aqueous slurry erosion in some cobalt base superalloys
TRANSCRIPT

Aqueous Slurry Erosion in Some Cobalt Base Superalloys
A. E. MILLER AND J. P. COYLE
An or i f ice e ros ion test was used to study the inf luence of me ta l l u rg i ca l va r i ab le s in a s e r i e s of cobalt base supera l loys on the i r r e s i s t a n c e to e ros ion by aqueous s l u r r i e s of SIO2. A s l u r r y of 30 pct sol ids by weight of 4.5 pm s i l i ca was used to erode a va r ie ty of m i c r o s t r u c t u r e s obtained by composi t iona l and p roces s ing control . The t ime de- pendence of the p r e s s u r e drop ac ros s an or i f ice (P) was found to follow the re l a t ion P = K t -n , where t is t ime (min), and K and n a re cons tants . The e ros ion exponent, n, var ied f rom 0.052 to 0.148 and was found to be dependent upon carbon content and p r o c e s s i n g va r i ab l e s .
M A T E R I A L loss due to e ros ion is common in sys- t ems where mix tu res of sol ids and liquids a re handled. The ma te r i a l s in screw type centr i fuges for dewater - ing sewage sludge, pumps and throt t le valves in coal conver s ion sys t ems , components of pulp handling sys - t ems , oil well d r i l l ing bi ts , and coal s l u r r y pipel ines a re subjected to highly e ros ive env i ronmen t s . F a i l u r e due to e ros ion can be ve ry expensive in lost production. r e p a i r and potent ia l in jury to pe r sonne l and the local ecology.
The ma te r i a l s se lec t ion p roce s s for min imiz ing ma - t e r i a l loss to e ros ion by fluid borne pa r t i c l e s in these appl ica t ions is l imi ted by a yet undeveloped under - s tanding of the r e l a t ion of a m a t e r i a l ' s m i c r o s t r u c t u r e and its abi l i ty to r e s i s t m a t e r i a l r emova l by e ros ion . Some such m i c r o s t r u c t u r e co r r e l a t i ons to e ros ion wear r e s i s t a n c e have been repor ted for a few popular supera l loys 1-~ but the data is far f rom complete and the p red ic t ion of i n - s e r v i c e life r e m a i n s tenuous at bes t .
The study desc r ibed here was pe r fo rmed to tes t and rank some cobalt base supera l loys for t h e i r r e s i s t a n c e to impingement e ros ion of s i l i ca in an aqueous s l u r r y and to co r re l a t e the me ta l lu rg ica l m i c r o s t r u c t u r e s with the e ros ion r e s i s t a n c e . The tes t used c lose ly ap- p rox imates the flow condi t ions in the r e s t r i c t e d r e - gions of valves , pumps and other s l u r r y handling com- ponents .
EXPERIMENTAL
The sys t em developed for this tes t is shown sche- mat ica l ly in Fig . 1. An aqueous abras ive s l u r r y was pumped by a ba l l - check valve me te r ing pump fitted with tungs ten carbide ba l l s . The pump has a cont inu- ously adjustable flow up to 40 gallons per h (176 l i t e r s per h) and is capable of main ta in ing p r e s s u r e s in ex- cess of 2000 ps i (13.8 MPa). The p r e s s u r e was indi- cated by a ca l ib ra ted 0 to 3000 psi (0 to 20.7 MPa) p r e s s u r e gage with 25 psi (0.172 MPa) d iv i s ions . An accumula to r was placed in the high p r e s s u r e side to e l imina te puls ing in the high p r e s s u r e fluid.
The s l u r r y used was a 30 pct sol ids by weight of 4.5 pm crushed s i l i ca sand in d is t i l led water . Al l t es t s
A. E. MILLER and J. P. COYLE are Professor and Project Engineer, respectively, Department of Metallurgical Engineering and Materials Science, University of Notre Dame, Notre Dame, IN 46556.
Manuscript submitted October 24, 1977.
METALLURGICAL TRANSACTIONS A
were pe r fo rmed with a constant flow ra te of 40 gallons per h (176 l i t e r s per h).
D i sc - l ike samples , Fig. 2, were e l e c t r i c - d i s c h a r g e machined (EDM) f rom plate and rod s tock us ing a
ACCUMULATOR ~ V PRESSURE GAGE ( 17OO psi ) ~ ~ ( 0 - 3OOO psi ) ( l l . " f M Pa) - - ~ \ ( O - 2 0 . 7 MPc)
RELIEF ' "RRY
O| r 2000 psi ) u- / ( 13B MPo)
SUCTION
Fig. 1--Schematic drawin ' of the system used in the study of erosion of materials by aqueous silica slurries.
