anexo 1. requisitos generales de...
TRANSCRIPT

174
ANEXO 1
REQUISITOS GENERALES
DE MONTAJE

175
1. Requisitos generales para instalación de remaches L21215 y L21217
(1)Remache Sólido de cabeza protuberante L21215
(2)Remache Sólido de cabeza fresada L21217
1.1. Características del taladrado y avellanado
1.1.1. Verificación del taladrado
Medios de comprobación
Calibre/Pie de Rey Espejo Lámpara
1)-Se limpian los taladros dejándolos libres de rebabas, virutas o suciedad.
2)-Se verifica midiendo con calibre que el diámetro del taladro esté dentro de tolerancia (Ver tabla)
3)-Se verifica visualmente por los dos lados del taladro que no esté rasgado y que esté libre de marcas interiores (Si no se tiene acceso directo puedo usarse un espejo, y una lámpara si no hay buena luminosidad).
Ø (mm) Remache
Tolerancias ( MP 72.21.10 )
Nominal 2,4 3,2 4 4,8 5,6 6,4
Máximo 2,55 3,35 4,15 4,95 5,75 6,60
Mínimo 2,46 3,25 4,05 4,85 5,65 6,45

176
1.1.2 Verificación del avellanado (sólo para remache L21217)
Medios de Comprobación
Pasa No-Pasa Calibre/Pie de Rey
Ø (mm) Remache
Tolerancias ( MP 72.21.10 ) Nominal 2,4 3,2 4 4,8 5,6 6,4
A Máx. 4,45 5,61 7,17 8,87 10,44 12,00
A Mín. 4,30 5,45 7,00 8,70 10,30 11,85
1.2. Características del remachado
1.2.1 Verificación dimensiones del remachado
�: ��������� �������������� ��: ���������������: ��������������
177
Medios de comprobación
Reloj Comparador
Galga 0,05mm Espejo Lámpara Calibre/Pie de Rey
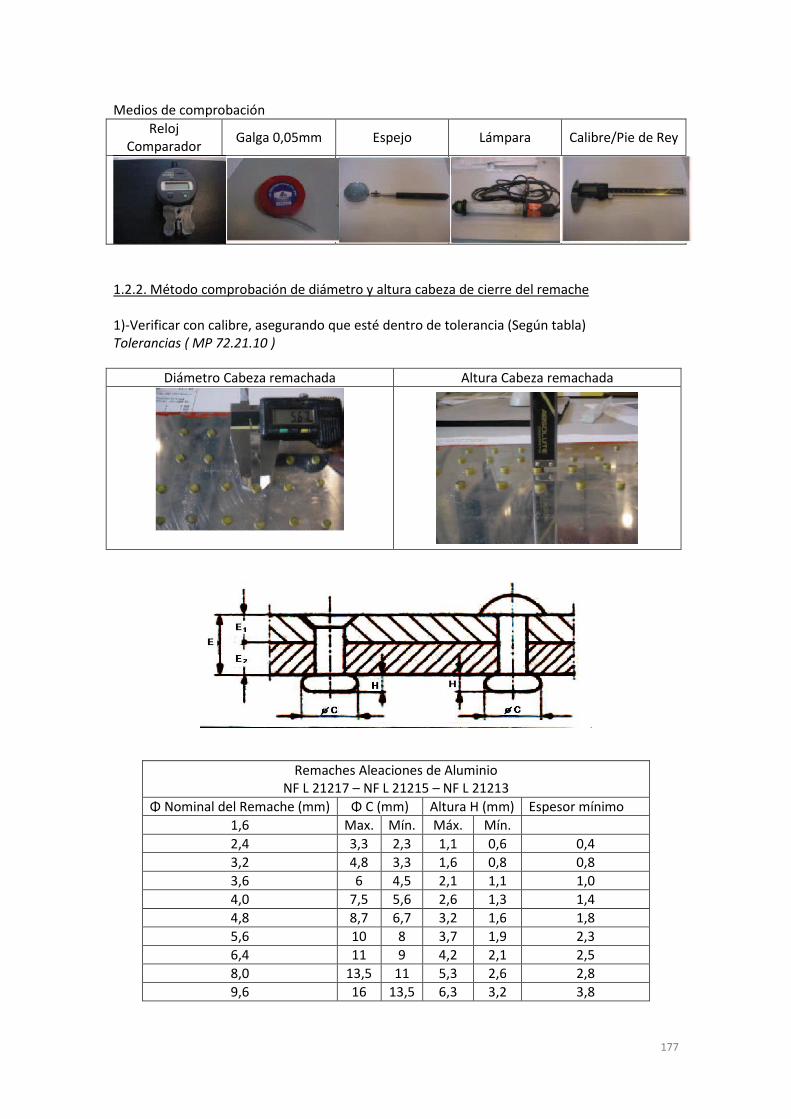
1.2.2. Método comprobación de diámetro y altura cabeza de cierre del remache 1)-Verificar con calibre, asegurando que esté dentro de tolerancia (Según tabla) Tolerancias ( MP 72.21.10 )
Diámetro Cabeza remachada Altura Cabeza remachada
Remaches Aleaciones de Aluminio NF L 21217 – NF L 21215 – NF L 21213
Φ Nominal del Remache (mm) Φ C (mm) Altura H (mm) Espesor mínimo
1,6 Max. Mín. Máx. Mín.
2,4 3,3 2,3 1,1 0,6 0,4
3,2 4,8 3,3 1,6 0,8 0,8
3,6 6 4,5 2,1 1,1 1,0
4,0 7,5 5,6 2,6 1,3 1,4
4,8 8,7 6,7 3,2 1,6 1,8
5,6 10 8 3,7 1,9 2,3
6,4 11 9 4,2 2,1 2,5
8,0 13,5 11 5,3 2,6 2,8
9,6 16 13,5 6,3 3,2 3,8
178
1.2.3. Método comprobación de altura del remache en cara aerodinámica 1)-Inspección de altura del remache por la zona aerodinámica con reloj comparador. La altura de cabeza es: 0 - 0.1 mm
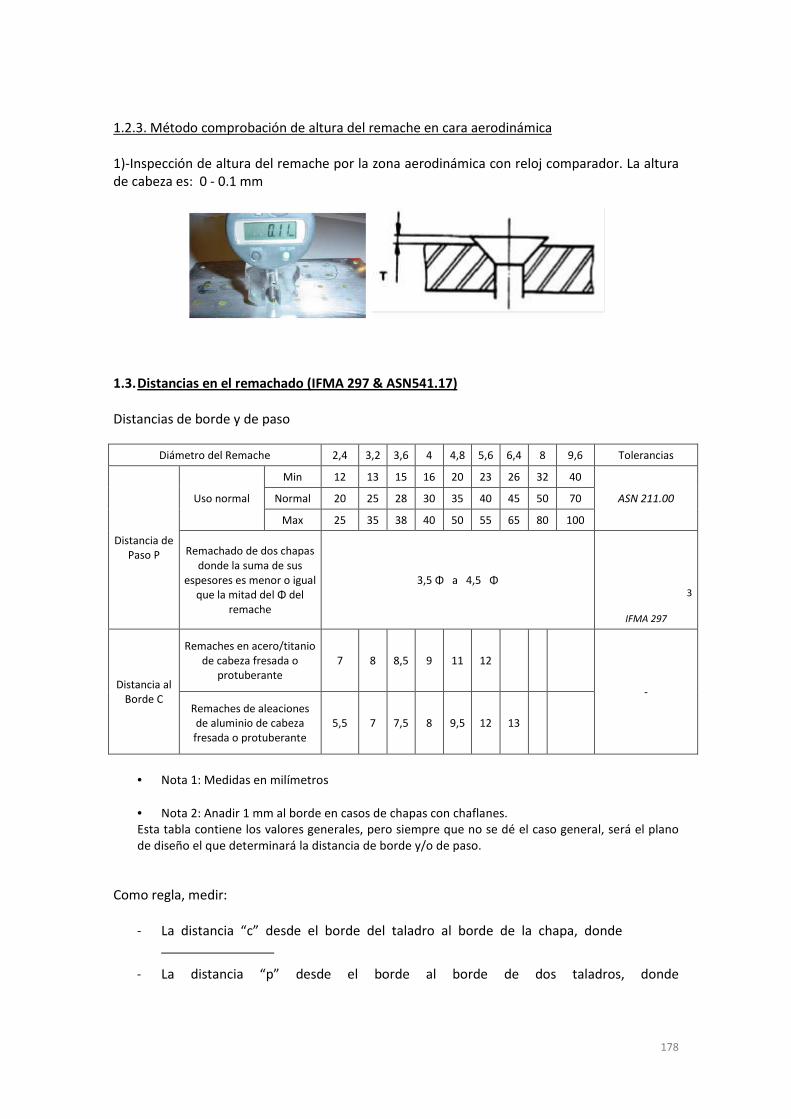
1.3. Distancias en el remachado (IFMA 297 & ASN541.17)
Distancias de borde y de paso
Diámetro del Remache 2,4 3,2 3,6 4 4,8 5,6 6,4 8 9,6 Tolerancias
Distancia de Paso P
Uso normal
Min 12 13 15 16 20 23 26 32 40
ASN 211.00 Normal 20 25 28 30 35 40 45 50 70
Max 25 35 38 40 50 55 65 80 100
Remachado de dos chapas donde la suma de sus
espesores es menor o igual que la mitad del Φ del
remache
3,5 Φ a 4,5 Φ
3
IFMA 297
Distancia al Borde C
Remaches en acero/titanio de cabeza fresada o
protuberante 7 8 8,5 9 11 12
-
Remaches de aleaciones de aluminio de cabeza fresada o protuberante
5,5 7 7,5 8 9,5 12 13
• Nota 1: Medidas en milímetros
• Nota 2: Anadir 1 mm al borde en casos de chapas con chaflanes. Esta tabla contiene los valores generales, pero siempre que no se dé el caso general, será el plano de diseño el que determinará la distancia de borde y/o de paso.
Como regla, medir:
- La distancia “c” desde el borde del taladro al borde de la chapa, donde
- La distancia “p” desde el borde al borde de dos taladros, donde
179
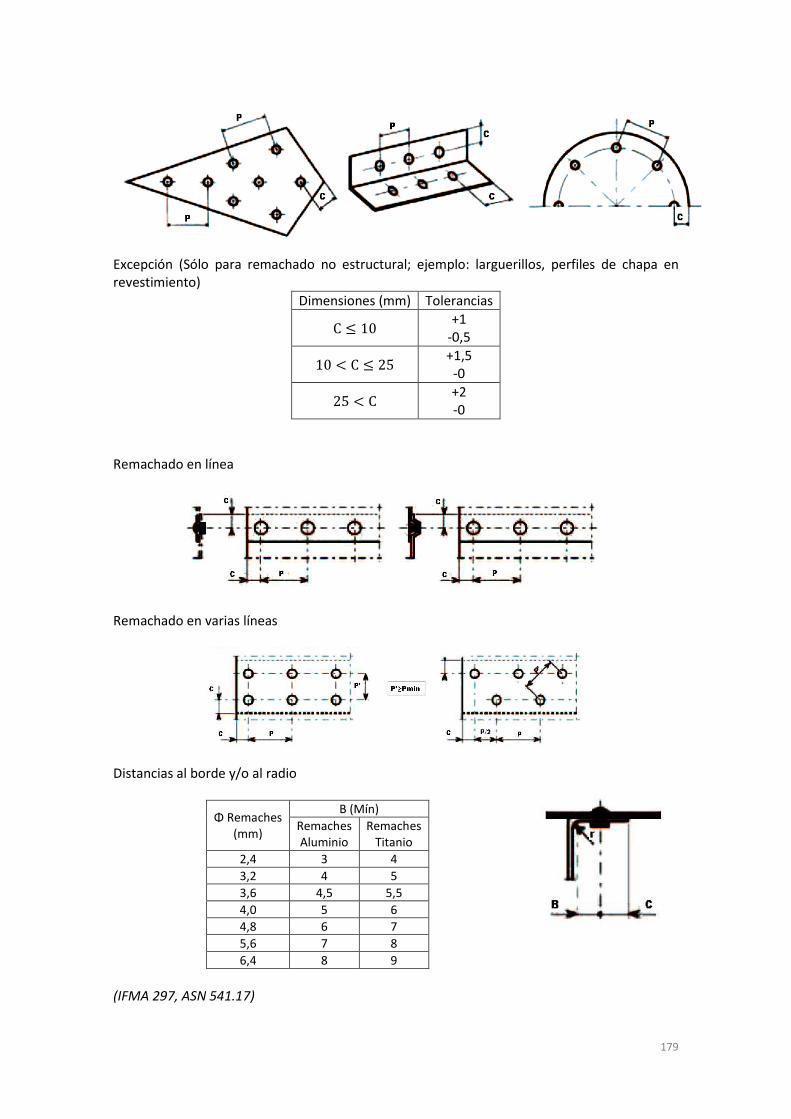
Excepción (Sólo para remachado no estructural; ejemplo: larguerillos, perfiles de chapa en revestimiento)
Dimensiones (mm) Tolerancias
C � 10 +1
-0,5
10 � C � 25 +1,5
-0
25 � C +2 -0
Remachado en línea
Remachado en varias líneas
Distancias al borde y/o al radio
Φ Remaches (mm)
B (Mín)
Remaches Aluminio
Remaches Titanio
2,4 3 4
3,2 4 5
3,6 4,5 5,5
4,0 5 6
4,8 6 7
5,6 7 8
6,4 8 9
(IFMA 297, ASN 541.17)

