association de mise en valeur du chateau … · page 2 introduction le forgeage est un procédé de...
TRANSCRIPT

ASSOCIATION DE MISE EN VALEUR
DU CHATEAU DE COUCY
7, rue du pot d’étain 02380 Coucy le chateau - Tel: 03 23 38 88 93
STAGE D’INITIA TIONAUX TECHNIQUES DE FORGE
DOCUMENT TECHNIQUE

Page 2
Introduction
Le forgeage est un procédé de travail qui permet de modeler le métal ramolli à chaud, par chocs oupar pression afin de l’amener par déformations successives à la forme désirée.
Le forgeable s’effectue dans une forge, terme qui désigne aussi bien l’atelier du forgeron que lefoyer destiné à chauffer au rouge les pièces à travailler.
L’activité de forgeron est apparue en même temps que la découverte du travail des métaux, environ1500 ans av. J.-C. ; elle est devenue un métier à part entière à mesure que les peuples exprimèrentleur besoin d’avoir des objets plus résistants et aux usages variés (armes, parties mécaniques, grilles,clefs, bijoux, etc.).
Les matériaux :On peut forger du fer doux ou de l’acier.Le fer ne se trouve pratiquement pas sur terre à l’état naturel.Bien que le noyau de la terre soit principalement constitué de fer, on ne le trouve sur celle-ci qu’àl’état de minerai, c’est à dire un mélange d’oxydes de fer et de minéraux.
L’acier est un alliage de fer et de carbone (plus de 1%) auquel on peut incorporer d’autres métaux(chrome, molybdène…) afin de lui donner des propriétés particulières.
Au-dessus de 2% de carbone, on obtient de la fonte qui, trop cassante pour être forgée ne peuxqu’être moulée.
Le fer s’obtient par réduction du minerai.Il s’agit de séparer les minéraux des oxydes de fer, puis de réduire ces oxydes en ferJusqu’au XIVe siècle, la réduction se faisait en bas fourneaux par procédé directCette méthode est pratiquement abandonnée sauf pour quelques usages spéciaux (fabrication desabres Katanas au Japon, reconstitution d’armes médiévales…)Elle était encore utilisée en Afrique jusqu’à il y a environ 50 ans.A partir du XIVe siècle, on commence à utiliser la méthode indirecte en hauts fourneaux quiproduit de la fonte, laquelle sera ensuite affinée pour devenir de l’acier ou du fer douxC’est cette méthode qui est aujourd’hui presque universellement employée
Il existe différentes spécialités dans le métier deforgeron, on peut citer :
- Le maréchal ferrand qui fabrique et poseles fers à cheval
- Le ferron qui fabriquait les cerclages desroues de charrettes et des tonneaux
- Le taillandier qui réalise des outils tran-chants (outils de taille de pierre, ha-ches….)
- Le dinandier qui fabriquait des ustensi-les de cuisines.
- Le serrurier, plus particulièrement spé-cialisé dans la construction métallique.
- Le coutelier- Le ferronnier d’art- ….
Qu'est ce que l'acier ?
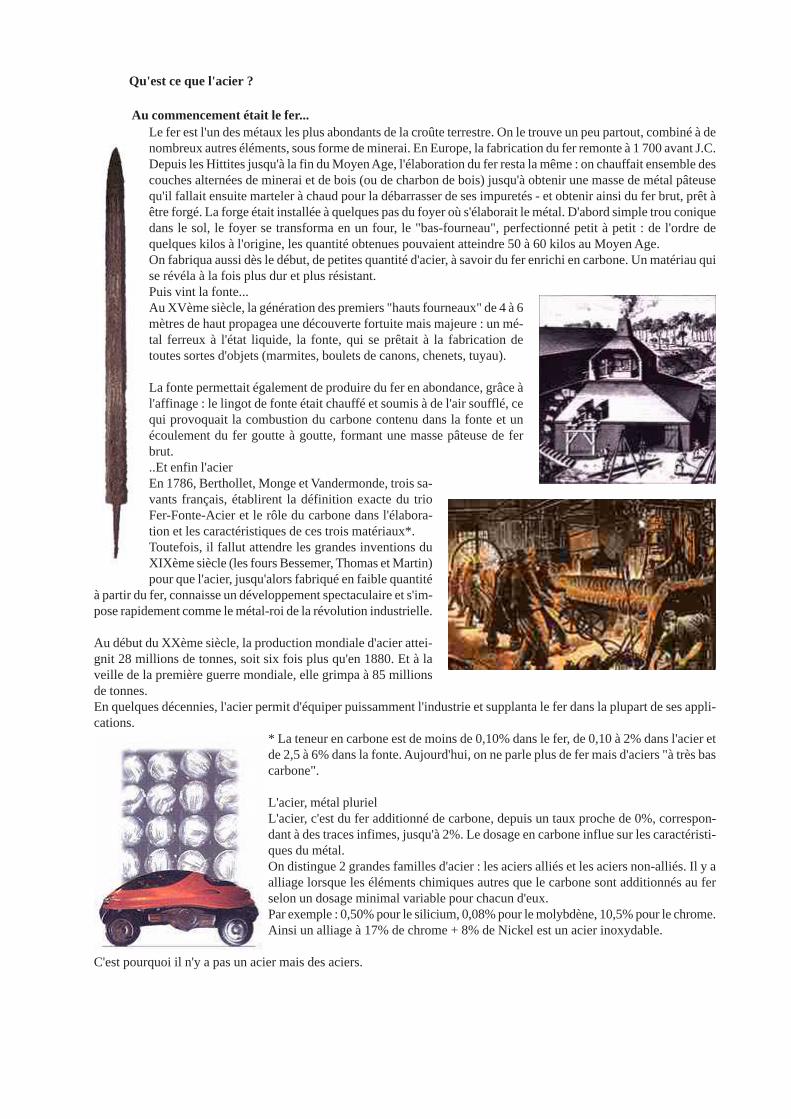
Au commencement était le fer...Le fer est l'un des métaux les plus abondants de la croûte terrestre. On le trouve un peu partout, combiné à denombreux autres éléments, sous forme de minerai. En Europe, la fabrication du fer remonte à 1 700 avant J.C.Depuis les Hittites jusqu'à la fin du Moyen Age, l'élaboration du fer resta la même : on chauffait ensemble descouches alternées de minerai et de bois (ou de charbon de bois) jusqu'à obtenir une masse de métal pâteusequ'il fallait ensuite marteler à chaud pour la débarrasser de ses impuretés - et obtenir ainsi du fer brut, prêt àêtre forgé. La forge était installée à quelques pas du foyer où s'élaborait le métal. D'abord simple trou coniquedans le sol, le foyer se transforma en un four, le "bas-fourneau", perfectionné petit à petit : de l'ordre dequelques kilos à l'origine, les quantité obtenues pouvaient atteindre 50 à 60 kilos au Moyen Age.On fabriqua aussi dès le début, de petites quantité d'acier, à savoir du fer enrichi en carbone. Un matériau quise révéla à la fois plus dur et plus résistant.Puis vint la fonte...Au XVème siècle, la génération des premiers "hauts fourneaux" de 4 à 6mètres de haut propagea une découverte fortuite mais majeure : un mé-tal ferreux à l'état liquide, la fonte, qui se prêtait à la fabrication detoutes sortes d'objets (marmites, boulets de canons, chenets, tuyau).
La fonte permettait également de produire du fer en abondance, grâce àl'affinage : le lingot de fonte était chauffé et soumis à de l'air soufflé, cequi provoquait la combustion du carbone contenu dans la fonte et unécoulement du fer goutte à goutte, formant une masse pâteuse de ferbrut...Et enfin l'acierEn 1786, Berthollet, Monge et Vandermonde, trois sa-vants français, établirent la définition exacte du trioFer-Fonte-Acier et le rôle du carbone dans l'élabora-tion et les caractéristiques de ces trois matériaux*.Toutefois, il fallut attendre les grandes inventions duXIXème siècle (les fours Bessemer, Thomas et Martin)pour que l'acier, jusqu'alors fabriqué en faible quantité
à partir du fer, connaisse un développement spectaculaire et s'im-pose rapidement comme le métal-roi de la révolution industrielle.
Au début du XXème siècle, la production mondiale d'acier attei-gnit 28 millions de tonnes, soit six fois plus qu'en 1880. Et à laveille de la première guerre mondiale, elle grimpa à 85 millionsde tonnes.En quelques décennies, l'acier permit d'équiper puissamment l'industrie et supplanta le fer dans la plupart de ses appli-cations.
* La teneur en carbone est de moins de 0,10% dans le fer, de 0,10 à 2% dans l'acier etde 2,5 à 6% dans la fonte. Aujourd'hui, on ne parle plus de fer mais d'aciers "à très bascarbone".
L'acier, métal plurielL'acier, c'est du fer additionné de carbone, depuis un taux proche de 0%, correspon-dant à des traces infimes, jusqu'à 2%. Le dosage en carbone influe sur les caractéristi-ques du métal.On distingue 2 grandes familles d'acier : les aciers alliés et les aciers non-alliés. Il y aalliage lorsque les éléments chimiques autres que le carbone sont additionnés au ferselon un dosage minimal variable pour chacun d'eux.Par exemple : 0,50% pour le silicium, 0,08% pour le molybdène, 10,5% pour le chrome.Ainsi un alliage à 17% de chrome + 8% de Nickel est un acier inoxydable.
C'est pourquoi il n'y a pas un acier mais des aciers.

Le minerai est extrait de laterre, dans des mines.
Il est ensuite remonté pourêtre lavé et trié .
Il est ensuite concassé àl’aide d’un boccard pourammener les cailloux à unetaille qui leur permetted’être fondus.
Fabrication du charbon de bois necessaireà la réduction du minerai
Préparation des matériaux

LA TRANSFORMATION DU MINERAI
www.crpg.cnrs-nancy.fr/PALEOSID
Page 11
Minerai brut concassé à la taille de 2 cmTransformation du minerai au coursde sa descente dans le four
Début de la transformation: 3Fe2O3 + CO -> 2Fe3O4 + CO2
Le minerai garde sa forme
Il se fendille, se fragilise, se déshydrate etéventuellement se calcine
Transformations suivantes: Fe3O4 + CO -> 3FeO + CO2 et FeO + CO -> Fe + CO2Le minerai garde sa forme
Apparition des premierspoints métalliques
Croissance etagglomération des
particules métalliques
Le minerai garde sa forme, localement il s’arrondit
Les zones métalliques se développent.Les oxydes de fer non encore réduits et les autres
constituants du minerai commencent à se combinerpour former le scorie.
à T > 1100°C Ramolissement général des minerais
La scorie devientpateuse. les zones demétal se rapprochent.
Le métal se ramollit, sesoude en partie. La
scorie devient liquide,coule et se sépare du
métal.
Face à l’arrivée d’air, les petites masses de fer se soudent et forment unproduit plus important.
La scorie tombe au fond du four, peut constituer un bain liquideéventuellement évacué à l’extérieur par un trou de coulée.
Charbon de bois
Sortie démontable
Masse de métal
Scories liquides
Scories solides
Trou de coulée
TuyèreAir
T >1100°C
Réduction directe en bas-fourneau

Il s’est agit notamment de chauffer lles fours en les alimentant en charbon de bois pendant toute la durée de
la réduction. La température à l’intérieur du four dépassera les 1450°.
Récupération de la loupe”.
Ci-dessus, alimentation du fourneau
par charges alternées en minerai et
charbon de bois.
L’opération de réduction de minerai
est en cours.
La descente du minerai dans le four
se fait au rythme de la combustion.
�����
�����
�����
�����
�����
Page 4
Après refroidissement de la loupe;
analyse et vérification de présence
de fer.
A gauche, la moitié d’une loupe et
le lingot obtenu à partir de l’autre
moitié après l’avoir compactée et
épurée des scories à la forge .
Ci-dessus, compactage de la loupe
à la sortie du four.
Réchauffage de la loupe dans la
forge tunnel
Réduction en bas fourneaux lors d’un stage à Coucy le Chateau (Aisne)
Vidange régulière du four deses scories
compactage et épuration (cinglage)
de la loupe
Le massiot est ensuite battu et replié
plusieurs fois, afin d’obtenir un
morceau de fer forgeable
(corroyage)

Le haut-fourneauGénéralité sur le haut fourneau:
Le haut fourneau est un réacteur à lit consommable à contre-courant.Les réactions principales qui s’y déroulent sont:- Les réactions de réduction des oxydes- Les réactions d’échange entre le métal et le laitier.Le schéma ci-dessous résume les opérations essentielles.
Le haut-fourneau et ses installations annexes:Le coke et le minerai aggloméré sont chargés en couches alternées dans le haut fourneau. Le coke,après combustion, sous l’effet du vent chaud soufflé aux tuyères, conduit à la fusion de la charge età la réduction du minerai. Les gaz récupérés au gueulard sont dépoussiérés puis utilisés pour lepréchauffage du vent dans les cowpers, dans le service des hauts fourneaux, et dans d’autresservices pour le chauffage des fours et la production d’énergie électrique.