/ . , ~ 0 . 7 0 0 " Dic. 0.018 m. )
RUBBER WASHER
�9 . SAMPLE
.- RETAINER SEAT
o ozs" I ' ~ ~ 1 7 6 (b) �9 ~ I , I (0.011 m. ) TEST VALVE (0.000064m.1 ~
' ~ _ 0.I00" I ~ ] ~ _ ( O.OO25 rn')
Fig. 2--Schematic of valve assembly and test sample.
ISSN 0360-2133/78/1211-1777500.75/0 �9 1978 AMERICAN SOCIETY FOR METALS AND VOLUME 9A, DECEMBER 1978-1777
THE METALLURGICAL SOCIETY OF AIME

Table I Composition and Processing of Stellite Cobalt Base Alloys Tested in the Orifice Erosion Studies
Nominal Chemical Composition, Pct
Alloy, Heat Ni Co Cr Mo W Fe Si Mn C B Processing
Stellite 6KC (B625) 3.0* Bal. 30 1.5" 4.5 3.0* 2.0* 2.0* 1.85 - Hot rolled from a powder com- press
Stellite 6KC (3147) 3.0* Bal. 30 1.5" 4.5 3.0* 2.0* 2.0* 1.53 - Hot rolled from a powder com- press
Stellite 6K (I000) 3.0* Bal. 30 1.5" 4.5 3.O* 2.0* 2.0* 1.6 Wrought Stellite 6K 3.0* Bal. 30 1.5" 4.5 3.0* 2.0* 2.0* 1.6 - Wrought Stellite 6B 3.0" Bal. 30 1.5* 4.5 3.0* 2.0* 2.0* 1.2 - Wrought Stellite 6 3.0* Bal. 29 1.5* 4.5 3.0* 1.5" 1.0" 1.1 1.0" (P/M) Stellite 3 3.0* Bal. 31 - 12.5 3.0* 1.0" 1.0" 2.3 1.0" (P/M)
*Maximum.
b r a s s tube e lec t rode . The d iscs were then surface ground to the proper th ickness and an or i f ice was spa rk machined through the d iscs . A 0.020 in. (0.00051 m) diam tungs ten wire was used as the e lec t rode for cutt ing the or i f ice and the r e su l t i ng holes va r i ed in d iam from 0.022 in. (0.00056 m) to 0.026 in. (0.00066 m) depending on the ma te r i a l .
The tes t valve body, Fig. 2, was r ig id ly at tached to the top of a plexigias r e s e r v o i r and posi t ioned so that the s t r e a m provided the bes t mixing thus keeping the ab ras ive in suspens ion .
Because the flow ra te was fixed and the or i f ice ini t ia l ly var ied sl ightly in d iamete r , a d i f ferent maxi- mum p r e s s u r e was observed for each sample . In order to allow the s l u r r y t ime to remove the debr i s left in the or i f ice f rom the EDM operat ion and to e s t ab l i sh a uniform en t rance geomet ry of the or i f ice , the t ime dependence of the p r e s s u r e was f i r s t r ecorded at 1600 pis (11.0 MPa) cor responding to a fluid veloci ty of about 200 fps (61 mps). At this point it was a s sumed that the geomet ry of the or i f ice en t rance had reached a steady state and the observed t ime dependence of the p r e s s u r e drop was a m e a s u r e of the ra te of i nc rease of the or i f ice d i ame te r .
The nomina l composi t ion and p roces s ing method for each alloy tes ted is given in Table I. Al l of the al loys except HAYNES STELLITE alloy number 3* have
*Trademark of Cabot Corporation.
essen t i a l ly the same base meta l l ic composi t ion and differ only by carbon content and p rocess ing . Within
1600 - ~ 0 ~ I I - - I I1.0 STELL TE ALLOYS
~ ~ 0 ~, Stellite 6kc - 1.85%C - - - --
~�9 , ~ o a O~q=gf ~ vSteffite 6k Wro=ght {HTIO00] �9 o ~ ,**~o o o 9 8 8 9 9 \ ~
�9 ~ " ' " ~ , ~ . , , o~J_st e : t : : 9 % s s o ' # ~ 8 =
J50(
1400
g 13oo
1200
�9 ; I100
I 0 . 0
Slellite No3 o ~ ; . x ' ' " ~ ' g L : , . . • ~ 1 7 6 ,9 .0~
v � 9 ~ o o r 1 6 5 " x x = = ** o o
I ~ t~_~ ,~w �9 �9 �9 �9 / SteHiteNo 6B 8 . 0 !
