analisis sifat mekanik dan struktur mikro...
TRANSCRIPT

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.1-6) 978-602-60766-3-2
1
ANALISIS SIFAT MEKANIK DAN STRUKTUR MIKRO PADUAN ALUMINIUM ADC12DENGAN TEKNIK PENGECORAN SEMI SOLID (RHEOCASTING)
Syaharuddin Rasyid1), Muas M 2)
1,2)Dosen Jurusan Teknik Mesin, Politeknik Negeri Ujung Pandang,Makassar.
ABSTRACT
Aluminum silicon alloys (Al-Si) are generally used in the machine industry because of its superior properties such as;light weight, good heat conductivity, good casting properties, and good welding properties (Chiang, 2009). Aluminumdie casting 12 (ADC12) is one type of Al-Si alloy with the addition of Cu, Fe, Mn, Mg, Zn, Ti, Cr, Ni, Pb, and Snelements. In general, this study aims to find out the comparison of mechanical properties and microstructure ofaluminum alloys before and after stirring. Specific to determine the effect of pouring temperature variation (580, 600,620, 640, 660, and 680 OC) on fixed rotation and timing (300 rpm, 60 sec) to the mechanical properties andmicrostructure of aluminum alloys of ADC12. The research method used is literature study, aluminum alloy preparationADC12, equipment of manufacture (melting furnace, stir bar, and metal mold), specimen for tensile test, hardness test,and microstructure test, specimen test, and analysis of yield data testing with statistical methods. The conclusion of theresearch of semi-solid casting of aluminum alloy ADC12 is the difference of mechanical properties of aluminum alloyADC12 after the semi-solid casting process with the preparation of slurry without and with stirring. Where there is amarked improvement in the properties of aluminum alloys ADC12 marks and with stirring. The hardness of aluminumalloys ADC12 after stirring is higher than before stirring. The highest hardness occurred at 600 OC casting temperatureof 87.9 HB after stirring and lowest at 680 OC at 76.7 HB before stirring. The highest tensile stress with stirring occursat a temperature of 600 OC of 235 N / mm2 and the lowest tensile stress at 680 OC casting temperature of 224 N / mm2.Increased tensile stresses of aluminum alloys ADC12 in the semi-solid casting process are also followed by an increasein tensile strain. The pouring temperature has no effect on the mechanical properties of aluminum alloys ADC12because the freezing speed remains the same at different pouring temperatures.
Keywords: ADC 12, Semi Solid Casting, Mechanical Stirrer.
1. PENDAHULUANSalah satu usaha untuk meningkatkan efisiensi bahan bakar dibidang otomotif adalah dengan
menerapkan strategi pe-nurunan bobot kendaraan. Salah satu implementasi dari strategi ini adalah meng-gantikomponen otomotif berbahan paduan besi dengan paduan aluminum. Peman-faatan paduan alumi-niumuntuk pembuatan komponen otomotif juga diikuti dengan pengem-bangan dibidang teknologi proses-nya.Sebagai contoh, pada saat ini ber-kembang proses baru yang dinamakan proses semisolid forming. Penerapanproses semisolid forming di dalam pembuatan produk otomotif menguntung-kan karena cycle time rendah,memperbaiki sifat, memperpanjang umur tool/dies dan menurunkan berat produk (Winterbottom, 2000 danFlemming, 1991). Penggunaan aluminium sebagai komponen kendaraan bermotor sangat bervariasi meliputipada blok mesin, bagian badan (rangka) dan lingkar roda. Penggunaan aluminium dan paduannya inidikarenakan sifatnya yang ringan dan kuat setelah dipadu dengan unsur lain seperti silikon, mangan, dantembaga (Sutantra, 2001). Paduan aluminium silicon (Al-Si) pada umumnya digunakan dalam industri mesinkarena sifatnya yang unggul seperti; ringan, konduktivitas panas yang baik, sifat mampu tuang yang baik,dan sifat mampu las yang baik (Chiang, 2009). Aluminium die casting 12 (ADC12) adalah salah satu jenispaduan Al-Si dengan penambahan unsur Cu, Fe, Mn, Mg, Zn, Ti, Cr, Ni, Pb, dan Sn. Unsur silikon padapaduan ADC12, sangat dekat dengan titik autektik pada diagram fasa Al-Si dan daerah dua fasa cair danpadat sangat tipis. Meskipun telah banyak dipublikasikan teknik semi solid dengan bahan paduan aluminium,namun penelitian menggunakan bahan paduan aluminium ADC12 dengan teknik semi solid masih sangatkurang.
Terdapat dua klasifikasi proses semisolid forming yaitu rheocasting dan thixocasting (atauthixoforging). Rheocasting merupakan proses yang didahului oleh proses perlakuan fasa cair menjadisemisolid berstruktur non–denditik (globular) yang selanjutnya langsung membentuknya menjadi produk.Meskipun begitu rheocasting juga dapat memiliki pengertian sebagai proses pengecoran yang dilakukandengan memberikan geseran pada logam cair yang sedang mengalami proses pembekuan untukmenghasilkan struktur globular. Sedangkan thixocasting melalui urutan tahapan proses yaitu penyiapan bilet,
1 Korespondensi : Syaharuddin Rasyid, Telp 081354933670, [email protected]

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.1-6) 978-602-60766-3-2
2
memanaskan bilet sampai kondisi semisolid berstruktur globular dan selanjutnya membentuknya menjadiproduk (Fan, 2002). Dalam kondisi semisolid, fasa primer yang berbentuk bulat (globular) akan memudahkanterjadinya pergeseran di antara fasa primer tersebut pada saat diberikan gaya pembentukan (Lashksari, 2007).
Selama proses semi solid casting, persiapan dengan slurry atau bilet lebih ekonomis memakai butirprimer yang berbentuk bulat dan prosesnya lebih stabil. Perkembangannya sekarang dalam penyiapan slurrypaduan semi solid aluminium atau semi solid bilet dilakukan dengan cara antara lain: pengadukan mekanik(single dan double stirring), pengadukan elektromagnetic, proses GISS (gas induced semi solid), prosesSIMA (strain-induced melt activation), MRB (mechanical rotation barrel), dan lain-lain. Scamans dan Fan(2005) menyatakan bahwa metode rheocasting digunakan untuk menghasilkan semisolid metal. Logam yangdicairkan pada temperatur cair (liquidus) atau diatas temperatur cair (superheat) akan melewati fasa semisolidmetal (SSM) sebelum mencapai temperatur solidus. Jika pada fasa semisolid ini logam cair diberikan gayageser berupa putaran maka struktur mikro yang seharusnya berbentuk kolumnar atau dendritik akan terpotongakibat gaya ini, sehingga struktur kolumnar tidak akan terbentuk dan menjadi struktur mikro yang berupapotongan-potongan dari struktur kolumnar tersebut, struktur ini biasa disebut struktur globular.
Rheocasting dalam penelitian ini memakai metode pengadukan mekanik. Batang pengaduk yangdigunakan dalam proses rheocasting selain sebagai pengaduk aluminium cair dari temperatur liquidus hinggasolidus juga membantu mempercepat pendinginan aluminium cair tersebut. Kemampuan mendinginkanlogam cair sangat dipengaruhi difusivitas termal yang dimiliki material batang pengaduk. Selamapengadukan dalam aluminium cair, gradien temperatur batang pengaduk dapat diminimalkan bergantung daridifusivitas termal material.
Paduan Al-Si ditemukan oleh A. Pacz tahun 1921. Paduan Al-Si yang telah diperlakukan panasdinamakan Silumin. Sifat – sifat silumin sangat diperbaiki oleh perlakuan panas dan sedikit diperbaiki olehunsur paduan. Paduan Al-Si umumnya dipakai dengan 0,15% – 0,4% Mn dan 0,5 % Mg. Paduan yang diberiperlakuan pelarutan (solution heat treatment), quenching, dan aging dinamakan silumin g, dan yang hanyamendapat perlakuan aging saja dinamakan silumin b. Paduan Al-Si yang memerlukan perlakuan panasditambah dengan Mg juga Cu serta Ni untuk memberikan kekerasan pada saat panas. Bahan paduan ini biasadipakai untuk piston kendaraan (Surdia, 1992).
Pada diagram fasa Al-Si (Gambar 1) dapat dibagi tiga daerah yaitu:
Gambar 1. Diagram fasa Al-Si (ASM International, 2004).a. Daerah Hipoeutektik
Pada daerah ini terdapat kandungan silikon < 11,7% dimana struktur mikro akhir yang terbentuk pada fasaini adalah fasa α – aluminium dan eutektik (gelap) yang kaya aluminium yang memiliki kekerasan 90 HB.Struktur mikro hipoeutektik diperlihatkan pada gambar 2.a.
b. Daerah EutektikPada komposisi ini paduan Al-Si dapat membeku secara langsung (dari fase cair ke padat). Kandungansilikon yang terkandung didalamnya sekitar 11.7% sampai 12.2% untuk struktur mikro eutektik bisadilihat pada gambar 2.b. Material ini memiliki kekerasan 105 HB dan uji tarik 248 MPa sehingga banyakdiaplikasikan pada komponen dengan tekanan yang tinggi, seperti: crank case, wheel hub, cylinder barrel.(ASM Handbook vol 15, 1998)
c. Daerah HypereutecticStruktur mikro hypereutectic pada gambar 2.c menunjukan Komposisi silikon diatas 12.2% sehingga kayaakan silikon dengan fasa eutektik sebagai fasa tambahan dan memiliki kekerasan 110 HB.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.1-6) 978-602-60766-3-2
3
Gambar 2. Struktur mikro paduan Al-Si (a) Struktur mikro paduan hypoeutectic (1.65-12.6 wt% Si). 150X.(b) Struktur mikro paduan eutectic (12.6% Si). 400X. (c) Struktur mikro paduan hypereutectic(>12.6% Si). 150X (ASM International, 2004).
Tipe paduan tergantung pada presentase kandungan silikon ini akan berpengaruh terhadap titik beku(freezing point) yang dipakai pada proses pengecoran aluminium yang bisa dilihat pada tabel 1.Tabel 1. Kandungan Si berpengaruh terhadap temperatur titik beku paduan aluminium (ASM Int, 2004).
Alloy Si Conten BS Alloy Typical freezing range(OC)
Low silicon 4 – 6 % LM4 626 – 525Medium silicon 7,5 – 9,5 % LM25 615 – 550Eutectic alloys 10 – 13 % LM6 675 – 565Special hypereutectic alloys >16 % LM30 650 – 505
Paduan aluminium ADC 12 ini memiliki kesetaraan dengan paduan aluminium 384.0-F dan 383.0-F(ASM Handbook vol.15, 1992). Menurut standar klasifikasi AA, aluminium jenis ini termasuk ke dalampaduan Al-Si-Cu. Pada Tabel 2 menunjukkan sifat utama dari paduan aluminium ADC12.
Tabel 2. Sifat utama dari paduan aluminium ADC12. (ASM Handbook vol.2, 1992).Sifat Nilai
Densitas 2.74 - 2.823 g/cm 3Temperatur cair 516 - 582 °CKekuatan tarik 310 - 331 MpaKekuatan luluh 150 -165 Mpa
Kekerasan Brinell 75 – 85 HBPerpanjangan 2.50 - 3.5 %
Temperatur tuang 616 - 699 °C
2. METODOLOGI PENELITIANKegiatan penelitian ini dilakukan dengan mengikuti diagram alir pada gambar 3.
Gambar 3. Diagram alir penelitian.3. HASIL DAN PEMBAHASAN
Perbandingan nilai kekerasan bahan aluminium ADC12 setelah dilakukan proses pengecoran semisolid dengan persiapan bubur tanpa dan dengan pengadukan mekanik dapat dilihat pada gambar 4.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.1-6) 978-602-60766-3-2
4
Gambar 4. Nilai kekerasan aluminium paduan ADC12 pada pengecoran semi solidSifat mekanik lain yang diukur pada penelitian ini adalah sifat tarik. Berdasarkan hasil pengujian tarik
bahan paduan aluminium ADC12 setelah dilakukan proses pengecoran semi solid, maka diperoleh nilaikekuatan tarik dan regangan tarik seperti terlihat pada gambar 5 dan gambar 6.
Gambar 5. Tegangan tarik paduan aluminium ADC12 pada pengecoran semi solid.
Gambar 6. Regangan tarik paduan aluminium ADC12 pada pengecoran semi solid.Pada penelitian ini juga dilakukan pengujian atau pengamatan struktur mikro paduan aluminium
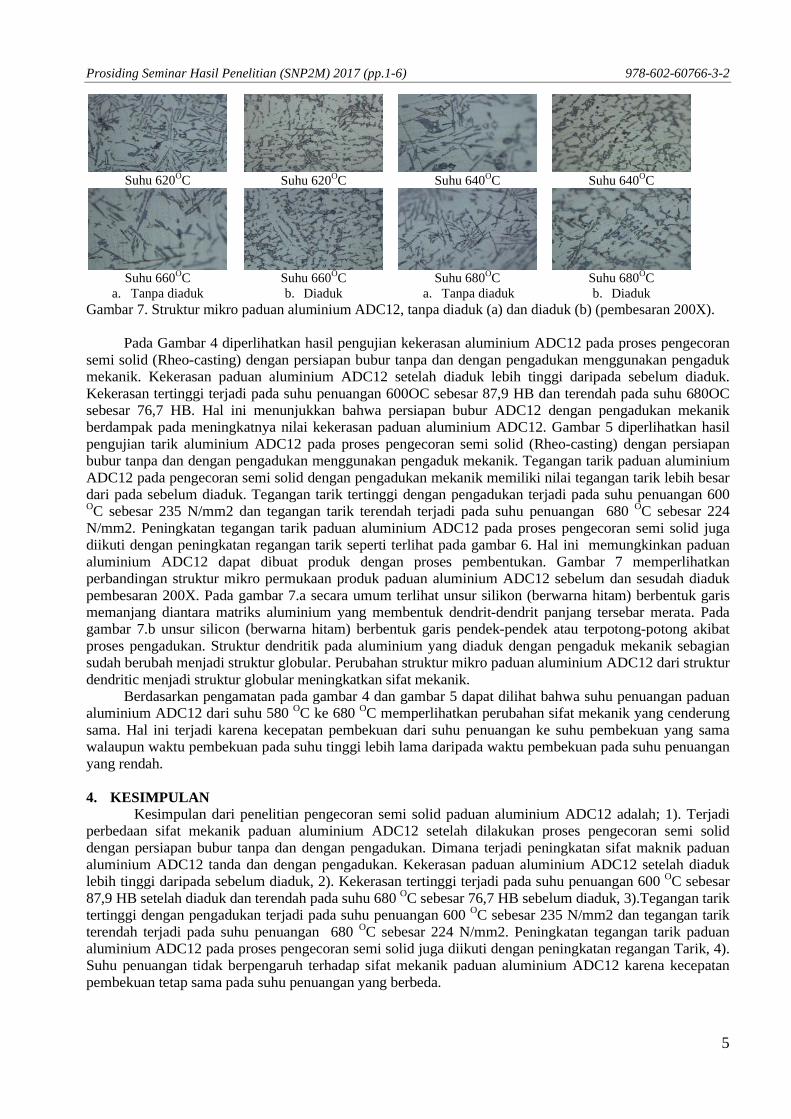
ADC12 hasil pengecoran semi solid tanpa dan dengan pengadukan. Perbandingan hasil pengujian strukturbahan paduan aluminium ADC12 setelah dilakukan proses pengecoran semi solid tanpa dan denganpengadukan dapat dilihat pada gambar 7.
Suhu 580OC Suhu 580OC Suhu 600OC Suhu 600OC
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.1-6) 978-602-60766-3-2
5
Suhu 620OC Suhu 620OC Suhu 640OC Suhu 640OC
Suhu 660OC Suhu 660OC Suhu 680OC Suhu 680OCa. Tanpa diaduk b. Diaduk a. Tanpa diaduk b. Diaduk
Gambar 7. Struktur mikro paduan aluminium ADC12, tanpa diaduk (a) dan diaduk (b) (pembesaran 200X).
Pada Gambar 4 diperlihatkan hasil pengujian kekerasan aluminium ADC12 pada proses pengecoransemi solid (Rheo-casting) dengan persiapan bubur tanpa dan dengan pengadukan menggunakan pengadukmekanik. Kekerasan paduan aluminium ADC12 setelah diaduk lebih tinggi daripada sebelum diaduk.Kekerasan tertinggi terjadi pada suhu penuangan 600OC sebesar 87,9 HB dan terendah pada suhu 680OCsebesar 76,7 HB. Hal ini menunjukkan bahwa persiapan bubur ADC12 dengan pengadukan mekanikberdampak pada meningkatnya nilai kekerasan paduan aluminium ADC12. Gambar 5 diperlihatkan hasilpengujian tarik aluminium ADC12 pada proses pengecoran semi solid (Rheo-casting) dengan persiapanbubur tanpa dan dengan pengadukan menggunakan pengaduk mekanik. Tegangan tarik paduan aluminiumADC12 pada pengecoran semi solid dengan pengadukan mekanik memiliki nilai tegangan tarik lebih besardari pada sebelum diaduk. Tegangan tarik tertinggi dengan pengadukan terjadi pada suhu penuangan 600OC sebesar 235 N/mm2 dan tegangan tarik terendah terjadi pada suhu penuangan 680 OC sebesar 224N/mm2. Peningkatan tegangan tarik paduan aluminium ADC12 pada proses pengecoran semi solid jugadiikuti dengan peningkatan regangan tarik seperti terlihat pada gambar 6. Hal ini memungkinkan paduanaluminium ADC12 dapat dibuat produk dengan proses pembentukan. Gambar 7 memperlihatkanperbandingan struktur mikro permukaan produk paduan aluminium ADC12 sebelum dan sesudah diadukpembesaran 200X. Pada gambar 7.a secara umum terlihat unsur silikon (berwarna hitam) berbentuk garismemanjang diantara matriks aluminium yang membentuk dendrit-dendrit panjang tersebar merata. Padagambar 7.b unsur silicon (berwarna hitam) berbentuk garis pendek-pendek atau terpotong-potong akibatproses pengadukan. Struktur dendritik pada aluminium yang diaduk dengan pengaduk mekanik sebagiansudah berubah menjadi struktur globular. Perubahan struktur mikro paduan aluminium ADC12 dari strukturdendritic menjadi struktur globular meningkatkan sifat mekanik.
Berdasarkan pengamatan pada gambar 4 dan gambar 5 dapat dilihat bahwa suhu penuangan paduanaluminium ADC12 dari suhu 580 OC ke 680 OC memperlihatkan perubahan sifat mekanik yang cenderungsama. Hal ini terjadi karena kecepatan pembekuan dari suhu penuangan ke suhu pembekuan yang samawalaupun waktu pembekuan pada suhu tinggi lebih lama daripada waktu pembekuan pada suhu penuanganyang rendah.
4. KESIMPULANKesimpulan dari penelitian pengecoran semi solid paduan aluminium ADC12 adalah; 1). Terjadi
perbedaan sifat mekanik paduan aluminium ADC12 setelah dilakukan proses pengecoran semi soliddengan persiapan bubur tanpa dan dengan pengadukan. Dimana terjadi peningkatan sifat maknik paduanaluminium ADC12 tanda dan dengan pengadukan. Kekerasan paduan aluminium ADC12 setelah diaduklebih tinggi daripada sebelum diaduk, 2). Kekerasan tertinggi terjadi pada suhu penuangan 600 OC sebesar87,9 HB setelah diaduk dan terendah pada suhu 680 OC sebesar 76,7 HB sebelum diaduk, 3).Tegangan tariktertinggi dengan pengadukan terjadi pada suhu penuangan 600 OC sebesar 235 N/mm2 dan tegangan tarikterendah terjadi pada suhu penuangan 680 OC sebesar 224 N/mm2. Peningkatan tegangan tarik paduanaluminium ADC12 pada proses pengecoran semi solid juga diikuti dengan peningkatan regangan Tarik, 4).Suhu penuangan tidak berpengaruh terhadap sifat mekanik paduan aluminium ADC12 karena kecepatanpembekuan tetap sama pada suhu penuangan yang berbeda.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.1-6) 978-602-60766-3-2
6
5. DAFTAR PUSTAKAAntara, N.G., Tabuchi, S., Suzuki, K., Kamado, S., and Kojima, Y., 2005, Refining Nuclei and Distributing Spherical
Primary Crystals in Billets for Semi-Solid Casting, Journal of Materials Online, http://www.azom.com.ASM, Handbook, 1998. Properties and selection: non ferrous alloys and special purpose-material,Volume 2. ASM
International, Materials Park, OH.ASM, Handbook, 1992. Casting, Volume 15. ASM International, Materials Park, OHChiang KT, Liu NM, Tsai TC. 2009. Modeling and analysis of the effects of processing parameters on the performance
characteristics in the high pressure die casting process ofAl–SI alloys. Int J Adv Manuf Technol 2009; 41:1076–84.Fan, Z., 2002, “Semisolid Metal Processing”, International Materials Reviews, Vol. 47, No.2.Flemings, M.C., 1991, “Behavior of Metal Alloys in The Semisolid State”, Metallurgical Transactions A, Vol. 22A,
957–981.Ivanchev, L., 2006, Rheo-Processing Of Semi-Solid Metal Alloys A NewTechnology For Manufacturing Automotive
And Aerospace Components, CSIR, North America.Janudom,S. T. Rattanochaikul, R. Burapa, S. Wisutmethangoon, J. Wannasin. 2010. Feasibility of semi-solid die casting
of ADC12 aluminum alloy. Trans. Nonferrous Met. Soc. China 20(2010) 1756−1762.Lashkari, O. and Ghomashchi, R., 2007, “The implication of Rheology in Semi–Solid State Metal Process : An
overview”, Journal of Materials Processing Technology, 182, 229–240.Martinez, K.M., 2000, Effect of Mold Coating on The Thermal Fatigue in Al Permanent Mold Casting, AFS transaction.Spencer DB, Mehrabian R, Flemings MC.1972. Rheological behavior of Sn-15 Pct Pb in the crystallization range.
Metall Mater Trans B 1972; 3: 1925–32. In Zhenyu Wang, Zesheng Ji, Maoliang Hu, Hongyu Xu. 2011. Evolutionof the semi-solid microstructure of ADC12 alloy in a modified SIMA process.
Scamans, G. and Fan, Z., 2005, Twin roll rheocasting of aluminum alloys, Light Metal Age 63 (6): 6- 9.Sutantra, I.N, 2001, Teknologi Otomotif, Guna Widya, Surabaya.Surojo, Eko, Heru S, Teguh T, Joko S. 2010. Studi Pengaruh Temperatur Pemasukan Dan Pengeluaran Batang
Pengaduk Terhadap Pembentukan Struktur Globular Pada Proses Rheocasting. Jurnal MEKANIKA, Volume 9Nomor 1, September 2010.
Surdia, T., dan Shinroku Saito. 1992. Pengetahuan Bahan Teknik, PT Pradnya Paramita, Jakarta.Surdia, T., dan Chijiwa, K., 2000, Teknik Pengecoran Logam, PT Pradnya Paramita, Jakarta.Wang Zhen-yu, JI Ze-sheng, SUN Li-xin, XU Hong-yu. 2010. Microstructure of semi-solid ADC12 aluminum alloy
adopting new SIMA method. Trans. Nonferrous Met. Soc. China 20(2010) s744-s748.Wang, Zhenyu, Zesheng Ji, Maoliang Hu, Hongyu Xu. 2011. Evolution of the semi-solid microstructure of ADC12
alloy in a modified SIMA process. MATERIALS CHARACTERIZATION 62 (2011) 925–930.Wannasin, J. and Thanabumrungkul, S., 2006, Development of a Novel Semi-Solid Metal Processing Technique for
Aluminium Casting Applications. Prince of Songkla University, Thailand.Winterbottom, W.L., 2000, “Semi–Solid Forming Application : High Volume Automotive Products”, Metallurgical
Science and Technology, Vol.18, No. 2, 5–10.Zhao-hua HU, Guo-hua WU, Peng ZHANG, Wen-cai LIU, Song PANG, Liang ZHANG, Wen-jiang DING. 2016.
Primary phase evolution of rheo-processed ADC12 aluminum alloy. Trans. Nonferrous Met. Soc. China 26(2016)19−27.
6. UCAPAN TERIMA KASIHPenulis mengucapkan terima kasih kepada Pimpinan Politeknik Negeri Ujung Pandang dan Staf Unit
Penelitian dan Pengabdian pada Masyarakat atas kepercayaan yang diberikan kepada penulis dan timpelaksana penelitian atas kerjasamanya dalam menyelesaikan penelitian ini.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.7-10) 978-602-60766-3-2
7
TEKNOLOGI PENGENDALIAN RAMAH LINGKUNGAN PENGGEREK BUAH KAKAODENGAN PENGGUNAAN PACLOBUTRAZOL
Amanda Patappari Firmansyah1) dan Sitti Arwati 2)
1).2 )Dosen Jurusan Agribisnis, Fakultas Pertanian, Universitas Muhammadiyah Makassar
ABSTRACT
One of the most important pests in cocoa plantation that hard to control is cocoa pod borer (CPB).Paclobutrazol could increase the amount of plant cells and it will useful for pest controlling. The aim of this research isto know the intensity of cocoa pod borer damage after paclobutrazol application. Research started with using differentdose of paclobutrazol P0 (control), P1 (10ppm), P2 (30ppm), P3 (50ppm), and P4 (70ppm). To evaluated the effect ofpaclobutrazol of to cocoa pod borer with counting the entry holes and exit holes of larvae and then analyze withRandomized Blog Design. Result showed the lowest entry holes of CPB larvae in treatment P4 is 32.7 tail, followed bytreatment of P3 equal to 35.24 tail, P2 equal to 42.64 tail, P1 equal to 46.76 tail and P0 or control equal to 53.64 tail,while the lowest exit holes in treatment P4 of 20.92 tail, P3 of 27.78 tail, P2 of 32.72 tail, P1 of 42.44 tail and control of49.34 tail.
Keywords: CPB, paclobutrazol, cocoa plant
1. PENDAHULUANPenggerek buah kakao (PBK) adalah salah satu hama penting pada tanaman kakao di Indonesia.
Hama ini merupakan ancaman bagi perkembangan dan produksi tanaman. Serangannya menyebabkankehilangan hasil antara 64.2 – 82.2% (Wardoyo, 1994 dalam Waniada, 2012).
Paclobutrazol merupakan zat pengatur tumbuh yang banyak digunakan pembudidaya untukmemodifikasi tanaman seperti mempercepat pembungaan atau memendekkan tanaman. Kegunaanpaclobutrazol adalah penghambat sintesa giberelin. Pada banyak percobaan, paclobutrazol menyebabkanpemendekan ruas tanaman jeruk sehingga mempertinggi ketahanan fisik terhadap gangguan dari luar(Harijono, 1990 dalam Oktaviani, 2008). Pemberian senyawa paclobutrazol 150 ppm yang disertai pupukorganik cair 6000 ppm pada tanaman anggrek Dendrobium dapat memacu peningkatan ukuran diameterbatang dan pengurangan tinggi tanaman (Hasan, Sarawa, dan Sadimantara, 2012). Penebalan batang akibatpemberian paclobutrazol disebabkan oleh stimulasi produksi sel di dalam kambium dan terjadi peningkatanvolume pada sel parenkima di daerah korteks. Akibat terjadinya penebalan jaringan tanaman akanberpengaruh terhadap herbivora khususnya serangga. Serangga akan sulit makan karena tekstur tanamanmenjadi lebih tebal dan keras, sehingga hal tersebut dapat dimanfaatkan untuk pengendalian hama PBK.
2. METODE PENELITIAN
Waktu dan TempatPenelitian ini dilaksanakan di kebun kakao rakyat di Kecamatan Anreapi Kabupaten Polewali
Mandar mulai bulan Juli hingga September 2017. Bahan dan alat yang digunakan pada pada penelitian iniadalah zat pengatur tumbuh dengan nama dagang Goldstar dengan bahan aktif paclobutrazol, aquades, pupukkandang, penggaris, gelas ukur, hand sprayer, spatula kaca, kaca pembesar, hand counter, sarung tangan,masker, cutter, baskom, dan alat tulis.
Metode PenelitianLahan kakao yang digunakan dalam penelitian ini diberi pupuk kandang sebanyak 300gr per pohon
agar kondisi tanaman dianggap sama sebelum diberi perlakuan. Sebelum dicampur bersama aquades,paclobutrazol ditimbang sesuai dosis yang dipergunakan yakni kontrol (P0), 10 ppm (P1), 30 ppm (P2), 50ppm (P3), dan 70 ppm (P4). Pada tiap larutan konsentrasi kemudian disemprotkan sebanyak 20 ml per buah,dimana tiap pohon akan disemprot sebanyak 5 buah. Penyemprotan paclobutrazol dilakukan sebanyak 4 kalidan untuk tiap perlakuan digunakan 10 pohon, dan pada tiap perlakuan dilakukan tiga ulangan sehingga totalbuah yang diamati sebanyak 750 buah. Untuk mengetahui pengaruh paclobutrazol terhadap intensitas
1 Korespondensi : [email protected], [email protected]