180
Remaches instalados en superficies no paralelas
1.4. Criterios de aceptación de defectos de remachado
Restricciones para el remachado manual:
1)-Dos defectos deben estar separados por al menos 5 remaches correctos.
2)-Los defectos deberán afectar a menos del 5% de los remaches estructurales
3)-Los defectos deberán afectar a menos del 20% de los remaches no estructurales
4.a) Defectos sobre el mismo remache
Defectos sobre el mismo remache (Remachado Manual)
Excentricidad de la cabeza de cierre del remache
Aceptable si D está dentro de las tolerancias admisibles. Inaceptable si la cabeza de cierre está tangente al cuerpo.
Ovalización de la cabeza de cierre del remache
Aceptable si las tolerancias de cierre están dentro de tolerancia
Inclinación de la cabeza de cierre del remache
Aceptable si �� � � � �/3 ; o bien si �� # � /2 está dentro de tolerancia
Φ Remaches (mm)
Ángulo α (Máx)
2,4
10º 3,2
4
4,8 7º30’
5,6
6,4 5º
8 2º30’
9,6

181
Defectos sobre el mismo remache (Remachado Manual) (Cont.)
Grietas con irregularidades y grietas helicoidales
Inaceptable
Grietas radiales en cabeza de cierre del remache
Aceptable si: * No acepta al diámetro D mínimo del remache * � � �/16
Plieges sobre la cabeza de origen y cabeza de cierre del remache
Inaceptable
Marcas de buterola sobre la cabeza del remache
Aceptable sobre las ¾ partes de la altura de la cabeza:
� % &34( )�
Marcas de buterola en cabeza de cierre del remache
Aceptable si � % 0,4�
Cabeza de cierre de remache doblada (acamada)
Inaceptable
Juego (Gap) en cabeza de origen del remache
Cabeza fresada
Aceptable si + � 0,04��
Cabeza protuberante
Aceptable si + � 0,05��

182
Defectos sobre el mismo remache (Remachado Manual) (Cont.)
Juego (Gap) entre la cabeza de cierre del remache
Inaceptable
4.b) Defectos sobre piezas de unión
Defectos sobre piezas de unión (Remachado Manual)
Marcas de buterola en chapa
Inaceptable
Deformaciones en chapas entre remaches
*Si existe aplicación de PR será aceptable un juego + � 0,1�� *Si no hay presencia de PR será aceptable un juego + � 0,05��
Deformaciones en chapas en zonas de remaches
Inaceptable
Deformaciones en chapas en chapas al borde
Aceptable si + � 0,1��

183
2. Requisitos generales para la instalación de remaches NAS1919 y NAS1921. (IFMA 533_D)
2.1. Descripción
NAS1919: Cabeza Protuberante / NAS1921: Cabeza Avellanada a 100º
2.2. Características del Taladrado
• Las piezas a taladrar deben de estar limpias de rebabas, libres de objetos extraños y correctamente pinzadas.
• Esta tabla es válida cuando la definición del plano no indica instrucciones específicas.
Φ Remache (mm) Φ (Mín) Φ (Máx) Φ de Broca
3,17 3,28 3,35 3,3
3,96 4,06 4,16 4,1
4,83 4,87 4,97 4,9
6,35 6,5 6,62 6,5
2.3. Características del Avellanado
Φ Remache (mm)
Valor de Diseño
A B
3,17 5,71 1,07
3,96 7,26 1,4
4,83 8,97 1,7
6,35 12,09 2,41
184
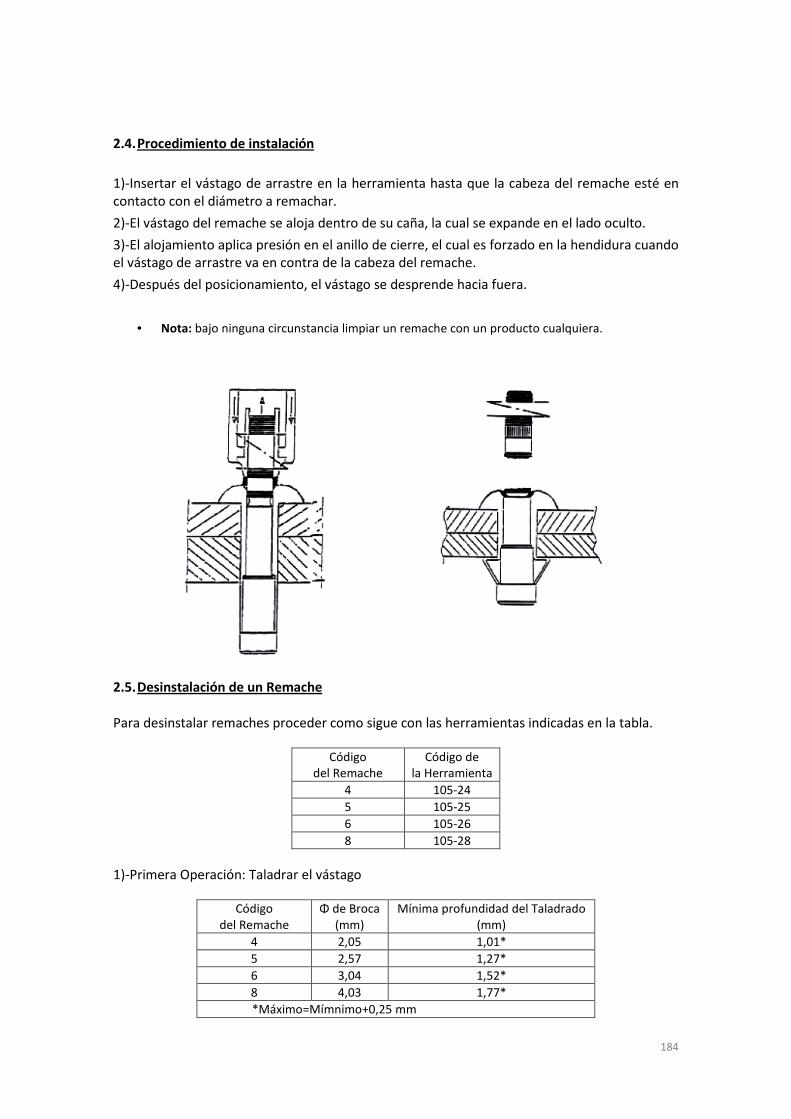
2.4. Procedimiento de instalación
1)-Insertar el vástago de arrastre en la herramienta hasta que la cabeza del remache esté en contacto con el diámetro a remachar.
2)-El vástago del remache se aloja dentro de su caña, la cual se expande en el lado oculto.
3)-El alojamiento aplica presión en el anillo de cierre, el cual es forzado en la hendidura cuando el vástago de arrastre va en contra de la cabeza del remache.
4)-Después del posicionamiento, el vástago se desprende hacia fuera.
• Nota: bajo ninguna circunstancia limpiar un remache con un producto cualquiera.
2.5. Desinstalación de un Remache
Para desinstalar remaches proceder como sigue con las herramientas indicadas en la tabla.
Código del Remache
Código de la Herramienta
4 105-24
5 105-25
6 105-26
8 105-28
1)-Primera Operación: Taladrar el vástago
Código del Remache
Φ de Broca (mm)
Mínima profundidad del Taladrado (mm)
4 2,05 1,01*
5 2,57 1,27*
6 3,04 1,52*
8 4,03 1,77*
*Máximo=Mímnimo+0,25 mm

185
2)-Segunda Operación: Expulsar el vástago
Código del Remache
Φ del Punzón (mm)
4 1,58
5 2,38
6 2,38
8 3,17
3)-Tercera Operación: Avellanar la caña
Código del Remache
Φ de Corte (mm)
Altura Cabeza
1919 1921
4 3,17 1,52 1,02
5 3,96 1,9 1,4
6 4,83 2,28 1,78
8 6,35 2,92 2,41
4)-Cuarta Operación: Expulsar la caña
2.6. Inspección Tras la Instalación
2.6.1. Asentamiento de la cabeza
1)-Verificar que los remaches no tienen rebabas, grietas, marcas u otros defectos.
2)-Verificar que los remaches de cabeza avellanada no están fuera de planitud: +0,05-0,10mm es aceptable.
3)-Criterios:
a)-Una holgura máxima de 0.1 mm es aceptable entre la cabeza y la chapa, siempre y cuando no exista en:
* Más del 10% de los remaches que formen una unión
* Dos remaches consecutivos
* Más de la mitad del círculo de la cabeza
b)-Una holgura de 0.10 mm es aceptable entre la cabeza avellanada y
el avellanado de la chapa siempre y cuando no exista:
* Más del 20% de los remaches que forman una unión
* Dos remaches consecutivos.
* Más de la mitad del círculo de la cabeza

186
2.6.2. Remachado en superficies cóncavas o convexas
Las desviaciones (a) o (b) de la sección 2.6.1 deben ser medidas a lo largo de las líneas generadas, como se indica en el siguiente esquema:
2.6.3. Asentamiento del remache en las uniones Un valor de 5º es aceptable, pero sólo en el lado oculto de la unión.
2.6.4. Planitud del vástago y anillo Esta inspección se hace por muestreo alrededor del 10 % de los remaches de la unión, pero puede ser modificada la cantidad en función de los resultados obtenidos.
Código del Remache
Posición del vástago “B”
Posición del anillo “A”
4 +0,40 / -0,20 0/-0,20
5 +0,50/-0,25 0/-0,25 6 +0,50/-0,30 0/-0,30 8 +0,80/-0,40 0/-0,40

187
3. Retoques de Alodine
En caso de necesitar realizar retoques de alodine, Alodine 1132 puede ser aplicado para retoques, puede reemplazar al Alodine manual descrito en el método manual.
Consiste en desengrasar la zona (acorde a IFMA 310), decapar la zona por lijado y aplicar dos capas entrecruzadas (30 minutos de secado entre dos capas).
Tras el secado completo de la segunda capa, la superficie está preparada para ser pintada (el aclarado no es obligatorio).
Este producto y su método de aplicación está fijado por Henkel Technologie Company bajo la etiqueta: Touch N Prep coating – Alodine 1132
4. Aplicación de Sellantes
4.1. Inspección e instalación de Sellante
Consiste en la aplicación de una capa delgada de sellante entre dos superficies que se montan. En este caso, las superficies se pueden montar de la siguiente forma:
-Con un sellante polimerizado, cuando la operación de ensamblaje se realiza temporalmente de modo que los gruesos requeridos puedan ser conformados.
-Con sellante no-polimerizado, con los mismos requisitos que el de arriba.
El sellante aplicado será de gran viscosidad y se aplicará alrededor del borde de la estructura al hacer un ensamblaje. Posteriormente, el sellante será eliminado limpiando inmediatamente o pelando después de curar.
Aplicación de sellante según el espesor, será de:

188
Todas las cavidades internas y externas que podrían provocar corrosión por la condensación o el agua infiltrada, serán llenas de un sellante de gran viscosidad.
Aplique el sellante especificado en el dibujo solamente al empalme que se sellará. Limpie a ras usando una espátula, asegurando que el sellante penetra en el chaflán. Limpie el sellante de sobra con un paño humedecido levemente con disolvente.
4.2. Proceso y Chequeo
Los tiempos de aplicación se miden desde que la caja del producto se abre y se agrega el acelerador. Este es el tiempo durante el cual el sellante sigue siendo suficientemente viscoso para poderlo aplicar normalmente. Se relaciona con las condiciones ambiente del uso (Temperatura y humedad). Por lo tanto, el tiempo teórico máximo es dado por la definición del tipo de producto usado.
Ejemplo: Banda 1776B2: sellante en la familia 1776, el tipo grueso durante un tiempo máximo de 2 horas bajo condiciones ambiente de la temperatura +23ºC
4.3. Tiempo de Secado
Este es el tiempo después del cual no se transfiere ningún sellante sobre una hoja de polietileno aplicada a la superficie y presionada levemente; en la práctica, es el tiempo después del vual el producto ha alcanzado la etapa de curado mínima. Es también el tiempo de espera mínimo necesario antes de cubrir un sellante con una segunda capa (a excepción del sellante 1771B2 que puede ser cubierto sin esperar). Es también el tiempo mínimo necesario para hacer una prueba de la tirantez de escape debajo del aire, nitrógeno u otro producto