- 1 -Des matières premières à l’acierliquide.Finalité : ajuster la compositionchimique de l’acier
Deux procédés : filière fonte etfilière électrique
- 2 -De l’acier liquide aux demi-produits:solidification de l’acier et ébauchesde formes.
Deux procédés : coulée continue etcoulée en lingots
- 3 -Des demi-produits aux produits finis:mise en forme et mise à dimensionspar laminage, finitions diverses pourla vente.
Deux familles de produits : les longs(poutrelles, barres, fils,…) et les plats(plaques, tôles en feuilles ou enbobines).
Un processus de transformation en trois étapes

1 - Usine d'agglomérationLe minerai de fer est préparé :broyé et calibré en grains qui s'agglomèrent(s'agglutinent) entre eux.L’aggloméré obtenu est concassé puis chargé dans le hautfourneau avec du coke.Le coke est un combustible puissant, résidu solide de ladistillation de la houille (variété de charbon très riche encarbone).
2 - CokerieLe coke est un combustible obtenu par distillation (gazéification des composants indésirables)de la houille dans le four de la cokerie.Le coke est du carbone presque pur doté d’une structure poreuse et résistante àl’écrasement.En brûlant dans le haut fourneau, le coke apporte la chaleur nécessaire à la fusion du mineraiet les gaz nécessaires à sa réduction
3 - Haut fourneauOn extrait le fer de son minerai. Minerai et coke solides sontenfournés par le haut. L'air chaud (1200 °C) insufflé à la baseprovoque la combustion du coke (carbone presque pur).L'oxyde de carbone ainsi formé va "réduire" les oxydes de fer,c'est-à-dire leur prendre leur oxygène et, de ce fait, isoler lefer.La chaleur dégagée par la combustion fait fondre fer et gangueen une masse liquide où la gangue, de densité moindre, flottesur un mélange à base de fer, appelé "fonte".
La filièr e fonte
4 - Convertisseur à l'OxygèneCe procédé, actuellement le plus répandu, est basé surl’insufflation d’oxygène pur dans un bain de fonte liquide.On peut ainsi transformer celle-ci en acier liquide, en assurantsimultanément l’élimination de G, Si, Mn, P et S et l’élévationde température nécessaire pour passer de la fonte liquide (1250 °C en moyenne) à l’acier liquide (1600 °C enmoyenne). leréglage de la température finale se fait par introduction deferrailles à refondre.Les appareils (convertisseurs) sont des cornues, garniesréfractaires, atteignant 8 m de diamètre et jusqu’à 10 m dehaut.Les convertisseurs sont en général immobiles au cours dusoufflage et les divers procédés se distinguent par le moded’insufflation de l’oxygène:
- L’insufflation par des tuyères réfractaires placées dans le fond du convertisseur: procédés OBM (Oxygen Boden Maxhütte)et LWS (loire-Wendel-Sidélor).- L’insufflation par le bec de la cornue à l’aide d’une lancemétallique refroidie à l’eau : procédés LO (Linz-Oonawitz) et sondérivé le procédé OLP (oxygène-lance-poudre) dans lequel de la poudre de chaux est introduite simultanément pour traiterles fontes très phosphoreuses.Remarque : Une amélioration des procédés à lance consiste à brasser le bain par insufflation de gazLe procédé LD est adapté au traitement des fontes peu phosphoreuses ou hématites, le procédé OLP est adapté au traitementdes fontes phosphoreuses.
La filière fonte se compose de quatre étapesprincipales :
1 - Usines d'agglomération
2 - Cokerie
3 - Haut fourneau
4 - Convertisseur

La matière première enfournéepeut aller du matériau brut (parexemple des pièces de machine)dûment sélectionné, jusqu’à laferraille livrée préparée, triée,broyée, calibrée, avec une teneurminimale en fer de 92 %.On fond les ferrailles dans un fourélectrique. L’ACIER LIQUIDEobtenu est ensuite soumis auxmêmes opérations d’affinage et demise à nuance que dans la filièrefonte.Les ferrailles proviennent desemballages jetés, des bâtiments,machines et véhicules démontés,des chutes de fonte ou d’acierrécupérés dans la sidérurgie ouchez ses clients transformateurs.Chaque nuance d’acier nécessiteun choix rigoureux de la matièrepremière, en fonction notammentdes «pollutions» que peutreprésenter, pour cette nuanceprécise, tel métal ou autre minueraicontenu dans les ferrailles.
Four électrique : processusUn « panier à ferrailles », chargé à l’aide d’un aimant, achemine la matière première jusqu’au four.La fusion a lieu grâce à des arcs électriques puissants, qui jaillissent entre des électrodes et la charge à fondre. Onrécupère les résidus (laitier).On obtient de l’acier liquide, qui va être acheminé vers l’installation d’affinage et de mise à nuance.
Filièr e électrique
La filière de la refusion des ferrailles utilise un four à sole réfractaire sur laquelle sont placées les matières à refondre.L’énergie thermique est fournie par production d’arcs électriques entre trois électrodes et la charge. Naguèreréservé àl’élaboration d’aciers spéciaux, le procédé électrique assure actuellement une part importante du tonnage” des acierscourants” Il a dans ce domaine, définitivement remplacé l’élaboration sur sole au four Martin.Le procédé électrique basique est le plus répandu. il est caractérisé par:. Une haute température du bain (—> 1800°C) facilement réglable, ce qui facilite la fusion des laitiers très réfractaireset la réduction des oxydes..La non-intervention de l’atmosphère du four qui est neutre.Les réactions ont uniquement lieu entre le bain et les additions à l’aide desquelles on peut réaliser un milieu oxydant ouréducteur, On peut en outre réaliser la fusion d’éléments oxydables comme le Cr sans perte par formation d’oxydes.Marche d’une opérationLes fours d’une capacité de 5 à 250 tonnes sont alimentés sous des tensions de 100 à 200 V. l’intensité pouvantatteindre 50 000 A par électrode. la sole et les parois latérales sont garnies de revêtements de dolomie (basique) qu’onréfectionne périodi-quement. L’utilisation des parois refroidies à l’eau segénéralise et permet, entre autres, d’augmen-ter la durée du revêtement et de réduire la consommation des électrodes.
La marche comprend trois étapes:a) Fusion: après chargement la fusion commence et dure quelques heures. Au cours de cette étape on ajoute la chauxqui sera nécessaire à la formation du laitier de déphosphoration. En fin de fusion on introduit du minerai de fer.b) Oxydations. et décrassage: l’oxyde de fer sert de vecteur oxygène pour l’élimination de Si. Mn. C. La déphosphorationpeut être très poussée. des laitiers très calcaires pouvant être fondus. En fin d’opération le fer commence à s’oxyder.L’alimentation du four est arrêtée et on procède à un décrassage.c) Réductions et additions. l’alimentation étant rétablie. On crée un laitier désoxydant et désulfurant par ajout de ferro-silicium, de chaux et de spath-fluor, On peut réaliser des laitiers carburés (carbure de calcium) très réducteurs. Au fourélectrique désulfuration et désoxydation sont très poussées (S —> 0.008 %, 0 à 0.003 %). Les additions finales sontajoutées avant coulée.Dans le cas d”élaboration des aciers inoxydables, on peut injecter de l’oxygène conduisant à une décarburation pous-sée nécessaire pour ces nuances.

De l’acier liquide aux demi-produits: solidification de l’acier et ébauches de formes.
La coulée de l’acier liquide s’opère selon deux techniques différentes.- La moulée en lingotières qui reste prépondérante dans les zones de technologie sidérurgique peu développée (U.S.A, Pays Soviétiques).- La coulée continue qui est devenue prépondérante dans les zones de technologie sidérurgique développée (Japon,Allemagne, Italie). La France est en position médiane après ces derniers.
1. LA COULÉE EN LINGOTIÈRE
L’acier élaboré selon les procédés précédents est recueilli à l’état liquide dans des poches. Il est ensuite coulé etsolidifié après un séjour dans la poche de 5 à 10 min (décantation).Les lingotières sont en général en fonte. Leur forme épouse celle des produits laminés à produire: lingots à sectioncarrée pour les produits long, à section méplate pour les produits plats.La coulée se fait selon deux procédés :Coulée en chute: le métal est versé directement dans la lingotière.Coulée en source: le métal arrive par un canal en réfractaire par le bas de la lingotière. Cette technique donne desaciers de meilleure qualité mais est plus onéreuse.Lorsque la solidification est suffisamment avancée le moulage a lieu et les lingots sont acheminés dans des « pits » oùla solidification s’achève: la température est maintenue à 1 250 °C, valeur optimale pour le laminage à suivre.Les défauts principaux des lingots sont:- Une hétérogénéité chimique inhérente au processus de fabrication. Le forgeage suivi ou non d’un recuit d’homogé-néisation remédie partiellement à ce défaut.- La retassure due au retrait de l’acier au cours du refroidissement. Ce phénomène concerne essentiellement les acierscalmés. alors que les aciers effervescents en sont exempts. On peut y remédier en chutant la partie supérieure localiséela poche de retassure , ou par masselottage, ou par compression.- Les soufflures : propres aux aciers effervescents. Elles sont dues à des dégagements gazeux CO. H2.N2. Elles sontaplaties par le forgeage mais leurs parois peuvent ne pas se souder.
L’emploi d’aciers semi-calmés permet de profiter des avantages des deux catégories (0.05 à 0.15 % Si).Les criques superficielles et les tapures internes dues à des anisotropies de retrait pouvant entraîner des dépasse-mentslocaux de la charge de rupture.
Remarque: La coulée sous vide s’adapte parfaitement à la coulée en lingotière et permet d’abaisser les teneurs enH2.N2. une forte désoxydation des effervescents par élimination de CO (FeO + C -> CO + Fe) ainsi qu’une diminutionde la densité inclusionnaire.
1. LA COULÉE CONTINUE
La poche de coulée alimente directement un répartiteur qui alimente à son tour plusieurs lignes de coulée.Des systèmes divers (tourniquets) permettent de ne pas interrompre l’opération au changement de poche. Deux confi-gurations sont utilisées..-machines verticales- machines courbes avec cintrage à l’état solide ou partiellement solidifié. -Les machines verticales sont plus onéreuses et plus encombrantes. Cependant pour certains produits l’extraction surcœur liquide peut conduire à des criques et dességrégations. En outre sur machines courbes il y a décantation desinclusions à la partie supérieure des produits. Les machines verticales seront donc préférées pour les aciers de hautequalité.La coulée continue conduit à une augmentation des cadences de coulée. à l’absence du phénomène de retassure. Deplus elle supprime la première étape du laminage en donnant directement des billettes. Des blooms ou des brames.l’automatisation est concevable pour ces installations.
* Les aciéries françaises utilisent presque exclusivement pour leur production lacoulée continue sur machines courbes, la voie lingots étant totalement supprimée.
COULEE DE l’ACIER

- Laminage des produits plats:de la brame à la tôle.La brame est réchauffée dans un four pour rendre le métal plus malléable, donc plus facile à étireret à mettre en forme. L'ébauche est ensuite amincie par écrasements progressifs entre les cylindresdu laminoir.
- Laminage des produits longsLes blooms ou billettes issues de la coulée en lingots sont transformés en poutrelles, profilés, rails,barres ou fils.
Le laminage s'effectue à chaud. Certains produits plats subissent ensuite un amincissementcomplémentaire, effectuée par laminage à froid. Ils peuvent également être revêtus pour protéger lemétal contre l'oxydation.
DEMI-PRODUITSissus de la coulée continue
PRODUITS FINIS issus du laminage*
PRODUITS PLATS LAMINES A CHAUD
RELAMINES A FROID
PRODUITS LONGS LAMINES A CHAUD
Les produits de l'acier
* Tous les produits ne sont pas mis en forme par laminage : ils peuvent être forgés, moulés à partir d'acier liquide ouencore fabriqués à l'aide de poudres d'alliages.