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.7-10) 978-602-60766-3-2
8
serangan PBK pada buah kakao, dilakukan perhitungan mengenai jumlah lubang masuk dan lubang keluarlarva PBK. Selain itu untuk melihat pengaruh paclobutrazol pada buah, maka dilakukan pengukuranketebalan kulit buah kakao tiap perlakuan. Analisis data yang digunakan adalah Rancanagan AcakKelompok (RAK). Model linier untuk Rancanagan Acak Kelompok (RAK) adalah :
Yij = µ + Kj + P(t) + ɛi(t)
Yi(t) = nilai pengamatan pada baris ke-I, kolom ke-j yang mendapat perlakuan ke-tµ = nilai rata-rata umumKi = pengaruh kelompok ke-iP(t) = pengaruh perlakuan ke-iɛi(t) = pengaruh galat pada kelompok ke-i yang memperoleh perlakuan ke-t
3. HASIL DAN PEMBAHASANJumlah lubang masuk dan lubang keluar larva PBK merupakan suatu indikasi intensitas serangan
PBK. Berikut ini adalah rata-rata lubang keluar larva PBK (Gambar 1).
Gambar 1. Grafik Batang Rata-Rata Lubang Masuk Larva PBK Pada Berbagai Perlakuan Paclobutrazol
Lubang masuk larva mengindikasikan tingkat kepiridian hama PBK atau kemampuan menghasilkanketurunan. Dalam penelitian ini khususnya pada kontrol terliat bahwa produksi PBK bisa mencapai 53,64ekor per buah, nilai tersebut cukup tinggi disbanding perlakuan lainnya. Pada parameter ini jugamemperlihatkan kemampuan penetrasi larva masuk ke dalam buah setelah aplikasi paclobutrazol. Diketahuibahwa kemampuan larva berpenetrasi ke dalam buah paling rendah pada perlakuan P4 yakni sebesar 32,7ekor, diikuti perlakuan P3 sebesar 35,24 ekor, P2 sebesar 42,64 ekor, P1 sebesar 46,76 ekor dan P0 ataucontrol sebesar 53,64 ekor
Gambar 2. Grafik Batang Rata-Rata Lubang Keluar Larva PBK Pada Berbagai Perlakuan Paclobutrazol
0
10
20
30
40
50
60
P0(kontrol)
P1(10ppm)
P2(30ppm)
P3(50ppm)
P4(70ppm)
53.6446.76
42.6435.2 32.7
0
10
20
30
40
5049.34
42.44
32.7227.78
20.92

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.7-10) 978-602-60766-3-2
9
Untuk lubang keluar larva PBK juga menunjukkan hasil bahwa semakin tinggi jumlah paclobutazolyang diberikan pada buah maka semakin menurunkan kemampuan larva untuk keluar dari buah. Hal ini dapatdilihat dari tabel bahwa kemampuan larva keluar terendah pada perlakuan P4 sebesar 20.92 ekor, P3 sebesar27,78 ekor, P2 sebesar 32,72 ekor, P1 sebesar 42,44 ekor dan control sebesar 49,34 ekor. Hal inimengindikasikan bahwa larva memiliki hambatan keluar dari buah, yakni kulit buah yang tebal. Sedangkanlarva yang siap berpupa secara morfologi lebih besar dan mandibelnya lebih kuat untuk menggerek kulitbuah. Namun dengan penyemprotan paclobutrazol maka kulit buah lebih tebal dank eras, sehingga larva sulituntuk menggerek keluar.
Pengaruh aplikasi paclobutrazol dapat dilihat dari penebalan kulit buah kakao. Penebalan kulitmerupakan tanda dari bertambahnya jumlah dan ukuran sel-sel buah kakao (Gambar 3)
Gambar 3. Grafik Batang Rata-Rata Ketebalan Kulit Buah Kakao Pada Berbagai Perlakuan Paclobutrazol
Berdasarkan grafik di atas terlihat bahwa semakin tinggi dosis paclobutraol maka semakin tebal pulakulit buah kakao. Pada perlakuan P4 (70ppm) penebalan kulit sangat tinggi yakni 17,23 cm, disusul P3(50ppm) sebesar 15,29 cm, P2 (30ppm) sebesar 13,58 cm, P1 (10ppm) sebesar 9,53cm dan P0 (control)sebesar 7,05 cm. Paclobutrazol merupakan senyawa aktif yang bergerak relatif lambat menuju meristem subapikal, dan dapat diserap tanaman baik melalui daun maupun akar, yang kemudian ditranslokasikan melaluixylem ke bagian tanaman lainnya (ICI, 1984 dalam Santiasrini 2009). Senyawa ini kemudian dipakai untukmemodifikasi tanaman untuk berbagai tujuan, seperti mempercepat pembungaan, memendekkan tanaman,dan menebalkan bagian tanaman seperti daun, batang, akar dan buah.
4. KESIMPULANIntensitas serangan PBK yang paling rendah terlihat pada kemampuan larva berpenetrasi ke dalam
buah, dan hal tersebut terlihat pada banyaknya lubang masuk pada perlakuan P4 yakni sebesar 32,7 ekor,diikuti perlakuan P3 sebesar 35,24 ekor, P2 sebesar 42,64 ekor, P1 sebesar 46,76 ekor dan P0 atau controlsebesar 53,64 ekor. Sedangkan lubang keluar larva terendah terlihat pada perlakuan P4 sebesar 20.92 ekor,P3 sebesar 27,78 ekor, P2 sebesar 32,72 ekor, P1 sebesar 42,44 ekor dan control sebesar 49,34 ekor.
Untuk mengetahui secara pasti mengenai peningkatan jumlah sel-sel pada kulit buah kakao yangdiberi perlakuan paclobutrazol sebaiknya dilakukan pengamatan melalui mikroskop dan membandingkannyadengan kontrol
5. DAFTAR PUSTAKAHasan, R. H., Sarawa, Sadimantara, I. G. R, 2012. Respon Tanaman Anggrek Dendrobium Terhadap Pemberian
Paclobutrazol dan Pupuk Organik Cair. Berkala PENELITIAN AGRONOMI, Vol.1 No.1, hal. 71-78,Universitas Haluoleo.
Mas’udah, Shofiyatul. 2008. Pengaruh Paclobutrazol Terhadap Kapasitas Sour-Sink Pada Delapan Varietas KacangTanah (Arachis hypogea L.). Institut Pertanian Bogor. Bogor.
Oktaviani, Wahyu, 2008. Peningkatan Produksi Buah Kakao (Theobroma cacao L.) Melalui Pemberian Zat PengaturTumbuh Paclobutrazol Pada Berbagai Konsentrasi. Institut Pertanian Bogor. Bogor.
024681012141618
7.059.53
13.5815.29
17.23

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.7-10) 978-602-60766-3-2
10
Santiasrini, Retno, 2009. Pengaruh Paclobutrazol Terhadap Pertumbuhan Dan Pembungaan Gloksinia (Sinnigiaspeciosa Pink). Institut Pertanian Bogor, Bogor.
Tsegaw, Tekaliga, Hammes, S., Robberste, J, 2005. Paclobutrazol-induced Leaf, Stem, and Root AnatomicalModification in Potato. HortScience 40(5): 1343-1346. University Of Pretoria. South Africa.
Waniada, Citra, 2010. Pengujian Ekstrak Kulit Buah Kakao Sebagai Stimulant Imago Penggerek Buah Kakao(Conopomorpha cramerella Snellen) Pada Tanaman Kakao (