189
gaseoso. Esta vez varía dependiendo de las condiciones ambiente de la sequedad (temperatura y humedad).
4.4. Tiempo de curado
Es el tiempo después del cual el producto ha alcanzado el valor mínimo de dureza definido en su ficha técnica. El tiempo de curado es el tiempo mínimo necesario. Aunque por completo el curado no se termina, ya que la dureza máxima no se alcanza pero se adquieren las características físicas principales. Este estudio final se obtiene generalmente después de una sequedad de tiempo variable, desde 14 a 56 días, dependiendo del tipo de sellante y de las condiciones de secado. La época de curado para algunos productos puede ser reducida calentando a una temperatura máxima de +50ºC que se debe preceder siempre de la eliminación de disolventes (evaporación de disolventes a temperatura ambiente).
4.5. Tiempo de Montaje
Estos tiempos se relacionan con un concepto de transformación fisicoquímica de los productos, es la transformación que sufren de cambiar de goma y estado viscoso (productos listos para utilizar) al estado elástico. Este concepto se adopta solamente para los productos que se utilizan en la interposición; mientras el sellante aplicado entre dos elementos que se montarán sea pastoso, se desliza mientras que se aprietan o están montados los elementos. En la práctica, para eliminar cualquier riesgo de deslizamiento y aunque el tiempo de montaje teórico sea mucho más largo que el tiempo teórico de uso, se asumirá que el tiempo de montaje es idéntico al tiempo de uso.
4.6. Influencia de las Condiciones Ambientales
* Temperatura
Los tiempos de curado varían según lo siguiente:
-El tiempo se duplica para cada bajada de temperatura igual a 5ºC a temperatura ambiente por debajo de +25ºC.
-Se divide en dos para cada subida de temperatura igual a 5ºC a temperatura ambiente por encima de +25ºC
Ejemplo: Para un sellante con un tiempo de curado de 72h a +25ºC, curará en 144h a una temperatura de +20ºC, o en 288h a 15ºC, o en 36h a +30ºC.
* Humedad
Los tiempos teóricos se dan para una humedad igual a 50,5%. Un aumento en la humedad causará generalmente una reducción en los tiempos de curado.
Las condiciones extremas para el uso de sellante son las siguientes:
Temperatura ambiente#10º� � �. � #35º�:

190
Humedad: 2% � �012.345. � 98%
Cualquier uso del sellante (interposición, grano, relleno, inyección, etc.) se debe hacer en los elementos cubiertos con la pintura final especificada en los planos. La unión con sellante depende de la limpieza y de la reactivación de las superficies unidas, por tanto deben asegurarse estas operaciones:
1)-Aplique la superficie en la cual el sellante debe ser aplicado muy cuidadosamente con un trapo limpio, mojado con una pequeña cantidad de disolvente.
2)-Aplique el sellante inmediatamente después de la evaporación de los disolventes.
4.7. Aplicación del producto
Los sellantes serán aplicados de acuerdo con los planos en vigor. La preparación superficial o reactivación se seguirá inmediatamente de la aplicación del producto. La aplicación se lleva a cabo con las siguientes herramientas:
-Espátulas de todo tipo; hechas de fibra, madera, plástico… -Rodillo -Cepillos de cerda dura, con diferentes medidas depende del área a tratar.
El procedimiento de preparación superficial será idéntico al procedimiento aplicado generalmente:
� 8 �99,:
La aplicación de sellante debe realizarse en zonas ventiladas. En caso de ser aplicado en un lugar con puerta cerrada, deberá instalarse un sistema de ventilación, además de llevar la persona que lo aplica una máscara. La persona que haya manipulado sellante deberá lavarse las manos antes de comer o de fumar.
5. Ajustes en el Montaje
Durante el montaje, es posible encontrar interferencias ente piezas. La manera de tratarlas es la que se muestra a continuación.
5.1 Estajes
Estaje
Demasiado Alto
Añadir un suplemento. Necesario INC.

191
Estaje (Cont.)
Poco Alto
Retrabajar o cambiar pieza. No requiere INC.
5.2. Posición Relativa de Piezas
Posición Relativa de Piezas
Modificar la longitud, asegurando la protección
INCORRECTO
CORRECTO
Retocar la longitud de la pieza si es posible, si no, cambiar la pieza
INCORRECTO
CORRECTO
5.3. Ajuste de angulares
Ajuste de Angulares
Siempre cambiar pieza, nunca suplementar
INCORRECTO CORRECTO

192
Retrabajar angulares y dar forma. Se puede realizar sin INC, siempre que se asegure la protección posterior.
INCORRECTO
CORRECTO
Realizar chaflanes en sección de perfiles.
Siempre con INC
INCORRECTO
CORRECTO
Retrabajar ángulos. No es necesaria INC si la pieza continua conforme
INCORRECTO
CORRECTO

193
Retrabajar Longitud Desplazar pieza Realizar chaflán
5.4. Ajustes de Piezas Largas
Ajuste de Piezas Largas
Retocar pieza. Sin INC
Emplear suplementos.
Con INC
Generar un gap, retrabajando la longitud de la pieza.
Sin INC
194
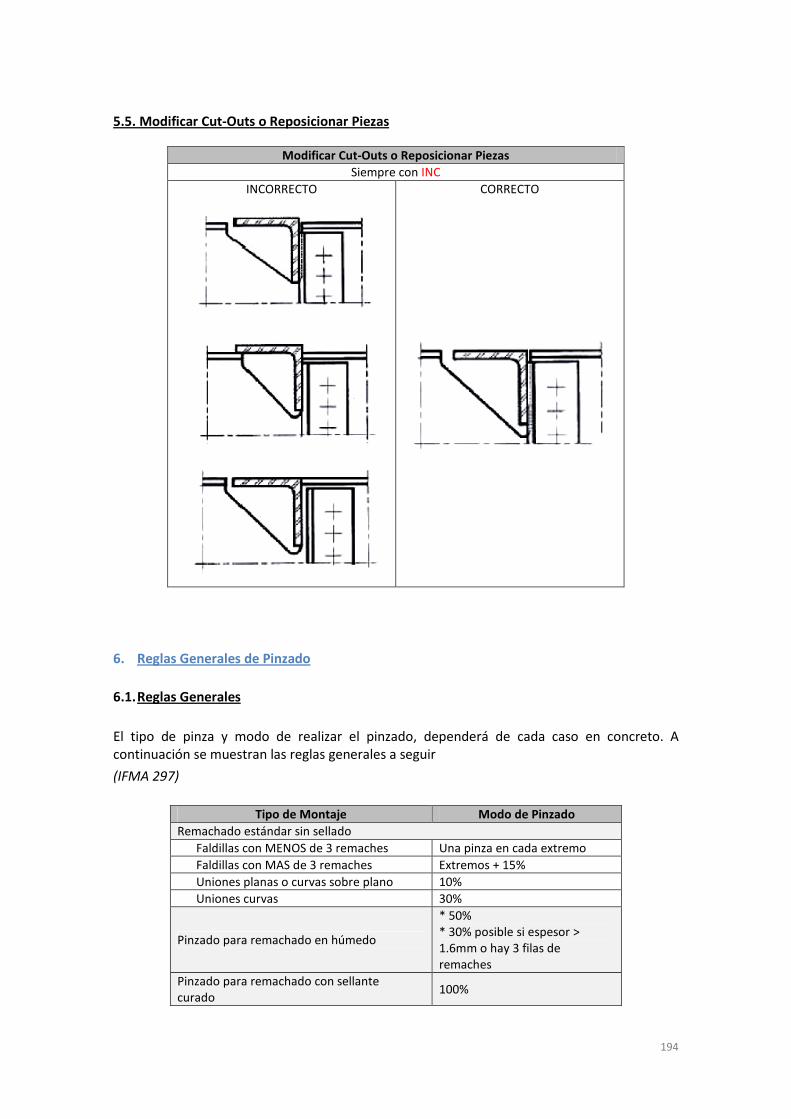
5.5. Modificar Cut-Outs o Reposicionar Piezas
Modificar Cut-Outs o Reposicionar Piezas
Siempre con INC
INCORRECTO
CORRECTO
6. Reglas Generales de Pinzado
6.1. Reglas Generales
El tipo de pinza y modo de realizar el pinzado, dependerá de cada caso en concreto. A continuación se muestran las reglas generales a seguir
(IFMA 297)
Tipo de Montaje Modo de Pinzado
Remachado estándar sin sellado
Faldillas con MENOS de 3 remaches Una pinza en cada extremo
Faldillas con MAS de 3 remaches Extremos + 15%
Uniones planas o curvas sobre plano 10%
Uniones curvas 30%
Pinzado para remachado en húmedo
* 50% * 30% posible si espesor > 1.6mm o hay 3 filas de remaches
Pinzado para remachado con sellante curado
100%

195
Nota:
a)-Asegurar perfecto contacto antes del taladrado final entre elementos para evitar tensión residual.
b)-En caso de pinzado 100%, se procederá a quitar el 50% de las pinzas alternas, se remachará, y se quitarán el resto.
6.2. Limpieza de las pinzas
-Es obligatorio usar guantes especiales (no usar latex) y mascarilla de gases.
-Introducir media cubeta grande de pinzas, y rellenar con tolueno hasta la mitad de estas (5 litros aproximadamente).
-Tapar la lavadora de pinzas para evitar la evaporación.
-La duración del lavado será aproximadamente 6 horas.
-Comprobar con una muestra que las pinzas están limpias de sellante y se desplazan correctamente.
-Sacar las pinzas de forma manual, depositándolas en una cubeta, volver a enjuagar sobre la cubeta con tolueno para quitar restos.
-Dejar secar la partida lavada, para que se evapore el tolueno.
7. Proceso de Retrabajo
7.1. Eliminación de remaches defectuosos
1)-Taladrar a través de la cabeza del remache con una broca 0.2 mm por debajo del diámetro nominal.
2)-Sacar el remache usando un botador. Poner un bloque en el otro lado para absorber la fuerza del impacto.
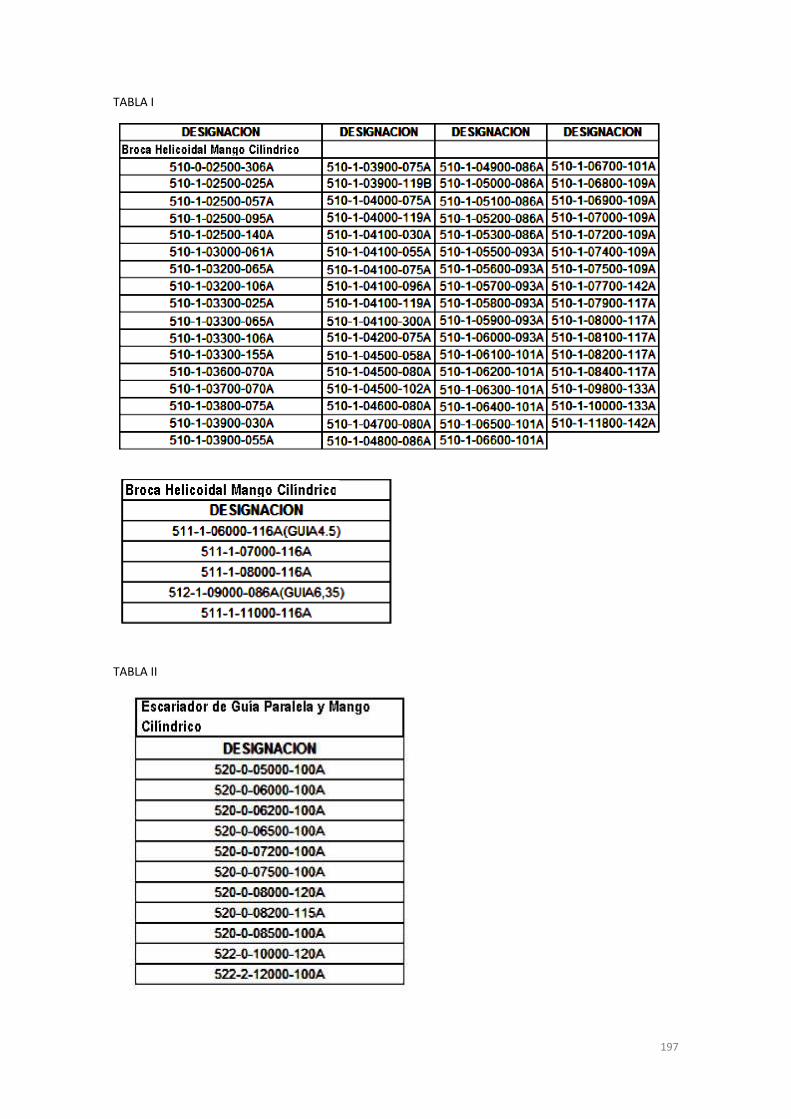
(Ver Tabla I)

196
7.2. General
La necesidad de instalar remaches de mayor diámetro puede ser el resultado de dos tipos de defectos:
1)-Nuevos taladros fuera de tolerancia.
Este caso requiere el escariado al tamaño inmediatamente superior.
2)-Sustitución de remaches mal instalados.
2.a)-Si los taladros están dañados: en todos los casos, se requiere el escariado e instalación de remaches del tamaño inmediatamente superior.
Ver tabla II
2.b)- Si los taladros no están muy dañados: para algunas configuraciones es posible instalar los remaches inicialmente definidos, siempre que los taladros no muestren rasguños o grietas.
Reglas Generales:
-La sustitución de remaches instalados debe ser evitada siempre que sea posible, para prevenir la degradación de las siguientes relaciones por el uso de diámetros superiores.
� ;( ���<��� ����=���� � ������
� ;( �><?�<������ ��?� � ������
-En caso de no tener distancia suficiente al borde, consultar al departamento de diseño.
-En áreas de combustible firme, el taladro del remache instalado debe estar en cumplimiento con los requisitos.
197
TABLA I
TABLA II