Le fer peut être allongé, ou étiré, car il est ductile. Il peut être aplati, subir des changements de forme, car il estmalléable.La ductilité, la malléabilité des fers et aciers augmentent avec la température du métal, inversement, la duretédiminue avec l’élévation de la température.
Forgeage. - Opérations permettant le façonnage par percussion du métal préalable ment chauffé.La température varie suivant le métal à travailler (les aciers fondus ne peuvent être chauffés au blanc, températuredépassant 1.300°) et l’opération à exécuter.La fonte ne peut être forgée, car elle n’est pas suffisamment malléable.On distingue les pièces utilisées brutes de forge et les pièces à usiner. Dans ce dernier cas les cotes du dessin doivent être modifiées de telle sorte que l’usinage ultérieur soit possible surla pièce forgée.
LA FORGE
Emplacement: — Aéré, loin des matières inflammables (essence, huile, etc.); à l’abri des rayons du soleil, quigênent le contrôle de la couleur du métal chaud.Sol en terre battue de préférence. Espace suffisant pour l’aisance desmouvements du forgeron.
La forge. — Les différentes parties d’une forge sont:a) le bâti, en tôle et profilés du commerce;b) la hotte et sa cheminée (pour forges fixes);c) le foyer, garni de terre à four ou de plâtre;d) la soufflerie, conduites et régulateur;e) la tuyère;f) les accessoires du foyer (bacs à eau et charbon, pelle,tisonnier, pique-feu, mouillette;g) le râtelier qui supporte les outils;h) l’armoire ou coffre de rangement du petit outillage.
Il existe des forges dites portatives, dont la soufflerie est fixée sur le bâti(soufflet dans un cylindre en tôle, ou ventilateur à main. Leur emploi permetd’assurer l’exécution des travaux de forge élémentaires de petits établissements. Etantdonné la possibilité de les transporter d’un point à un autre, elles ne comportent nihotte, ni cheminée.
Combustible. — Le char-bon de forge est du grainde houille grasse, ditemaréchale, très propre.Cette houille donne uncoke se coagulant facile-ment, ce qui permet auforgeron de bien entourer,s’il le désire, la pièce àchauffer.Le coke peut aussi êtreutilisé particulièrementpour chauffer les pièces àbraser. Le chabon encombustion pend le nomde fraisil ; il forme un ré-sidu nuisible. le mâche-fer, qui se dépose en sesolidifiant sur la tuyère. Ilfaut l’éliminer.
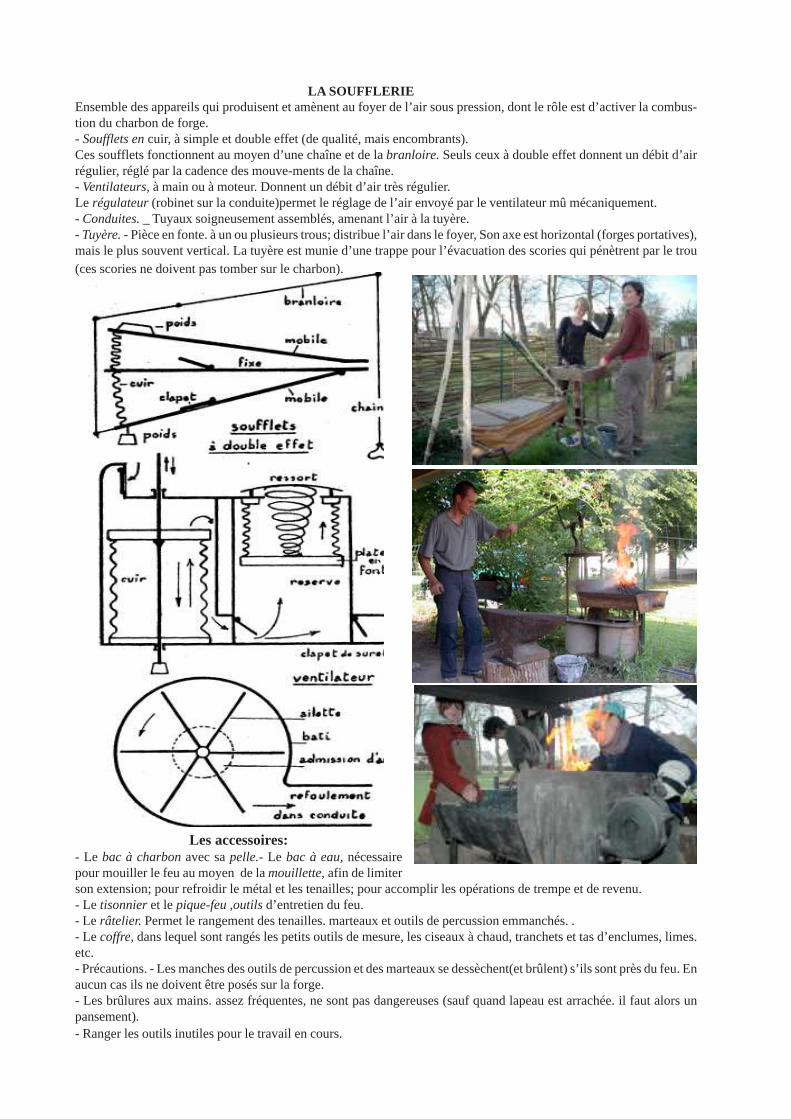
LA SOUFFLERIEEnsemble des appareils qui produisent et amènent au foyer de l’air sous pression, dont le rôle est d’activer la combus-tion du charbon de forge.- Soufflets en cuir, à simple et double effet (de qualité, mais encombrants).Ces soufflets fonctionnent au moyen d’une chaîne et de la branloire. Seuls ceux à double effet donnent un débit d’airrégulier, réglé par la cadence des mouve-ments de la chaîne.- Ventilateurs, à main ou à moteur. Donnent un débit d’air très régulier.Le régulateur (robinet sur la conduite)permet le réglage de l’air envoyé par le ventilateur mû mécaniquement.- Conduites. _ Tuyaux soigneusement assemblés, amenant l’air à la tuyère.- Tuyère. - Pièce en fonte. à un ou plusieurs trous; distribue l’air dans le foyer, Son axe est horizontal (forges portatives),mais le plus souvent vertical. La tuyère est munie d’une trappe pour l’évacuation des scories qui pénètrent par le trou(ces scories ne doivent pas tomber sur le charbon).
Les accessoires:- Le bac à charbon avec sa pelle.- Le bac à eau, nécessairepour mouiller le feu au moyen de la mouillette, afin de limiterson extension; pour refroidir le métal et les tenailles; pour accomplir les opérations de trempe et de revenu.- Le tisonnier et le pique-feu ,outils d’entretien du feu.- Le râtelier. Permet le rangement des tenailles. marteaux et outils de percussion emmanchés. .- Le coffre, dans lequel sont rangés les petits outils de mesure, les ciseaux à chaud, tranchets et tas d’enclumes, limes.etc.- Précautions. - Les manches des outils de percussion et des marteaux se dessèchent(et brûlent) s’ils sont près du feu. Enaucun cas ils ne doivent être posés sur la forge.- Les brûlures aux mains. assez fréquentes, ne sont pas dangereuses (sauf quand lapeau est arrachée. il faut alors unpansement).- Ranger les outils inutiles pour le travail en cours.
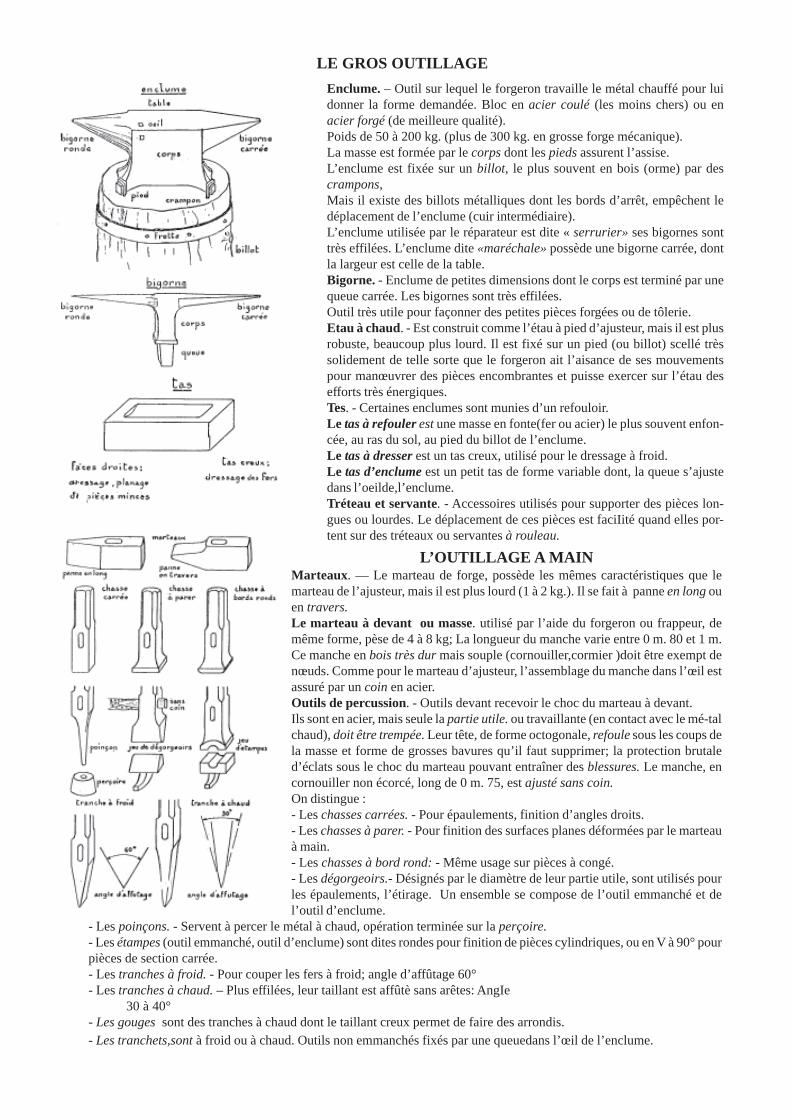
Enclume. – Outil sur lequel le forgeron travaille le métal chauffé pour luidonner la forme demandée. Bloc en acier coulé (les moins chers) ou enacier forgé (de meilleure qualité).Poids de 50 à 200 kg. (plus de 300 kg. en grosse forge mécanique).La masse est formée par le corps dont les pieds assurent l’assise.L’enclume est fixée sur un billot, le plus souvent en bois (orme) par descrampons,Mais il existe des billots métalliques dont les bords d’arrêt, empêchent ledéplacement de l’enclume (cuir intermédiaire).L’enclume utilisée par le réparateur est dite « serrurier» ses bigornes sonttrès effilées. L’enclume dite «maréchale» possède une bigorne carrée, dontla largeur est celle de la table.Bigorne. - Enclume de petites dimensions dont le corps est terminé par unequeue carrée. Les bigornes sont très effilées.Outil très utile pour façonner des petites pièces forgées ou de tôlerie.Etau à chaud. - Est construit comme l’étau à pied d’ajusteur, mais il est plusrobuste, beaucoup plus lourd. Il est fixé sur un pied (ou billot) scellé trèssolidement de telle sorte que le forgeron ait l’aisance de ses mouvementspour manœuvrer des pièces encombrantes et puisse exercer sur l’étau desefforts très énergiques.Tes. - Certaines enclumes sont munies d’un refouloir.Le tas à refouler est une masse en fonte(fer ou acier) le plus souvent enfon-cée, au ras du sol, au pied du billot de l’enclume.Le tas à dresser est un tas creux, utilisé pour le dressage à froid.Le tas d’enclume est un petit tas de forme variable dont, la queue s’ajustedans l’oeilde,l’enclume.Tréteau et servante. - Accessoires utilisés pour supporter des pièces lon-gues ou lourdes. Le déplacement de ces pièces est faciIité quand elles por-tent sur des tréteaux ou servantes à rouleau.
LE GROS OUTILLAGE
L’OUTILLAGE A MAINMar teaux. — Le marteau de forge, possède les mêmes caractéristiques que lemarteau de l’ajusteur, mais il est plus lourd (1 à 2 kg.). Il se fait à panne en long ouen travers.Le marteau à devant ou masse. utilisé par l’aide du forgeron ou frappeur, demême forme, pèse de 4 à 8 kg; La longueur du manche varie entre 0 m. 80 et 1 m.Ce manche en bois très dur mais souple (cornouiller,cormier )doit être exempt denœuds. Comme pour le marteau d’ajusteur, l’assemblage du manche dans l’œil estassuré par un coin en acier.Outils de percussion. - Outils devant recevoir le choc du marteau à devant.Ils sont en acier, mais seule la partie utile. ou travaillante (en contact avec le mé-talchaud), doit être trempée. Leur tête, de forme octogonale, refoule sous les coups dela masse et forme de grosses bavures qu’il faut supprimer; la protection brutaled’éclats sous le choc du marteau pouvant entraîner des blessures. Le manche, encornouiller non écorcé, long de 0 m. 75, est ajusté sans coin.On distingue :- Les chasses carrées. - Pour épaulements, finition d’angles droits.- Les chasses à parer. - Pour finition des surfaces planes déformées par le marteauà main.- Les chasses à bord rond: - Même usage sur pièces à congé.- Les dégorgeoirs.- Désignés par le diamètre de leur partie utile, sont utilisés pourles épaulements, l’étirage. Un ensemble se compose de l’outil emmanché et del’outil d’enclume.
- Les poinçons. - Servent à percer le métal à chaud, opération terminée sur la perçoire.- Les étampes (outil emmanché, outil d’enclume) sont dites rondes pour finition de pièces cylindriques, ou en V à 90° pourpièces de section carrée.- Les tranches à froid. - Pour couper les fers à froid; angle d’affûtage 60°- Les tranches à chaud. – Plus effilées, leur taillant est affûtè sans arêtes: AngIe
30 à 40°- Les gouges sont des tranches à chaud dont le taillant creux permet de faire des arrondis.- Les tranchets,sont à froid ou à chaud. Outils non emmanchés fixés par une queuedans l’œil de l’enclume.