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.11-17) 978-602-60766-3-2
11
QUENCHING BERTINGKAT PADA PROSES HARDENING TERHADAP SIFATMEKANIK DAN STRUKTUR MIKRO BAJA AISI 4140
Arthur Halik Razak1), Abram Tangkemanda2)
1))2)Dosen Jurusan Teknik Mesin, Politeknik Negeri Ujung Pandang,Makassar.
ABSTRACT
Quenching on steel is one of several heat treatment processes which aims to increase the strength and hardness ofthe steel by heating the metal at a certain temperature, usually between 845 - 870 OC, then cooled rapidly on the coolingmedium to obtain the martensite structure. The purpose of this study is to improve the mechanical properties of AISI4140 steel through a multilevel process quenching. The cooling medium used is oil and water. The research methodused is AISI 4140 material made specimen of hardness test, impact test, and micro structure observation. Initial tests onAISI 4140 materials are tensile, hardness, impact strength, and microstructure tests. The process of heating the specimenat a temperature of 850 OC for 60 minutes with a holding time of 240 minutes, then the material in quenching into theoil and water by comparison; 0: 100, 10:90, 20:80, 30:70, 40:60, and 50:50. Result of data analysis of test result anddiscussion in this research, can be concluded: 1). The AISI-4140 Steel Tensile Strength is 1034.4 N / mm2 and anextension of 9.2%. This indicates that AISI 4140 Steel includes medium carbon steel with high strength, 2). The AISI-4140 steel hardness prior to the heat treatment process is 32.54 HRC. This indicates that AISI 4140 Steel includes alloycarbon steel with high hardness, 3). The highest hardness in AISI-4140 Steel after diquenching using stratified coolingmedium (oil and water) was 61.10 HRC in oil and water ratio 10:90 and lowest hardness 43.36 HRC in oil and waterratio 50:50, 4). The hardness value of AISI-4140 steel decreases with the increase of oil volume, but on the contrarythere is an increase in impact strength as the cooling oil volume increases, 5). The fracture properties in AISI 4140 steelafter diquenchig with stratified refrigerant media are hard and tough (tough) so no more tempering process is required,6). The best quenching oil voleme percentage to get the hardness level and the optimum impact strength is 32%.
Keywords: Quenching, mechanical properties, microstructure, AISI 4140 Steel.
1. PENDAHULUANQuenching pada baja merupakan salah satu dari beberapa proses perlakuan panas yang bertujuan untuk
meningkatkan kekuatan dan kekerasan baja dengan cara memanaskan logam tersebut pada temperaturtertentu, biasanya antara 845 – 870 OC, kemudian didinginkan secara cepat pada media pendingin untukmendapatkan struktur martensit. Quenching dilakukan untuk mencegah terjadinya pembentukan strukturperlit serta untuk memudahkan pembentukan struktur bainit atau martensit (Bates, 1992). Setelah mengalamiproses quenching, biasanya baja martensit diberi perlakuan panas yang lain, yaitu temper untuk mendapatkankombinasi sifat yang optimal antara kekuatan, ketangguhan dan kekerasan.
Pada baja-baja jenis tertentu, terdapat titik-titik laju pendinginan kritis yang dapat menghasilkankekerasan maksimal dari transformasi struktur austenit pada suhu tinggi menjadi struktur martensit tanpaterjadi pembentukan struktur perlit atau bainit (Houghton, 2000). Pada saat baja dipanaskan, maka akanterjadi penyerapan energi panas yang kemudian energi tersebut akan dikeluarkan oleh cairan pendingin padasaat proses pencelupan. Memahami mekanisme pencelupan dan faktor-faktor yang mempengaruhi prosespencelupan adalah hal yang sangat penting, karena faktor-faktor tersebut mempunyai pengaruh yang cukupbesar dalam menentukan cairan pendingin dan sifat mekanik hasil akhir proses quenching.
Secara umum proses perlakuan panas dapat merubah kekerasan, ketangguhan, dan ketahanan korosisuatu logam. Quenching dapat mempengaruhi tingkat kekerasan, tegangan sisa, dan distorsi pada baja.Tujuan utama quenching adalah meningkatkan kekerasan logam, sedangkan kunci utama dalam prosesquenching adalah pengaturan laju pendinginan pada logam. Jika laju pendinginan terlalu lambat, logammenjadi lebih getas dan kekerasan akan berkurang. Jika laju pendinginan terlalu cepat, maka akan terjadidistorsi dan retak pada logam.
Faktor-faktor penting dalam proses quenching antara lain, disain peralatan, media pendingin,konsentrasi pendingin, temperatur bak, dan laju gerakan pendinginan. Masing masing faktor tersebut dapatmempengaruhi sifat akhir dari bahan logam sehingga harus diatur selama proses pendinginan berlangsung.Oleh karena itu, yang menarik dari metode quenching adalah bagaimana memilih media pendingin dantahapan proses yang dilakukan sehingga akan meminimalkan beragam tegangan yang timbul yang dapat
1 Korespondensi : Arthur Halik Razak, Telp 08124284552, [email protected]
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.11-17) 978-602-60766-3-2
12
mengurangi terjadinya retak dan distorsi serta pada saat yang sama mampu menyediakan laju perpindahanpanas yang cukup untuk mendapatkan sifat akhir hasil quenching seperti kekerasan (Chaves, 2001).
Terdapat beragam media pendingin yang digunakan dalam dunia industri antara lain: air, larutan/airgaram, minyak/oli, polimer encer, dan bak garam. Air dan oli merupakan media pendingin yang palingbanyak dipakai untuk mengeraskan baja karena mudah dalam proses pencelupannya. Pendinginan dengan airlebih cepat dibandingkan dengan oli, sehingga kemungkinan terjadinya retak lebih besar, oleh karena itu olilebih banyak digunakan sebagai media pendingin. Kemampuan pendinginan oli berbeda-beda, oleh karena itudiperlukan penggolongan tentang sifat fisik dan kimia dari oli yang dapat mempengaruhi hasil akhir prosesquenching.
Penggunaan media oli/minyak sebagai pendingin terdiri dari oli/minyak mineral dan oli/minyaktumbuhan. Biasanya oli/minyak tersebut sudah ditambah dengan zat aditif. Penggunaan oli/minyak mineralmaupun tumbuhan sebagai cairan pendingin dalam proses quenching menunjukkan bahwa kedua minyaktersebut menunjukkan hasil akhir yang relatif sama (Totten, 1997). Oli/minyak mempunyai kelebihandiantaranya dapat digunakan pada berbagai temperatur secara efektif. Secara umum, oli/minyak mempunyailaju pendinginan yang lebih lambat dibandingkan dengan air atau air garam.
Oleh karena itu, media pendingin ini dapat memberikan hasil quenching dengan distorsi dan retak yanglebih kecil. Oli mempunyai titik nyala yang beragam antara 130-290 OC. Dalam aplikasinya temperatur bakpendingin biasanya antara 75-110 OC di bawah titik nyalanya untuk menghindari kemungkinan oli terbakar.
Baja AISI 4140 merupakan salah satu produk jenis baja karbon sedang dengan komposisikandungan (% berat) C 0.41, Si 0.30, Mn 0.70, Cr 1.10, Mo 0.20. Kekerasan yang dapat dicapai Baja AISI4140 bila diquenching pada media pendingin oli atau air adalah 54-57HRC (Bohler). Baja ini umumnyadipakai sebagai komponen automotif misalnya untuk komponen roda gigi pada kendaraan bermotor yangpada aplikasinya sering mengalami gesekan dan tekanan maka ketahanan terhadap aus dan kekerasansangat diperlukan sekali.
Muas (2016) telah melakukan penelitian pada baja AISI 4140 dengan judul kajian eksperimental lajupendinginan tersirkuliasi dengan system sentrifugal pada proses quenching terhadap sifat mekanik baja AISI4140. Kesimpulan yang diperoleh pada penelitian ini adalah kekerasan baja AISI-4140 setelah diquenchingmenggunakan media pendingin air dan oli tanpa disirkulasi adalah 55.2HRC dan 48.8 HRC. Setelahdiquenching dengan cara disirkulasi sentrifugal, kekerasan baja AISI 4140 meningkat menjadi 62.3HRC dan54.8 HRC. Namun peningkatan kekerasan baja AISI 4140 berdampak pada penurunan kekuatan. Hal iniditandai dengan rendahnya gaya impak untuk mematahkan specimen, terutama pada spesimen yangdiquenching dengan media pendingin air. Sehingga untuk meningkatkan kekuatan baja yang telahdiquenching, maka harus dilakukan proses tempering yaitu proses pemanasan kembali pada baja yang sudahdiquenching pada temperature 200 s.d 600 OC selama 2-4 jam.
Selama ini proses pengerasan baja dengan metode pendingin bertingkat menggunakan oli dan airmasih jarang digunakan. Pada umumnya proses pengerasan baja masih menggunakan media pendingin oliatau air saja. Secara umum baja yang dikeraskan dengan menggunakan media pendingin air menghasilkanbaja yang bersifat keras namun getas sehingga baja tersebut harus ditemper untuk menurunkan kekerasan danmeningkatkan ketangguhan. Jika menggunakan oli menghasilkan baja yang bersifat cukup keras dan tidakgetas, namun tingkat kekerasan yang diharapkan tidak memenuhi standar yang diinginkan.
Penelitian ini bertujuan untuk mengetahui pengaruh proses quenching bertingkat dengan menggunakanmedia pendingin oli dan air terhadap sifat mekanik dan struktur mikro Baja AISI 4140.
2. METODOLOGI PENELITIANPenelitian ini dilakukan di Laboratorium dan Bengkel Mekanik Politeknik Negeri Ujung Pandang, dan
Laboratorium Preparation Material, Departemen Geologi, Universitas Hasanuddin. Penelitian dilakukansecara bertahap mulai dari persiapan material, pembuatan spesimen, pembuatan media quenching, prosesperlakuan panas, pengujian sifat mekanik dan struktur mikro, dan analisa hasil pengujian.
Mekanisme quenching yang digunakan dalam penelitian ini adalah sistem quenching bertingkat. Jenisbaja yang digunakan pada penelitian ini adalah baja VCL140 (AISI 4140). Ukuran spesimen uji kekerasanadalah 30x20 mm, dan spesimen uji impak adalah 10x10x65 mm, dan specimen uji struktur mikro 10x10mm . Jenis peralatan yang digunakan untuk membuat specimen adalah mesin gergaji, mesin bubut dan mesinfrais.
Proses perlakuan panas terdiri dari dua tahap yaitu tahap pemanasan dan tahap pendinginan.Temperatur pemanasan pada Baja AISI 4140 adalah 820-850 OC selama 4-5 jam (Bohler). Bahan dan

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.11-17) 978-602-60766-3-2
13
peralatan yang digunakan adalah tungku listrik, alat penjepit, tang kombinasi, alat pelindung diri dari panas,media quenching, oli quenching, dan kawat beton.
(a) (b) (c)Gambar 1. Alat uji kekerasan (a), uji impak (b), dan mikroskop optik (c).
Jenis pengujian yang dilakukan adalah uji kekerasan, uji impak, dan uji struktur mikro. Bahan danperalatan yang adalah kertas gosok, kain halus (bluedru), resin dan harden, tissue, alkohol 70%, penutupbotol aqua, cairan etsa, autosol, alat pengering (hairdrayer), mesin amplas, mikroskop, alat uji kekerasan, danalat uji impak. Peralatan uji kekerasan, uji impak, dan mikroskop yang digunakan dapat dilihat pada gambar1.
Data-data hasil pengujian kekerasan dan pengujian impak diolah menggunakan Microsoft excel danditampilkan dalam bentu tabel dan grafik. Selanjutnya data tersebut dianalisa secara deskriptif.
3. HASIL DAN PEMBAHASANPada proses uji tarik, uji kekerasan, dan uji impak Baja AISI-4140 sebelum proses pengerasan
dilakukan untuk mengetahui sifat-sifat mekanik baja seperti kekuatan, keuletan, dan kekerasan. Hasil uji sifatmekanik ini akan dijadikan parameter dalam membandingkan sifat mekanik bahan setelah dilakukan prosesperlakuan panas dengan menggunakan media pendingin bertingkat (oli dan air).
Berdasarkan data hasil pengujian tarik pada material baja AISI-4140. maka diperoleh nilai tegangantarik 1034,4N/mm2 dan regangan 9,2%. Pengujian kekerasan baja AISI-4140 setelah dikeraskan dapat dilihatpada gambar 1.
Gambar 1. Grafik uji kekerasan baja AISI 4140 pada proses perlakuan panas dengan media pendinginbertingkat.
Hasil perhitungan kekuatan impak baja AISI 4140 pada proses proses perlakuan panas dengan mediapendingin bertingkat dapat dilihat pada gambar 2. Jenis patahan hasil impak pada spesimen Baja AISI 4140dari setiap perlakuan dapat dilihat pada gambar 3.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.11-17) 978-602-60766-3-2
14
Gambar 2. Grafik uji impak baja AISI 4140 proses perlakuan panasdengan media pendingin bertingkat.
(a) (b) (c)
(d) (e) (f)Gambar 3. Jenis patahan baja AISI 4140 proses perlakuan panas dengan media pendingin bertingkat. (a)
Patahan getas (0:100), (b). Patahan ulet (10:90), (c). Patahan ulet (20:80), (d). Patahan ulet(30:70), (e). Patahan ulet (40:60), (f). Patahan ulet (50:50).
Gambar 4 memperlihatkan struktur mikro Baja AISI-414 setelah melalui proses quenching bertingkat.
(a) (b) (c)
(d)(e) (f)

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.11-17) 978-602-60766-3-2
15
Gambar 4. Struktur mikro baja AISI 4140 proses perlakuan panas dengan media pendingin bertingkat. (a) 0%Oli, (b). 10% oli, (c). 20% oli, (d). 30% oli, (e). 40% oli, dan (f). 50% oli.
Dengan menggunakan software image-j analysis maka dapat diukur diameter butir struktur mikrobaja AISI 4140. Gambar 5 memperlihatkan grafik hasil perhitungan diameter butir dari setiap perlakuan.
Gambar 5. Perandingan diameter butir Baja AISI 4140.Perbandingan tingkat kekerasan dan kekuatan impak baja AISI 4140 setelah diquenching dengan
variasi volume oli (0, 10, 20, 30, 40, dan 50%) terhadap volume air dapat diilustrasikan seperti pada gambar6.
Gambar 6. Perbandingan tingkat kekerasan dan kekuatan impak Baja AISI 4140.Data hasil penelitian yang dideskripsikan dalam bentuk diagram batang (Gambar 2) diketahui
bahwa terdapat perbedaan tingkat kekerasan baja AISI 4140 sebelum dan sesudah dilakukan proses perlakuanpanas. Data-data yang diperoleh dari hasil pengujian kelompok spesimen raw material sebelum pengerasanmempunyai nilai rata-rata kekerasan yang lebih rendah dibandingkan dengan kelompok spesimen yang telahdikeraskan dengan menggunakan media pendingin bertingkat (oli dan air). Nilai kekerasan baja AISI 4140sebelum dilakukan proses perlakuan panas adalah 32,54 HRC. Nilai kekerasan rata-rata tertinggi terjadi padaspesimen yang didinginkan dengan media pendingin air sebesar 64,48 HRC kemudian diikuti dengan mediapendingin bertingkat oli dan air pada perbandingan 10:90 sebesar 61,10 HRC dan berturut-turutperbandingan 20:8 sebesar 58,74 HRC, perbandingan 30:70 sebesar 53,66 HRC, perbandingan 40:60 sebesar48,34 HRC, perbandingan 50:50 sebesar 43,36 HRC.
Dari data-data yang diperoleh di atas dapat dilihat bahwa perubahan nilai kekerasan yang terjadi padasetiap kelompok spesimen disebabkan beberapa faktor yang mempengaruhinya, diantaranya seberapa besarkecepatan pendinginan dan tingkat viskositas dari setiap media pendingin. Dalam penelitian ini pada saat bajaAISI 4140 dipanaskan terbentuklah kristal-kristal berbutir halus yang seragam pada semua bagian ketika bajamasih padat, karenanya disebut larutan padat (Austenit). Apabila baja dalam keadaan austenit kemudiandidinginkan secara perlahan-lahan, maka akan kembali seperti semula sebelum dipanaskan. Tetapi apabiladidinginkan dengan cepat maka dapat dikatakan keadaan larutan padat (Austenit) itu juga tetap berada dalamkeadaan dingin sebab tidak ada waktu untuk membentuk kristal-kristal yang besar. Keadaan ini disebutmartensit. Kristal martensit kecil sekali (halus) sehingga baja mempunyai sifat sangat kuat dan keras(Amanto, 1999).

