLoss of non-critical function during processing - risk of non-lethal injury The defect is more difficult to detect: Moderate probability of product leaving the
manufacturing area containing the defect. Process
1 in 1,000 (1 failure per one thousand opportunities)Failure causes customer concern but will not cause a major failure of the end product.
Moderate chance of detecting potential cause/mechanism and subsequent failure mode Product
Occasional failure, but not in major proportions
Loss of non-critical function during production or processingThe defect is somewhat more difficult to detect. Moderate probability of product leaving the
manufacturing area containing the defect. Process
1 in 5,000 (1 failure per 5000 opportunities)Failure will not cause a major failure of the end product. Moderately High chance of detecting potential cause/mechanism and subsequent failure
mode Product
Has occurred at least once in the industry. Min Ranking for Operator-dependent process is 3.Minor effect on further processing or delivery to schedule Minimum Ranking for Operator-dependent inspection is 3. Low probablity of product leaving
the manufacturing area containing the defect. Process
1 in 10,000 (1 failure per every ten thousand opportunities) Minor effect on product performance. Loss of some non-critical functions. High chance of detecting potential cause/mechanism and subsequent failure mode Product
Has occurred at least once in the industry. Very minor effect on further processing or delivery to schedule Defect is easily detectable: low probablity of product leaving the manufacturing area
containing the defect. Process
1 in 100,000 (1 failure per 1 hundred thousand opportunites) Minor system errors that will not affect function or production Very high chance of detecting the potential cause/mechanism and subsequent failure mode Product
The team is not aware of this failure having ever occurred. Remote probability of
occurrence; almost impossible.
Failure would have very little effect on further processingAn obvious defect, almost impossible that a defect would leave the manufacturing area Process
1 in a million (1 failure per million opportunitites)Failure would have very little effect on product performance. May not even notice it
happenedAlmost certain of detecting potential cause/mechanism and subsequent failure mode Product
2
Remote: Failure
is unlikely to
happen1 No impact 1
Almost
Certain to
detect1
Low: Relatively
few failures
3 Minor 3 Easy to detect 3
2 Very Minor 2Very easy to
detect
5
4 Very Low 4Moderatly
easy to detect 4
Moderate:
occasional
failures
6 Moderate 6 Hard to detect 6
5 Low 5Moderate
detectability
8
7 High 7Very Hard to
detect 7
High: Repeated
failures
9Hazardous
with warning 9
Very remote
chance of
detecting
Remote
9
8 Very high 8Remote
chance of
detecting
Very High:
Failure is
almost
inevitable
10Hazardous
without
warning10
Impossible to
detect 10
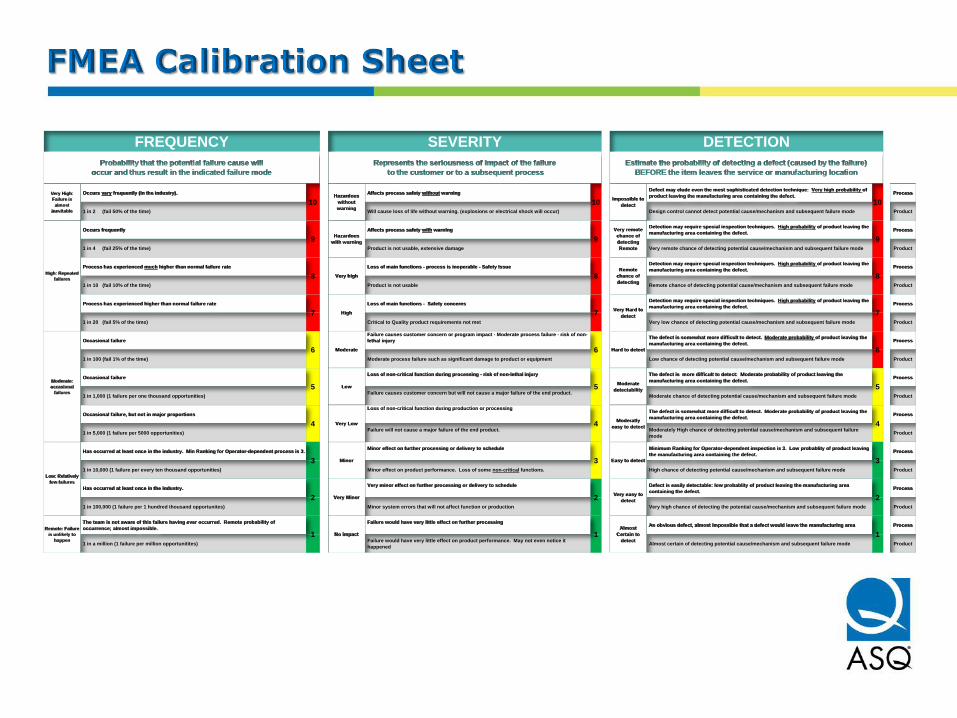
FREQUENCY SEVERITY DETECTION
Probability that the potential failure cause will
occur and thus result in the indicated failure mode
Represents the seriousness of impact of the failure
to the customer or to a subsequent process
Estimate the probability of detecting a defect (caused by the failure)
BEFORE the item leaves the service or manufacturing location