Tenailles. — Appareil servant à maintenir des pièces courtes. Ellesne doivent pas chauffer en même temps que la pièce (usure rapidedes mors). Refroidir fréquem-ment pour éviter les déformations. Laforme des mors doit être choisie pour que le métal ne puisse s’échappersous le choc du marteau (danger de blessure au visage).Les tenailles les plus courantes sont:Ordinaires. — A mors rapprochés avec rainure axiale (pour petitessections).Goulues. — A mors plus ou moins écartés (pour moyennes et grossessections).A coquille. — A mors emboîtant des sections carrées ou rondes.A T. -- A mors emboîtant des sections plates.Ecrevisses. -- A mors dont la forme permet le maintien de pièces àtravailler en bout.Anneau. -- Permet d’assurer le serrage de la tenaille sur la pièce àforger; le maniement est plus facile. A employer pour travaux d’unecertaine importance.Grif fe. - Outil permettant de redresser, cintrer, former le métal, avecl’aide du griffon (que l’on fixe sur l’œil de l’enclume ou dans l’étau)..Le réparateur peut également employer des griffes à dégauchir. Ellesdoivent être appropriées à la grosseur de la pièce à travailler pour nepas marquer le métal.Outils de mesure et de traçage. -- Le forgeron utilise, pour tracer,les mêmes outils que l’ajusteur. Il s’en sert pour porter des repèressur la pièce à travailler. Dans certains cas, il doit reproduire sur unetôle (ou table de traçage) les formes à obtenir; il ne pourrait lescontrôler sur le dessin sans brûler celui-ci.Le mètre doit être métallique.
L’équerre est munie d’une poignée qui facilite son maniement.Les cotes sont contrôlées par le forgeron. en utilisant:- le mètre (il tient compte de l’allongement du métal chaud);- le compas à pointes sèches (distance entre deux coups de pointeau repères) ;- le compas d’épaisseur;- le pied à coulisse (à manier avec précaution);- la Jauge. Bande de métal munie d’une poignée, et portant des encoches numérotées auxdimensions courantes. Il suffit de présenter l’entaille de cote correspondante sur le métalfaçonné, pour effectuer une vérification rapide.
Allumage. - Dégager la tuyère, enlever le mâchefer restant des opérations précédentes.Dans l’entonnoir ainsi formé, le forgeron placera un chiffon gras enflammé (ou du papier, descopeaux).Mettre en marche la soufflerie (débit modéré); recouvrir le chiffon de fraisil ou coke (charbon partiellement consumé)Augmenter l’arrivée d’air et border le feu de charbon frais, pour limiter l’extension du foyer.La quantité de charbon à employer dépend de la masse ou du nombre de pièces à chauffer, de leur nature. Ex. un outilen acier fondu n’est pas recouvert; l’œil peut contrôler sa température. Par contre, une pièce en acier doux chaufferaplus vite dans un feu en forme de four.Entr etien du feu. - Pour enlever le mâchefer, le forgeron arrête le vent; le mâchefer descend sur la tuyère et se solidifie;
Il l’enlève alors d’un seul bloc au moyen du pique-feu. Avecle tisonnier il ramène le fraisil au centre du foyer, borde (etrecouvre s’il le juge utile) de charbon frais.Il vérifie constamment que l’épaisseur de, charbon en com-bustion, entre sa pièce et la tuyère, est suffisante (12 à 15cm.).L’apprenti doit comprendre facilement que son métal ne peutchauffer s’il est exposé directement à l’air qui sort de latuyère. De plus, il s’enrobe de mâchefer difficile à éliminer.Le charbon doit être de bonne qualité. propre, exempt desoufre et de phosphore (qui altèrent certains aciers). Le la-vage préalable le débarrasse de nombreuses impuretés.Lesdéchets de l’atelier ne doivent jamais être déposés sur laforge.
LE FEU

COMMENT FORGER
Les tenailles tenues, de la main gauche, perpendiculairementà l’axe longitudinal de l’enclume.La main droite manœuvre le marteau (rotation du poignetaugmentant la puissance de frappe) dans un plan se rappro-chant de l’axe longitudinal de l’enclume.Précautions. - L’enclume doit être propre; après chaquechaude, enlever les battitures (couches superficielles oxydéesque le choc du marteau a détachées de la pièce).Avant le martelage, le métal chaud doit être nettoyé, sinon lescrasses et les particules d’oxyde pénètrent dans la masse, tom-bent au refroidissement et laissent un trou que l’usinage nepeut pas toujours supprimer.Eviter de frapper violemment sur l’enclume (faux coup) :le marteau peut rebondir et frapper le visage;- l’enclume et le marteau sont en acier trempé;sous le choc de leur brutale rencontre, un éclat peut se déta-cher du marteau et blesser gravement dans un rayon de plu-sieurs mètres.Les projections de métal qui tombent au pied de l’enclume,peuvent brûler les pieds mal protégés de l’ouvrier. (Eviter lesespadrilles).Choix et tenue des outils.Tenailles. - Le débutant devant forger un fer rond de 166 mm.prendra une tenaille à coquille, légère. Les mors s’oppose-ront à l’échappement de la pièce, sous un coup de marteau enporte à faux.Dans la main, la tenaille doit être en équilibre, refroidir fré-quemment pour éviter:1° La fatigue inutile du bras gauche;2° Une position incommode quand la main glisse petit à petità l’extrémité des branches.Marteau. - D’un poids correspondant à la masse du métal àtravailler.L’apprenti débutant s’appliquera à reconnaître les points defrappe, à les choisir, condition indispensable pour corrigerles déformations de ses exercices.
Position devant l”enclume: Le forgeron se place de façon à avoir à sa gauche la bigorneronde de l’enclume, le pied droit est près du billot, le piedgauche en arrière, le corps et la tête légèrement inclinés pourmieux surveiller le travail.


MATIERES PREMIERESPour des réalisation de ferronnerie d’art, on utilisera du fer doux disponible en différentes formes(plats, carrés ou parallipédiques, ronds...) et différentes dimensions dans des magasins spécialisésou grandes surfaces de bricolage.Pour les outils, on utilisera de l’acier classé en fonction de sa teneur en carbone exprimée en %Pour les couteaux par exemple: XC65 ou XC75 (0,75% de carbone)
On peut aussi utiliser des métaux de récupération:
Acier doux:
Sources communes d’acier doux.Feuille: Carrosserie ou châssis de voiture ou de camion, Bidon d’huileBarr es: Tiges à béton des chantiers de construction (ceux-ci ont une teneur en carbonelégèrement plus élevés que levéritable acier doux).Quelques utilisations pour l’acier doux :- Ferronnerie d’art- Feuilles: Houe, Charnières- Barres: pinces, Poignées de tranchet, Faucille (à dents)Propriétés fonctionnelles:L’acier doux devra être forgé au jaune brillant . Il peut être un peu plié ou coupé à froid. Il nepeut pas être trempé pour la plupart des outils de coupe. Il est plus facile à souder au feu que lesautres aciers.
Acier moyennement carboné (ou carburé) :
La plupart des véhicules et machines sont faits d’acier moyennement carboné. Par exemple :Demi arbre de véhicule Disque de lame de charrueExemples d’utilisation : Marteaux, Burins à chaud, Houes PoinçonsPropriétés fonctionnelles:Ces aciers doivent être forgés un peu moins chaud que l’acier doux, mais toujours à une couleurjaune. Le carbone supplémentaire dans le métal permet de le tremper dans une certaine mesure.Avec de la pratique, il peut être soudé au feu.
Acier hautement carboné
Sources principales :Ressort hélicoïdal de suspensionBare de torsion (utilisés en suspension avant de certaines voitures).Lame de ressort de véhiculeBarre anti-roulis (barre reliant les deux bras de suspension avant sur certaines voitures).Scie à boisGrande lame de scie à métauxExemples d’utilisation :Burins à froid, Tranchet à froid, Couteaux , ciseaux à bois, Lame de planes, Haches, Herminettes,Outils à découper le bois et la pierrePropriétés fonctionnellesCet acier est le plus utile de tous à la forge. Tous les outils et instruments devant avoir untranchant durable doivent être fait en acier hautement carboné. Il doit être forgé à une chaleurorange/jaune, moins chaud que l’acier moyennement carboné. Il peut être trempé. Il ne se soudepas facilement au feu, mais peut, avec de la pratique être soudé avec des aciers contenant peu decarbone.

TECHNIQUES DE FORGEGestion du feu
S’occuper du feu est une part importante du travail du forgeron. Il est important à l’allumagede s’assurer que le combustible est correctement allumé où l’air rentre. Quand le combustible seconsume, des scories s’accumulent au niveau de la tuyère (le mâchefer). Si le mâchefer n’estpas enlevé, il obstrue le souffle d’air et commence à se coller au métal en chauffe. Le mâcheferpeut facilement être sorti en laissant le feu se refroidir légèrement (le mâchefer se durci en uneloupe) et en l’extrayant à l’aide d’un tisonnier. Le mâchefer doit être enlevé complètement dufoyer, sinon il peut se mélanger avec du combustible frais et se retrouver dans le haut oul’arrière du feu.
Essayez de maintenir le feu juste de la bonne taille pour le travail que vous réalisez. Si le feuest trop large, il gaspille du combustible et est difficile à contrôler. S’il est trop petit, il seradifficile d’atteindre la bonne température de travail.
Températures de travail
Être capable d’identifier la bonne température pour travailler le métal est l’une des qualificationsles plus importantes du forgeron. Des aciers différents doivent être forgés à des températuresdifférentes; la règle est que moins l’acier contient de carbone, plus il peut être travaillé chaud.En regardant la couleur et l’éclat du métal, vous pouvez voir quand l’acier a atteint la températurecorrecte de travail. La température doit être estimée à l’ombre, car il est très difficile de voir latempérature du métal au soleil.Plus le métal est chaud, plus il est facile à forger; cependant, s’il est surchauffé, il brûlera dans lefeu. Un métal avec un taux de carbone élevé commencera à brûler à une plus basse températurequ’un acier doux. Forger un acier très carboné à la mauvaise température provoque des tensionsinternes qui affaiblissent le métal (écrouissage par exemple).La liste ci-dessous indique les couleurs et brillance et à quels processus ils servent :
Techniques de baseLa compétence pour former le métal implique un certain nombre de processus. Les techniquesprincipales sont entre autres:
o Pliero Aminciro Coupero Refoulero Percer et former des trouso Souder au feuCes techniques doivent être maîtrisées avant que vous ne tentiez de faire des objets.
Rouge sombre naissantRouge sombreRouge cerise naissantRouge cerise (orange/jaune)Rouge cerise clairJauneJaune clairBlanc soudantBlanc éblouissant
500°C650°C800°C900°C950°C
1000°C1100°C1200°C1300°C
Trempe ou recuit d’acier fortement carbonéTrempe ou recuit d’acier moyennementcarbonéForge de aciers fortement carbonnés
Forge des aciers moyennement carbonnésForge des aciers douxSoudure

Plier et cintrerDes courbures mineures peuvent être faites enacier doux à froid; néanmoins, il est plus facilede plier à température normale de forge.Si vous pliez le métal au dessus du bord de l’en-clume, restez dans le secteur arrondi, ou la sur-face du métal sera marquée. Frappez toujours lemétal légèrement en avant de la courbure vou-lue. Evitez d’écraser le métal entre le marteau etle coin de l’enclume car cela l’amincira plutôtque la plier. Le métal tend à se plier où il est leplus chaud, assurez vous de chauffer la barreexactement au bon endroit.
AmincirRéduire l’épaisseur de l’acier en forgeant est ap-pelé amincir. La technique peut être employéepour faire une extrémité aigue sur la pièce d’acier,comme la lame d’une hache. Il peut égalementêtre employé pour amincir une partie d’unebarre
Lorsque vous forgez, les angles entre la table dumarteau, le métal et l’enclume décideront de laforme du travail fini.
Dif férentes façons d’amincir sont illustrées ci-contre.
frappe à deux

Une pointe plate de burinAvec le métal et le marteau tenus comme montré,commencez à forger la pointe. D’abord, travaillez lebout de la barre jusqu’à la bonne section. Quand vousfaites ceci, l’extrémité s’écarte comme une queue depoisson.Dès que cela commence à se produire, posez la piècesur la tranche, et raplatissez les bords. Travaillez enfinle long de la barre jusqu’à avoir la bonne longueur depointe.
Une pointe carrée
En tenant le métal et le marteau comme montré, travailleztout d’abord sur l’extrémité. Tournez le métal d’un quartde tour tous les quelques coups jusqu’à ce que la pointesoit de taille correcte. Continuez ensuite le long de labarre jusqu’à ce que le cône atteigne la longueur correcte.Si la pointe est inégale, elle peut être aplatie avec un ou
deux légers coups de marteau.
Une pointe ronde
Forger une pointe carrée comme décrit ci-dessus. Puis,travaillant de la barre vers la pointe, forger les angles.Plus vous approchez de la pointe, plus les coups demarteau doivent être doux. Finalement, retirer les an-gles restants avec de petits coups de marteau.