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.11-17) 978-602-60766-3-2
16
Adanya variasi perlakuan media pendingin bertingkat (oli dan air), memiliki pengaruh yang cukupsignifikan terhadap perubahan tingkat kekerasan. Nilai kekerasan tertinggi pada perbandingan oli dan air0:100 adalah 64,48 HRC. Hal ini menunjukkan bahwa media pendingin air memiliki pengaruh yang sangatbesar dalam mempercepat laju pendinginan baja dari suhu 860 OC ke suhu 200 OC. Dengan pendinginanyang cepat, larutan padat dihalangi untuk menguraikan kristal ferrit atau sementit dan untuk beralih wujudmenjadi perlit. Kisi gamma terpusat bidang memang menjelma menjadi kisi alfa terpusat ruang, namun bagiatom zat arang tidak cukup tersedia waktu untuk meninggalkan pusat dadu. Akan tetapi pada saat yang sama,atom besi menempati pusat dadu alfa. Oleh karena tidak cukup tempat untuk dua atom, maka kisi alfamengalami suatu keadaan paksaan yang menimbulkan tegangan-tegangan. Tegangan ini mengakibatkansuatu struktur keras dan getas yang pada suhu 180…220 O C tetap berdaulat (Amanto, 1999).
Pada perbandingan oli dan air (10:90, 20:80, dan 30:70) nilai kekerasan masih cukup tinggi yaitusebesar 61 s.d 53 HRC. Dimana fasa yang terjadi pada proses quenching bertingkat adalah +karbida. Yangmenarik dari hasil penelitian ini adalah sifat baja yang dihasilkan adalah keras dan ulet (tangguh). Hal inidapat dilihat dari permukaan hasil patahan uji impak (gambar 4) dimana permukaan patahan tidak rata,ukuran butir yang kasar, dan nampak seperti beludru, buram dan berserat yang menandakan bahwa baja AISI4140 memiliki sifat yang keras dan ulet. Dengan demikian proses pengerasan baja AISI-4140 denganmengunakan media pendingin bertngkat sudah dapat menggantikan proses tempering dalam mengahsilkanbaja yang keras dan ulet atau tangguh.
Dalam penelitian ini juga dilakukan pengujian impak yang bertujuan untuk mengetahui dampak daribesarnya perubahan nilai kekerasan. Nilai yang diukur pada pengujian impak adalah besarnya usaha yangdiperlukan untuk mematahkan spesimen impak dan kekuatan impak. Berdasarkan gambar 5 terlihat bahwakekuatan impak baja AISI-4140 yang telah dikeraskan dengan menggunakan media pendingin bertingkatmengalami peningkatan kekuatan impak seiring dengan bertambahnya volume oli pendingin. Hal inimenunjukkan bahwa media pendingin oli berperan dalam meningkatkan sifat keuletan pada baja AISI 4140.Hal ini diperkuat dengan permukaan patahan specimen (Gambar 3). Pada gambar 3.a, permukaan patahanspesimen impak rata dan halus dan permukaan patahan specimen impak pada gambar 3.(b, c, d, e, dan f)tidak rata dan kasar.
Gambar 6 memperlihatkan perbandingan tingkat kekerasan dan kekuatan impak Baja AISI 4140setelah diquencing dengan media pendingin bertingkat. Dimana persentasi voleme oli quenching yang terbaikuntuk mendapatkan tingkat kekerasan dan kekuatan impak yang otimal adalah 32%.
4. KESIMPULANBerdasarkan hasil analisa data hasil pengujian dan pembahasan pada penelitian ini, maka dapat
disimpulkan: 1). Kekuatan Tarik Baja AISI-4140 adalah 1034,4 N/mm2 dan perpanjangan 9,2%. Hal inimenunjukkan bahwa Baja AISI 4140 termasuk baja karbon sedang dengan kekuatan tinggi, 2). KekerasanBaja AISI-4140 sebelum proses perlakuan panas adalah 32,54 HRC. Hal ini menunjukkan bahwa BajaAISI 4140 termasuk baja karbon paduan dengan tingkat kekerasan tinggi, 3). Kekerasan tertinggi pada BajaAISI-4140 setelah diquenching menggunakan media pendingin bertingkat (oli dan air) adalah 61,10 HRCpada perbandingan oli dan air 10:90 dan kekerasan terendah 43,36 HRC pada perbandingan oli dan air50:50, 4). Nilai kekerasan pada baja AISI-4140 menurun seiring dengan bertambahnya volume olipedingin, namun sebaliknya terjadi peningkatan kekuatan impak seiring meningktnya volume olipendingin, 5). Sifat patahan pada baja AISI 4140 setelah diquenchig dengan media pendingin bertingkatadalah keras dan ulet (tangguh) sehingga tidak diperlukan lagi proses tempering, 6). Persentasi voleme oliquenching yang terbaik untuk mendapatkan tingkat kekerasan dan kekuatan impak yang otimal adalah 32%.
5. DAFTAR PUSTAKAAmanto. H, Daryanto. 1999. Ilmu Bahan. Penerbit Bumi AKsara, JakartaASM Handbook.2005. Volume 1, Properties and Selection: Irons Steels and High Performance Alloys. ASM
International.Bates, C.E. and G. E. Totten. 1992. Application of Quench Factor Analysis to Predict Hardness Under Laboratory and
Production Conditions. The First International Conference on Quenching & Control Distortion, Chicago,Illionis.
Bohler. 2005. Baja dan Spesifikasi Baja Paduan Produk Bohler. Jakarta, IndonesiaCallister, William D. 1994. Materials Science and Engineering. John Willey & Sons, Inc. USA.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.11-17) 978-602-60766-3-2
17
Chaves, J.C., 2001. The Effect of Surface Condition and High Temperature Oxidation on Quenching Performance 4140Steel in Mineral Oil, in Manufacturing Engineering, Worcester Polytechnic Institute.
Houghton. 2000. Houghton on Quenching. Houghton International, Inc.Muas dan Syaharuddin R. 2016. Kajian Eksperimental Laju Pendinginan Tersirkuliasi Dengan System Sentrifugal Pada
Proses Quenching Terhadap Sifat Mekanik Baja AISI 4140 (Laporan Hasil Penelitian). Jurusan Teknik MesinPoliteknik Negeri Ujung Pandang, Makassar.
Totten, GE, Bates, CE, Clinton, NA. 1993. Handbook of Quenchant and Quenching Technology.ASM International, p62, 140-144.
Totten, GE, Howes, Maurice A.H. 1997. Steel Heat Treatment Handbook, Marcel Dekker, Inc.
6. UCAPAN TERIMA KASIHPenulis mengucapkan terima kasih kepada Pimpinan Politeknik Negeri Ujung Pandang dan Staf Unit
Penelitian dan Pengabdian pada Masyarakat atas kepercayaan yang diberikan kepada penulis dan timpelaksana penelitian atas kerjasamanya dalam menyelesaikan penelitian ini.
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.18-24) 978-602-60766-3-2
18
RANCANG BANGUN MESIN PEMIPIL JAGUNG SKALA INDUSTRI RUMAH TANGGA
Tri Agus Susanto1), Dermawan2)
1),2)Dosen Jurusan Teknik Mesin, Politeknik Negeri Ujung Pandang,Makassar.
ABSTRACT
Indonesia is the world's corn granary and ranks 8th with 2.06% contribution to world corn production. In an effort togrow agro industry and corn agribusiness for feed industry and other industries, snacking activity is one of the mostcritical links. This is reflected in the high level of corn loss at farmers' level at 4% of poultry and total corn losses atfarmer level of 5.2%. To shoot corn in large capacity required a machine with great power. Various kinds of corn shellermachine have been circulating and the price is relatively expensive. So it takes an innovation in developing a machinecapable of shipping corn with a large capacity and use a relatively small propulsion. In general, this research aims toproduce prototype of corn sheller machine that can be implemented in farmer groups in rural area with high capacity andreasonable price. While the specific goal to be achieved is to separate the corn kernels from the cob without destroyingthe tuna and to increase the capacity of corn poultry. From the design and testing of corn shrinking machine scalehousehold industry, it can be concluded: 1). It has obtained prototype of corn sheller machine with specification:Dimension of machine 40 x 60 x 50 cm, Engine Round 1450 rpm, Motor drive 220Vx0,755Hp, 1450 rpm, 2).Production capacity of corn shooter machine made is 231 Kg / Jam on corn with diameter 45 mm, and 3). The quality ofcorn seeds that have been dipipil very good because not seen corn broken and destroyed and is in accordance withIndonesian National Standard SNI 01-4483-1998 about corn as feed raw material where the grains of corn are brokenmaximum 5% . The results of this study is recommended for followed up on community service activities so that theuser community (corn farmers) can improve the results pemipilannya using corn sheller machine that has been designedto build.
Keywords: Design, Corn Sheller Machine, Small Scale Industry
1. PENDAHULUAN
Sektor pertanian merupakan salah satu sektor penting kehidupan manusia yang dapat menunjangpertumbuhan ekonomi suatu negara, terutama di Indonesia. Jagung merupakan bahan baku industri pakan danpangan serta sebagai makanan pokok di beberapa daerah di Indonesia. Dalam bentuk biji utuh, jagung dapatdiolah misalnya menjadi tepung jagung, beras jagung, dan makanan ringan (pop corn dan jagung marning).Jagung dapat pula diproses menjadi minyak goreng, margarin, dan formula makanan (Firmansyah, 2006).
Indonesia merupakan lumbung jagung dunia dan menempati peringkat ke-8 dengan kontribusi 2,06%terhadap produksi jagung dunia. Sentra produksi jagung tersebar di 12 provinsi dan 45 kabupaten, terutama diKabupaten Grobogan, Kendal, Lampung Tengah, Lampung Timur, Tuban, Malang, Kediri, Blitar, Garut,Karo, Gowa, Pinrang, Bima, Sumbawa, Gorontalo dan lainnya. Berdasarkan data ARAM-I BPS tahun 2015,produksi jagung 20,67 juta ton atau naik 1,66 juta ton (8,72%) dibandingkan tahun 2014 dan merupakanproduksi tertinggi selama limza tahun terakhir. Peningkatan produksi ini memberi nilai tambah ekonomiRp5,3 triliun.(Tribunnews.com).
Dalam upaya penumbuhan agro industry (industri kecil tepung jagung) dan agribisnis jagung untukindustri pakan dan industri lainnya, kegiatan pemipilan merupakan salah satu mata rantai yang paling kritis.Hal ini tercermin masih tingginya kehilangan hasil jagung ditingkat petani pada tahap pemipilan yangmencapai 4% dan total kehilangan hasil jagung pada tingkat petani 5,2% (Sudjudi, 2004).
Menurut Aqil, M. (2010), peningkatan produksi jagung yang tidak diikuti dengan penanganan pascapanen yang baik menyebabkan peluang kerusakan biji akibat kesalahan penanganan dapat mencapai 12-15%dari total produksi. Lebih lanjut, diantara semua tahapan pasca panen, segmen pemipilan yang paling tinggipeluang kehilangan hasilnya yang mencapai 8% sehingga proses ini dianggap sebagai proses kritis dalampenanganan pascapanen. Perkiraan kehilangan hasil akibat susut pada proses pemipilan mencapai 630 ributon – 720 ribu ton per tahun. Kondisi alat pemipil yang juga tidak memenuhi standar (konstruksi sarangandan silinder pemipil) juga berpeluang merusak biji.
Dewasa ini telah banyak digunakan alat pemipil, mulai alat pemipil yang sederhana sampai yangmodern. Keseluruhan alat tersebut dibuat agar tenaga dan waktu yang digunakan untuk memipil lebih hemat.
1 Korespondensi : Tri Agus Susanto, 081334639118, [email protected]

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.18-24) 978-602-60766-3-2
19
Penggunaan alat pemipil ini biasa terjadi pada usaha tani yang cukup besar atau luas. Usaha dibidang bisnispertanian membutuhkan perhitungan yang cermat dan lebih efisien sehingga perlu sarana tersebut. Tetapipetani pada umumnya masih menggunakan tangan atau alat yang sederhana.
Perkembangan teknologi menyebabkan perkembangan alat pemipil jagung, yang saat ini sudah tersediaalat yang digerakkan dengan motor listrik, mesin Diesel atau kincir, bukan tenaga manusia lagi. Di negaramaju seperti Amerika yang dikenal sebagai penghasil jagung, peralatannya pun cukup canggih. Mulai petiksampai pipil dilakukan sekaligus di lahan pada saat panen. Setelah jagung terlepas dari tongkol, biji-bijijagung harus dipisahkan dari kotoran atau apa saja yang tidak dikehendaki, sehingga tidak menurunkankualitas jagung. Sisa-sisa tongkol, biji kecil, biji pecah, biji hampa, kotoran selama petik ataupun pada waktupemipilan dipisahkan. Tindakan ini sangat bermanfaat untuk menhindari atau menekan serangan jamur danhama selama dalam penyimpanan.disamping itu juga dapat memperbaiki peredaran udara.
Untuk memipil jagung dalam kapasitas yang besar dibutuhkan sebuah mesin dengan daya yang besar.Berbagai macam mesin pemipil jagung telah beredar dan harganya relatif mahal. Sehingga diperlukansebuah inovasi dalam mengembangkan mesin yang mampu memipil jagung dengan kapasitas besar danmenggunakan daya penggerak yang relatif kecil.
Rasid (2014), telah melakukan penelitian tentang modifikasi alat pemipil jagung semi mekanis(modification of mechanical equipment semi corn sheller). Hasil penelitian menunjukkan bahwa pemipil 4gerigi adalah pemipil dengan hasil pipilan terbanyak yaitu 96% dan 4% yang tidak terpipil. Pemipil 12 gerigiadalah pemipil dengan hasil terendah yaitu 92% dan 8% yang tidak terpipil. Hasil pipilan terbaik terdapatpada pemipil dengan 4 gerigi yang diisi 3 jagung tongkol dengan persentase berat terpipil baik 99,40% danberat terpipil rusak 0,60%.
Romadhani, R. (2014) telah melakukan penelitian tentang evaluasi kinerja proses pemipilan jagungmenggunakan mesin pemipil jagung tipe PJ – 700 untuk berbagai varietas jagung. Hasil yang diperolehadalah hubungan antara varietas jagung dan kecepatan putar mesin berbeda sangat nyata atau sangatberpengaruh terhadap tingkat kerusakan biji jagung pada saat proses pemipilan. Pada kombinasi perlakuanPioneer 21 dengan 900 rpm menghasilkan tingkat kerusakan biji jagung paling besar (3,79%) dan kombinasiperlakuan Pioneer 21 dengan 700 rpm menghasilkan tingkat kerusakan biji jagung paling kecil (1,04%).
Tambunan (2016) telah melakukan penelitian tentang rancang bangun alat pemipil jagung. Daripenelitian ini diperoleh kesimpulkan bahwa kapasitas efektif pada alat pemipil biji jagung mekanis ini adalahsebesar 206,57 kg/jam atau 2.775,16 kg/hari. Selanjutnya Purwanto, A. 2016. telah melakukan penelitiantentang rancang bangun mesin pemipil jagung dengan kapasitas produksi 7 Kg/menit untuk usaha kecilmenengah (sistem transmisi). Dari penelitian ini telah diperoleh protype mesin pemipil jagung dengan dayamotor penggerak 3,5 HP.
Tujuan umum penelitian ini adalah menghasilkan prototype mesin pemipil jagung yang dapatdiimplementasikan pada kelompok-kelompok tani di pedesaan dengan kapasitas yang tinggi dan harga yangterjangkau. Tujuan khusus penelitian ini adalah memisahkan biji jagung dari tongkol jagung tanpamenghancurkan tongkolnya dan untuk meningkatkan kapasitas hasil pemipilan jagung.
2. METODOLOGI PENELITIAN
Penelitian ini dilakukan di Bengkel Mekanik Politeknik Negeri Ujung Pandang. Prosedur penelitiandilakukan berdasarkan diagram alir seperti terlihat pada gambar 1.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.18-24) 978-602-60766-3-2
20
Gambar 1. Diagram alir penelitian rancang bangun mesin pemipil jagung.
3. HASIL DAN PEMBAHASAN
Berdasarkan hasil rancang bangun mesin pemipil jagung, maka telah diperoleh produk mesin pemipiljagung sederhana (gambar 2) dengan spesifikasi seperti pada tabel 1.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.18-24) 978-602-60766-3-2
21
Gambar 2. Produk mesin pemipil jagung.
Tabel 5.1. Spesifikasi mesin pemipil jagung sederhana.No Uraian/Komponen Spesifikasi
1 Dimensi mesin 40 x 60 x 50 cm
2 Putaran Mesin 1450 rpm
3 Motor penggerak 220Vx0,755Hp, 1450 rpm
Tabel 2. Hasil pengujian mesin pemipil jagung
NoDiameterJagung(mm)
PanjangJagung(mm)
BeratJagung(gram)
Jumlah(buah)
BeratTongkolJagung(gram)
BeratBiji
Jagung(gram)
WaktuPemipilan
(detik)
1 35 100-120 1000 12 240 760 22.51040 13 220 820 23.21020 12 220 800 22.31020 13 240 780 22.81040 13 240 800 22.6
Rata-rata 1024 232 792 22.682 40 110-170 1020 8 180 840 14.8
1000 8 190 810 15.21020 9 190 830 14.61000 8 180 820 14.81020 9 200 820 15.1
Rata-rata 1012 188 824 14.903 45 160-180 1040 7 160 880 13.4
1020 7 160 860 13.21060 8 170 890 13.61020 7 180 840 13.21000 7 180 820 13.4
Rata-rata 1028 170 858 13.36