6k J ~ ~ �9 �9 �9 ~ x �9 StellHe Wrought 6k Wrought (HT I000)
7 6kc 155%0 /_~Ste l l i l eNo6e ~ v ~ v o f ~ - 6 k c 153% 0 6 k c 1.85%0
I000 _e No.5 v ~ v Z O �9 No,6 ( M po = Mego_Poscols )
No6B SI units
90O 1 I l 6.2 I0 20 50 40
TIME { minules)
Fig. 3--Time dependence of the pressure drop across an ori- fice in a number of cobalt-base wear resistant alloys ob- tained with an aqueous slurry of 30 wt pct solid 4.5 #m silica.
this group there are pa i r s of al loys where e i ther proc- e s s ing or carbon content is fixed and the other p a r a m e - te r v a r i e s . For example, the two HAYNES STELLITE al loys number 6 KC* underwent the same p roces s ing but have ca rbon contents at e i ther end of the nomina l range whereas the HAYNES STELLITE al loy number 6K* (1000) and HAYNES STELLITE alloy number 6 KC (3147) have nea r ly the same carbon content but were fabr ica ted by different techniques . The Stell i te 3 al loy was examined to de te rmine the combined effect of a high carbon content and a high content of solid solut ion s t r eng thener , 12.5 wt pct tungsten.
RESULTS
The t ime dependence of the p r e s s u r e drop ac ros s the or i f ice in the al loys tes ted is shown in Fig . 3. This be- havior follows the re la t ion :
P = K t -n
where P is the p r e s s u r e drop in psi, K is a sy s t em constant , t is the t ime in minutes and n is the e ros ion exponent and is taken to be a m a t e r i a l p a r a m e t e r sens i t ive to m i c r o s t r u c t u r a l va r i a t ions . 8'9 A least square fit of the data, Fig. 4, was used to obtain the e ros ion exponent, n, and rank the al loys accord ing to their r e s i s t a n c e to e ros ion . These data are s u m m a r i z e d along with the al loy ha rdness in Table II.
The wear pe r fo rmance of the 6 KC (1.85 wt pct c a r - bon) alloy is markedly be t te r than the lower carbon ve r s ion of 6 KC (1.53 wt pct carbon), Fig. 3, and Table
I
2 0 0 0 - o
I000- 7. o.
50C
/
I00 I t I I I I I 1 [ I I I I t I I t 1.0 2 4 6 8 I0 20 4 0 60 80100
TIME ( minutes )
F i g . 4 - - F i t of t h e t i m e d e p e n d e n c e of p r e s s u r e a c r o s s a S t e l l i t e 6K o r i f i c e to p = Ktn w h e r e p i s p r e s s u r e , t i s t i m e an d K and n a r e c o n s t a n t s .
I [ I I [ I q l i i I i I I I T 20"0
15.0
I1,0 9 . 0 ~
7.0 g-
5.0
5.0 ~
ft.
1 7 7 8 - V O L U M E 9A, DECEMBER 1978 M E T A L L U R G I C A L T R A N S A C T I O N S A
II. This is an unders tandable r e s u l t of the i n c r e a s e d volume f rac t ion of Cr7C3 type ca rb ides p r e s e n t in the high carbon ve r s ion , F ig . 5. A s i m i l a r ca rbon depend- ence of e r o s i o n is obse rved for the wrought 6B and 6K al loys , F ig . 3, Table I, and F ig s . 6 and 7.
Table II. A Ranking of Stellite Alloys for Hardness and Erosion Resistance to an Aqueous Silica Slurry
Erosion Hardness, Alloy, Heat Exponent Rank Rc
Stellite 6KC (B625) 0.052 (1) 47 Stellite 6K (1000) 0.067 (2) 43 Stellite No. 3 0.100 (3) 56 Stellite 6K 0.107 (4) 45 Stellite 6B 0.128 (5) 37 Stellite No. 6 0.146. (6) 42 Stellite 6KC (3147) 0.148 (7) 48
(a)
(b) Fig. 5--Microstructures of (a) Stellite 6 KC (B625) alloy with 1.85 wt pct carbon and (b) Stellite 6 KC (3147) alloy with 1.53 wt pct carbon. Magnification 500 times.