© 2015 Fabrice Bouchereau
Frequency Severity Detectability
Failure Mode
Potential Effect / Consequences

© 2015 Fabrice Bouchereau
Imput
Requirements
Suppliers
Inputs
Process
Operator
Process Owner
Trigger
Outputs
Customers
Output
Requirements
Process
Phone: 305-761-6600 Email: [email protected]
www.ProcessZen.net
Imput
Requirements
Suppliers
Inputs
Process
Operator
Process Owner
Trigger
Outputs
Customers
Output
Requirements
Process
Phone: 305-761-6600 Email: [email protected]
www.ProcessZen.net
Imput
Requirements
Suppliers
Inputs
Process
Operator
Process Owner
Trigger
Outputs
Customers
Output
Requirements
Process
Phone: 305-761-6600 Email: [email protected]
www.ProcessZen.net
Imput
Requirements
Suppliers
Inputs
Process
Operator
Process Owner
Trigger
Outputs
Customers
Output
Requirements
Process
Phone: 305-761-6600 Email: [email protected]
www.ProcessZen.net
Imput
Requirements
Suppliers
Inputs
Process
Operator
Process Owner
Trigger
Outputs
Customers
Output
Requirements
Process
Phone: 305-761-6600 Email: [email protected]
www.ProcessZen.net
Imput
Requirements
Suppliers
Inputs
Process
Operator
Process Owner
Trigger
Outputs
Customers
Output
Requirements
Process
Phone: 305-761-6600 Email: [email protected]
www.ProcessZen.net
Imput
Requirements
Suppliers
Inputs
Process
Operator
Process Owner
Trigger
Outputs
Customers
Output
Requirements
Process
Phone: 305-761-6600 Email: [email protected]
www.ProcessZen.net
Imput
Requirements
Suppliers
Inputs
Process
Operator
Process Owner
Trigger
Outputs
Customers
Output
Requirements
Process
Phone: 305-761-6600 Email: [email protected]
www.ProcessZen.net
Imput
Requirements
Suppliers
Inputs
Process
Operator
Process Owner
Trigger
Outputs
Customers
Output
Requirements
Process
Phone: 305-761-6600 Email: [email protected]
www.ProcessZen.net
END
Start
Frequency Severity Detectability
Failure Mode
Potential Effect / Consequences
Frequency Severity Detectability
Failure Mode
Potential Effect / Consequences
Frequency Severity Detectability
Failure Mode
Potential Effect / Consequences
Frequency Severity Detectability
Failure Mode
Potential Effect / Consequences
Frequency Severity Detectability
Failure Mode
Potential Effect / Consequences
Frequency Severity Detectability
Failure Mode
Potential Effect / Consequences
Frequency Severity Detectability
Failure Mode
Potential Effect / Consequences
Frequency Severity Detectability
Failure Mode
Potential Effect / Consequences
Frequency Severity Detectability
Failure Mode
Potential Effect / Consequences
Frequency Severity Detectability
Failure Mode
Potential Effect / Consequences