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.18-24) 978-602-60766-3-2
22
Tabel 3. Hasil perhitungan kapasitas produksi.
NoDiameterJagung
BeratJagung(gram)
BeratTongkolJagung(gram)
BeratBiji
Jagung(gram)
WaktuPemipilan
(detik)
KapasitasPemipilan
(gram/detik)
KapasitasPemipilan(Kg/Jam)
1 35 1024 232 792 22.68 34.92 125.72 40 1012 824 824 14.90 55.30 199.13 45 1028 170 858 13.36 64.22 231.2
Berdasarkan hasil pengujian kualitas dan kapasitas produksi pemipilan pada mesin pemipil ini, makatelah diperoleh data-data hasil pengukuran dan pengamatan. Data-data hasil pengukuran kapasitas produksimesin pemipil dapat dilihat pada tabel 2 dan table 3.
Gambar 3. Grafik hasil perhitungan kapasitas mesin pemipil jagung.
Pengamatan hasil pemipilan pada tongkol jagung dengan variasi diameter jagung yang dipipil dankondisi biji jagung yang dipipil dapat dilihat pada gambar 4 sampai dengan gambar7.
Gambar 4. Keadaan tongkol jagung setelah dipipil pada diameter 35 mm.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.18-24) 978-602-60766-3-2
23
Gambar 5.Keadaan tongkol jagung setelah dipipil pada diameter 40 mm.
Gambar 6. Keadaan tongkol jagung setelah dipipil pada diameter 45 mm.
Gambar 7. Keadaan biji jagung setelah dipipil.
Pada Tabel 2 dan gambar 3 menunjukkan bahwa perbedaan diameter jagung yang dipipilmempengaruhi kapasitas produksi pemipilan dimana semakin besar diameter jagung yang dipipil makakapasitas produksi semakin meningkat. Hal ini terjadi karena jumlah jagung pada diameter yang besar lebihsedikit daripada jumlah jagung berdiameter yang lebih kecil sehingga waktu pemipilan lebih sedikit.
Pada gambar 4 sampai dengan gambar 6 menunjukkan keadaan tongkol jagung setelah dipipil.Terdapat perbedaan hasil pemipilan pada diameter jagung yang berbeda-beda. S semakin besar diameterjagung yang dipipil maka biji jagung yang masih menempel pada tongkol jagung semakin sedikit. Padadiameter jagung 45 mm sudah tidak ada lagi biji jagung yang menempel pada tongkol jagung.
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.18-24) 978-602-60766-3-2
24
Pada gambar 7 terlihat bahwa kualitas biji jagung yang dipipil dengan menggunakan mesin ini sangatbaik karena tidak terdapat biji jagung yang pecah atau hancur. Hal ini sudah sesuai dengan standar SNI 01-4483-1998 tentang jagung sebagai bahan baku pakan dimana butir jagung yang pecah maksimum 5%.
4. KESIMPULAN
Dari hasil rancang bangun dan pengujian mesin pemipil jagung skala industry rumah tangga, makadapat disimpulkan: 1). Telah diperoleh prototype mesin pemipil jagung dengan spesifikasi: Dimensi mesin40 x 60 x 50 cm, Putaran Mesin 1450 rpm, Motor penggerak 220Vx0,755Hp, 1450 rpm, 2). Kapasitasproduksi mesin pemipil jagung yang dibuat adalah 231 Kg/Jam pada jagung yang berdiameter 45 mm, dan3). Kualitas biji jagung yang telah dipipil sangat baik karena tidak terlihat jagung yang pecah dan hancurdan sudah sesuai dengan Standar Nasional Indonesia SNI 01-4483-1998 tentang jagung sebagai bahan bakupakan dimana butir jagung yang pecah maksimum 5%.. Hasil penelitian ini disarankan untuk ditindaklanjutipada kegiatan pengabdian masyarakat sehingga masyarakat pengguna (petani jagung) dapat meningkatkanhasil pemipilannya dengan menggunakan mesin pemipil jagung yang telah dirancang bangun.
5. DAFTAR PUSTAKA
Anonim. 2010. Teknologi Alat Pengolahan Bahan Pangan. http://www.iptek.net.id/ind/pd_alat_olah_pangan/?mnu=2&hal=1 [10/04/2010]
Aqil,M. 2010. Pengembangan Metodologi untuk Penekanan Susut Hasil pada Proses Pemipilan Jagung. Jurnal LitbangPertanian,Vol.29, No.3: 464 – 472.
Badan Standar Nasional. 1998. Standar Nasional Indonesia SNI 01-4483-1998 Jagung Bahan Baku Pakan. PusatStandarisasi LIPI.
FAG Ball and Roller Bearing, 2005. Cataloge 41500/2EA. FAG Kugelfischer Georg Schafer & Co.Firmansyah, U.I. 2006. Teknologi pengeringan dan pemipilan untuk perbaikan mutu biji jagung. Jurnal Litbang
Pertanian, Vol.22, No.3:330 - 342.Hakim, A.R., 1986. Pengetahuan Membaca Gambar Teknik. PMS-ITB, Bandung.Harmaji. 2007. Rancang Bangun Alat Pemipil Jagung Semi Mekanis. Skripsi. Universitas LampungJay H. Zirbel and Sreven B. Combs, 1995. Using Auto CAD r.13 for Windows. Que Corporation, Indianapolis.Purwanto, A. 2016. Rancang Bangun Mesin Pemipil Jagung dengan Kapasitas Produksi 7 Kg/menit untuk usaha kecil
menengah (Sistem Transmisi). (Laporan Tugas Akhir). Jurusan Teknik Mesin, universias Sebelas Maret, Surakarta.Raharjo, Kisdiyani, 1996. Pemipil dan Penggiling Jagung. PT Penebar Swadaya, Jakarta.Romadhani , R. 2014. Evaluasi Kinerja Proses Pemipilan Jagung Menggunakan MesinPemipil Jagung Tipe PJ – 700
Untuk Berbagai Varietas Jagung. (Skripsi). Fakultas Teknologi Pertanian, Universitas Jember.Rasid, N. Budianto, L. Tamrin. 2014. Modifikasi Alat Pemipil Jagung Semi Mekanis (Modification Of Mechanical
Equipment Semi corn sheller). Jurnal Teknik Pertanian Lampung Vol.3, No. 2: 163- 172.Rivanto, R. 2009. Modifikasi Alat Pemipil Jagung Semi Mekanis. Skripsi.Universitas LampungSudjudi. 2004. Alat pemipil jagung mudah dan murah. Balai Pengkajian Teknologi Pertanian. Nusa Tenggara Barat.Sularso dan Kiyokatsu Suga. 1983. Dasar Perancangan dan Pemilihan Elemen Mesin. Jakarta: PT. Pradnya Paramita.Tambunan, H. Achwil Putra Munir, Sumono. 2016. Rancang Bangun Alat Pemipil Jagung (Design of Mechanical Corn
Sheller Equipment). J.Rekayasa Pangan dan Pert., Vol.4 No. 2. 259.Tastra. 2003. Strategi penerapan alsintan pasca panen tanaman pangan. Jurnal Litbang Pertanian, Vol.22. No.3:95 -
102.Tjahjohutomo, R. dan Harsono. 2006. Alat pemipil jagung sederhana tipe bangku. Warta Penelitian dan Pengembangan
Pertanian Vol.28, No.4: 5 – 10.
UCAPAN TERIMA KASIH
Penulis mengucapkan terima kasih kepada Pimpinan Politeknik Negeri Ujung Pandang dan UnitPenelitian dan Pengabdian pada Masyarakat atas kepercayaan yang diberikan kepada penulis dan timpelaksana penelitian atas kerjasamanya dalam menyelesaikan penelitian ini.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.25-30) 978-602-60766-3-2
25
REDESAIN DAN UJI EXPERIMENTAL PENGERING BIJI KAKAO SISTIM KONTINYU
Suryanto1), Remigius Tandioga2)
1),2) Jurusan Teknik Mesin, PS. Teknik Pembangkit Tenaga, Politeknik Negeri Ujung Pandang
ABSTRACT
The present study aims to redesign and test a prototype of a continuous cocoa bean dryer that incorporates the type oftray dryer and screw dryer in a drying system. Redesign is aimed to improve the performance of drying machines interms of product quality that meets Indonesia National Standard (SNI) specifications for export requirements of cocoabeans. The research includes design modification and experimental test of the continuous dryer machine. Modificationshave been carried out primarily to motor drive types with additional rotary controls, hot gas conduits, thermal insulators,and screw shafts. The capacity of the engine product produces an average of 60 kg/ hour. The parameters monitored andcontrolled are the temperature of the hot gas, the temperature of the dryer room medium, the motor shaft rotation, therotation of the screw shaft, the mass flow rate of the cocoa beans and the moisture content. The experimental tests showthat machine capacity can be increased up to (72 kg/hr), the percentage of broken cocoa beans on average 8% (50%before redesigned), the percentage of decreasing water content of 10.9% (average 4% before redesigned), and cocoabeans moisture content yield level 7% can be achieved in 4 cycles (9 % before redesigned). In addition, energy usageefficiency increases from 20% (before) to 42.3% (after redesigned).
Keywords: redesign, experimental, cocoa beans, dryer, continuous dryer system, tray dryer, screw dryer, moisturecontent.
1. PENDAHULUANIndonesia merupakan negara penghasil kakao terbesar ke-3 dunia setelah Pantai Gading dan Ghana
(Fao,2013). Standar Spesifikasi Nasional Indonesia (SNI) menetapkan mutu biji kakao kualitas biji coklatdibagi kedalam 5 grade. Grade AA merupakan kualitas yang terbaik dengan kandungan air 6 sampai dengan7 %, kotoran 0%, berat max 85 biji/100 gram, dan jamur 1-2 %. Jika kadar air melebihi 10 % dengan kadarkotoran 5 % maka biji coklat tersebut ditolak (Balai Pengkajian, 2008). Secara khusus tujuan penelitian iniadalah meredesain suatu prototype pengering sistim kontinyu gabungan tipe tray dan screw. Kapasitas desainmesin 60 kg/jam yang dapat diterapkan untuk pengering coklat untuk memenuhi standard eksport (tingkatkekeringan, kadar jamur dan kotoran) dengan tingkat penggunaan energi yang efisien.
Kontribusi yang diharapkan dari penelitian ini berdampak pada peningkatan kualitas produksi coklatpaska panen yakni pengeringan yang memenuhi standard ekspor sehingga meningkatkan nilai jual yang lebihbaik. Hal ini meningkatkan pendapatan para petani dan pengusaha dibidang coklat dan pada akhirnyameningkatkan perekonomian daerah khususnya dan nasional secara umum. Selain itu dari penelitian inidisusun draft patent untuk mesin pengering sistim kontinyu untuk beberapa klaim dari inovasi yangdilakukan.
2. METODE PENELITIANLokasi Penelitian dan Peralatan Pendukung
Lokasi penelitian untuk proses desain dan manufaktur serta uji eksperimental mesin dilakukan diPoliteknik Negeri Ujung khususnya di bengkel Jurusan Teknik Mesin dan dan Energi.
Bahan yang dikeringkan atau material uji adalah biji coklat yang masih mengandung air diatas 20sampai dengan 30 persen dapat diperoleh dari beberapa kabupaten Provinsi Sulawesi Selatan. Untuk kegiatanperancangan dan drafting digunakan software AUTOCAD. Sedang untuk proses manufacturing komponenmesin dan assembly menggunakan peralatan standar permesinan. Peralatan ukur untuk mengukur temperaturmenggunakan sistim data akusisi jenis PICO TC-08, kadar air diukur dengan Grain moisture meter MC-7828G dan untuk putaran motor penggerak digunakan Schneider rpm-meter yang terdapat pada motor speed-controller.
Tahapan penelitian
1 Korespondensi : [email protected]
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.25-30) 978-602-60766-3-2
26
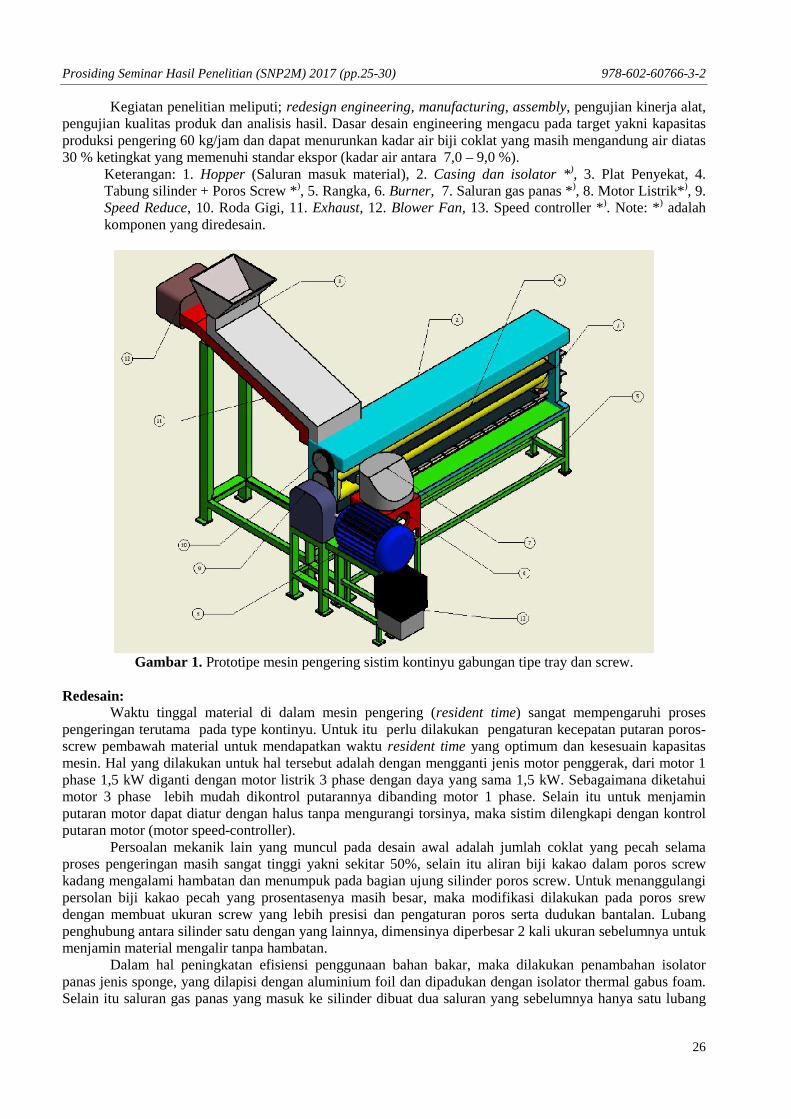
Kegiatan penelitian meliputi; redesign engineering, manufacturing, assembly, pengujian kinerja alat,pengujian kualitas produk dan analisis hasil. Dasar desain engineering mengacu pada target yakni kapasitasproduksi pengering 60 kg/jam dan dapat menurunkan kadar air biji coklat yang masih mengandung air diatas30 % ketingkat yang memenuhi standar ekspor (kadar air antara 7,0 – 9,0 %).
Keterangan: 1. Hopper (Saluran masuk material), 2. Casing dan isolator *), 3. Plat Penyekat, 4.Tabung silinder + Poros Screw *), 5. Rangka, 6. Burner, 7. Saluran gas panas *), 8. Motor Listrik*), 9.Speed Reduce, 10. Roda Gigi, 11. Exhaust, 12. Blower Fan, 13. Speed controller *). Note: *) adalahkomponen yang diredesain.
Gambar 1. Prototipe mesin pengering sistim kontinyu gabungan tipe tray dan screw.
Redesain:Waktu tinggal material di dalam mesin pengering (resident time) sangat mempengaruhi proses
pengeringan terutama pada type kontinyu. Untuk itu perlu dilakukan pengaturan kecepatan putaran poros-screw pembawah material untuk mendapatkan waktu resident time yang optimum dan kesesuain kapasitasmesin. Hal yang dilakukan untuk hal tersebut adalah dengan mengganti jenis motor penggerak, dari motor 1phase 1,5 kW diganti dengan motor listrik 3 phase dengan daya yang sama 1,5 kW. Sebagaimana diketahuimotor 3 phase lebih mudah dikontrol putarannya dibanding motor 1 phase. Selain itu untuk menjaminputaran motor dapat diatur dengan halus tanpa mengurangi torsinya, maka sistim dilengkapi dengan kontrolputaran motor (motor speed-controller).
Persoalan mekanik lain yang muncul pada desain awal adalah jumlah coklat yang pecah selamaproses pengeringan masih sangat tinggi yakni sekitar 50%, selain itu aliran biji kakao dalam poros screwkadang mengalami hambatan dan menumpuk pada bagian ujung silinder poros screw. Untuk menanggulangipersolan biji kakao pecah yang prosentasenya masih besar, maka modifikasi dilakukan pada poros srewdengan membuat ukuran screw yang lebih presisi dan pengaturan poros serta dudukan bantalan. Lubangpenghubung antara silinder satu dengan yang lainnya, dimensinya diperbesar 2 kali ukuran sebelumnya untukmenjamin material mengalir tanpa hambatan.
Dalam hal peningkatan efisiensi penggunaan bahan bakar, maka dilakukan penambahan isolatorpanas jenis sponge, yang dilapisi dengan aluminium foil dan dipadukan dengan isolator thermal gabus foam.Selain itu saluran gas panas yang masuk ke silinder dibuat dua saluran yang sebelumnya hanya satu lubang

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.25-30) 978-602-60766-3-2
27
saluran. Hal ini untuk menjamin panas dari burner masuk ke bagian atas silinder pertama dan juga ke silinderketiga sehingga terjadi distribusi panas yang lebih merata didalam mesin pengering.3. HASIL DAN PEMBAHASAN
Hasil pengujian yang dilakukan untuk melihat kinerja mesin setelah dilakukan redesain, diperoleh datauntuk beberapa parameter seperti terlihat pada Tabel 1 dan grafik distribusi temperature pada Gambar 2.
Tabel 1 Hasil pengujian pengeringan biji kakao
No.
Massa (Kg) Waktu (menit) Kadar Air (%)Putaran(rpm)
Penggunaanbahan bakar
(Kg)
Massapecahbiji
kakao(%)
Massautuhbiji
kakao(%)
SebelumUji
SesudahUji
Feeding RTSebelum
UjiSesudah
Uji
1 4,6 4,3 19,6513,0
29 13,47,5
0,06 10 90
2 5,42 4,95 12,45 31,5 13,9 0,07 10 90
3 1,9 1,76 3,58
9,42
22,5 14,4
10
0,12 7 93
4 1,76 1,62 3,55 14,3 10,2 0,08 7 93
5 1,62 1,22 3,46 10,2 7,6 0,08 7 93
6 2,06 1,9 3,29
7,52
22,7 15,3
12,5
0,08 7 93
7 1.89 1,78 3,24 15,1 11,2 0,26 7 93
8 1,78 1,69 3,21 11,2 7,8 0,08 7 93
9 1,56 1,42 3,04
7,25
29,2 16,1
15
0,08 10 90
10 1,42 1,34 1,22 16,1 12,5 0,06 10 90
11 1,34 1,28 1,2 12,5 8,8 0,06 10 90
12 1,28 1,2 1,02 8,8 7 0,06 10 90
°C
20
40
60
80
100
Channel 1Channel 2
Channel 3Channel 4
Channel 5
0 1000 2000 3000 4000 5000
Sec
Gambar 2. Distribusi Panas di dalam dan luar Silinder Poros Screw
Pembahasan hasil pengujiana. Distribusi panas di dalam Silinder Poros Screw
Gambar 2 menunjukkan distribusi panas yang terjadi di dalam mesin pengering kontinyu pada saatproses pengeringan material biji coklat. Pada channel 2 yang merupakan kondisi temepratur dalamsilinder pada row atas yang pertama dikenai oleh aliran gas panas maka temperature nya lebih tinggi
Wp
Waktu pemanasan Keterangan:Channel 1, Temp diluar tabung pada silinder keduaChannel 2, Temp dalam silinder pertamaChannel 3, Temp dalam tabung silinder ketigaChannel 4, Temp pada bagian luar silinder keempatChannel 5, Temp diluar tabung silinder kesatuWp = Waktu pengujian untuk sample 1

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.25-30) 978-602-60766-3-2
28
dan fluktuatif sesuai dengan serapan kalor oleh biji coklat yang masih relative lebih basah. Terdapatpenurunan temperature yang signifikan pada bagian dalam silinder pertama pada saat bijji kakaodimasukkan ke dalam mesin melalui silider pertama (channel 2), diakibatkan penyerapan kalor olehbiji kakao yang lebih besar. Adapun kondisi temperatur pada channel 2,3 dan 4 adalah bagiansilinder yang dialiri gas panas berikutnya, sebelum dialirkan ke bagian tray kemudian dibuangkecerobong. Sementara temperatur di dalam silinder tabung ketiga (channel 3) cendrung relativelebih rendah dibanding dengan silinder karena sebagian kalor sudah diserap oleh biji kakao secarabertahap pada silder pertama dan kedua. Untuk menjamin aliran gas panas mengaliran secara baikmaka aliran gas panas dilengkapi dengan suatu fan (induced fan) yang dipasang pada sisi ujung tray,sebagai unit pemanas awal biji coklat sebelum masuk ke poros-screw
b. Silinder screw terdiri atas 4 buah seperti pada Gambar 3. Untuk setiap silinder terdapat poros screwyang mengantar biji kakao didalamnya selama 4,0 menit pada putaran poros screw 7,5 rpm.Terdapat sistim transmisi roda gigi (gear-box) dengan ratio 1:100 sehingga putaran motor penggerakdapat diturunkan pada poros screw 100 lebih kecil. Waktu yang dibutuhkan untuk bergerak dalamsuatu silinder dipengaruhi oleh jumlah screw pada poros dan besarnya putaran poros screw. Putaranporos screw dapat dikontrol pada putaran rendah untuk menjamin biji coklat bergerak perlahansehingga proses pengeringan dapat berlangsung lebih lama. Panjang poros screw adalah 1,2 meterdan jarak antar screw yang terpasang pada poros adalah 2 cm. Terdapat jumlah screw 60 buah padasetiap poros. Untuk setiap poros screw maka biji kakao akan mengalami pemanasan selama kuranglebih 4 menit. Poros screw ada 4 buah maka total waktu yang dibutuhkan material yang dikeringkanuntuk menjalani ke empat poros screw tersebut adalah 16 menit. Diagram alir material biji coklatpada mesin dapat diilustrasikan seperti pada Gambar berikut.
Gambar 3. Waktu tinggal (resident time) biji coklat dalam mesin pengering fungsi dari panjangporos screw, jumlah screw dan kecepatan putaran poros.
c. Kapasitas PengeringanKapasitas mesin maksimum jika dibandingkan sebelum dan sesudah modifikasi bertambah darikapasitas 60 kg/jam meningkat menjadi 70 kg/jam pada putaran poros screw 15 rpm. Namun jikaputaran poros screw diturunkan menjadi 7,5 rpm maka kapasitas turun menjadi hanya kurang lebih15 kg/jam
d. Karakteristik Penurunan Kadar Air (Moisture Content)Pada Gambar 4, terlihat setelah redesain, diperoleh kadar air biji kakao tinggal 7 % setelahdikeringkan untuk 4 kali siklus sementara sebelum dimodifikasi 9 %, pada putaran 15 rpm, sepertiterlihat pada Tabel 2.
Biji coklatbasah masuk
Biji coklatkering keluar