Forger un carré parallèleEn tenant le métal à plat sur
l’enclume, forger la pièce, en tenant
la face du marteau parallèle à
l’enclume. Comme pour la pointe
carrée, tourner le métal d’un quart de
tour tous les quelques coups.
Forger un cylindreCommencez par forger un carré pa-
rallèle, comme indiqué ci-dessus.
Ensuite, cassez les quatre arêtes car-
rées et finissez en rond par de petits
coups de marteau.
Les méthodes ci-dessous sont adap-
tées à de petites sections d’acier. Lors-
qu’on travaille des morceaux plus
lourds, beaucoup d’heures et d’efforts
peuvent être gagnés en employant des
méthodes légèrement différentes.
Etirage avec la panne du marteauLe métal est aminci premièrement par
des coups espacés régulièrement avec
la panne du marteau au lieu de la
face. Les marques laissées par la
panne sont alors aplaties en utilisant
la face du marteau. La forme de la
panne serre le métal beaucoup plus
rapidement qu’avec la face. Cette
méthode vous donne également le
contrôle de la direction dans laquelle
le métal est poussé, vous permettant
d’allonger la barre, ou de pousser le
métal sur les côtés.
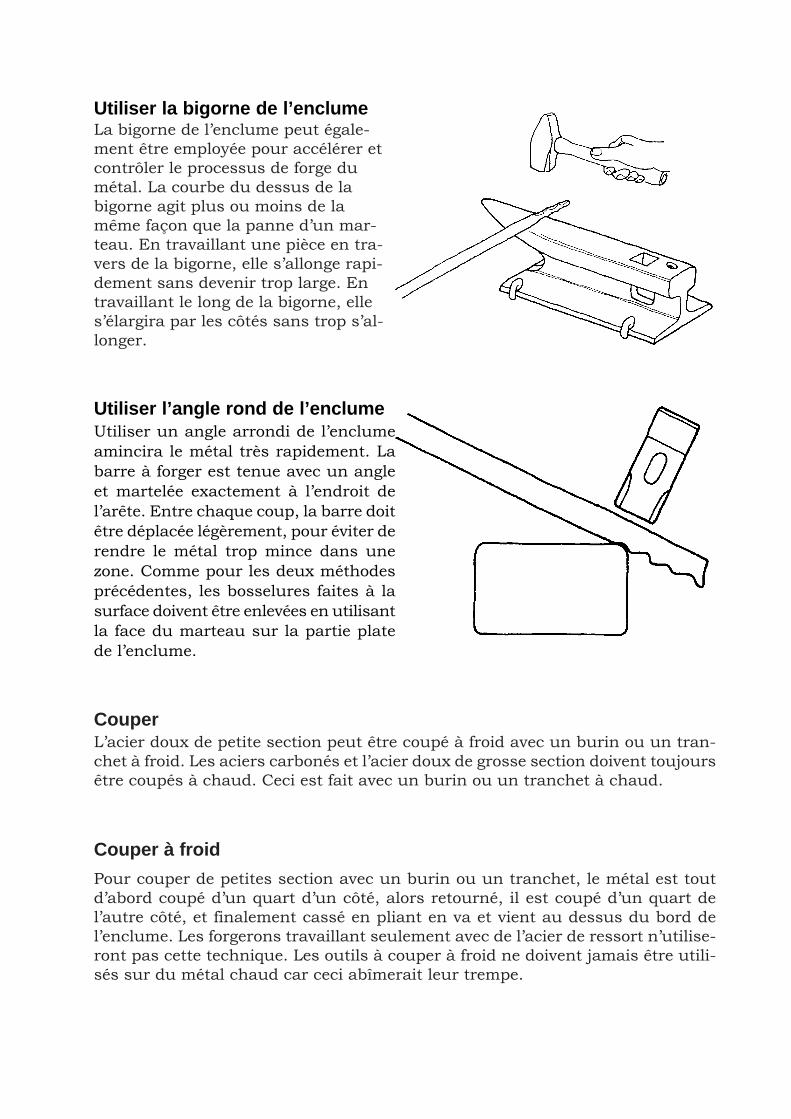
Utiliser la bigorne de l’enclumeLa bigorne de l’enclume peut égale-
ment être employée pour accélérer et
contrôler le processus de forge du
métal. La courbe du dessus de la
bigorne agit plus ou moins de la
même façon que la panne d’un mar-
teau. En travaillant une pièce en tra-
vers de la bigorne, elle s’allonge rapi-
dement sans devenir trop large. En
travaillant le long de la bigorne, elle
s’élargira par les côtés sans trop s’al-
longer.
Utiliser l’angle rond de l’enclumeUtiliser un angle arrondi de l’enclume
amincira le métal très rapidement. La
barre à forger est tenue avec un angle
et martelée exactement à l’endroit de
l’arête. Entre chaque coup, la barre doit
être déplacée légèrement, pour éviter de
rendre le métal trop mince dans une
zone. Comme pour les deux méthodes
précédentes, les bosselures faites à la
surface doivent être enlevées en utilisant
la face du marteau sur la partie plate
de l’enclume.
CouperL’acier doux de petite section peut être coupé à froid avec un burin ou un tran-
chet à froid. Les aciers carbonés et l’acier doux de grosse section doivent toujours
être coupés à chaud. Ceci est fait avec un burin ou un tranchet à chaud.
Couper à froid
Pour couper de petites section avec un burin ou un tranchet, le métal est tout
d’abord coupé d’un quart d’un côté, alors retourné, il est coupé d’un quart de
l’autre côté, et finalement cassé en pliant en va et vient au dessus du bord de
l’enclume. Les forgerons travaillant seulement avec de l’acier de ressort n’utilise-
ront pas cette technique. Les outils à couper à froid ne doivent jamais être utili-
sés sur du métal chaud car ceci abîmerait leur trempe.

Le métal est alors porté à sa
température normale de travail et coupé
presque complètement. Tous les
quelques coups, le tranchant de l’outil
devra être refroidi ou il s’endommagera.
Les coups finaux devront être faits soit
au dessus du bord de l’enclume soit sur
une plaque d’acier doux. Couper le
métal entièrement sur la table de
l’enclume endommage l’enclume et
l’outil.
Lorsque l’on coupe plusieurs pièces, du
temps et du combustible peuvent être
gagnés en coupant chaque morceau
seulement à moitié. Il est alors plié
suivant la ligne de coupe et laissé à
refroidir.
Lorsque le métal est froid, quelques
coups de marteau le rompront suivant
la ligne de coupe. Les outils de coupe à
chaud ne doivent jamais être utilisés sur
le métal froid car ils ne sont pas
trempés. Si ils sont utilisés sur du métal
froid, le tranchant de la lame sera
corrompu.
Couper à chaudCouper le métal chaud rapidement et efficacement est la compétence la plus
importante d’un forgeron. La coupe est faite avec un burin ou un tranchet à
chaud. Travailler avec un aide et employer le tranchet est la méthode la plus
rapide. Avec les deux outils, le système de coupe suit les mêmes règles. Si une
coupe précise est exigée, le métal est porté au rouge et marqué avec le burin ou
le tranchet.

Refouler
A ugmenter l’épaisseur du métal s’appellerefouler. Pendant ce processus, le métal a souventtendance à se plier. Dès que cela se produit, lerefoulement doit être arrêté, et la barre redressée.Il y a moins de chance de courbure si les partiesnon travaillées restent froides et si le bout de labarre est complètement à niveau avant le débutdu processus. Le refoulé peut être fait deplusieurs manières. Deux d’entre elles sontdécrites ci-dessous. Dans les deux cas le travaildevra être effectué à la chaleur proche de latempérature de soudure.
Méthode 1
Tenez la pièce verticalement, l’extrémitéchauffée posée sur l’enclume. Frapper le dessusde la pièce, comme pour le rentrer dansl’enclume.
Méthode 2
Cette méthode est uniquement adaptée auxgrandes pièces. Tenir la pièce verticalement,l’extrémité chauffée, sur un tas posé au sol ouune enclume. Faire rebondir la pièce surl’enclume ou le tas, et le poids de la barre feras’épaissir l’extrémité dans toutes les directions.

Il est parfois nécessaire de refouler une
pièce loin de son extrémité. Pour ce
faire, utiliser les deux méthodes
décrites ci-dessus, mais soyez sûr de
ne chauffer que la zone à travailler. Si
vous travaillez avec un acier doux, les
autres parties de la barre peuvent être
refroidies à l’eau.
Poinçonner , ou percerPoinçonner est un processus très utile;
il permet au forgeron de faire des trous
de différentes formes et tailles. Une par-
tie du métal est refoulée dans la zone
autour du trou, laissant l’objet plus so-
lide que si le trou avait été foré.
Pour percer un trou, chauffer le métal
à la température de forgeage. Placer le
poinçon sur le métal, en travaillant sur
la partie plate de l’enclume. Tous les
quelques coups, refroidir le poinçon
pour l’empêcher de surchauffer et de
perdre sa trempe et sa forme. Quand le
poinçon a presque traversé, retourner
la pièce, le poinçon aura laissé une
marque de ce côté.
Déplacez rapidement l’objet de sorte que
la marque soit au-dessus de l’oeil de
l’enclume, et faites traverser le poinçon.
La zone épaissie autour du trou doit être
contre forgée et aplatie à nouveau.

CINTRAGE (œil roulé)
But. Apprendre à cintrer (calculer les longueurs né-cessaires pour le façonnage d’une pièce courbe.Conseils d’exécution.
1° Pointer un repère (a) limitant l’œil sur la barre defer rond (craie ou pointeau).La longueur à cintrer est le diamètre moyen AB X3,14 (fibre neutre soit 40 x 3,14 = 125,6.2° Chauffer puis plier sur la table de l’enclume, enplaçant le repère (a) au droit de l’arête.3° Enrouler sur la bigorne ronde en commençant parl’extrémité del’œil. Cet exercice doit être exécuté rapidement.
Torsades
Les torsade sont très utilisées en ferronneried’art.
Cette opération doit être réalisée rapidement etbien à chaud.Préparer les outils et le poste de travail pour nepas perdre de temps lors de l’opération.
- Chauffer la pièce de façon uniforme sur la partieà torsader.- Serrer une extrémité de la pièce dans un étau.- A l’aide d’une clef à mollette ou mieux, d’untourne à gauche, tourner l’extrémité libre jusqu’àobtenir l’effet désiré.- En même temps, brosser la torsade pouréliminer les plaques de calamine.
Si necessaire, réchauffer la pièce et recommencerl’opération pour reserrer la torsade. (bien veillerà tourner dans le même sens)
On peut désirer réaliser des changement de sens:Dans ce cas, bien refroidir la partie déja torsadéepour ne pas la déformer.
torque d’inspirationceltique

TRACES GÉOMÉTRIQUES Les motifs courbes sont très utilisés en ferron-nerie. Voici les méthodes de tracé simple des prin-cipaux d’entre eux.
SPIRALE A DEUX CENTRES
Ces centres sont pris sur la même ligne et s’uti-lisent alternativement comme indiqué par les chif-fres. De 1 avec 1-2 comme rayon, tracez la courbe2- 1 bis. De 2 avec 2-1bis comme rayon, tracez1bis-2 bis et ainsi de suite.
SPIRALE A QUATRE CENTRES
Les courbes successives partant des centres l,2, 3 et 4 se raccordent sur les prolongements descôtés du carré. De 1 avec 1-4 comme rayon, tra-cez la courbe 4-5. De 2 avec 2-5 comme rayon,vous tracez 2-6, etc...
RACCORD DE COURBES
a) Courbe convexe
De A avec A-O pour rayon, tracez l’arc 1. De Bavec B-O pour rayon, tracez l’arc 2. Des points 1et 2 tracez les arcs en 3, De 3 tracez 1-2.
b) Courbe concave
De 4 avec 4-O pour rayon, tracez l’arc 5. Deson intersection avec la circonférence, avec O-6comme rayon, tracez les arcs 7 et 8. De 7, avec lemême rayon, croisez l’arc 8. De ce point, tracezla courbe 5-7.
ANSE DE PANIER
Divisez en trois la droite 1-2 qui est l’ouverturede l’anse, De 3, puis de 4, avec 3-1 comme rayon,tracez les arcs se coupant en 5. De ce point, tirezles droites 5-3-6 et 5-4-7.
De 3, puis de 4, sans changer le rayon précé-dent, tracez 1-6 et 2-7. De 5, avec 5-6 commerayon, tracez la courbe 5-7.