© 2015 Fabrice Bouchereau
Risk Priority Number = Frequency x Severity x Detectability
Process Name: Department: Mountain Bikes FMEA #: FMEA 2010 - 002
Prepared By: Julia Tran Process Owner: Leandro Garve FMEA Date: May 18 2016
Core Team:
Sub-Processes Step # Process StepPotential Failure
Mode(s)
Potential Effect(s) of
FailureFrequency Severity Detectability RPN
Frame making Process 3 Cut Tubes Tubes too long Rework and delay 3 2 1 6
Frame making Process 5 Cut TubesTubes cut at wrong
angleScrap 5 4 5 100
Frame making Process 4 Cut Tubes Tubes cut too short Scrap 3 6 1 18
Mike - Jessica - Harris - Cammy - Jorge - Donald - Pedro - Naila - Conrad - Kiera - Michelle
Bicycle Assembly
Potential Failure Mode and Effect Analysis (Process FMEA) & VA/NVA Analysis

© 2015 Fabrice Bouchereau
Many Trivial Task
80% of Time
20% results
Few Vital Task
20% of time
80%
Results

© 2015 Fabrice Bouchereau
Failure Mode(s)Potential
Cause(s)/Mechanism(s)
Current
Process controlsRecommended Resolution
Tube cut at the shortOperator cannot read worn out
tape measureN/A
Develop tool maintenance
program
© 2015 Fabrice Bouchereau
• Waste
• Tool location
• Ergonomics
• Poke Yoke
• Workflow
• Cell Layout
• Line balancing
• 5S
• Team forms for
the specific
purpose of the
event
• Cross Functional
Teams
• Process Issues
• System Issues
• Organizational
Issues
• Part-time
representatives
from
participating
companies

© 2015 Fabrice Bouchereau
Low
High
Easy HardB
en
efi
t
Implementation Difficulty
10
20
30
40
50
60
70
81
10 20 30 40 50 60 70 811
Duration Score Ressource Type Score
Short 1 Individual 1
Medium 5 Localize team 5
Long 9 Cross functional team 9
Delay Score Impact magnitude Score
Long Term 1 Localized 1
Mid Term 5 Department Wide 5
Short Term 9 Plant Wide 9
Point Kaizen
Flow Kaizen
Supply Chain Kaizen
Kaizen Blitz
Mini Kaizen
Only execute if
mandatory

© 2015 Fabrice Bouchereau

© 2015 Fabrice Bouchereau

© 2015 Fabrice Bouchereau
l l
l l
l l
2011
Strategic Priorities
2011
Strategic
ObjectivesTop Level 2011
Deliverables and Metrics
3 to 5 year
Breakthrough
Objectives
l
l
l
Strategic Priority # 2
STEPHow? Which Key Strategic Processesses?
Strategic Priority # 3
Strategic Priority # 1
STEP
2:
Ho
w f
ar t
his
ye
ar?
An
uu
al Ob
jective # 3
An
uu
al Ob
jective # 2
An
uu
al Ob
jective # 1
$7
25
M B
usin
ess @ 1
5 %
EBIT b
y 12
/31
/20
11
Sen
ior
staf
f m
emb
er n
ame
Sen
ior
staf
f m
emb
er n
ame
Sen
ior
staf
f m
emb
er n
ame
Sen
ior
staf
f m
emb
er n
ame
STEP
5:
Wh
o?
Re
sso
urc
e d
ep
loym
en
t
Breakthrough objective # 2
Breakthrough objective # 1 Team xxx Senior Staff Sponsorship
STEP
4:
Ho
w M
uch
an
d W
he
n?
Sen
ior
staf
f m
emb
er n
ame
Sen
ior
staf
f m
emb
er n
ame
Sen
ior
staf
f m
emb
er n
ame
Sen
ior
staf
f m
emb
er n
ame
Elimin
ating $
8.7M
of P
ON
C b
y 12
/31
/20
11
Imp
rove C
usto
mer Su
rvey Score
from
13
to 2
3 b
y 12
/31
/20
11
Breakthrough objective # 3 l Primary responsibility / Champion or Coach (Type : "l" )
m Secondary Responsibility (Type: "m")
Sr. Staff Owner Sponsor
Name of Person responsible of this XSTEP 1: What? Financial Breakthrough thinking?

© 2015 Fabrice Bouchereau
POINT Kaizen MINI Kaizen Kaizen BLITZ FLOW KaizenSUPPLY CHAIN
Kaizen

© 2015 Fabrice Bouchereau
Leverage fundamental tools to identify opportunities for improvements
Facilitate a team meeting using the “Faster And Better” approach
Create a prioritized project pipeline
Explain the difference between the 5 different type of Kaizens

© 2015 Fabrice Bouchereau
www.ProcessZen.net

© 2015 Fabrice Bouchereau