198
ANEXO 2
CARACTERÍSTICAS
CLAVE

199
FAMILIA TIPO CARACTERISTICA CLAVE
1
1.1 ALINEACIÓN DE HERRAJES CORRECTA
1.2 DISTANCIA ENTRE HERRAJES CORRECTA
1.3 POSICION DE HERRAJES CORRECTA
1.4 DISTANCIAS ENTRE CASQUILLOS CORRECTA
1.5 DIAMETRO INTERNO DE CASQUILLOS CORRECTO
1.6 REFRENTADOS ENTRE CARAS DE FITTING CORRECTO
2
2.1 GAPS ENTRE PANELES SEGÚN ESPECIFICACION
2.2 STEPS ENTRE PANELES SEGÚN ESPECIFICACIÓN
2.3 GAPS ENTRE PANEL Y TAPA SEGÚN ESPECIFICACIÓN
2.4 STEP ENTRE PANEL Y TAPA SEGÚN ESPECIFICACIÓN
2.5 GAP EN INTERFASE SEGÚN ESPECIFICACION
2.6 STEP EN INTERFASE SEGÚN ESPECIFICACIÓN
2.7 GAP CON SELLOS AERODINÁMICOS SEGÚN ESPECIFICACION
2.8 STEP CON SELLOS AERODINÁMICOS SEGÚN ESPECIFICACION
3
3.1 INTERFERENCIAS ESTRUCTURALES
3.2 HOLGURAS ESTRUCTURALES
3.3 INTERFERENCIAS CON REMACHES O CLEATS
3,4 INTERFERENCIAS U HOLGURAS FUERA DE TOLERANCIA CON CABLEADOS
4
4.1 IDENTIFICACION CORRECTA
4.2 IDENTIFICACION BIEN UBICADA
4.3 SERIALIZACION CORRECTA
4.4 DOCUMENTACION CORRECTA (CERTIFICADOS, ALBARANES, FACTURAS, ETC)
5
5.1 POSICIONAMIENTO DE PIEZAS CORRECTA
5.2 PIEZA ADECUADA A PLANO
6
6.1 LINEA DE SISTEMA SEGÚN ESPECIFICACION
6.2 TORSION SEGÚN ESPECIFICACION
6.3 AUSENCIA DE DEFORMACIONES
6.4 VOLUMEN DE PIEZAS Y SHIMS CORRECTO
6.5 ONDULACIONES SEGÚN ESPECIFICACIÓN
7
7.1 POSICION TALADRO CORRECTA
7.2 DIAMETRO TALADRO CORRECTO
7.3 DISTANCIAS DE BORDE DE TALADRO CORRECTAS
7.4 DISTACIAS DE PASO DE TALADROS CORRECTAS
7.5 TALADRO NO REALIZADO O INDEBIDO
7.6 PROFUNDIDAD DEL AVELLANADO CORRECTA
7.7 PERPENDICULARIDAD DEL TALADRO CORRECTA
7.8 CONCENTRICIDAD DEL TALADRO CORRECTA
7.9 ACABADO DE TALADROS CORRECTO
ALINEACIÓN DE INTERFASES CON ELEMENTOS MÓVILES
GAPS Y STEPS ENTRE ELEMENTOS
HOLGURAS E INTERFERENCIAS
IDENTIFICACION/SERIALIZACION/DOCUMENTACION
POSICIONADOS DE ELEMENTOS EXENTOS
CARACTERISTICAS DEL TALADRADO
LINEA DE SISTEMA,TORSION Y DEFORMACIONES

200
FAMILIA TIPO CARACTERISTICA CLAVE
8
8.1 AUSENCIA DE FOE
8.2 AUSENCIA DE SUCIEDAD Y VIRUTAS
9
9.1 CONDUCTIVIDAD SEGÚN ESPECIFICACION
9.2 POSICIÓN CORRECTA DE DESCARGADORES
9.3 JUMPER CORRECTOS
9.4 PEGADO DESCARGADORES CORRECTO
9.5 AUSENCIA DE DAÑOS EN PROTECCION DE JUMPER
9.6 POSICIÓN, TAMAÑO Y PEGADO DE BONDING CORRECTAS
9.7 POSICION, TAMAÑO DE MALLA CORRECTAS
9.8 METALIZACIONES CORRECTAS EN POSICIÓN Y FORMA
10
10.1 ESPESOR SELLANTE DE INTERFASE CORRECTO
10.2 ALTURA SELLANTE AERODINAMICO CORRECTA
10.3 ASPECTO VISUAL(AUSENCIA DEPOROS, UNIFORMIDAD,
10.4 TIPO DE SELLANTE CORRECTO
10.5 POSICION DEL SKYFLEX CORRECTA
10.6 AUSENCIA DE SELLANTE DONDE DEBE DE ESTAR
11
11.1 AUSENCIA DE MARCAS
11.2 ACABADO CORRECTO (RUGOSIDAD, ARRUGAS, COLORACIÓN,
11.3 AUSENCIA DE ASTILLAMIENTO EN TALADRO DE COMPUESTO
11.4 ACABADO CORRECTO DE LAS REPARACIONES
11.5 AUSENCIA DE GOLPES
11.6 AUSENCIA DE MARCAS EN TALADROS
11.7 AUSENCIA DE MARCAS DE BUTEROLA
11.8 AUSENCIA DE PIEZAS DAÑADAS
11.9 AUSENCIA DE SUCIEDADES O DE CORROSION
12
12.1 COLLAR MAL INSTALADO O SIN ASENTAR
12.2 CONTRACABEZA MAL INSTALADA O SIN ASENTAR
12.3 REMACHES FACEADOS O SIN FACEAR
12.4 REMACHES FALTANTES O INDEBIDOS
12.5 REMACHES DE TRAZO INCORRECTO
12.6 GAP CIRCUNFERENCIAL
12.7 PAR DE APRIETE ADECUADO
12.8 LACRADO DE TORNILLOS CORRECTO
12.9 INSTALACION DE NUT PLATE CORRECTA
12.10 SENTIDO DE REMACAHDO CORRECTO
12.11 AUSENCIA DE MARCAS EN CABEZAS Y CONTRACABEZAS
FOE
SELLADO Y PEGADO
CONDUCTIVIDAD
MARCAS Y ACABADO
CARACTERISTICAS DEL REMACHADO/ATORNILLADO

201
FAMILIA TIPO CARACTERISTICA CLAVE
13
13.1 ESPESOR PINTURA SEGÚN ESPECIFICACION
13.2 ADHERENCIA PINTURA SEGÚN ESPECIFICACIÓN
13.3 ASPECTO VISUAL CORRECTO (BRILLO, COLOR , PIEL DE NARANJA, RUGOSIDAD,…)
13.4 AUSENCIA DE PINTURA EN ZONAS DE BONDING s/PLANO
13.5 PINTURA CORRECTA
13.6 PINTURA SIN DESCUELGUES
13.7 AUSENCIA DE ZONAS SIN PINTAR CUANDO DEBAN IR PINTADAS
13.8 APLICACIÓN CORRECTA DEL DINITROL
14
14.1 POSICIÓN DE TALADROS CORRECTA
14.2 DIAMETROS DE TALADROS CORRECTO
14.3 NUMERO DE TALADROS CORRECTO
15
15.1 PESO DENTRO DE ESPECIFICACION
15.2 MOMENTO DE INERCIA DENTRO DE ESPECIFICACION
16
16.1 AUSENCIA O EXCESO DE PIEZAS
16.2 PIEZA ERRONEA MONTADA
17
17.1 POSICION Y PROFUNDIDAD DE PLAYAS DE FRESADO CORRECTA
17.2 AUSENCIA DEPICADURAS POR POROS DEBIDOS A EL ENMASCARADO
17.3 UNIFORMIDAD EN LA LINEA DE TRAZADO DE LA PLAYA
18
18.1 BRILLO CORRECTO EN PULIDOS
19
19.1 AUSENCIA DE FUGAS DE FUGAS
19.2 TEST DE PRESION CORRECTO
20
20.1 PROCESO Y PROVEEDOR APROBADO EN GLAPS Y ASL DE CLIENTE
20.2 SISTEMA DE CALIDAD APROBADO EN GLAPS SEGÚN NIVEL DE PEDIDO
20.3 MATERIAL Y PROVEEDOR APROBADOS EN GLAMS Y ASL DE CLIENTE
20.4 VENDOR ITEM Y PROVEEDOR APROBADOS EN GLACS Y ASL DE CLIENTE
21
21.1 PLANITUD LOCAL CORRECTA
21.2 PLANITUD TOTAL CORRECTA
22
22.1 MATERIAL Y CAPAS DE MOLDEO CORRECTAS
22.2 MATERIALES DENTRO DEL TIEMPO DE VIDA
22.3 TRATAMIENTOS TERMICOS CORRECTOS
22.4 TRATAMIENTOS SUPERFICIALES CORRECTOS
22.5 ESPESOR CORRECTO (GENERAL Y DE CLAD)
22.6 ALEACIÓN Y TRATAMIENTO INICIAL DEL MATERIAL CORRECTO
22.7 CICLO DE CURADO CORRECTO (INCLUYE ENTRADAS DE PRESION)
BRILLO EN PULIDO DE SUPERFICIES
CARACTERÍSTICAS DE PINTURA
DISTRIBUCIÓN DE PESOS
AUSENCIA O EXCESO DE PIEZAS EN MONTAJE
POSICIONAMIENTO Y PROFUNDIDAD DE PLAYAS DE FRESADO
ESTANQUEIDAD
CUALIFICACIÓN Y CERTIFICACIÓN DEL PROVEEDOR
MATERIALES Y TRATAMIENTOS SEGÚN ESPECIFICACIÓN
PLANITUD
POSICION Y DIAMETRO DE TALADROS DE INTERFASE/INTERCAMBIABILIDAD
202
FAMILIA TIPO CARACTERISTICA CLAVE
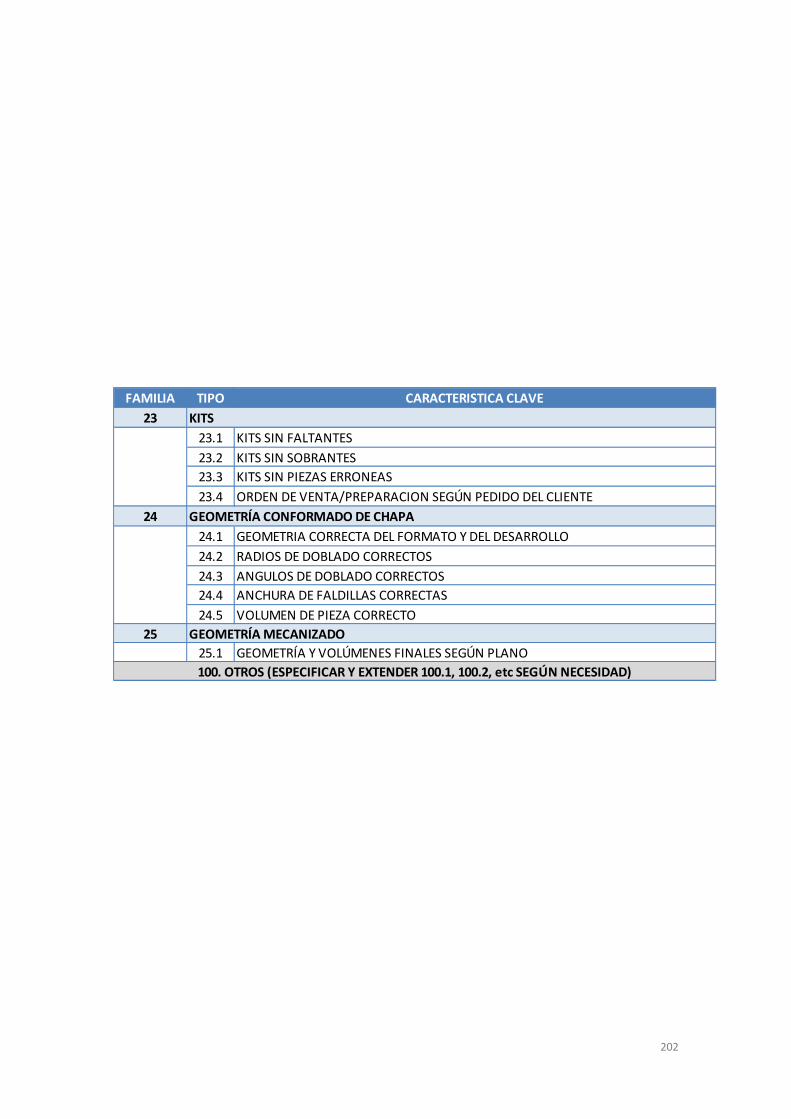
23
23.1 KITS SIN FALTANTES
23.2 KITS SIN SOBRANTES
23.3 KITS SIN PIEZAS ERRONEAS
23.4 ORDEN DE VENTA/PREPARACION SEGÚN PEDIDO DEL CLIENTE
24
24.1 GEOMETRIA CORRECTA DEL FORMATO Y DEL DESARROLLO
24.2 RADIOS DE DOBLADO CORRECTOS
24.3 ANGULOS DE DOBLADO CORRECTOS
24.4 ANCHURA DE FALDILLAS CORRECTAS
24.5 VOLUMEN DE PIEZA CORRECTO
25
25.1 GEOMETRÍA Y VOLÚMENES FINALES SEGÚN PLANO
GEOMETRÍA MECANIZADO
100. OTROS (ESPECIFICAR Y EXTENDER 100.1, 100.2, etc SEGÚN NECESIDAD)
KITS
GEOMETRÍA CONFORMADO DE CHAPA