Volutes
La spirale est une courbe qui tourne autourde son point de départ tout en s’en écartantrégulièrement, à la manière de la courbe vi-sible sur une coquille d’escargot.
Cette courbe joue un grand rôle en serrurerie d’art où elle est très utili-sée, entres autres comme début de volute. Son tracé peut être obtenu par des procédés graphiques(règle et compas) (voir page précédente), mais les meilleures spires, les plus gracieuses, sont cellesqui sont tracées sans le secours d’instruments; elles ont en outre l’avantage de pouvoir s’adapterplus facilement dans un cadre déterminé, tandis que les premières ont une forme définie d’avancequi dépend du tracé choisi.
Spirale développante du cercle.Cette spirale est une courbe de même nature que les précé-dentes, mais qui a pour base une circonférence dont onpeut considérer tous les points comme étant successivementdes centres. De cette observation, on déduit un tracé prati-que obtenu au cordeau.Faire choix d’une chute de fer rond de diamètre approprié.-Enrouler à la base un cordeau de très faible épaisseur (fi-celle ou fil solide) et faire une boucle au départ. Placer labarre au centre de la courbe; la maintenir en place d’unemain, engager une pointe ou un crayon dans la boucle et dérouler le cordeau tendu qui, en s’écartantprogressivement, permet à la pointe de tracer la spirale. .Nota. - Pour figurer l’épaisseur, enrouler à nouveau le cordeau et prendre un départ approprié pourpasser à distance voulue.
Tracé des têtes et des naissances de courbes.Les spirales précédentes sont supposées avoir une naissance droite.Deux autres formes courantes employées sont l’adouci et la tête ronde .Il a été dit que la tête ronde devait avoir un diamètre égal au double de l’épaisseur du fer em-ployé. Le centre de cette tête et du rayon de l’adouci sont variables suivant que l’on veut donnerà la spirale l’aspect d’une courbe assez ouverte ou plutôt fermée et plus agréable: observer cesdispositions sur les figures.
courbe ouverte courbe fermée
Naissance droite Naissance en adouciNaissance à têteronde
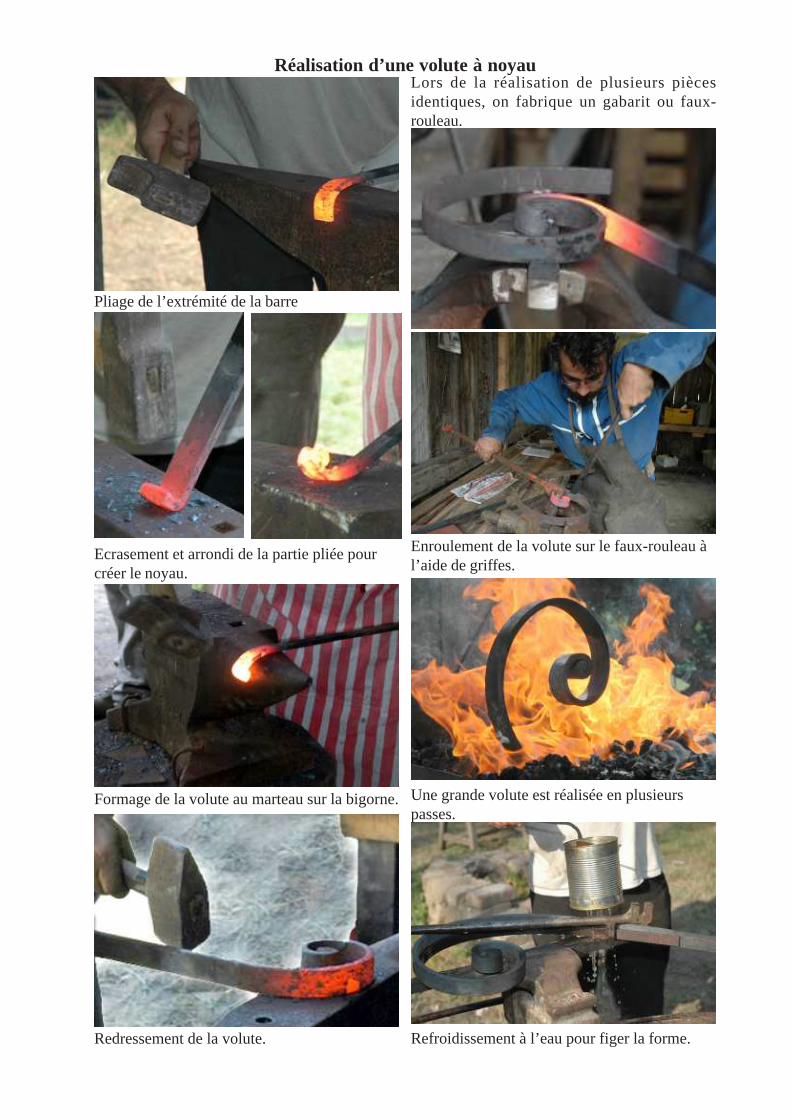
Réalisation d’une volute à noyau
Pliage de l’extrémité de la barre
Ecrasement et arrondi de la partie pliée pourcréer le noyau.
Formage de la volute au marteau sur la bigorne.
Redressement de la volute.
Lors de la réalisation de plusieurs piècesidentiques, on fabrique un gabarit ou faux-rouleau.
Enroulement de la volute sur le faux-rouleau àl’aide de griffes.
Une grande volute est réalisée en plusieurspasses.
Refroidissement à l’eau pour figer la forme.

La tr empeLa trempe ou trempage est un traitement thermique des métaux. Cette opération consiste à plongerun matériau chaud dans un fluide plus froid afin de le doter de propriétés nouvelles. Elle est réaliséeimmédiatement après l'opération dite de mise en solution.
Principe : La trempe est un refroidissement brutal de la pièce qui a pour objectif de figer la structureobtenue lors de la mise en solution. Dans le cas de l'acier, ce refroidissement s'accompagne d'unetransformation allotropique.La séquence de traitement est la suivante :- la mise en solution :
- chauffage de la pièce jusqu'à une température suffisante (pour les aciers > 800 °C),- maintien en température pour homogénéisation et mise en solution solide des éléments
d'alliage,- la trempe : refroidissement rapide dans le fluide de refroidissement.Fréquemment par extension de langage, la séquence « mise en solution + trempe » est appelée «trempe ».Les fluides utilisés par ordre de vitesse de refroidissement (de la plus élevée à la plus faible) sont- l'eau,- l'eau additivée (polymère par exemple),- l'huile,- le brouillard d'eau,- les gaz (air, argon, azote, etc.).La trempe peut être suivie d'un revenu, qui est un réchauffement de la pièce. Elle permet d'obtenirles caractéristiques mécaniques définitives de la pièces soit en les augmentant (cas des alliages sanstransformation allotropique), soit en les diminuant et obtenir un alliage moins fragile (cas des alliagesavec transformation allotropique).
Trempe de l’acier (avec transformation allotropique)Le mécanisme de la trempe est lié aux changements de formes cristallines d'un métal en fonction dela température (les variétés allotropiques). Un métal est une forme cristalline au sein de laquelle desatomes peuvent venir se loger (composé intersticiel). La solubilité de ces atomes dans la mailledépend de la structure de celle-ci et de sa taille. Une variation brusque de température d'un cristaldans lequel est dissout une grande quantité d'un composant passant d'une maille munie de sitesimportants vers une maille plus serrée emprisonne ces atomes dans le nouveau cristal et crée unecontrainte dans celle-ci.
Dans le cas de l'acier, le composant obtenu après trempe s'appelle la martensite(1). Sa duretécorrespond à l'allongement de la zone d'élasticité (courbe d'allongement en fonction de l'effort) enlieu et place la zone de déformation plastique. La résistance élastique s'approche de la résistance àla rupture.
La déformation plastique d'un métal résulte du déplacement des défauts du cristal le composant (lesdislocations). Les dislocations se propagent (dans les directions principales résultant du croisementdes plans de compacité maximale) plus difficilement dans un cristal dont la maille est contrainte.D'autres effets permettent de durcir un métal : la présence de beaucoup de dislocations (elles segènent mutuellement dans leurs déplacements) ou écrouissage, le durcissement structural ou lasubstitution d'atomes d'un cristal par d'autres (autres manières que la trempe d'introduire descomposants dans un cristal).
(1) Martensite : constituant dur des aciers qui cristallise en plaquettes ou en aiguilles et qui prend naissance parrefroidissement brutal de l’austénite qui empêche une diffusion du carbone dans le fer, la martensite est très dure maistrès fragile.

Les paramètres principaux d'une trempe sont le taux de composants étrangers dissous dans le cristal,la vitesse de traversée de la zone de changement de variété allotropique ainsi que les proportions decertains additifs. Cette vitesse va déterminer quelle proportion de composant intrus va avoir letemps de migrer à l'extérieur du cristal sous l'effet des contraintes.
Pour les aciers, la zone de températures de 600 à 800 °C doit être franchie sans arrêt sinon uneforme spécifique du métal pourrait se former. Si le passage de la zone de recristallisation est troplent, celle-ci suit à l'intérieur de chaque grain des lignes de potentiels énergétiques correspondant àdes plans dont la géométrie est liée aux plans de compacité maximale du cristal, créant desparticularités non anisotropes et rendant la pièce fragile (structure de Widmanstätten).
Le revenu est un Traitement thermique effectué sur les pièces métalliques afin de leurs donnerleurs caractéristiques mécaniques et parfois de résistance à la corrosion d'usage. Ce traitement esteffectué après la trempe.
Le revenu s'effectue en deux étapes :- Réchauffage de la pièce jusqu'à une certaine couleur (entre jaune paille et “gorge de pigeon”suivant la trempe désirée, pour les aciers) ou revenu ;- Refroidissement définitif.
Pour les pièces en acier, le revenu est un réchauffement de la pièce qui permet d'adoucir les effets dela trempe. Il permet d'éliminer des composés fragilisant les pièces (les carbures) aux joints degrains sans altérer trop les effets fondamentaux de la trempe (perte de 1 ou 2 degrés de dureté). Ilpermet aussi à certaines contraintes trop importantes de se libérer (en favorisant les migrationsatomiques par élévation de la température). Ces contraintes et ces carbures pourraient devenir autantd'amorces de rupture fragile.Le revenu s'effectue à une température inférieure à celle de la trempeou du recuit.
Mode Opératoire:L’acier doit chauffer lentement.La couleur orange ne doit pas être dépassée : chauffé au blanc, l’acierse carbure et sa consistance devient comparable à celle de la fonte.Il se brise alors au moindre choc. On dit qu’il est “brulé” et ne peuxêtre utilisé.
- Chauffer lentement l’outil au rouge cerise.- Le brosser à l’aide d’une brosse métallique.- Tremper l’extrémité dans de l’eau froide et propre.- La chaleur du corps de l’outil se communique, et on observe unemontée de couleur vers la pointe.Lorsque le métal atteint le violet (gorge de pigeon) refroidirbrutalement la pièce en la plongeant dans l’eau froide.Le revenu est terminé et et la dureté de la trempe sera atténuée.En fonction de la dureté désirée, le revenu se fait entre le jaune paille(trempe dure) et le violet (trempe plus douce)
Jaune paille 220° CJaune foncé 240° CGorge pigeon 260° CViolet foncé 270° CBleu foncé 300° C
Tableau des couleursusuelles de revenu
Page 34

Soudure au feuCertains types d’acier peuvent être soudés
ensembles en n’utilisant rien d’autre que
la chaleur du feu et la pression du coup de
marteau. Les soudures suivantes peuvent
être réalisées avec succès :
o Acier doux avec de l’acier doux, par
exemple pour les maillons de chaîne.
o Acier très ou moyennement carboné
avec de l’acier doux, par exemple pour
surfacer la face d’un marteau.
Souder ensemble deux pièces d’acier
fortement carboné n’est pas pratique à la
forge.
Une bonne soudure peut être réalisée si
une attention particulière est portée à
ce qui suit :
Le métalLa soudure à la forge exige une
préparation soigneuse. Dans tous les cas,
prendre soin à la préparation aidera à
s’assurer du succès de la soudure.
Le feuLe feu devra être exempt de scories et
mâchefer, et la tuyère couverte de
charbon frais. Tandis que le métal est
porté à température de soudure.
Chauf fer le métalLes pièces à souder doivent atteindre la
température de soudure en même temps.
Elles doivent être placée à distance de la
zone oxydante d’entrée de l’air. Les
grosses pièces doivent être chauffées
lentement pour empêcher la surface
d’être trop chaude avant que l’intérieur
ait atteint la température de soudure. Les
faces à souder devront être tenues vers
le bas pour empêcher les scories de se
mettre sur les parties de métal devant
être soudées.
TempératureReconnaître le moment exact où retirer
le métal du feu pour une soudure
demande de l’expérience. Trop tôt, et le
métal ne collera pas. Trop tard et le métal
peut brûler et tout simplement partir en
morceaux. A la température de soudure,
indépendamment de l’éclat ou de la
couleur, il y a habituellement deux signes
à observer. Tout d’abord le métal
commence à suer. A ce moment, il semble
humide à sa surface. L’autre signe est de
petites étincelles blanches qui
commencent à sauter quand le métal est
retiré du foyer.
Vitesse et technique
Quand le métal atteint la température de
soudure, il ne faut pas perdre un instant
entre le moment de le retirer du feu et
l’exécution de la soudure. Le métal doit
dans le même mouvement être retiré du
feu, secoué pour enlever toutes les sco-
ries, et placé en position sur l’enclume.
La soudure est alors réalisée en utilisant
des coups rapides, doucement tout
d’abord, puis plus fortement une fois que
le métal a collé. Dès que le dessus de la
jointure a été soudé, retourner la pièce
et travailler sur l’autre côté. L’entière
opération doit être accomplie avec le mé-
tal à température de soudure.
Page 35