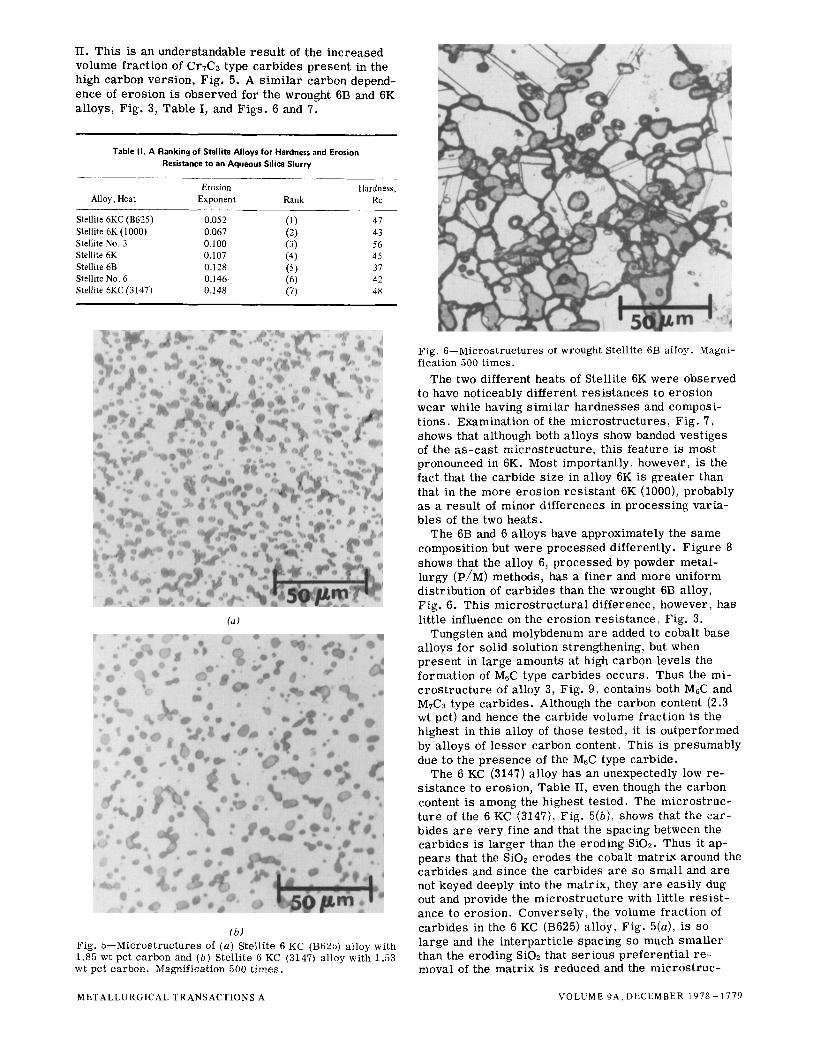
Fig. 6--Microstruetures o[ wrought Stellite 6B alloy. Magni- fication 500 times.
The two d i f ferent heats of Ste l l i te 6K were obse rved to have not iceably d i f fe ren t r e s i s t a n c e s to e r o s i o n wear while having s i m i l a r h a r d n e s s e s and compos i - t ions . Examina t ion of the m i c r o s t r u c t u r e s , F ig . 7, shows that although both a l loys show banded ves t i ge s of the a s - c a s t m i c r o s t r u c t u r e , this fea tu re is most pronounced in 6K. Most impor tant ly , however , is the fact that the carb ide s ize in a l loy 6K is g r e a t e r than that in the m o r e e ro s ion r e s i s t a n t 6K (1000), probably as a r e su l t of minor d i f f e r ences in p r o c e s s i n g v a r i a - b les of the two hea ts .
The 6B and 6 a l loys have approx ima te ly the same compos i t ion but were p r o c e s s e d d i f fe ren t ly . F igu re 8 shows that the a l loy 6, p r o c e s s e d by powder me ta l - lurgy (P /M) methods, has a f iner and more uni form d is t r ibu t ion of ca rb ides than the wrought 6B alloy, F ig . 6. This m i c r o s t r u c t u r a l d i f fe rence , however , has l i t t le influence on the e r o s i o n r e s i s t a n c e , Fig. 3.
Tungs ten and molybdenum are added to cobal t base a l loys for sol id solut ion s t rengthening, but when p r e sen t in l a rge amounts at high carbon leve ls the fo rma t ion of M6C type ca rb ides occurs . Thus the mi - c r o s t r u c t u r e of a l loy 3, F ig . 9, contains both M6C and M7C3 type ca rb ides . Although the carbon content (2.3 wt pct) and hence the carbide volume f rac t ion is the highest in this a l loy of those tes ted , it is ou tpe r fo rmed by a l loys of l e s s e r carbon content. This is p r e s umab ly due to the p r e s e n c e of the M~C type ca rb ide .