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.25-30) 978-602-60766-3-2
29
Gambar 4. Karakteristik penurunan kandaungan air pada biji kakaoPada gambar 4 menunjukkan karakteristik penurunan kadar air pada biji kakao, dimana pada 30menit awal (2 kali siklus) rate pengurangan kadar air (moisture content) cukup tinggi dan terjadiperlambatan pada saat akhir pengeringan (siklus keempat). Pengering mampu menurunkan kadar airbiji kakao dari kadar air 30 % menjadi 7 % dengan waktu 60 menit (waktu persiklus 13-15 menit x4siklus).
e. Perhitugan efisiensi mesin pengeringBerdasarkan data pada hasil analisa diketahui bahwa besar penurunan massa adalah 0,3 kg, selisihpengurangan bahan bakar adalah 0,006 kg (konsumsi bahan bakar, ṁbb) , waktu feeding adalah 780detik (13 menit). dan diketahui pula nilai kalor bahan bakar gas (NKbb) adalah 46.100 kJ/kg, nilai Cp
air adalah 4,2 kJ/kg dan temperatur rata – rata pada material sebelum dikeringkan adalah 30 oC,maka efisisensi pengering dapat dihitung sebagai berikut:Qin = ṁbb NKbb
= 0,006 Kg × 46100 kJ/kg , 2766 kJDari tabel grafik temperature diperoleh temperatur rata-rata biji kakao dalam silinder adalah 60 0C,sementara temperature material masuk adalah 30 0C, atau dT = (60 – 30) 0C. Jadi dT = 30 0C. Jumlahkalor yang diserap untuk pengering biji coklat dihitung dengan persamaan,
Qout = ṁair × Cpa × dT + mkk x Cpc x dT= (0,3 kg × 4,2 kJ/kg oC × 30 oC) + (4.6 kg × 8,2 kJ/kg oC × 30 oC )= (37,8 + 1131,6) kJ 1169,4 kJ
Efisiensi sistim (ղ) adalah:
(ղ) = × 100 %
= (1169,4/2766)× 100 % => 42,3 %
Perhitungan efisiensi ini dibatasi pada perhitungan energi penggunaan bahan bakar gas elpiji yangdigunakan sebagai bahan bakar pada proses pengeringan.Tabel 2, memperlihatkan perbandingn kinerja mesin pengering kontinyu sebelum dan sesudah redesain.Terdapat peningkatan yang cukup signifikan pada pencapaian kadar air terendah yakni dari 9 % turunmenjadi 7 %. Pengurungan kadar air (moisture) persiklus (terjadi pada siklus awal) dapat mencapai sampaidengan 18 %, sementara sebelum redesain penurunan kadar air 8%. Demikian juga jumlah biji kakao yangpecah turun drastis dari sebelumnya 50 % menjadi hanya 8 %.
Tabel 2. Perbandingan Data Sebelum modifikasi dan Sesudah modifikasi
ParameterPerbandingan Desain Awal Sesudah Modifikasi
Penurunan Kadar Air Terendah (%) 9 7
Kapasitas pengering maks (kg/jam) 60 70

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.25-30) 978-602-60766-3-2
30
Efisiensi penggunaan energi (%) 14 42.3
Δ Kadar Air (%) 8 18
Rata-rata biji kakao pecah (%) 50 8
4. KESIMPULANSetelah uji eksperimen dilakukan sebagai usaha optimalisasi kinerja mesin dengan cara redesain
mesin pengering type kontinyu, maka disimpulkan beberapa hal sebagai berikut:- Redesain prototipe mesin pengering sistim kontinyu dengan modifikasi beberapa komponen
menghasilkan kinerja yang lebih baik, terutama dalam hal pencapaian target pengeringan sesuaidengan standar ekspor.
- Untuk mempertahankan kapasitas yang optimum maka putaran poros screw yang sesuai adalah padaputaran 15 rpm, sementara untuk putara poros screw 7,5 rpm akan menurunkan kapasitas pengeringcukup signifikan namun penurunan kadar air lebih besar persiklus.
- Mesin pengering sistim kontinyu ini dapat juga dikembangkan untuk mengeringkan material hasilpertanian lainnya seperti jagung, kopi dan buah mente.
5. DAFTAR PUSTAKA
Balai Pengkajian Teknologi Pertanian Lampung. 2014. Kualitas Kakao, Askindo Provinsi Lampung.Coskun C., Bayraktar M., Oktay Z., Dincer I., 2009, Energy and Exergy Analyses of an Industrial Wood Cips Drying
Process, Int Journal Low-Carbon Tech (2009) 4 (4): 224-229.Dumadi S. R. 2016. The Moisture Content Increase of Dried Cocoa Beans During Storage at Room Temperature,
Journal JITE Vol. 1 No. 12 Edisi Februari: 45-54.Keey, R.B.1978. Introduction to Industrial Drying Operations,1st ed., Pergamon Press(chap 2). New York, USAKessler, H.G.2012. Food Engineering and Dairy Technology. Kessler. Corp.(chaps.8–10) Germany.Mujamdar Arun. 2016. The Handbook of Industrial Drying.Taylor & Francis Group.USAVan Boxtel, 2013, Processing and Drying of Foods, Vegetables and Fruits, Journal of Drying Technology, Vol 25.Williams-Gardner., A., Industrial Drying, Leonard Hill (chaps. 2–4). London, UK.Weast, R.C., CRC Handbook of Physics and Chemistry. CRC Press (Section D, 53th. ed) .Cleveland, USA.
6. UCAPAN TERIMA KASIH.
Kami sangat menghargai dan berterima kasih kepada pihak Ristek Dikti dan Inistitusi Politeknik NegeriUjung Pandang yang memberi dukungan pendanaan untuk penelitian ini. Terima kasih juga kepada, RustamEffendi, Mufty, Fajri Alihar, Edi Setiawan dan Malinda yang banyak membantu dalam proses kegiatanpenelitian ini.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.31-34) 978-602-60766-3-2
31
ANALISI KEKUATAN MEKANIK ANTARA KOMPOSIT HYBRID SERAT KENAF-GELAS DENGAN TRIPLEKS UNTUK APLIKASI PLAFON RUMAH
Ahmad1), Mardiana Amir2)
1)Dosen jurusan Teknik Mesin Politeknik Negeri Ujung pandang makassar2)Dosen jurusan Teknik Sipil Politeknik Negeri Ujung pandang makassar
ABSTRACT
Today there has been much increased interest in the use of composites by using natural fibers because the consciousconsumer environment to preserve nature. In this research used kenaf fiber mixed with glass fiber for material of civilstructure that is house ceiling material like plywood. The main objective of this research is to develop composite blendof polyester reinforced polyester fiber into home ceiling material by using composite sheeting. In this research has usedthe composition of fiber kenaf glass in the form of a mat with a ratio of 65:35 (based on weight/m2). Prior to composite,kenaf fibers were immersed with water with 6% sodium hydroxide (NaOH) dissolved for 3 hours using a mercerizationmethod in order to remove lignin and oil contained in kenaf fibers. Prior to the mechanical testing of the compositeblend of kenaf-glass fiber is first tested physics by giving a heating temperature of 40oC and immersed in rain water upto 15 days. Testing of flexure test and impact test of each with ASTM D790 and ASTM D 6110 standards. As acomparison in this test is also used plywood for physical tests and mechanical tests. The results obtained that thecomposite hybrid material kenaf glass and triplex before soaked visible mechanical strength hybrid composite kenafglass better than plywood. However, after immersed and heating, it is generally seen that the material will decrease themechanical strength of the material either by flexure test or by impact test.
Keywords: composite, flexure test, glass fiber, impact test, kenaf, plywood.
1. PENDAHULUANDewasa ini telah banyak peningkatan minat dalam penggunaan komposit dengan menggunakan serat
alam karena lingkungan konsumen sadar untuk melestarikan alam (Harera-Franco Jp, dkk, 2005). Kompositcampuran telah terbukti menciptakan keseimbangan efek dalam serat tergabung dalam material komposit.Kombinasi bahan serat alami yang terbarukan dan sintetis muncul menjadi bahan struktural yang luar biasadan berlimpah untuk penggantian serat tidak terbarukan seperti serat sintetis yang harganya mahal (SilvaRVD dkk, 2008). Kekuatan serat alami biasanya sangat terbatas dan untuk meningkatkannya dilakukandengan menggunakan teknik modifikasi kimia (Kabir MM dkk, 2012). Penggunaan lignoselulosa baik dalambidang pertanian ataupun libah sebagai pengisi dan penguat dalam komposit hibrida telah menunjukkansesuatu efek yang menjanjikan pada peningkatan sifat mekanik komposit (Harnnecker F dkk, 2012).
Dalam penelitian ini, peneliti mencoba menerapkan material komposit campuran antara serat kenaf danserat gelas (glass) untuk penggunaan dibidang bangunan sipil yaitu untuk plafon rumah.
2. METODE PENELITIANBahan spesimen yang digunakan dalam penelitian ini adalah komposit hybrid serat kenaf dengan serat
kaca dan bahan tripleks yang biasa digunakan untuk membuat plafon. Baik serat kenaf maupun serat gelasterbuat dalam bentuk lembaran (gambar 1).
(a) (b) (c)Gambar 1. (a) Lembaran Serat gelas, (b) lembaran serat kenaf, (c) lembaran tripleks
Tebal spesimen setelah dibentuk menjadi komposit adalah maksimal 7 mm. Serat kenaf yang digunakanmempunyai dimensi berat permeter persegi : 650 gram/m2. Sedangkan serat kaca yang merupakan Chopped
1 Korespondensi penulis : Ahmad, Telp. 082291995575, [email protected]