Exécution d’une soudureSi vous n’avez jamais soudé, l’exercicesuivant est un bon entraînement. Rappelezvous de commencer avec un feu propre.
Prenez une barre d’acier, et aplatissez l’extré-mité comme montré sur le schéma, puis formerl’extrémité en biseau.
Couper à moitié le métal au milieu de la partieaplatie
Replier en deux le métal suivant la ligne decoupe.
Mettre le métal dans le feu, avec la partie pliéeau centre du feu, au dessus du point d’entrée d’air.Assurez vous que le métal est bien recouvert decharbon, et portez le à température de soudure.
Dès la chaleurde soudure at-teinte, posez lapièce sur l’en-clume et soudezles sectionspliées par descoups rapides etfermes.
Sortir la pièce du feu.Saupoudrer de borax ou de sable de fontaine-bleau à l’emplacement de la soudure pour laprotéger de l’oxydation, et la remettre au feu.
Page 36

Principaux types de soudures par forgeage.
Soudure bout à bout. - Consiste à rapprocherfortement les surfaces en regard, sur lesquel-les on a donné quelques coups de tranche.Solidité médiocre. Peu employé.
Soudure par amorces. - Les surfaces en re-gard sont augmentées par un renflement adhoc, qu’on fait finalement disparaître parmartelage. Genre très employé, bonne soli-dité.
Soudure engueule de loup. - On ouvre l’undes fers et on refoule l’autre en coin. Déli-cate à réussir, la soudure sert surtout pour fersronds supportant des efforts de torsion.
Soudure à languettes croisées. - Employéepour les fers très larges et peu épais. Il nefaut pas multiplier le nombre des languettessi l’on veut une bonne adhérence.
Soudure à mise portée. - Entre les surfaces àréunir, préparées en oblique, on interpose uncoin. Assez facile à exécuter, cette soudureest de bonne solidité.
Soudure par encollage. - Le bout d’une pièceest refoulée et on mé-nage dans l’autre unesorte de mortaise à lèvres qui seront rabat-tues contre les refoulements en regard. Lasolidité est souvent médiocre.
Soudure à lardon. - Dans la mortaise queporte une pièce, on engage une petite massede métal. Sert souvent pour corriger l’amai-grissement des parties angulaires.
Page 37

Acier : Alliage de fer et de carbone contenant de 0,02 à 2% de car-bone. Au desssus de 2%, les alliages constituent des fontes.
Anthracologie : étude des charbons de bois, principalement pour ladétermination des essences de bois (mais aussi pour tout autre rensei-gnement : datation, méthode de préparation…)
Bas fourneau : fourneau de réduction du minerai de fer par la mé-thode dir ecte. Il produit une masse brute de fer et/ou d’acier à l’étatsolide.
Blanc soudant : désigne la couleur du métal lorsqu’il a atteint unetempérature de l’ordre de 1350°C. C’est la température à laquelle lefer peut être soudé.
Boccard : machine pour le concassage du minerai.
Catalan (procédé) : bas fourneau ouvert (méthode directe) dontl’alimentation en air est assurée par une tr ompe hydraulique ; le rem-plissage de la cuve (tronc pyramidal inversé) est effectué en dispo-sant le charbon de bois coté tuyère, et le minerai (calibré) coté op-posé ; Il a succédé aux moulines à fer et s’est essentiellement déve-loppé en Ariège et en Catalogne entre le XVIIe siècle et la fin du XIXesiècle.
Carburation : enrichissement en carbone d’un métal ou d’un alliagemétallique.
Cémentation (du fer) : opération qui consiste à obtenir une carbu-ration superficielle d’un fer par chauffage dans un milieu solide, li-quide ou gazeux susceptible de lui céder du carbone. A 920°C, la quan-tité de carbone diffusé sur une épaisseur de 1mm en une heure est d’àpeu près 0,02%. Ce traitement entraine le durcissement superficiel dufer.
Chaîne opératoire : successions d’étapes techniques qucours des-quelles la matière subit des transformations chimiques et physiques ;En métallurgie, elle désigne l’ensemble des étapes qui conduisent dela matière brute (le minerai) à l’objet fini.
Chapeau de fer : formation superficielle d’oxydes et hydroxydes defer résultant de l’altération par les agents atmosphériques (eau depluie…) d’un filon minéralisé en sulfures. Le phénomène est parti-culièrement important lorsque le minerai contient de la pyrite quilibère de l’acide sulfurique en s’oxydant.
Charbon de bois : produit de la carbonisation du bois utilisé commecombustible solide et agent réducteur en métallurgie du fer an-cienne.
Cinglage : opération qui consiste à battre à chaud la masse brute deréduction pour en extirper les impuretés (fragments de minerai, decharbon de bois, de scories…) et compacter le fer.
Comburant : corps qui permet la combustion d’un autre quand ilssont mis en contact.
Combustible : corps qui a la propriété de brûler en présence d’uncomburant.
Compactage : action de rendre compact.
Concassage (du minerai) : opération consistant à briser et réduire enfragments de calibre adéquat les blocs grossiers de minerai.
Corr osion : altération d’un métal par réaction chimique ou électro-chimique avec le milieu en contact duquel il se trouve. La corrosiondu fer se fait principalement par formation d’oxydes et d’hydroxydesau contact de l’air (rouille). Elle peut prendre différents aspects (gé-néralisée, localisée) en fonction de la composition de l’environnement(gaz, liquide, présence d’agents agressifs tels que l’oxygène, les chlo-rures), du couplage avec d’autres métaux ou d’existence de contrain-tes mécaniques d’origine variée.
Corr oyer, Corroyage : opération de martelage du métal afin d’amé-liorer sa compacité et son homogénéité. Ces termes, empruntés autravail du cuir sont particulièrement adaptés pour décrire le travailqui consiste à fabriquer une barre à partir de fragments épars.
Débourbage : opération qui consiste à séparer les matériaux fins (ar-giles et limons) d’un minerai par lavage à l’eau.
Dendrites : forme de cristallisation arborescente régulière d’un mine-rai ou d’un métal qui se développe fréquemment lors d’une solidifica-tion rapide à partir de l’état liquide.
Dir ect(e) (réduction/méthode/procédé/filière) : procédé de productiondu fer par réduction des oxydes de fer à l’état solide. A aucun mo-ment, le métal ne subit de fusion. En revanche, les impuretés du mine-rai, combinées avec une certaine proportion d’oxydes de fer formentun liquide, la scorie.
Doux : (acier/fer/métal) : se dit d’un fer ou d’un acier contenant unefaible proportion de carbone et qui possède par conséquent une faibledureté.
Eponge : terme utilisé pour caractériser une masse brute de réductionayant une structure hétérogène vacuolaire et discontinue dans laquelleles inclusions non métalliques (scories, charbon) sont abondantes.
Fayalite : minéral de formule Fe2SiO
4 , groupe des olivines, classe des
silicates. C’est le silicate le plus présent dans les scories
Fer : élément chimique : symbole chimique Fe ; masse atomique 56 ;densité 7,8 environ. Par son abondance, (5%), c’est le quatrième élé-ment constituant la croûte terrestre. Il entre dans la composition chi-mique d’un très grand nombre de minéraux et de roches. Dans la na-ture, il n’existe pratiquement pas à l’état métallique (météoriques outrès rare roches volcaniques). Métal gris, malléable, ductile et très te-nace ; son point de fusion est très élevé (1536°C). Associé au carbone,
il donne de l’acier ou de la fonte.
Ferrier : amas de scories renfermant aussi des déchets de travail, desdébris de fourneaux… C’est le signe d’une ancienne exploitation si-dérurgique.
Ferromagnétique : qui possède un magnétisme permanent, en l’ab-sence de tout champ magnétique externe et qui ne le perd qu’au delàd’une certaine température (température critique). C’est le cas de cer-tains minéraux : la ferrite (au dessous de 769°C) et la magnétite.
Ferron : terme ancien utilisé pour désigner indifféremment un tra-vailleur du fer.
Fonte : alliage à base de fer riche en carbone (de 2 à 6,7%). C’est unmatériaux très dur et très fragile en général, impossible à marteler et àsouder. Le point de fusion est bas (1150°C pour 4,3% de carbone),d’où son aptitude au moulage. Le pourcentage de carbone et la pré-sence de différents éléments d’addition (silicium, manganèse…) etd’impuretés (souffre, phosphore…) influent considérablement sur lespropriétés physiques.
Four : terme générique désignant toutes les structures de combustionplus ou moins fermées. On utilise des fours pour le chauffage, pour leséchage, pour la cuisson et bien d’autres activités, y compris de nom-breux traitements métallurgiques.
Gangue : minéral ou roche qui est associé aux substances utiles dansle minerai. Les traitements préliminaires du minerai (concassage, la-vage…) contribuent à séparer la gangue de la partie utile.
Goethite : oxyde de fer hydraté, de formule générale FeO OH. C’estl’un des principaux constituants des minerais de fer ; la goethite estprincipalement présente dans les produits de corrosion du fer (rouille).
Lexique
Page 38