203
ANEXO 3
No-Conformidades más
Frecuentes.
Ejemplos

204
CARACTERÍSTICA CLAVE 71: Posición del taladro correcta
Referencia: HNC ANA-0BD-0167
Descripción:
Taladro de diámetro 2,5mm desplazado en la unión de chapa alma RH 332-XX-2153-20,
angular 332-XX-1156-23 y larguerillos 332-XX-1099-21 y 332-XX-1156-43
205
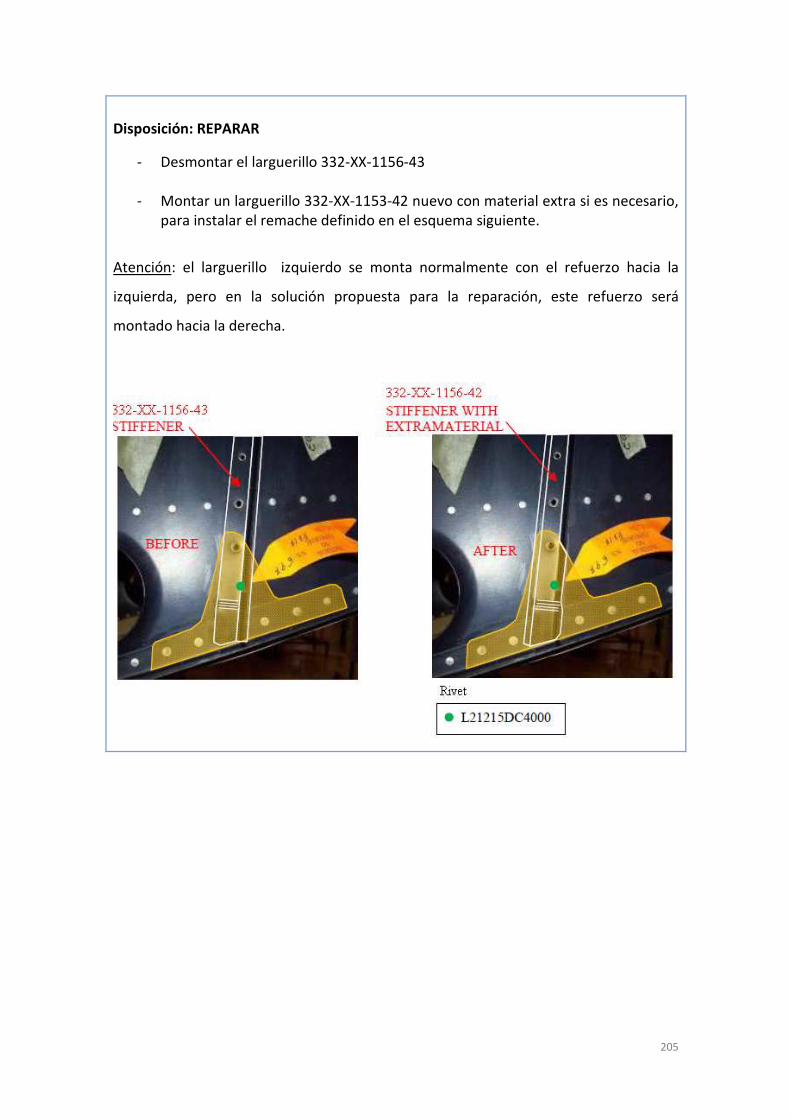
Disposición: REPARAR
- Desmontar el larguerillo 332-XX-1156-43
- Montar un larguerillo 332-XX-1153-42 nuevo con material extra si es necesario,
para instalar el remache definido en el esquema siguiente.
Atención: el larguerillo izquierdo se monta normalmente con el refuerzo hacia la
izquierda, pero en la solución propuesta para la reparación, este refuerzo será
montado hacia la derecha.

206
CARACTERÍSTICA CLAVE 72. Diámetro del taladro correcto
Referencia: HNC ANA-0BD-0167
Descripción:
Taladro a respetar a diámetro 2,5mm pasado a diámetro 3,3mm en la unión de la
chapa alma 332-XX-1472-20 con el angular 330-XX-2020-35
Disposición: USAR COMO ESTÁ (ATENCIÓN AL MONTAJE)
- Colocar una etiqueta en la que ponga “ATTENTION TO FINAL ASSEMBLY”
- Adjuntar una copia de la HNC al elemento

207
CARACTERÍSTICA CLAVE 73. Taladro con distancia a borde crítica
Referencia: HNC ANA-0BD-12-0008
Descripción:
Taladro de diámetro 3,2mm con distancia al borde crítica, en refuerzo de revestimiento
superior izquierdo, en la zona de unión con la cuaderna C2480. Debería de ser como
mínimo el doble del diámetro.

208
Disposición: REPARAR
- Cortar el refuerzo 332-XX-1858-20 de acuerdo al sketch 1.
- Redondear las esquinas. Aplicar protección, primer y pintura en la zona cortada.
- Fabricar un refuerzo especial (ver en sketch 2) con el mismo material, espesor,
protección, primer y pintura que el refuerzo 332-XX-1858-20.
- Ajustar el refuerzo especial de acuerdo a la Sección A-A si es necesario.
- Fijar el refuerzo especial con cuatro remaches existentes L21215DC3200J.
- Aplicar sellante de interposición.

209
CARACTERÍSTICA CLAVE 74. Distancia de paso entre taladros correcta
Referencia: HNC ANA-0BD-11-0038
Descripción:
Ocho taladros (T1 a T8) con distancia de paso crítica en la unión entre el
revestimientos 332-XX-1143-08 y 332-XX-120-09 y tabique 332-XX-1101-13.
TAL TIPO F NOMIN. F
REAL P/N AFECTADOS REMACHE D. BORDE
DISTANCIA
DE PASO
T1 PitchDis. 3,2 3,2
SKIN RH 332XX114308
BEAM RH 332XX110113
L21215DC32
15 SKIN RH 9,5
T2 PitchDis. 3,2 3,2 11 BEAM RH 9,5
T3 PitchDis. 3,2 3,2 14,4 SKIN RH 10,6
T4 PitchDis. 3,2 3,2 9 BEAM RH 10,6
T5 PitchDis. 3,2 3,2 12 BEAM RH 7,5
T6 PitchDis. 3,2 3,2 12,4 SKIN RH 7,5
T7 PitchDis. 3,2 3,2 SKIN RH 332XX114308
BEAM RH 332XX110113
SKIN LOWER RH
332XX112009
8 BEAM RH 9,5
T8 PitchDis. 3,2 3,2 13,4 SKIN RH 9,5
Medidas en milímetros
Disposición: USAR COMO ESTÁ
210
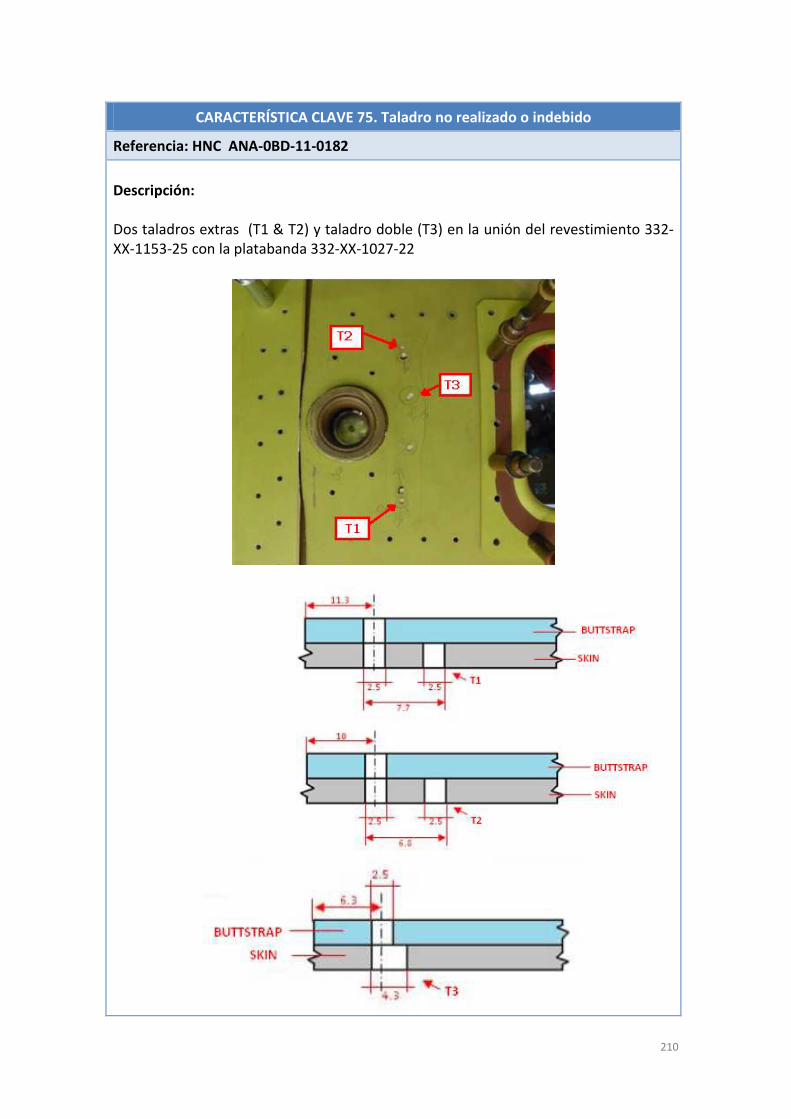
CARACTERÍSTICA CLAVE 75. Taladro no realizado o indebido
Referencia: HNC ANA-0BD-11-0182
Descripción: Dos taladros extras (T1 & T2) y taladro doble (T3) en la unión del revestimiento 332-
XX-1153-25 con la platabanda 332-XX-1027-22

211
Disposición: REPARAR
- Taladrar T3 hasta conseguir un diámetro de 4,00mm como se describe en el
Sketch 1
- Fabricar un refuerzo especial con el mismo material, protección, primer y
pintura que el revestimiento 332-XX-1153-25. Ver Sketch 2.
- Ajustar el refuerzo especial, y asegurarse que hay al menos un espacio de
0,5mm entre el refuerzo especial y el fitting
- Redondear las esquinas del nuevo refuerzo
- Taponar los taladros extras T1 & T2 con NAS1097AD3
- Fijar el refuerzo especial con seis remaches L21215DC3200J, tres existentes,
tres nuevos y un remache L21215DC4000J.
- Aplicar sellante de interposición.
212
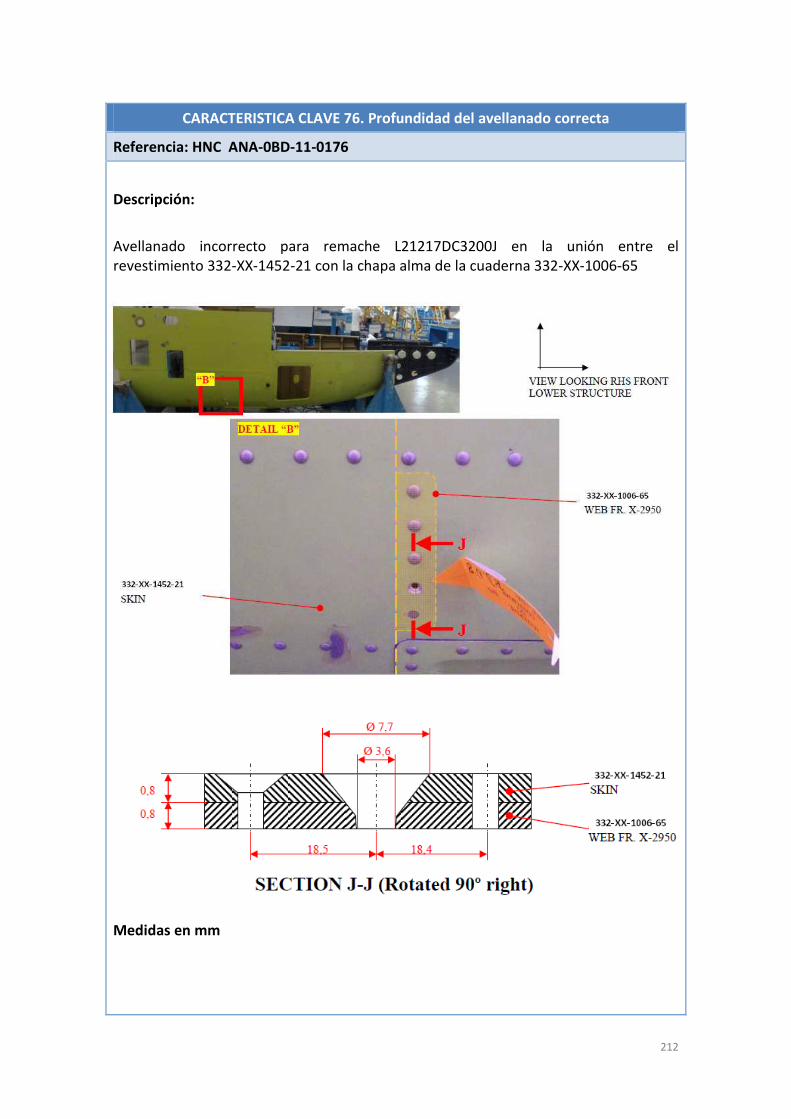
CARACTERISTICA CLAVE 76. Profundidad del avellanado correcta
Referencia: HNC ANA-0BD-11-0176
Descripción:
Avellanado incorrecto para remache L21217DC3200J en la unión entre el
revestimiento 332-XX-1452-21 con la chapa alma de la cuaderna 332-XX-1006-65
Medidas en mm

213
Disposición: REPROCESAR
- Rellenar el avellanado indebido en la cuaderna con adhesivo DevconF
- Fabricar un anillo especial con el mismo material que L21217DC
- Preparar la superficie.
- Pegar el anillo especial en el revestimiento con EA9392 y dejar polimerizar de
acuerdo a la norma, siete días a temperatura ambiente, o una hora a 85ºC.
- Instalar un remache L21217C3200 de acuerdo al plano, asegurando la distancia
al borde de dos veces el diámetro

214
CARACTERÍSTICA CLAVE 77. Perpendicularidad del taladro correcta
Referencia: HNC ANA-0BD-11-0083
Descripción:
Taladro ovalizado (T) para remache L21217DC3200 en la unión de 332-XX-1142-23 y
332-XX-1110-01.