The 6 KC (3147) a l loy has an unexpectedly low r e - s i s t ance to e ros ion , Table II, even though the carbon content is among the highest t es ted . The m i c r o s t r u c - tu re of the 6 KC (3147), F ig . 5(b), shows that the c a r - b ides a r e v e r y fine and that the spacing between the carbides is larger than the eroding SiO2. Thus it ap- pears that the SiO2 erodes the cobalt matrix around the carbides and since the carbides are so small and are not keyed deeply into the matrix, they are easily dug out and provide the microstructure with little resist- ance to erosion. Conversely, the volume fraction of carbides in the 6 KC (B625) alloy, Fig. 5(a), is so large and the interparticle spacing so much smaller than the eroding SiO2 that serious preferential re- moval of the matrix is reduced and the microstruc-
METALLURGICAL TRANSACTIONSA VOLUME 9A, DECEMBER 1978-1779

(a) Fig. 8--Microstructure ot P/M Stellite 6 alloy. Magnification 500 times.
(b) Fig. 7--Microstructures of (a) Stellite 6K alloy, (b) Stellite 6K (1000) alloy. Magnification 500 times.
t u r e ' s e ros ion r e s i s t a n c e is p r i m a r i l y that of the ex- posed ca rb ides . On the other hand, m i c r o s t r u c t u r e s with a s m a l l e r volume f rac t ion of l a rge r carbides ; e .g . 6B, Fig. 6, ou tper form the higher carbon contain- ing 6 KC (3147), because the carb ides a re deeply keyed into the ma t r ix and hence a re difficult to dig out and thus enhance the e ros ion r e s i s t a n c e .
S imi la r ly , Stell i te 3 contains elongated carb ides with the i r maior axes pa ra l l e l to the eroding surface and possibly poorly keyed into the su r round ing mi- c r o s t r u c t u r e . Thus, Stel l i te 3 is ou tper formed by al- loys with lower carbon contents .
CONC LUSIONS
Severa l impor tan t conclus ions can be drawn f rom the r e su l t s of this study:
1) In genera l , the e ros ion r e s i s t a n c e of a cobalt base
Fig. 9--Microstrueture of P/M Stellite 3 alloy. Magnification 500 times.
alloy m i c r o s t r u c t u r e i nc r e a se s with carbon content, homogenei ty and f ineness of the ca rb ides .
2) P r o c e s s i n g affects the e ros ion r e s i s t a n c e in that the m i c r o s t r u c t u r e homogenei ty and carbide s ize can be changed.
3) The carb ide volume fract ion, carb ide s ize and erodant s ize may be i n t e r r e l a t ed in that for a given volume f rac t ion of fine carb ides there appears to be an erodant s ize below which the ma t r ix is p r e f e r en - t ia l ly removed and the carb ides are dug out.
4) The re appears to be no co r r e l a t i on between hard- ness and e ros ion r e s i s t a n c e in these a l loys .
ACKNOWLEDGMENTS
The authors wish to acknowledge the support of the Whir lpool Corpora t ion and the Stel l i te Divis ion of Cabot Corpora t ion in this study.
1780-VOLUME 9A, DECEMBER 1978 METALLURGICAL TRANSACTIONSA

R E F E R E N C E S
1. G. Hoff, W. Herbert, and H. Rieger: ASTM STP 474, pp. 353-82, American Society for Testing and Materials, 1970.
2. D. W. C. Baker, et ak: Proceedings o f the Second Conference on Rain Erosion and Allied Phenomena, pp. 449-516, Royal Aircraft Establishment, England, August 1967.
3. D. J. Beckwith and J. B. Marriott: ASTM STP 408, pp. 111-24, American Society for Testing and Materials, 1967.
4. A. Smith, R. P. Kent, and R. L. Armstrong: ASTM STP 408, pp. 125-51, American Society for Testing and Materials, 1967.
5. J. B. Marriott and G. Rowden: Phil. Trans. Roy. Soc., Series A, Part 1110, 1966, vol. 260, pp. 144-49.
6. D. W. C. Baker, K. H. Jolliffe, and D. Pearson: Phil. Trans. Roy. Soc., Series A, Part 1110, 1966, vol. 260, pp. 193-203.
7. N. L. Hancox and J. H. Brunton: Phil. Trans. Roy. Soc., Series A, Part 1110, 1966, vol. 260, pp. 121-39.
8. J. P. Coyle: Master's Thesis, Department of Metallurgical Engineering and Materials Science, University of Notre Dame, May, 1977.
9. A. E. Miller and J. P. Coyle: Wear, 1978, vol. 47, no. 1, pp. 211-14.
M E T A L L U R G I C A L T R A N S A C T I O N S A VOLUME 9A, DECEMBER 1 9 7 8 - 1 7 8 1