Grillage : opération métallurgique qui consiste à chauffer un mineraisulfuré pour le transformer en oxyde, en le débarrassant du souffrequ’il contient. Par extension, ce terme désigne abusivement n’importequel traitement thermique préliminaire d’un minerai. Pour les oxydesde fer, le grillage est destiné à éliminer une certaine quantité d’eaux(soit d’apport, soit de constitution), à faciliter le concassage (entreautres par éclatement), mais également à obtenir une porosité plusimportante.L’hématite surchauffée se transforme en magnétite. Les carbonatessont dissociés en CO2 et oxydes.
Haut fourneau : fourneau de réduction de minerai de fer par la mé-thode indirecte, produisant de la fonte à l’état liquide (température defonctionnement supérieure au point de fusion de 1536°C). le haut four-neau fonctionne en continu, c’est à dire que l’on enfourne en perma-nence du combustible et du minerai par l’ouverture supérieure (gueu-lard) et que l’on fait couler régulièrement le produit métallique et lesdéchets (laitier) par deux ouvertures inférieures. Les haut fourneauxles plus anciens sont des constructions modestes ne dépassant guère10 mètres de haut. Aujourd’hui, ils peuvent atteindre 80 m. En Eu-rope, cette technologie apparaît au Moyen Age et se généralise pro-gressivement à partir du XVIe siècle.
Hématite: minéral, de formule générale Fe2O3, classes des oxydes(oxyde ferrique). C’est un constituant important de certains mineraisde fer.
Hydr oxyde: oxyde hydraté. Il existe une famille de minéraux qui sontdes hydroxydes dont la goethi-te.
Indir ecte (réduction/méthode/procédé/filière): la méthode de réduc-tion indirecte regroupe les procé-dés au cours desquels le minerai defer est réduit et passe à l’état liquide. La diffusion du carbone dans lemétal est beaucoup plus importante et le produit obtenu est une fonte.Cette fonte devra ensuite être décarburée pour être transformée en ferou en acier. Cette deuxième étape, l’affinage, justifie l’appellation «indirecte ».
Laitier : déchet pauvre en silicates et oxydes de fer, mais pouvant ren-fermer de la grenaille (fer ou fonte), résultant de la fusion du mineraiet des ajouts éventuels, dans le haut fourneau; les laitiers siliceux ontassez souvent un aspect vitreux, brillant, de couleurs variées (bleu,vert, noir), mais peuvent prendre un aspect plus « pierreux » s’ils sontcristallisés, cas encore plus fréquent pour les laitiers calciques. Ils sontgénéralement peu denses avec une faible porosité. Des matériaux simi-laires peuvent exister sur les sites de réduction en bas fourneau.
Laminoir : machine constituée de deux rouleaux superposés tournantdans des sens opposés. En intro-duisant une masse de métal chaudentre les deux rouleaux, celle-ci subit une pression symétrique quidéforme le métal de manière continue en diminuant la section de lamasse. En variant l’espacement entre les rouleaux, on contrôle l’épais-seur du produit. En utilisant des rouleaux larges, on produit des pla-ques puis des feuilles de métal. En utilisant des rouleaux cannelés, onproduit des barres pos-sédant une section particulière.
Limonite : hydroxydes de fer mal cristallisés, mêlés à des argiles, d’as-pect terreux, poussière de cou-leur jaune rougeâtre. Peut êtreconcrétionnée. C’est un constituant important de nombreux mineraiset l’un des produits de la corrosion du fer.
Lingot : bloc de métal destiné au stockage, au transport ou au com-merce. Par extension tout produit métallique ou non, moulé ou non,ayant les mêmes fonctions.
Loupe: voir Masse brute de réduction.
Magnétite: minéral de formule générale Fe3O4, classe des oxydes(oxyde ferreux). Il est noir, souvent brillant. Il se présente souvent enoctaèdre régulier. Il est magnétique. C’est un constituant important decertains minerais et également l’un des produits de corrosion du fer.
Martensite: structure métastable formée lors de la trempe conférant àun acier une très grande dureté mais aussi une grande fragilité. Enfait, le carbone est maintenu en solution solide à des teneurs qui peu-vent être largement supérieures à celle correspondant à l’équilibre dansle diagramme de phases (le carbone est en sursaturation).
Mar tinet: marteau mécanique utilisé pour le forgeage. Anciennement,il était animé par la force hydraulique.
Masse brute de réduction: la masse brute issue de la réduction di-recte est généralement très hétérogè-ne et comporte du métal (en pro-portion variable dont la composition peut aller du fer à l’ acier) asso-cié à de la scorie, des fragments de charbon de bois et de très nom-breuses porosités. Elle nécessite une opération d’épuration plus oumoins poussée avant de pouvoir être forgée. Voir Eponge, Loupe etMassiau.
Massiau/massiot: voir Masse brute.
Métallurgie :1) ensemble des industries et des processus techniques d’élaborationdes métaux et de leurs alliages.2) étude des propriétés physiques, physico-chimiques et structuralesdes métaux.
Métallurgie du fer : voir Directe, Indirecte.
Métallurgie primair e (ou production primaire): ensemble des opéra-tions techniques conduisant du minerai préparé (concentré) jusqu’àun produit métallique intermédiaire (souvent un lingot). Ce terme s’op-pose à la métallurgie secondaire.
Métallurgie secondaire (ou de transformation): ensemble des opéra-tions techniques conduisant d’un produit métallique intermédiaire àun produit fini.
Méthode directe/indirecte: voir Directe/Indirecte.
Meule: tas de bois, en général recouvert de mottes de gazon ou deterre, auquel on met le feu en vue de produire du charbon de bois.
Minerai : roche présentant une concentration élevée en minéraux uti-les, économiquement et technique-ment exploitables dans les condi-tions de l’époque considérée. Un minerai peut contenir également desminéraux sans valeur qui constituent la gangue.
Minerai de fer: minerais contenant du fer. Ils sont très abondants ettrès variés. La valeur d’un minerai dépend de sa teneur en fer (mini-mum 20 %, moyenne 45 %), mais également de la nature et de laconcentration des éléments associés.
Minéral : corps solides, de composition chimique et de structure cris-talline définies, formés lors de pro-cessus naturels et non organiques.Les minéraux sont les principaux constituants des roches. Minéralisé:1) pour un métal: transformé en minéraux, 2) pour une roche: conte-nant des substances utiles, 3) pour une eau: contenant des sels miné-raux dissous.
Minette: minerai oolithique lorrain (Jurassique).
Mouline à fer: terme ancien utilisé au Moyen Age pour désigner cer-taines installations métallurgiques utilisant l’énergie hydraulique.
Oolithique (minerai): minerai constitué d’une agglomérationd’oolithes riches en oxydes de fer liées par un ciment calcaro-mar-neux.
Oxydant: qui oxyde, qui accepte des électrons périphériques.
Oxydante (atmosphère): se dit des conditions de composition, pres-sion et température des gaz, qui favorisent l’oxydation.
Oxydation: réaction au cours de laquelle un élément perd un ou plu-sieurs électrons; par ex. avec le fer: Fe (métal) + Fe2+ + 2e- représentel’oxydation du fer en ion ferreux; la réaction inverse consti-tue la ré-duction.
Oxydes: classe de minéraux formés d’un ou plusieurs éléments chi-miques combinés avec l’oxygène.
Page 39

Oxydo-réduction: réaction chimique avec transfert d’électrons. Lasubstance qui acquiert des électrons est réduite, celle qui en perd estoxydée. En présence d’oxygène, le gain d’un électron se traduit parla perte d’un atome d’oxygène, par ex. : FeO + C -> Fe + CO ;Fe
2+ (dans FeO) est réduit en Feo tandis que C est oxydé en CO.
Perlite: constituant eutectoïde des aciers. Structure formée d’un agré-gat de ferrite et de cémentite qui se présente le plus souvent sousforme de lamelles ou de globules.
Pyrite: minéral de formule générale FeS2. Une des formes cristalli-
sées des sulfures de fer. La pyrite est jaune doré et forme souvent descristaux cubiques.
Pyroxène: famille de minéraux, des silicates contenant généralementdu fer, du magnésium et du cal-cium de formule générale SiO
3) (Ca,
Mg, Fe).
Rechapage: action de recouvrir avec un nouveau revêtement une sur-face endommagée, notamment les parois en argile du bas fourneau.
Recuit: traitement thermique ayant pour but de modifier la structured’un métal en vue de diminuer la dureté pour faciliter sa déforma-tion. Il consiste à réchauffer un objet métallique, puis à le laisserrefroidir lentement, ce qui permet une certaine recristallisation.
Réducteur: qui réduit, qui fournit des électrons périphériques. VoirOxydo-réduction, Réduction, Oxydation et Bas fourneau.
Réduction directe/indirecte: voir Directe/Indirecte.
Réduction: réaction au cours de laquelle un atome gagne un ou plu-sieurs électrons. Voir oxydo-réduc-tion. En métallurgie du fer, la ré-duction est l’opération au cours de laquelle les oxydes de fer sonttransformés en métal par contact avec le gaz de combustion riche enmonoxyde de carbone selon, par exemple, l’équation: FeO + CO ->Fe + CO
2.
Réfractaire: matériau qui résiste aux températures très élevées etaux chocs thermiques.
Repoussé: méthode de mise en forme par déformation plastique d’unetôle telle que les surfaces interne et externe demeurent à peu prèsparallèles; la frappe peut se faire par l’intérieur ou par l’extérieur.
Revenu: traitement thermique pratiqué après la trempe, afin de ré-duire la fragilité de l’acier. Il com-porte un chauffage à une tempéra-ture comprise entre 180° et 450 °C, un maintien à cette températu-reet un refroidissement assez lent.
Rouille: produit de la corrosion du fer développé en ambiance hu-mide; de structure très complexe, la rouille est majoritairement cons-tituée d’oxyde ferrique hydraté.
Rubéfaction: altération par la chaleur du matériau constituant lesparois des fourneaux. Elle se caracté-rise par différents niveaux decoloration (rubéfaction), voire par une fusion plus ou moins intensequi transforme le matériau en scorie (scorification de couleur rouge)ou en verre (vitrification).
Scorie: terme générique correspondant aux déchets produits au coursd’une opération métallurgique.
Sidérite: minéral de formule générale FeCO, appartenant il la fa-mille des carbonates. La sidérite forme généralement des masses bru-nâtres informes. Les cristaux bien développés sont rhombo-édriques.
Silicate: famille de minéraux qui contiennent de la silice (SiO,). Lafayalite (Fe, SiO,) est le silicate de fer le plus courant dans lesscories.
Soudage/soudure (au feu de forge): opération d’assemblage dedeux métaux ferreux, effectuée par mise au contact sous pressiondes matériaux amenés, par chauffage, à l’état pâteux ou localementfondu. L’assemblage réalisé est appelé soudure.
Soufflerie: ensemble du dispositif destiné à produire le vent néces-saire à la marche d’une installation métallurgique.
Soufflet: instrument servant à souffler, à produire du vent, pour acti-ver la combustion dans le foyer ou le fourneau par l’intermédiaire dela tuyère. Il est généralement prolongé par un tube à vent. Il peut êtreactionné par l’homme (à la main ou au pied) ou encore par l’intermé-diaire d’un système mécanisé.
Tr ompe à eau: système de production d’air sous pression à partird’une chute d’eau.
Tuyère: dispositif permettant de transmettre l’air jusque dans la zonede combustion du fourneau ou du foyer. Il peut s’agir d’un simpletrou dans la paroi (on parlera alors plus volontiers de «trou à vent» ouencore d’un «conduit de ventilation») ou d’une pièce façonnée spéci-fiquement pour cet usage («bloc-tuyère»). Les blocs-tuyères archéo-logiques associées à la métallurgie du fer sont générale-ment des con-duits cylindriques en terre cuite destinés à être insérés dans la paroi.
Ventilation forcée ou artificielle : système destiné à envoyer de l’airsoufflé dans le fourneau par un mécanisme (soufflets, ventilateur,trompe), sous une pression et un rythme qui peuvent être contrô-lés.
Ventilation naturelle: système destiné à envoyer de l’air dans le four-neau pour activer la combustion sans l’aide d’une soufflerie, au moyende tuyères ou de simples ouvertures.
Vitrification : formation d’un verre, notamment ici dans le cas de laparoi vitrifiée par la chaleur au- dessus de la tuyère.
Wustite: forme cristallisée de FeO, métastable à basse température(en dessous de 570 °C). La wustite est très rare dans la nature, maisc’est un constituant fréquent dans les scories. Elle cristallise sou-vent sous forme de dendrite.
Page 40
Définitions issues de:Le fer, collectif, direction M. Mangin, edErance

Photos, conception et mise en pagesBertrand Klotz
Bibliographie
La ferronnerie d’art guide pratique, ed. Eyrolles, Sept. 1999Otto Schmirler, Outils et réalisations en fer forgé, ed. Charles Moreau, Paris 2006A. Mercuzot, Fer forgé, Histoire, pratique et chefs-d’oeuvre , ed. Jean-Cyrille GodefroyC.A. Reyneri di Lagnasco, Fer forgé, ed. de Vecci, 2000R. Strozzini, C’est en forgeant... , ed. Emotion PrimitiveG. Bongrain, Le Damas ou l’art du feu et de l’acier, ed Crépin-Leblond, 2003(ed. emotion primitives: www.emotionprimitive.com nombreux livres et rééditions d’ouvragesanciens.)
Georgus de Agricola, DE RE METALLICA- libri 12 1556.Collectif, Michel Mangin, Le fer, Errance 2004.Bouchu et Courtivron, Art des forges et des fourneaux à fer, 1792.Sites Internet Usinor http://www.usinor.com et Fédération francaise de l'acier: http://www.ffacier.org/Wikipédia, http://fr.wikipedia.orgLa Forge, Le carnet d’atelier, cours par correspondance ed. CSNCRAFruit, Fascicules technologiques du serrurier d’art , ed. Librairie Delagrave Paris.L. Bakony et J. Rovière, Pratique du fer forgé, ed. Eyrolles, 1964E. Barberot, Traité pratique de serrurerie, librairie polytechnique Ch. Beranger, Paris 1908D. HARRIES et B. HEER, Bases de la forge, Introduction à la fabrication d’outils, avec desmatières premières facilement trouvables. Traduction de l’anglais par Bruno HERON
Autres illustrations:Diderot et d’Alembert, Encyclopédie.
Quelques sites Internet interressants (non exhaustif)Wikipédia: http://fr.wikipedia.orgLe fer tombe le masque: http://www.futura-sciences.com/comprendre/d/dossier565-1.phpLa sidérurgie antique dans la Montagne Noire http://w3.univ-tlse2.fr/utah/fer/index.htmlMines de fer et sidérurgie en Savoie http://moulinafer.free.fr/http://pedagogie.ac-toulouse.fr/ariege-education/stages/fer/accueil.htmForum des Couteliers Forgerons Francophones: http://www.forgefr.com/http://www.energymanagertraining.com/iron_steel/Iron_Steel_process.htm (anglais)http://www.steel.org Learning Centerhttp://perso.orange.fr/zeurg/cartes_postales_anciennes_metallurgie.htmhttp://fr.wikipedia.org/wiki/Histoire_de_la_production_de_l%27acierhttp://couteaux.free.fr/
Recherche sur votre moteur de recherches préféré
Vidéos:Inagina, L’ultime maison du fer: http://archeo.unige.ch/inaginaNoces de feu, Ed. CNRSArte, Terra X: Les mines d’Hephaistos.
Crédit s
Page 41