215
Disposición: REPARAR
- Cortar el angular como se indica en el esquema siguiente :
- Añadir un suplemento especial, fabricado con el mismo material, espesor,
protección, primer y pintura que el angular, de acuerdo al esquema siguiente.
Redondear las esquinas.
- Añadir un refuerzo especial, fabricado con el mismo material, espesor,
protección, primer y pintura que el angular, de acuerdo al esquema siguiente.
Redondear las esquinas.
- Fijar el suplemento especial con dos remaches, de acuerdo al esquema
siguiente: un remache existente L21217DC3200 y un remache L21217DC3200
en el taladro afectado.
- Aplicar sellante de interposición

216
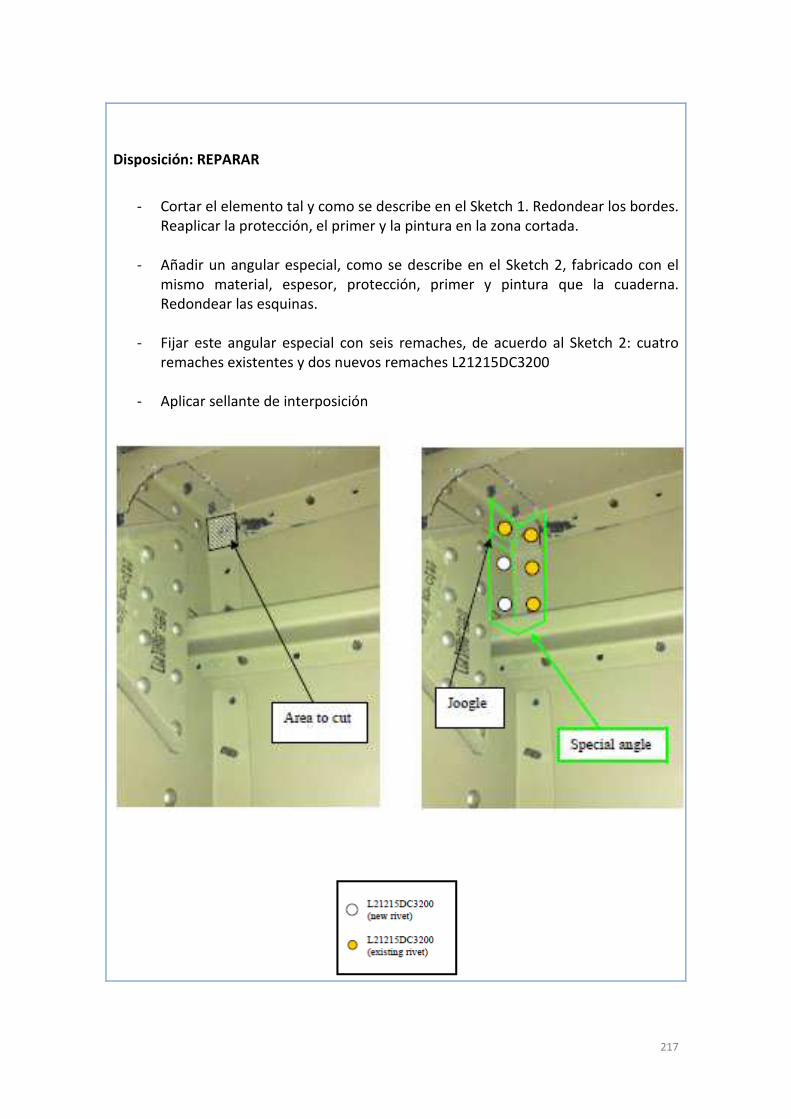
CARACTERÍSTICA CLAVE 78. Concentricidad del taladro correcta
Referencia: HNC ANA-0BD-11-0147
Descripción:
Doble taladro en la cuaderna 332-XX-1111-01, en la zona de unión entre el perfil en
“U” 332-XX-1142-23 y el revestimiento derecho 332-XX-21-1143-08
217
Disposición: REPARAR
- Cortar el elemento tal y como se describe en el Sketch 1. Redondear los bordes.
Reaplicar la protección, el primer y la pintura en la zona cortada.
- Añadir un angular especial, como se describe en el Sketch 2, fabricado con el
mismo material, espesor, protección, primer y pintura que la cuaderna.
Redondear las esquinas.
- Fijar este angular especial con seis remaches, de acuerdo al Sketch 2: cuatro
remaches existentes y dos nuevos remaches L21215DC3200
- Aplicar sellante de interposición
218
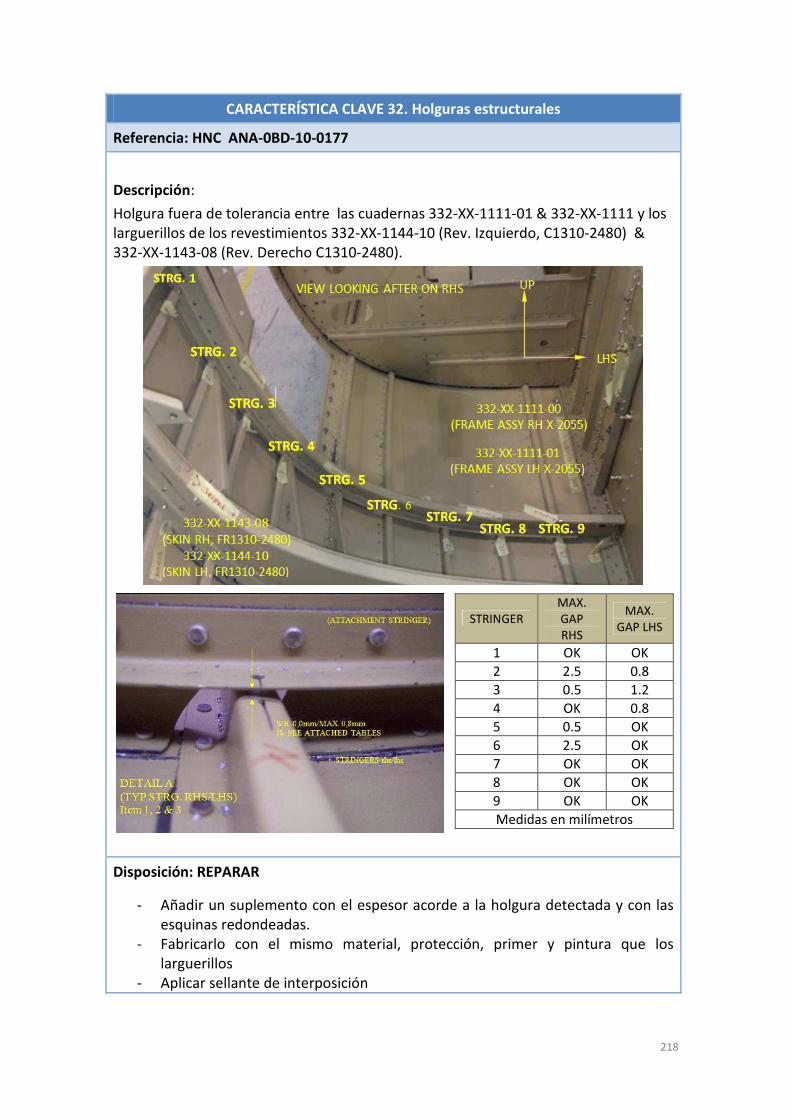
CARACTERÍSTICA CLAVE 32. Holguras estructurales
Referencia: HNC ANA-0BD-10-0177
Descripción:
Holgura fuera de tolerancia entre las cuadernas 332-XX-1111-01 & 332-XX-1111 y los
larguerillos de los revestimientos 332-XX-1144-10 (Rev. Izquierdo, C1310-2480) &
332-XX-1143-08 (Rev. Derecho C1310-2480).
STRINGER
MAX.
GAP
RHS
MAX.
GAP LHS
1 OK OK
2 2.5 0.8
3 0.5 1.2
4 OK 0.8
5 0.5 OK
6 2.5 OK
7 OK OK
8 OK OK
9 OK OK
Medidas en milímetros
Disposición: REPARAR
- Añadir un suplemento con el espesor acorde a la holgura detectada y con las
esquinas redondeadas.
- Fabricarlo con el mismo material, protección, primer y pintura que los
larguerillos
- Aplicar sellante de interposición

219
ANEXO 4
Cálculo del Nivel Sigma

220
Cálculo del Nivel Sigma
1)- Determinar el número de Defectos por Unidad
��� ������� ����������
������ ������� ���
2)- Determinar el número de Defectos por Oportunidad
��� ��ú�����������
�ú�������� �����ú���������� ���
3)- Determinar el número de Defectos por Millón de Oportunidades
���� � ��� � 1.000.000
4)- Calcular el Rendimiento
� � ��� ! � "1 # ���$ � 100
5)- Calcular el Nivel Sigma
Para los cálculos se hacen los siguientes supuestos:
• Un cambio estándar de 1,5 sigma es apropiado para el proceso
• Los datos presentan una distribución normal y el proceso es estable
• Los cálculos fueron hechos usando valores a una cola de la distribución
normal
5.1)- Función en EXCEL
σ = DISTR.NORM.ESTAND.INV(R)+1,5
La función DISTR.NORM.ESTAND.INV(p) devuelve el cuantil de orden p de una
distribución normal estándar. Sólo tiene un parámetro que es precisamente el
valor de la probabilidad acumulada.