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.31-34) 978-602-60766-3-2
32
Strand Mat (CSM) mempunyai berat per meter persegi : 350 g/m2. Kedua serat tersebut disatukan denganmenggunakan poliester resin. Dalam pembuatan komposit campuran serat kenaf dan kaca menggunakanmetode hand lay up dan press moulding. Sebelum serat kenaf dicampurkan lapisan serat gelas, terlebihdahulu dilakukan proses perendaman dalam air dengan kandungan 6% natrium hidroksida (NaOH). Seratkenaf direndam selama 3 jam menggunakan metode merserisasi dengan tujuan menghilangkan lignin danminyak yang terdapat pada serat kenaf. Setelah 3 jam kemudian kenaf dikeringkan sampai benar-benarkering. Jumlah spesimen yang dibuat masing-masing 5 untuk setiap pengujian.
Peralatan-peralatan digunakan dalam penelitian ini mencakup peralatan yang digunakan untuk pengujianlentur dengan standar ASTM D790 (ASTM, 2010), pengujian impak dengan standar ASTM D6110 (ASTM,2010), pengujian pemanasan dan penyerapan air dengan standar ASTM D570 (ASTM D570, 2010) sertapengujian morfologi berupa Scanning Electron Microscopy (SEM). Pengujian penyerapan air danpenyerapan panas dilakukan untuk mengetahui seberapa besar penyerapan air dan panas yang terjadi jikabahan plafon direndam dalam air hujan. Air hujan yang digunakan sebagai media perendaman adalah airhujan yang memiliki PH 5. Waktu perendaman divariasikan mulai 5 hari, 10 hari dan 15 hari.
3. HASIL DAN PEMBAHASAN Pengujian Kekuatan Lentur
Pengujian kekuatan lentur dilakukan selama 15 hari. Dalam pelaksanaanya setiap 5 hari dilakukanpengujian lentur sebanyak 5 spesimen. Sebelum spesimen diberi perlakuan baik perendaman air maupunpemanasan dalam tungku pemansan sampai 40oC, terlebih dahulu dilakukan pengujian lentur untuk spesimennormal tanpa perendaman ataupun pemanasan dalam tungku. Perlakuan yang diberikan untuk semuaspesimen diberikan interval waktu masing-masing 5 hari sampai 15 hari.
Dari hasil pengujian diperoleh data seperti yang terlihat pada grafik dibawah ini.
Gambar 2. Grafik hubungan antara kekuatan lentur vs lama perendaman air dan pemanasanDari grafik terlihat bahwa semakin lama perendaman kekuatan mekanik berupa kekuatan lentur semakin
menurun baik yang mengalami pemanasan maupun yang mengalami perendaman air hujan. Ini berlaku untukkedua jenis bahan. Hal ini disebabkan karena ketika spesimen direndam air ataupun dipanaskan terjadikeusakan pada permukaanseperti retak mikro akibatnya terjadi kekosongan antar serat yang menyebabkanair ataupun panas dengan mudah masuk kedalam bagian bahan sampai ketahap homogen (Maron, 1985),
Dari grafik pada Gambar 2 di atas terlihat juga bahwa kekuatan lentur dari komposit hybrid serat kenaf-kaca lebih besar dibandingkan dengan tripleks, hal ini disebabkan karena ikatan molekul yang terjadi padakomposit antara polimer dengan capuran serat kenaf dan kaca sangat kuat dibandingkan dengan ikatan seratalami. Terlebih setelah direndam dalam air terjadi ikatan yang sangat kuat antara gugus OH dalam air denganserat alami sehingga menyebabkan tripleks menjadi sangat rapuh (Michael dkk, 2013) Pengujian Kekuatan Impak
Dalam penelitian ini juga dilakukan pengujian kekuatan impak karena penggunaan bahan lembaran baikkomposit hybrid kenaf kaca maupun tripleks akan digunakan sebagai plafon rumah. Biasanya ketikadigunakan pada plafon rumah selain menerima beban lentur juga terkadang menerima beban secara tiba-tiba.Jumlah dan jenis perlakuan pada pengujian ini sama dengan pada pengujian kekuatan lentur.
Dari hasil pengujian diperoleh data seperti yang terlihat pada grafik dibawah ini.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.31-34) 978-602-60766-3-2
33
Gambar 3. Grafik hubungan antara kekuatan impak vs lama perendaman air dan pemanasanDari grafik terlihat bahwa semakin lama perendaman kekuatan mekanik berupa kekuatan impak semakin
menurun baik yang mengalami pemanasan maupun yang mengalami perendaman air hujan seperti yangterjadi pada pengujian kekuatan lentur. Ini berlaku untuk kedua jenis bahan. Hal ini disebabkan karena ketikaspesimen direndam air ataupun dipanaskan terjadi keusakan pada permukaanseperti retak mikro akibatnyaterjadi kekosongan antar serat yang menyebabkan air ataupun panas dengan mudah masuk kedalam bagianbahan sampai ketahap homogen (Maron, 1985).
Terlihat dalam Gambar 3 kekuatan impak komposit hybrid kenaf kaca lebih kuat dibandingkan dengankekuatan impak tripleks. Hal ini disebabkan karena , hal ini disebabkan karena ikatan molekul yang terjadipada komposit antara polimer dengan capuran serat kenaf dan kaca sangat kuat dibandingkan dengan ikatanserat alami seperti tripleks. Terlebih setelah dilakukan perendaman dan pemanasan. Pengujian Morfologi
Selain pengujian mekanik yakni pengujian kekuatan lentur dan impak, dalam penelitian ini dilakukanpengujian morfologi dengan menggunakan SEM. Pada pengujian ini perlakuan yang dilakukan terhadapspesimen uji SEM sama yang dilakukan pada pengujian mekanik. Dalam pengujian ini terlihat perubahanstruktur permukaan spesimen setelah direndam dan setelah dilakukan pemanasan selama 15 hari. Dari hasilpengamatan terlihat untuk spesimen komposit hybrid kenaf kaca sebelum direndam terlihat jelas dan utuhseratnya (Gambar 4a). Setelah mengalami perendaman dalam air hujan sampai 15 hari terlihat perubahanyang agak signifikan ditandai dengan gambar yang agak kabur karena lignin yang masih ada menempel padaserat berserakan menutupi serat-serat kasar yang membengkak karena pengaruh perendaman gambar 4b).Pembengkakan serat diakibatkan oleh karena air yang masuk kedalam serat mengisi pori pori serat. Hal inilahyang menyebabkan kekuatan mekanik berkurang yang sebanding dengan bertambah beratnya bahankomposit setelah direndam. Demikian juga pada Gambar 4c dimana spesimen bahan komposit hybrid seratkenaf kaca terlihat serat lebih jelas dibandingkan dengan yang telah direndam. Dalam air. Lebih jelasnyaserat terlihat pada gambar tersebut akibat pengaruh pemanasan. Pemanasan menyebabkan lapisan lignin yangtersisa semakin menempel pada serat namun keliatan serat menjadi menyusut. Akibat menyusutnya serattersebut menyebakan menurunkan berat spesimen bahan komposit hybrid kaca. Akibatnya kekuatan mekanikjuga menurun akibat rapuhnya bahan yang telah dipanaskan.
a. Sebelum perendaman b. Setelah perendaman c. Setelah pemanasan
Gambar 4. Foto hasil SEM untuk spesimen komposit hybrid kenaf kaca sebelum dan setelah perlakuan
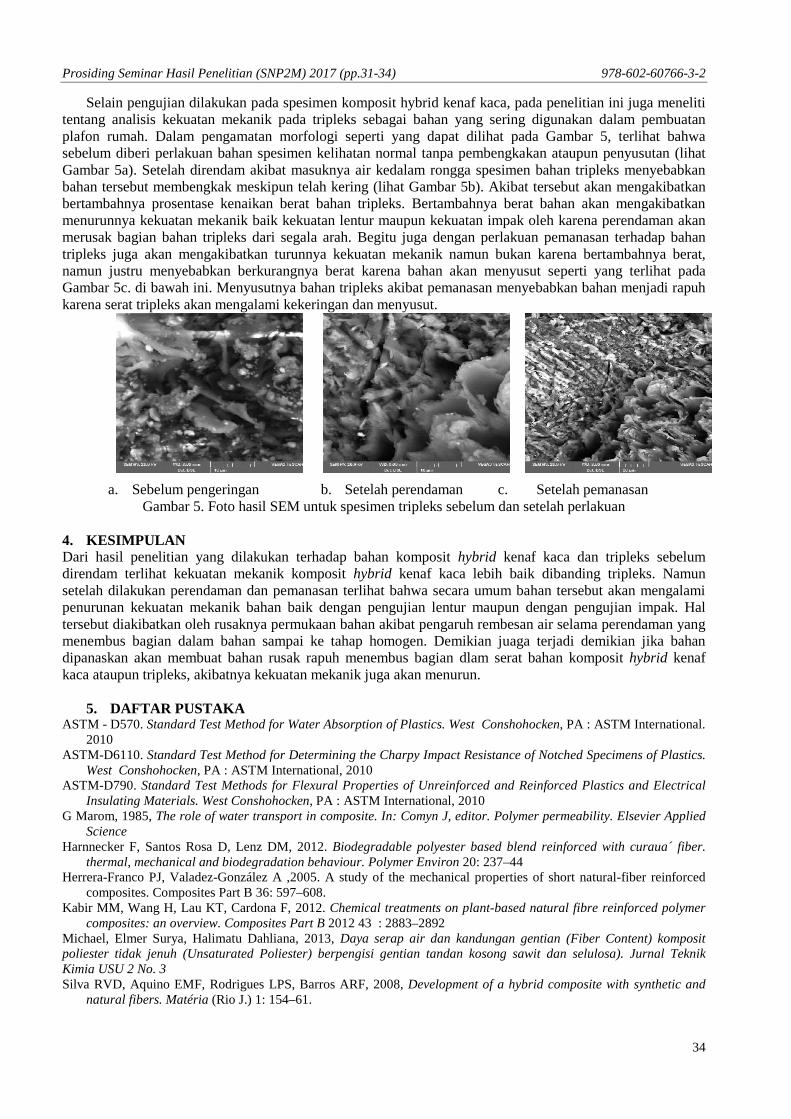
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.31-34) 978-602-60766-3-2
34
Selain pengujian dilakukan pada spesimen komposit hybrid kenaf kaca, pada penelitian ini juga menelititentang analisis kekuatan mekanik pada tripleks sebagai bahan yang sering digunakan dalam pembuatanplafon rumah. Dalam pengamatan morfologi seperti yang dapat dilihat pada Gambar 5, terlihat bahwasebelum diberi perlakuan bahan spesimen kelihatan normal tanpa pembengkakan ataupun penyusutan (lihatGambar 5a). Setelah direndam akibat masuknya air kedalam rongga spesimen bahan tripleks menyebabkanbahan tersebut membengkak meskipun telah kering (lihat Gambar 5b). Akibat tersebut akan mengakibatkanbertambahnya prosentase kenaikan berat bahan tripleks. Bertambahnya berat bahan akan mengakibatkanmenurunnya kekuatan mekanik baik kekuatan lentur maupun kekuatan impak oleh karena perendaman akanmerusak bagian bahan tripleks dari segala arah. Begitu juga dengan perlakuan pemanasan terhadap bahantripleks juga akan mengakibatkan turunnya kekuatan mekanik namun bukan karena bertambahnya berat,namun justru menyebabkan berkurangnya berat karena bahan akan menyusut seperti yang terlihat padaGambar 5c. di bawah ini. Menyusutnya bahan tripleks akibat pemanasan menyebabkan bahan menjadi rapuhkarena serat tripleks akan mengalami kekeringan dan menyusut.
a. Sebelum pengeringan b. Setelah perendaman c. Setelah pemanasanGambar 5. Foto hasil SEM untuk spesimen tripleks sebelum dan setelah perlakuan
4. KESIMPULANDari hasil penelitian yang dilakukan terhadap bahan komposit hybrid kenaf kaca dan tripleks sebelumdirendam terlihat kekuatan mekanik komposit hybrid kenaf kaca lebih baik dibanding tripleks. Namunsetelah dilakukan perendaman dan pemanasan terlihat bahwa secara umum bahan tersebut akan mengalamipenurunan kekuatan mekanik bahan baik dengan pengujian lentur maupun dengan pengujian impak. Haltersebut diakibatkan oleh rusaknya permukaan bahan akibat pengaruh rembesan air selama perendaman yangmenembus bagian dalam bahan sampai ke tahap homogen. Demikian juaga terjadi demikian jika bahandipanaskan akan membuat bahan rusak rapuh menembus bagian dlam serat bahan komposit hybrid kenafkaca ataupun tripleks, akibatnya kekuatan mekanik juga akan menurun.
5. DAFTAR PUSTAKAASTM - D570. Standard Test Method for Water Absorption of Plastics. West Conshohocken, PA : ASTM International.
2010ASTM-D6110. Standard Test Method for Determining the Charpy Impact Resistance of Notched Specimens of Plastics.
West Conshohocken, PA : ASTM International, 2010ASTM-D790. Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical
Insulating Materials. West Conshohocken, PA : ASTM International, 2010G Marom, 1985, The role of water transport in composite. In: Comyn J, editor. Polymer permeability. Elsevier Applied
ScienceHarnnecker F, Santos Rosa D, Lenz DM, 2012. Biodegradable polyester based blend reinforced with curaua´ fiber.
thermal, mechanical and biodegradation behaviour. Polymer Environ 20: 237–44Herrera-Franco PJ, Valadez-González A ,2005. A study of the mechanical properties of short natural-fiber reinforced
composites. Composites Part B 36: 597–608.Kabir MM, Wang H, Lau KT, Cardona F, 2012. Chemical treatments on plant-based natural fibre reinforced polymer
composites: an overview. Composites Part B 2012 43 : 2883–2892Michael, Elmer Surya, Halimatu Dahliana, 2013, Daya serap air dan kandungan gentian (Fiber Content) kompositpoliester tidak jenuh (Unsaturated Poliester) berpengisi gentian tandan kosong sawit dan selulosa). Jurnal TeknikKimia USU 2 No. 3Silva RVD, Aquino EMF, Rodrigues LPS, Barros ARF, 2008, Development of a hybrid composite with synthetic and
natural fibers. Matéria (Rio J.) 1: 154–61.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.35-40) 978-602-60766-3-2
35
OPTIMASI KUALITAS HASIL PENGELASAN FRICTION STIR WELDING (FSW)SAMBUNGAN SIMILAR PADUAN ALUMINIUM AA 6061
Muhammad Arsyad Suyuti1), Tri Agus Susanto2)
1,2)Dosen Jurusan Teknik Mesin Politeknik Negeri Ujung Pandang, Makassar
ABSTRACT
Friction Stir Welding (FSW) is a technique of material connection in solid state conditions and is widely used toconnect aluminum alloys in aerospace, shipping, automotive, defense and more applications in other sector. FSWwelding results can produce better mechanical properties in the welding zone compared to other conventionalwelding techniques. FSW experiments were conducted using a vertical milling machine with AA 6061 alloymaterial. The main objective of this study was to determine the optimum operating conditions in the FSW butt jointsof aluminum alloy material AA 6061. Rotation speed and welding speed were taken as process parameters. Analysisof variance (ANOVA) through software design of expert is used to reveal the effect of different welding parameterson ultimate tensile strength and hardness to obtain optimum parameters. The optimum result is predicted that theultimate tensile strength can be reached 192.129 MPa and the hardness value is 66.818 HB
Keywords: Optimization, Friction Stir Welding, Aluminium AA 6061, Tensile Strength, Hardness.
1. PENDAHULUANProses pengelasan tradisional seperti las listrik dan las oksigen tidak terlalu cocok untuk
pengelasan bahan bahan logam yang lunak. Friction Stir Welding (FSW) merupakan teknik terbaik untukkebutuhan pengelasan bahan yang lunak seperti Al, Ti, dan Steel dll . FSW adalah proses pengelasanyang terjadi pada kondisi padat (solid state welding) dimana sumber energi panas pengelasannya adalahgesekan (Pamungkas dkk, 2012). Teknologi pengelasan FSW ini sangat ramah lingkungan. Friction stirwelding ditemukan oleh The Welding Institute (TWI) di Inggris pada tahun 1991. Teknik fabrikasi ini jugamemainkan peran penting di NASA dan Industri Pesawat Terbang lainnya (Nandan et al., 2009).Metode FSW banyak dilakukan dengan menggunakan mesin perkakas khususnya pada mesin frais baikyang konvensional maupun CNC (computer numerical control), namun pengelasan FSW pada umumdilakukan dengan mesin frais vertikal. Karena proses pengelasan FSW dilakukan pada mesin perkakasfrais sehingga terdapat beberapa parameter permesinan yang sangat berpengaruh terhadap sifat mekanishasil pengelasan (Indra R.M., 2011).
Pada metode pengelasan FSW untuk pengelasan polymer HPDE putaran tool dan feed rateberpengaruh signifikan pada sifat-sifat mekanis hasil pengelasan (Adil Shaikh, 2010). Sedangkan menurutHaqqi dan Dony S. (2012) mengatakan bahwa terdapat beberapa parameter pada pengelasan FSW antaralain: kecepatan putar, kemiringan tool, feed rate, geometri dan dimensi pin, geometri dan dimensishoulder, material tool, dll (Haqqi dan Dony Setyawan, 2012). Selain itu pada penyambungan aluminiumalloy H20 yang berpengaruh signifikan terhadap sifat mekanis hasil pengelasan yaitu variasi geometri tool(Omid A. Zargar, 2014). Dari beberapa penelitian yang telah disebutkan diatas diketahui bahwa putarantool, feed rate, dan bentuk pin tool, dimensi shoulder, material tool sangat berpengaruh terhadap sifatmekanis hasil pengelasan FSW. Dengan demikian untuk mendapatkan sifat mekanis yang diinginkanpenting untuk memiliki kontrol atas parameter proses yang relevan dengan kualitas dasar pengelasan.Response surface methodology (RSM) dengan menggunakan software design of expert (DoF) merupakansalah satu metode sangat membantu dalam optimasi dengan mengembangkan pendekatan kesesuaianhubungan antara variabel independen dan variabel respon untuk mendapatkan sambungan yang baik.
2. METODE PENELITIAN
Dalam eksperimen ini menggunakan bahan aluminium paduan AA 6061 ketebalan 5 mm,penyambungan dilakukan dengan metode pengelasan FSW pada mesin frais. Komposisi kimia dan sifatmekanik dari logam induk ditunjukkan pada tabel 1 dan 2.
1 Koresponding: Muhammad Arsyad Suyuti, 081341573347, [email protected]
Table 1. Komposisi kimia aluminum alloy 6061Al alloy Si Fe Cu Mn Mg Cr Zn Ti

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.35-40) 978-602-60766-3-2
36
Ukuran pelat logam induk (aluminium paduan AA 606) berdimensi 12mm×75mm×5mm.Pengelasan FSW ini dilakukan dengan menggunakan sambungan butt joint, dimana pelat logam induk AA6061 to AA 6061 dijepit secara sejajar pada meja mesin frais menggunakan fixtures seperti ditunjukkanpada gambar 1. Tool yang digunakan dirancang khusus untuk pengelasan FSW yang dibuat dari bajaperkakas AISI 1045 dengan dimensi diameter shoulder 22 mm, pin berbentuk segi tiga sama kaki denganukuran sisi-sisi 6 mm dan panjang pin 4,8 mm. Parameter mesin yang diambil dalam pengelasan FSW iniyaitu kecepatan putar dan kecepatan pengelasan dengan memilih nilai parametrik seperti ditunjukkanpada tabel 3 tentang desain matrik eksperimen. Spesimen uji tarik disiapkan sesuai dengan standar ASTME8. Gambar 1 berikut memperlihatkan proses pengelasan FSW.
Gambar 1. Proses pengelasan Friction Stir Welding (FSW)
Gambar 2. Proses pengujian sifat mekanis hasil pengelasan FSW
Tabel 3. Desain matriks dan nilai eksperimenEksp.No.
RotationalSpeed(rpm)
TransversalFeed Speed(mm/min)
Ultimate TensileStrength(Mpa)
BrinnelHardness
(HB)1 1300 45 204,52 56,602 1950 45 185,79 61,503 2850 45 170,10 62,304 1300 90 186,27 59,935 1950 90 176,30 69,07
6061 0.64 0.2 0.19 0.06 1,0 0.15 0,05 0,07
Table 2. Sifat mekanis logam induk proses FSWTensile strength
(MPa)Yield strength
(MPa)Elongation
(%)Brinnel Hardness
(HB)307.1 284 12.5 114
Mesin frais Pencekaman AA 6061
Tool segitiga
Proses las FSW Hasil lasan FSW
a). Uji tarik
b). Uji kekerasan HB

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.35-40) 978-602-60766-3-2
37
6 2850 90 158,20 69,307 1300 135 184,05 66,738 1950 135 150,02 68,539 2850 135 122,93 66,27
3. HASIL DAN PEMBAHASANModel matematika untuk sifat mekanis tensile strength dan hardness test
Model kuadratik yang dikembangkan untuk variabel respon parameter ultimate tensile strength(UTS) dan hardness, kemudian diuji dengan menggunakan analisis ANOVA. Hasilnya diberikan padatabel 4. Model yang diusulkan dievaluasi dengan Uji F ANOVA. Ringkasan yang sesuai menunjukkanbahwa model kuadrat yang dipasang secara statistik signifikan untuk menganalisis variabel respon.Koefisien determinasi R-Square (R2) menunjukkan goodness of fit untuk model. Hal ini jugamenunjukkan sedikit perbedaan antara data yang diprediksi dan aktual.
Table 4: Tabel ANOVA untuk response surface modelUltimate Tensile Strength Hardness Logam Las
R-squared 0,9513 0.4501Adj R-squared 0,9351 0.3716Pred R-Squared 0,8905 0.2020Adeq precision 21,337 4.1460
Ekspresi persamaan akhir matematis untuk tensile strength dan hardness ditunjukkan sebagai berikut:Persamaan tensile strength := 253,47246 – 0,020485 * Rotational speed – 0,49040 * Transverse Feeds SpeedPersamaan hardness:= 57.42593 + 0,078272 * Transverse Feeds Speed
Pengaruh parameter proses terhadap tensile strength (UTS) dan hardnessEstimasi respon surface 3D untuk UTS sambungan las FSW diilustrasikan pada gambar 3.
Respon surface menunjukkan bahwa ada perubahan UTS dimana masing-masing parameter FSWberpindah dari titik referensi, sedangkan parameter lainnya dipertahankan konstan pada nilai referensi.Hasil uji tarik menunjukkan bahwa UTS logam las lebih rendah dari logam induk pada semua sambunganlasan FSW. Kondisi kekasaran permukaan hasil pengelasan yang dihasilkan dari gesekan dipengaruhikecepatan putar dan kecepatan pengelasan. Parameter kecepatan rotasi (rotational speed) dan kecepatanpengelasan (transverse feeds speed) yang digunakan untuk membuat sambungan FSW menunjukkanbahwa peningkatan kecepatan putaran tool dan kecepatan pengelasan menghasilkan penurunan UTS darisambungan las FSW. Hal tersebut terjadi mungkin karena dari pengamatan visual tampak adanya cacatpermukaan hasil pengelasan berupa permukaan berongga panjang (surface tunnel) ataulubang/kekosongan (voids). Sedangkan pada kecepatan rotasi dan kecepatan pengelasan yang lebihrendah sampai kerendahan tertentu hasil pengamatan visual tampak bahwa cenderung lebih sedikit bahkankadang tidak terdapat sama sekali cacat permukaan baik cacat surface tunnel maupun voidssehingga berdampak pada kekuatan tarik yang lebih tinggi.Sedangkan estimasi respon surface 3D untuk hardness sambungan las FSW ini diilustrasikan padaGambar 4. Respon surface juga menunjukkan bahwa terdapat perubahan kekerasan (hardness) danmasing-masing parameter FSW juga berpindah dari titik referensi. Kekerasan logam las lebih rendah darikekerasan logam induk. Kekerasan konstan pada setiap kecepatan rotasi (rotational speed), namunkekerasan meningkat dengan bertambahnya kecepatan pengelasan (transverse feeds speed). Hal inimemiliki kesamaan dengan yang diungkapkan Divya D. D. bahwa kecepatan putaran menghasilkan panasgesekan yang diperlukan untuk pengisian material dan juga mempengaruhi pencampuran yang tepat darisambungan pengelasan aluminium paduan. Hasil lasan dengan putaran rendah menghasilkan yangmenghasilkan kecepatan rendah memiliki sifat mekanik yang baik daripada lasan yang menghasilkankecepatan lebih tinggi.
Pendekatan Desirability (Desirability Approach)Ada banyak teknik statistik yang dapat digunakan untuk memecahkan permasalahan yang
memiliki banyak respon. Metode desirability merupakan salah satu metode yang direkomendasikan untuk