221
5.2)- Tabla de conversiones

222
ANEXO 5
Severidad, Ocurrencia y
Detección

223
Guía de Severidad para AMEF de Proceso (Escala cualitativa 1 – 10)
Efecto Rango Criterios
No 1 Sin efecto en el producto o procesos subsecuentes
Muy ligero 2 El cliente muy probablemente no notará la falla. Efecto muy
ligero en el desempeño del producto/proceso. Falla no vital
notada a veces.
Ligero 3 Cliente ligeramente molesto. Efecto ligero en el desempeño del
producto o proceso. Alguna falla no vital notada muchas veces.
Menor 4 El cliente experimenta una incomodidad menor. Efecto menor
en el desempeño del producto o proceso. La falla no requiere
reparación. Falla no vital siempre notada
Moderado 5 El cliente experimenta alguna insatisfacción. Efecto moderado
en el desempeño del producto / proceso. Falla en parte no vital
requiere reparación.
Significativo 6 El cliente experimenta incomodidad. El desempeño del
producto / proceso está degradado, pero operativo y seguro.
Parte no vital inoperable
Mayor 7 Cliente insatisfecho. Efecto mayor en el proceso; retrabajo;
reparaciones sobre la parte son necesarias. El desempeño del
producto/proceso severamente afectado pero funcional y
seguro. Subsistema inoperable
Extremo 8 Cliente muy insatisfecho. Efecto extremo en el proceso; equipo
dañado. Producto inoperable pero seguro. Sistema inoperable
Serio 9 Efecto potencialmente peligroso. Capaz de detener el producto
sin daño – falla dependiente del tiempo. Interrupción a las
operaciones subsecuentes del proceso. Cumplimiento con la
regulación del gobierno en peligro
Peligroso 10 Efecto peligroso. Falla súbita – involucrada la seguridad. No
cumplir con la regulación del gobierno.
224
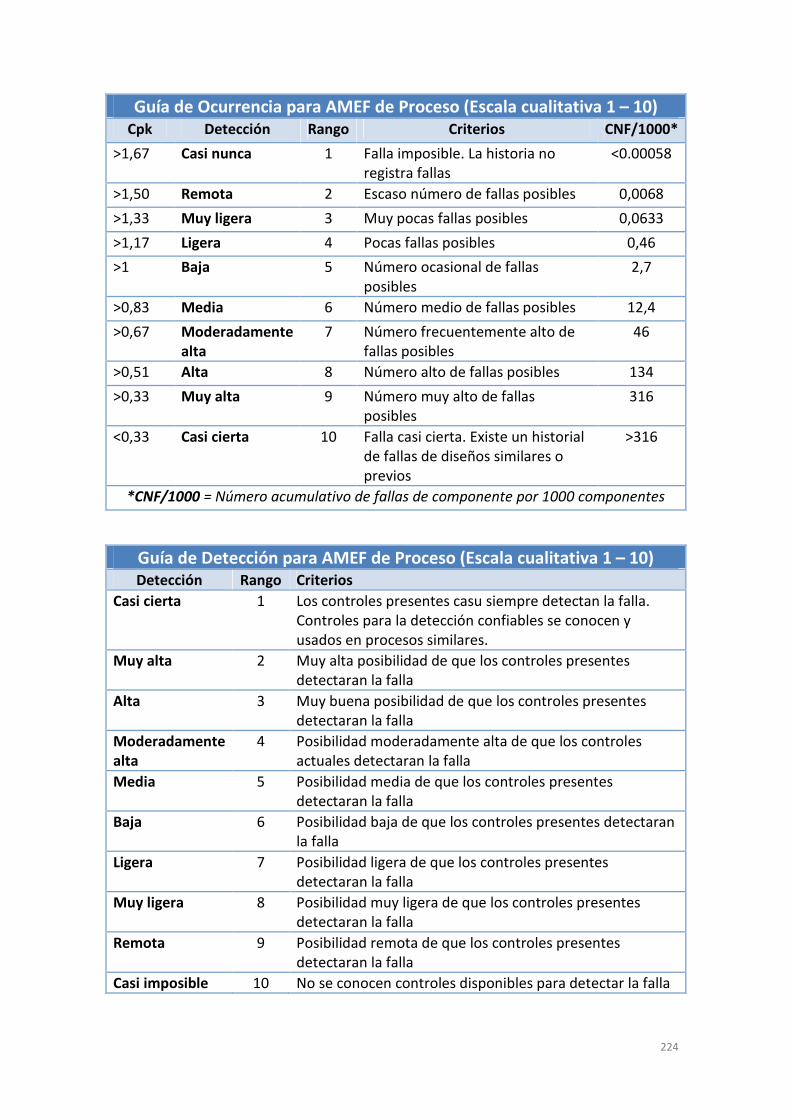
Guía de Ocurrencia para AMEF de Proceso (Escala cualitativa 1 – 10)
Cpk Detección Rango Criterios CNF/1000*
>1,67 Casi nunca 1 Falla imposible. La historia no
registra fallas
<0.00058
>1,50 Remota 2 Escaso número de fallas posibles 0,0068
>1,33 Muy ligera 3 Muy pocas fallas posibles 0,0633
>1,17 Ligera 4 Pocas fallas posibles 0,46
>1 Baja 5 Número ocasional de fallas
posibles
2,7
>0,83 Media 6 Número medio de fallas posibles 12,4
>0,67 Moderadamente
alta
7 Número frecuentemente alto de
fallas posibles
46
>0,51 Alta 8 Número alto de fallas posibles 134
>0,33 Muy alta 9 Número muy alto de fallas
posibles
316
<0,33 Casi cierta 10 Falla casi cierta. Existe un historial
de fallas de diseños similares o
previos
>316
*CNF/1000 = Número acumulativo de fallas de componente por 1000 componentes
Guía de Detección para AMEF de Proceso (Escala cualitativa 1 – 10)
Detección Rango Criterios
Casi cierta 1 Los controles presentes casu siempre detectan la falla.
Controles para la detección confiables se conocen y
usados en procesos similares.
Muy alta 2 Muy alta posibilidad de que los controles presentes
detectaran la falla
Alta 3 Muy buena posibilidad de que los controles presentes
detectaran la falla
Moderadamente
alta
4 Posibilidad moderadamente alta de que los controles
actuales detectaran la falla
Media 5 Posibilidad media de que los controles presentes
detectaran la falla
Baja 6 Posibilidad baja de que los controles presentes detectaran
la falla
Ligera 7 Posibilidad ligera de que los controles presentes
detectaran la falla
Muy ligera 8 Posibilidad muy ligera de que los controles presentes
detectaran la falla
Remota 9 Posibilidad remota de que los controles presentes
detectaran la falla
Casi imposible 10 No se conocen controles disponibles para detectar la falla
225
ANEXO 6
Formato de Hoja Anexa y
PMP

226
ANEXO
Part Number Indice
Página
E.O.: Rev.: Otra Doc. De Origen: Responsable:
Hoja Anexa
Fecha
O.P. Origen
Nº de Serie
Programa:
Designación: Fecha/ Sello Fabr.
Fecha/ Sello
Verif.
Observaciones
Sec. Ope. Descripción
227
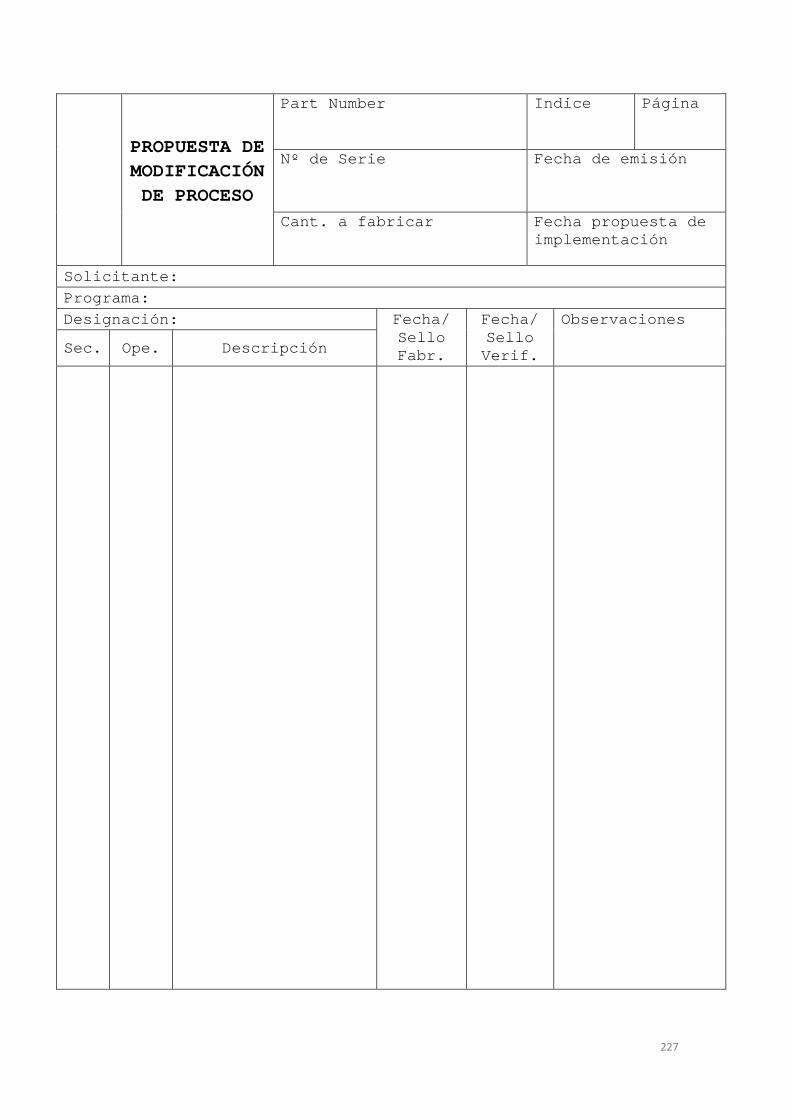
PROPUESTA DE MODIFICACIÓN
DE PROCESO
Part Number Indice
Página
Nº de Serie Fecha de emisión
Cant. a fabricar Fecha propuesta de implementación
Solicitante:
Programa:
Designación: Fecha/ Sello Fabr.
Fecha/ Sello
Verif.
Observaciones
Sec. Ope. Descripción

228
ANEXO 7
Factores para construir
Cartas de Control por
Variables

229
230
ANEXO 8
Formato de Indicadores
del Centro de
Intervención Seis Sigma

231

232

233
234

235

236
237
238
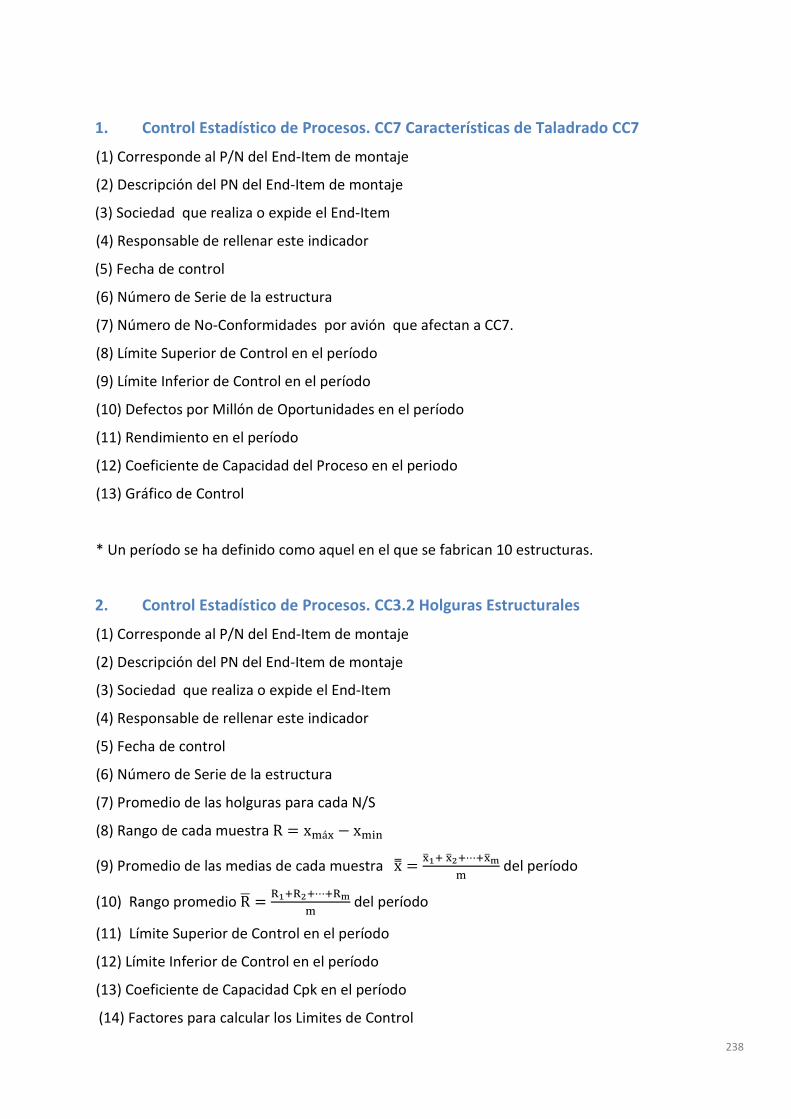
1. Control Estadístico de Procesos. CC7 Características de Taladrado CC7
(1) Corresponde al P/N del End-Item de montaje
(2) Descripción del PN del End-Item de montaje
(3) Sociedad que realiza o expide el End-Item
(4) Responsable de rellenar este indicador
(5) Fecha de control
(6) Número de Serie de la estructura
(7) Número de No-Conformidades por avión que afectan a CC7.
(8) Límite Superior de Control en el período
(9) Límite Inferior de Control en el período
(10) Defectos por Millón de Oportunidades en el período
(11) Rendimiento en el período
(12) Coeficiente de Capacidad del Proceso en el periodo
(13) Gráfico de Control
* Un período se ha definido como aquel en el que se fabrican 10 estructuras.
2. Control Estadístico de Procesos. CC3.2 Holguras Estructurales
(1) Corresponde al P/N del End-Item de montaje
(2) Descripción del PN del End-Item de montaje
(3) Sociedad que realiza o expide el End-Item
(4) Responsable de rellenar este indicador
(5) Fecha de control
(6) Número de Serie de la estructura
(7) Promedio de las holguras para cada N/S
(8) Rango de cada muestra R � x�á� � x��
(9) Promedio de las medias de cada muestra x ���� ��� ⋯ ���
� del período
(10) Rango promedio R� ��� �� ⋯ ��
� del período
(11) Límite Superior de Control en el período
(12) Límite Inferior de Control en el período
(13) Coeficiente de Capacidad Cpk en el período
(14) Factores para calcular los Limites de Control

239
(15) Gráfico de Control
* Un período se ha definido como aquel en el que se fabrican 10 estructuras.
3. Definición y Control de Características Clave. END-ITEM
(1) Corresponde al P/N del End-Item de montaje
(2) Descripción del PN del End-Item de montaje
(3) Sociedad que realiza o expide el End-Item
(4) Responsable de rellenar este indicador
(5) Fecha de control
(6) Código de la Característica Clave afectada
(7) Descripción de la Característica Clave afectada
(8) Pareto de No=Conformidades. Se completa el número de NCs por mes según la CC a la que
afecte
(9) Número total de NCs de cada tipo a la fecha de actualización del indicador
(10) Severidad según Anexo 5
(11) Ocurrencia según Anexo 5
(12) Detección según Anexo 5
(13) Número de Prioridad de Riesgo
(14) Marcar con una X si la característica se mide
(15) Marcar con una X si la característica se chequea
(16) Marcar con una X si la característica se asegura por Poka yoke de diseño, de utillaje, de
proceso, etc
4. Despliegue y Aseguramiento de Características Clave en la Estructura de Producto
(1) Corresponde al P/N del End-Item de montaje
(2) Descripción del PN del End-Item de montaje
(3) Sociedad que realiza o expide el End-Item
(4) Responsable de rellenar este indicador
(5) Fecha de control
(6) Código de la Característica Clave afectada
(7) Descripción de la Característica Clave afectada
(8) Proveedor de la Pieza Elemental que genera la NC
(9) P/N de la Pieza Elemental que genera la NC
(10) Pareto de NC's. Se marca una X cada vez que el P/N de la casilla (9) genere una NC.
240
(11) Severidad según Anexo 5
(12) Ocurrencia según Anexo 5
(13) Detección según Anexo 5
(14) Número de Prioridad de Riesgo
(15) Marcar con una X si la característica se mide
(16) Marcar con una X si la característica se chequea
(17) Marcar con una X si la carcaterística se asegura por Poka yoke de diseño, de utillaje, de
proceso, etc
5. Control de Avances e Incidencias
(1) Corresponde al P/N del End-Item de montaje
(2) Descripción del PN del End-Item de montaje
(3) Sociedad que realiza o expide el End-Item
(4) Responsable de rellenar este indicador
(5) Fecha de control
(6) Fecha en la que se ha detectado la NC
(7) Código de la HNC
(8) Días transcurridos desde que se detectó la última NC en la estructura.
(9) Media de los tres tramos anteriores sin NC's.
(10) CC afectada
(11) Representación Gráfica de los días sin NC's y de la media de los tres tramos anteriores
6. Control del Ciclo de Mejora.
(1) Corresponde al P/N del End-Item de montaje
(2) Descripción del PN del End-Item de montaje
(3) Sociedad que realiza o expide el End-Item
(4) Responsable de rellenar este indicador
(5) Fecha de control
(6) Código de la HNC que recoge la NC analizada
(7) Código de la CC afectada
(8) Código de la Acción establecida. Se toma el siguiente criterio

241
TIPO ACCIÓN CODIGO
Acción Correctora
Modificación de Proceso 1
Modificación de Utillaje 2
Modificación de Condición de Entrega 3
Modificación Documentación 4
Acción Contenedora 5
(9) Descripción de la Acción establecida
(10) Fecha de inicio de la acción
(11) Fecha de fin de la acción
(12) Estación PLAN (Planificar). Marcar con una X cuando la acción se haya planificado
(13) Estación DO (Hacer). Marcar con una X cuando la acción se haya realizado
(14) Estación CHECK (Chequear). Marcar con una X cuando la acción se haya verificado.
(15) Estación ACT (Estandarizar). Marcar con una X cuando la acción se haya estandarizado.
(16) Nº de días del Ciclo de cierre de una Acción
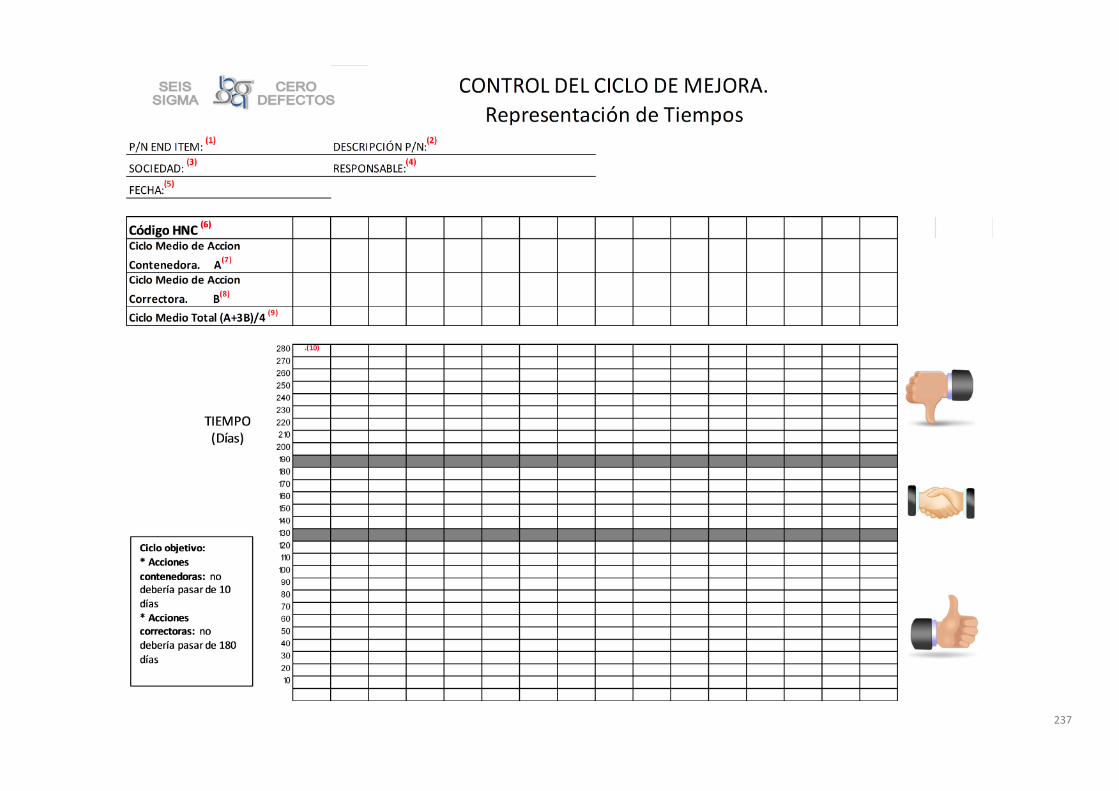
7. Control del Ciclo de Mejora. Representación de Tiempos
(1) Corresponde al P/N del End-Item de montaje
(2) Descripcion del PN del End-Item de montaje
(3) Sociedad que realiza o expide el End-Item
(4) Responsable de rellenar este indicador
(5) Fecha de control
(6) Código de la HNC
(7) Ciclo Medio de Acción Contenedora (A). Es el promedio de días que se han tardado en cerrar las
acciones contenedoras establecidas para cada NC. Recordar que en la tabla Control del Ciclo de
Mejora, este tipo de acciones tenían el Código nº 5.
(8) Ciclo Medio de Acción Correctora (B). Es el promedio de días que se han tardado en cerrar las
acciones correctoras establecidas para cada NC. Recordar que en la tabla Control del Ciclo de
Mejora, este tipo de acciones tenían los Códigos Nº 1, 2, 3 y 4.
(9) Ciclo Medio Total (C). Se calcula mediante la regla C= (A+3B)/4
(10) Representación Gráfica de los parámetros A, B y C

242
ANEXO 9
Formato de 8D’s

243
FORMATO 8D’s
Centro Intervención: Fecha: P/N: Programa: Número de referencia:
Estado del círculo
Breve descripción del problema
Establecimiento de equipo de trabajo
Nombre: Responsabilidad: Contacto:
Análisis inicial
Acciones
contenedoras
completadas (paso
Acciones correctoras a largo
plazo implementadas.
Monitorización y evaluación
de efectividad (paso 6
implementado)
Acciones correctoras
definidas (paso 6
definido, no
implementado)
Acciones correctoras a
largo plazo con efectividad
confirmada. problema
cerrado (paso 8 cerrado)

244
FORMATO 8D’s
Acciones Contenedoras – Contención del problema.
Acciones para encontrar la causa raiz.
No. Tarea Responsable Fecha
Objetivo Fecha Cierre
1
2
3
Diagnóstico de causas raices
CAUSA PROBABLE 1
CAUSA PROBABLE 2
CAUSA PROBABLE 3
Por qué 1
Por qué 2
Por qué 3
Por qué 4
Por qué 5

245
FORMATO 8D’s
Acciones Correctoras:
No. Tarea Responsable Fecha Objetivo Fecha Cierre
1
2
3
…
Prevención
Validación de la solución & Medidas de control permanente

246
EJEMPLO
EJEMPLO 8D’s
Centro Intervención: Fecha: PN: Programa: Número de referencia:
Estado del círculo
Breve descripción del problema
Taladros indebidos de Ø2.5mm (Cantidad 6) en revestimiento 332A211152-31
Establecimiento de equipo de trabajo
Nombre: Responsabilidad: Contacto:
Miembro 1 Tooling Responsible Miembro 2 Quality Engineering Miembro 3 Quality Engineering Miembro 4 Quality Supervisor Miembro 5 Process Engineering
Acciones
contenedoras
completadas (paso
Acciones correctoras a largo
plazo implementadas.
Monitorización y evaluación
de efectividad (paso 6
implementado)
Acciones correctoras
definidas (paso 6
definido, no
implementado)
Acciones correctoras a
largo plazo con efectividad
confirmada. problema
cerrado (paso 8 cerrado)
247
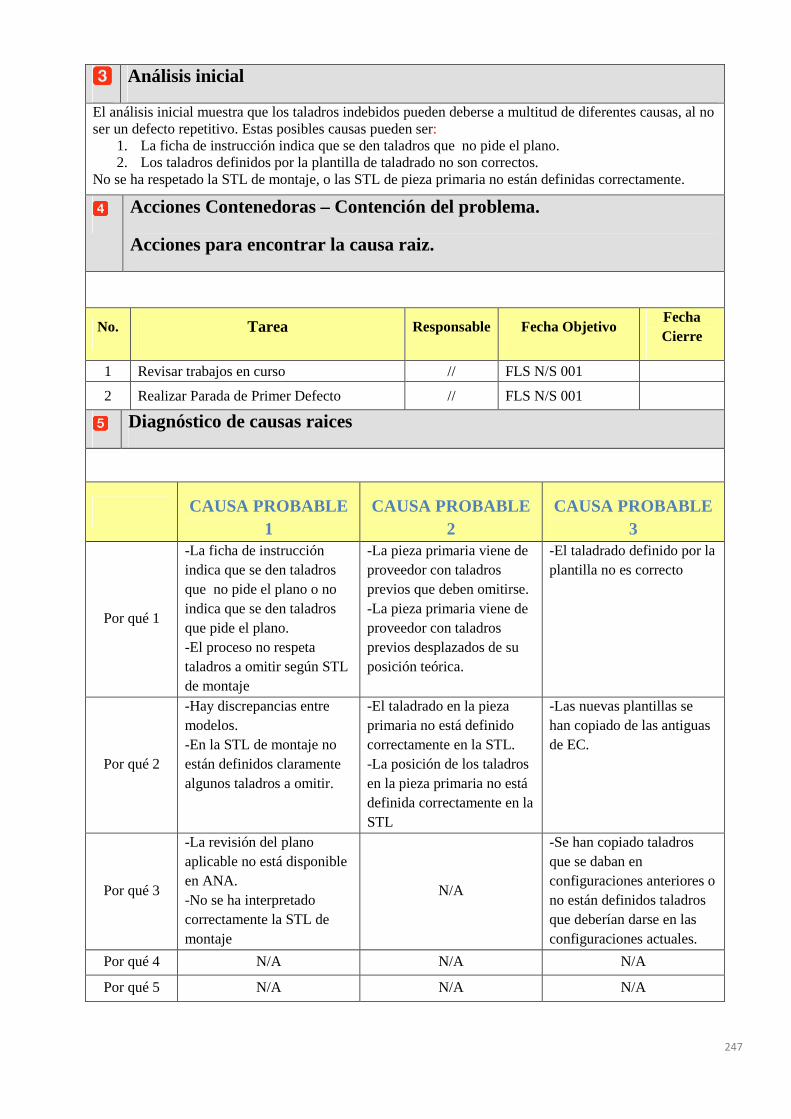
Análisis inicial
El análisis inicial muestra que los taladros indebidos pueden deberse a multitud de diferentes causas, al no ser un defecto repetitivo. Estas posibles causas pueden ser:
1. La ficha de instrucción indica que se den taladros que no pide el plano. 2. Los taladros definidos por la plantilla de taladrado no son correctos.
No se ha respetado la STL de montaje, o las STL de pieza primaria no están definidas correctamente.
Acciones Contenedoras – Contención del problema.
Acciones para encontrar la causa raiz.
No. Tarea Responsable Fecha Objetivo Fecha Cierre
1 Revisar trabajos en curso // FLS N/S 001
2 Realizar Parada de Primer Defecto // FLS N/S 001
Diagnóstico de causas raices
CAUSA PROBABLE 1
CAUSA PROBABLE 2
CAUSA PROBABLE 3
Por qué 1
-La ficha de instrucción indica que se den taladros que no pide el plano o no indica que se den taladros que pide el plano. -El proceso no respeta taladros a omitir según STL de montaje
-La pieza primaria viene de proveedor con taladros previos que deben omitirse. -La pieza primaria viene de proveedor con taladros previos desplazados de su posición teórica.
-El taladrado definido por la plantilla no es correcto
Por qué 2
-Hay discrepancias entre modelos. -En la STL de montaje no están definidos claramente algunos taladros a omitir.
-El taladrado en la pieza primaria no está definido correctamente en la STL. -La posición de los taladros en la pieza primaria no está definida correctamente en la STL
-Las nuevas plantillas se han copiado de las antiguas de EC.
Por qué 3
-La revisión del plano aplicable no está disponible en ANA. -No se ha interpretado correctamente la STL de montaje
N/A
-Se han copiado taladros que se daban en configuraciones anteriores o no están definidos taladros que deberían darse en las configuraciones actuales.
Por qué 4 N/A N/A N/A
Por qué 5 N/A N/A N/A

248
Acciones Correctoras:
No. Tarea Responsable Fecha Objetivo Fecha Cierre
1
Indicar en OP/Planilla los cambios recientes en mapeados para alertar al operario.
ANA FLS N/S 001
2
Corregir el taladrado definido en las plantillas de taladrado, acorde al plano y a requisitos de STL de montaje.
ANA FLS N/S 001
3
Corregir mapeados en fichas de instrucción, acordes al plano y a requisitos de STL de montaje.
ANA FLS N/S 001
4 Realizar paradas de primer defecto
ANA FLS N/S 001
Prevención
- Seguimiento de defectos que aparecen en línea e implementación de acciones de mejora: Proyecto Cero Reparaciones.
Validación de la solución & Medidas de control permanente
-Chequear en todos los productos.