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.35-40) 978-602-60766-3-2
38
memecahkan masalah yang mempunyai banyak respon karena sederhana, fleksibilitas dan tersedia dalambentuk perangkat lunak. Metode ini mengubah nilai multi respon menjadi ukuran kinerja tak berdimensiyang juga disebut overall desirability function dengan jarak antara 0 sampai 1. Hasil optimal yangdiprediksi dari teknik di atas adalah kekuatan tarik maksimum 192,129 MPa dan Nilai kekerasan sebesar66,818 HB. Pada bagian optimasi ini design of expert software memberikan nilai kombinasi desirabilitysebesar 0,68.
Gambar 3. Memperlihatkan kountur 3D untuk kekuatan tarik (tensile strength)
Gambar 4. Memperlihatkan kountur 3D untuk kekerasan (hardness)
Gambar 5. Memperlihatkan kountur 3D untuk desirabilityOptimasi
Hasil optimasi grafis pada gambar 6. adalah plot overlay, jenis plot ini sangat praktis untukpenggunaan teknis yang cepat di bengkel untuk memilih nilai parameter pengelasan yang akan mencapainilai respon tertentu untuk jenis material ini. Daerah yang dihias warna kuning pada plot overlay padagambar 6 adalah daerah yang memenuhi kriteria yang diajukan.
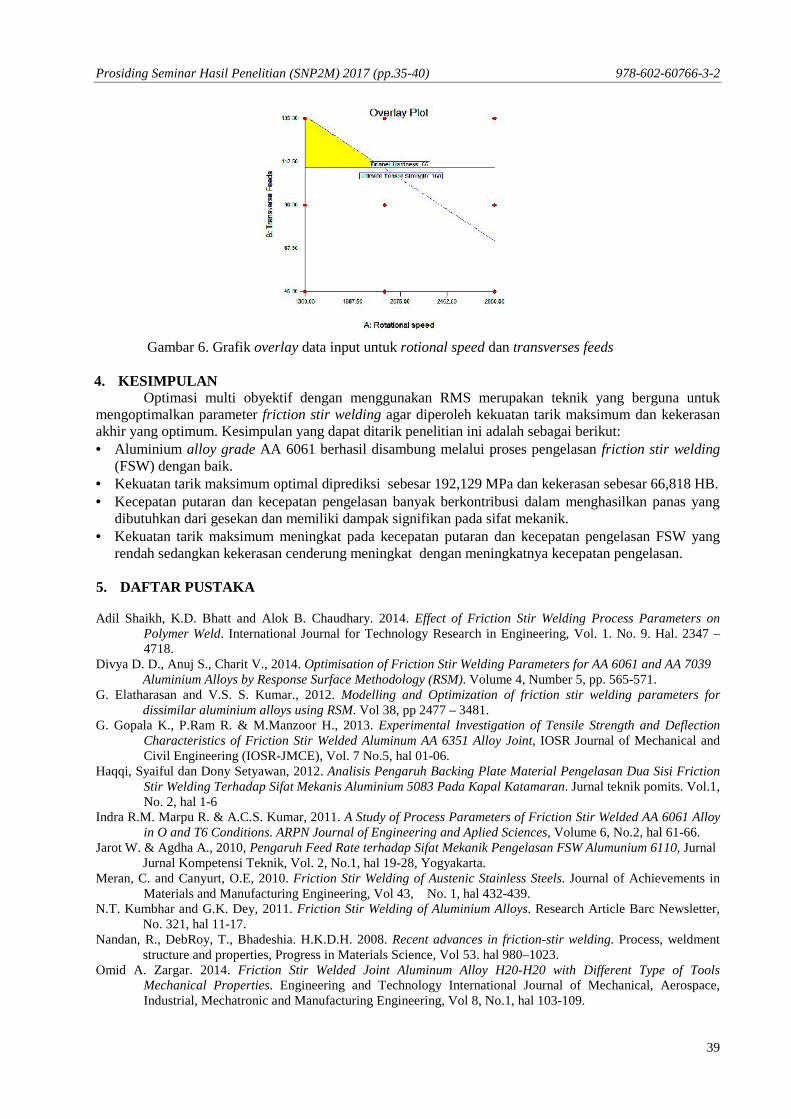
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.35-40) 978-602-60766-3-2
39
Gambar 6. Grafik overlay data input untuk rotional speed dan transverses feeds
4. KESIMPULANOptimasi multi obyektif dengan menggunakan RMS merupakan teknik yang berguna untuk
mengoptimalkan parameter friction stir welding agar diperoleh kekuatan tarik maksimum dan kekerasanakhir yang optimum. Kesimpulan yang dapat ditarik penelitian ini adalah sebagai berikut: Aluminium alloy grade AA 6061 berhasil disambung melalui proses pengelasan friction stir welding
(FSW) dengan baik. Kekuatan tarik maksimum optimal diprediksi sebesar 192,129 MPa dan kekerasan sebesar 66,818 HB. Kecepatan putaran dan kecepatan pengelasan banyak berkontribusi dalam menghasilkan panas yang
dibutuhkan dari gesekan dan memiliki dampak signifikan pada sifat mekanik. Kekuatan tarik maksimum meningkat pada kecepatan putaran dan kecepatan pengelasan FSW yang
rendah sedangkan kekerasan cenderung meningkat dengan meningkatnya kecepatan pengelasan.
5. DAFTAR PUSTAKA
Adil Shaikh, K.D. Bhatt and Alok B. Chaudhary. 2014. Effect of Friction Stir Welding Process Parameters onPolymer Weld. International Journal for Technology Research in Engineering, Vol. 1. No. 9. Hal. 2347 –4718.
Divya D. D., Anuj S., Charit V., 2014. Optimisation of Friction Stir Welding Parameters for AA 6061 and AA 7039Aluminium Alloys by Response Surface Methodology (RSM). Volume 4, Number 5, pp. 565-571.
G. Elatharasan and V.S. S. Kumar., 2012. Modelling and Optimization of friction stir welding parameters fordissimilar aluminium alloys using RSM. Vol 38, pp 2477 – 3481.
G. Gopala K., P.Ram R. & M.Manzoor H., 2013. Experimental Investigation of Tensile Strength and DeflectionCharacteristics of Friction Stir Welded Aluminum AA 6351 Alloy Joint, IOSR Journal of Mechanical andCivil Engineering (IOSR-JMCE), Vol. 7 No.5, hal 01-06.
Haqqi, Syaiful dan Dony Setyawan, 2012. Analisis Pengaruh Backing Plate Material Pengelasan Dua Sisi FrictionStir Welding Terhadap Sifat Mekanis Aluminium 5083 Pada Kapal Katamaran. Jurnal teknik pomits. Vol.1,No. 2, hal 1-6
Indra R.M. Marpu R. & A.C.S. Kumar, 2011. A Study of Process Parameters of Friction Stir Welded AA 6061 Alloyin O and T6 Conditions. ARPN Journal of Engineering and Aplied Sciences, Volume 6, No.2, hal 61-66.
Jarot W. & Agdha A., 2010, Pengaruh Feed Rate terhadap Sifat Mekanik Pengelasan FSW Alumunium 6110, JurnalJurnal Kompetensi Teknik, Vol. 2, No.1, hal 19-28, Yogyakarta.
Meran, C. and Canyurt, O.E, 2010. Friction Stir Welding of Austenic Stainless Steels. Journal of Achievements inMaterials and Manufacturing Engineering, Vol 43, No. 1, hal 432-439.
N.T. Kumbhar and G.K. Dey, 2011. Friction Stir Welding of Aluminium Alloys. Research Article Barc Newsletter,No. 321, hal 11-17.
Nandan, R., DebRoy, T., Bhadeshia. H.K.D.H. 2008. Recent advances in friction-stir welding. Process, weldmentstructure and properties, Progress in Materials Science, Vol 53. hal 980–1023.
Omid A. Zargar. 2014. Friction Stir Welded Joint Aluminum Alloy H20-H20 with Different Type of ToolsMechanical Properties. Engineering and Technology International Journal of Mechanical, Aerospace,Industrial, Mechatronic and Manufacturing Engineering, Vol 8, No.1, hal 103-109.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.35-40) 978-602-60766-3-2
40
Qasim M.D. & Bashar A.W., 2012. Experimental Study of Friction Stir Welding of 6061-T1 Alumunium Pipe.International Journal of Mechanical Engineering and Robotics Research, Jurnal Int. J. Mech. Eng. & Rob,Vol. 1, No. 3, hal 143-156.
Pamungkas, Angger Sudrajat F. dkk., 2012. Analisis Sifat Mekanis Hasil Pengelasan Aluminium AA 1100 DenganMetode Friction Stir Welding (FSW). Jurnal ROTOR, Vol. 5 No. 1, hal. 8 – 17.
Rusdi Nur, Muh Arsuad Suyuti, 2011. Mechanical properties on friction stir welding of Aluminium alloy 5052.ARPN Journal of Engineering and Applied Sciences, Vol 12, No. 17, hal 4445-4450.
S. Rajakumar and V. Balasubramanian, 2011. Multi-Response Optimization of Friction-Stir-Welded AA1100Aluminum Alloy Joints. Journal of Materials Engineering and Performance. Volume 21, No. 6, pp 809–822.
6. UCAPAN TERIMA KASIHPada kesempatan ini penulis dengan tulus mengucapkan terima kasih kepada: 1).
Kemenristekdikti atas dana rutin program penelitian dan pengabdian masyarakat tahun 2017 yang telahdiberikan. 2). Direktur dan Ketua UPPM Politeknik Negeri Ujung Pandang yang memberikankesempatan untuk mengikuti program penelitian fundamental ini. 3) Semua pihak yang terlibat dalampenelitian ini.
Semoga hasil penelitian ini dapat memenuhi tujuan yang diharapkan dan dirasakan manfaatnyaoleh masyarakat, khususnya bagi industri yang banyak melakukan penyambungan material aluminiumalloy. Akhirnya kepada Allah-lah kami serahkan semuanya, semoga segala aktivitas kita dinilai-Nyasebagai ibadah dan mendapatkan amal jariah dari-Nya. Amin !!!.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.41-46) 978-602-60766-3-2
41
PENGEMBANGAN DESAIN AERATOR TERAPUNG SISTEM PANEL SURYA
Musrady Mulyadi11), A.M Shiddiq Yunus2)
1),2) Dosen Jurusan Teknik Mesin Politeknik Negeri Ujung Pandang
ABSTRACT
Improvement of shrimp farming can be done by making aeration system in pond area. This aeration system is intendedas a tool for the addition of air in water while increasing oxygen levels with considerable volume. The influencingfactors in the aeration system is the regulation of flow direction and air velocity on the paddle wheel system, andmechanization of rotation settings on the paddle wheel, as well as the ability of the propulsion energy source. Byconsideration the economic factors and business in driving energy diversification, a paddle wheel aerator tool is utilizedsolar panels as an energy source. The paddle has the ability to produce oxygen levels and it is wiser in the utilization ofnatural energy. Floating aerator design with solar panels consists of electrical systems with charging patterns using solarpower plants, and mechanical systems that consider the frame structure of the solar panel holder based on the size andweight of the solar panels, the electric motor holder made sturdy and lightweight, and the ability to withstand vibrations.The tool feasibility test includes an aerator balance test under floating conditions taking into account the capacity of thebattery in aerator operation under paddle wheel load conditions and without constant spinning load and the paddle wheelblade is immersed in 7 cm depth water. The use of solar powered aerators has not been developed and is a novelty insolar panel applications on aerators. The solar-powered floating paddle wheel generator has a fittings structure with aunit that supports 300Wp solar module frame structure using a 48V / 350W BLDC electric motor as a paddle wheeldrive can work for 145 minutes until the battery state of charger (SoC) capacity reaches 58.7% during operation aerationof 110 cm and a height of 55 cm.
Keywords : aerators, solar panel, paddle wheel
1. PENDAHULUANAtase Perdagangan Kedutaan Besar Republik Indonesia untuk Amerika Serikat Ni Made Ayu
Marthini, menyatakan Indonesia mencetak rekor sebagai penguasa ekspor udang ke AS dengan nilai 93,5 jutadolar AS, atau mendominasi dengan menguasai pangsa pasar sebesar 22,7 persen.Tren permintaan AS untukproduk ikan yang semakin meningkat merupakan peluang bisnis bagi petani dan pengusaha udang nasional."Apalagi kita sedang berupaya untuk membangun sumber daya maritim sebagai sumber kekuatan ekonomiterbarukan,"kata Made.Kebutuhan pasar serta konsumsi ikan dan produk ikan di AS sangat tinggi.Berdasarkan US National Oceanic and Atmospheric Administration (NOAA) lebih dari 90 persen pasar ikandan produk ikan di AS diisi melalui impor. Pada 2014, total ekspor produk fish and seafood Indonesia ke ASmencapai 1,3 miliar dolar AS, sedangkan total ekspor produk udang mencapai sekitar 1,1 miliar dolarAS."Angka ini menjadikan Indonesia sebagai salah satu eksportir utama perikanan dan produk perikanan keAS, terutama produk udang" ujar Made menerangkan (Rep:rizkyjaramaya/Red:Damanhuri Zuhri,http://www.republika.co.id/berita/ekonomi/bisnis-global). Kemampuan peningkatan produktivitas budidayatambak yang intensif sangat dipengaruhi oleh kemampuan petani tambak dalam mengatasi terjadinyapenurunan kualitas air dalam hal ini masalah kelarutan oksigen yang rendah. Oksigen terlarut (DO)merupakan faktor yang sangat penting dalam budidaya ikan dan udang. Kekurangan oksigen terlarut dapatmembahayakan hewan air karena menyebabkan stress, mudah tertular penyakit, menghambat pertumbuhanbahkan dapat menyebabkan kematian sehingga produktivitas menjadi menurun (Kordi & Tacung, 2007).Nonot Triwaluyo Setjadi (2015) mengemukakan bahwa sistem aerator (kincir air) sangat dibutuhkan dalamtambak udang jenis vannamei karena jenis udang tersebut membutuhkan suplai oksigen yang cukup padatebaran udang dengan volume yang cukup banyak, akan tetapi petani tambak sering diperhadapkan padamasalah kincir air akibat beban listrik yang tinggi atau penggunaan bahan bakar minyak yang relatif mahalsehingga menimbulkan masalah ekonomi.
Faktor yang berpengaruh dalam sistem aerasi untuk meningkatkan produktivitas budidaya udangadalah pengaturan arah aliran dan kecepatan udara pada sistem paddle wheel dan mekanisasi pengaturanputaran pada paddle wheel serta kemampuan sumber energi penggerak. Dengan demikian diperlukan sistemaerasi untuk penambahan udara dalam air untuk meningkatkan kadar oksigen dengan volume yang cukup
1 Korespondensi penulis: Musrady Mulyadi, Telp 085399148487, [email protected]

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.41-46) 978-602-60766-3-2
42
banyak serta mempertimbangkan faktor ekonomis dan usaha untuk mendorong diversifikasi energi, yaitudengan menggunakan alat aerator paddle wheel menggunakan panel surya sebagai sumber energi yangmemiliki kemampuan untuk menghasilkan kadar oksigen dan lebih bijak dalam pemanfatan energi alam.
Aerasi adalah mekanisme penambahan sejumlah oksigen ke dalamnya air untuk menyediakan jumlahoksigen yang cukup. Aerasi adalah dilakukan dengan meningkatkan kontak air dan udara denganmenggunakan alat aerator. Salah satu jenis alat aerator yang banyak digunakan pada tambak adalah aeratorroda dayung (Laksitanonta 2003). Paddle wheel aerator ini dianggap sebagai alat aerator yang paling tepatkarena aerasi mekanisme dan daya dorong yang dapat digunakan luas (Romaire & Merry 2007).Aeratorpaddle wheel adalah metode aerasi yang paling banyak digunakan. Saat ini paddle wheel adalah aerator yangpaling efisien karena cara gabungannya dengan cepat decertifies sebuah kolam melalui sirkulasi air yang kuatdan aerasi dengan menyemprotkan air ke udara serta menyeret udara ke dalam air menciptakan areapermukaan air yang lebih luas.Boyd (1990 & 1998) dalam laporannya juga mejelaskan aerasi mekanismetode seperti paddle wheel lebih efisien dibandingkan metode aerator lainnya.Geometri, ukuran dankecepatan roda mempengaruhi kinerja aerasi (Peterson & Walker 2002; Moulick et al., 2002). Kincir dengandesain yang baik umumnya mempunyai diameter kincir kurang lebih 90 cm dengan susut triangular sebesar135o . Kedalaman kincir sekitar 10-15 cm dan kecepatannya sekitar 80-90 rpm. Aerator kincir membutuhkantenaga kira-kira sebesar 1 kW untuk setiap 50 cm panjang kincir dan kedalaman operasi. Untuk tenaga idealyang dibutuhkan yaitu sebesar 2-10 kW. Variasi kincir yang ada tidak terlalu banyak, sebagian menggunakankincir dengan bentuk segitiga dan sebagian yang lain menggunakan menyilang (Boyd, 1992).
Konstruksi geometri, ukuran dan putaran yang lebih tinggi cenderung memiliki aerasi yang lebihtinggi yang diikuti simulatif dengan kebutuhan daya yang lebih tinggi karena gaya drag yang lebih tinggi.Konstruksi tersebut menyebabkan meningkatnya biaya operasional termasuk sumber energi listrik dankonsumsi bahan bakar. Sistem energi terbarukan Photovoltaic (PV) menawarkan alternatif baru bagikonsumen mengenai bagaimana daya dapat disediakan. Sistem PV bereaksi terhadap cahaya denganmengubah sebagian energi radiasi menjadi listrik. Sel PV tidak memerlukan bahan bakar untuk beroperasi,tidak menghasilkan polusi, memerlukan sedikit perawatan, dan bersifat modular (Markvart, 1999; Marshall &Dimova-Malinovska, 2001). Keuntungan lain dari sistem PV meliputi: input energi surya tak terbatas, outputdaya yang andal, fleksibilitas dalam perakitan, dan pemasangan yang mudah (Boyd, 1997; Butler & Sinton,2004).
Sistem fotovoltaik (PV) tidak memerlukan bahan bakar untuk beroperasi, tidak menghasilkan polusisaat menghasilkan listrik, memerlukan sedikit perawatan dan modular yang memungkinkan berbagai aplikasitenaga surya. Aplikasi sistem fotovoltaik (PV) pada aerator adalah sebagai sumber energi listrik untukmenggerakkan motor listrik yang terhubung dengan poros paddle wheel. Sejauh ini, penggunaan aeratorbertenaga surya belum terlalu banyak dikembangkan dan hal baru dalam aplikasi panel surya pada aeratoradalah struktur aerator paddle wheel terapung bertenaga surya dengan unit lengkap yang mendukung strukturrangka modul surya dan paddle wheel dengan menggunakan motor listrik bldc sebagai penggerak paddlewheel.
2. METODE PENELITIANDesain aerator terapung panel surya terdiri dari sistem kelistrikan dan sistem mekanik. Perancangan
sistem kelistrikan meliputi perancangan kebutuhan kapasitas baterai dengan pola pengisian menggunakanpembangkit listrik tenaga surya dengan beban motor listrik bldc, dengan pertimbangkan penentuan daya perhari, kapasitas alat yang digunakan dan pengujian alat. Sistem kelistrikan panel surya sebagai sumber energilistrik untuk menggerakkan paddle whell terdiri dari panel surya dengan konstruksi rangka didudukkan padaperahu pelampung/ponton, baterai akumulator dan solar charger controller. Panel surya berfungsi untukmengubah radiasi matahari menjadi energi listrik melalui photovoltaic effect. Selanjunya listrik yangdihasilkan tersimpan pada baterai. Solar charger controller mengendalikan proses pengisian pada bateraipada kondisi aman. Desain mekanik dengan mempertimbangkan struktur rangka dudukan panel suryaberdasarkan ukuran dan berat panel surya, dudukan motor listrik dibuat kokoh dan ringan serta kemampuanuntuk menahan getaran dan dudukan poros penggerak paddle wheel menggunakan bantalan luncur tahankarat yang menjamin poros mampu memutar paddle wheel sesuai putaran yang rencanakan.Sistem transmisimekanik menggunakan transmisi rantai sebagai perpindahan daya dari motor listrik ke poros penggerak.
Sistem kelistrikan pengisian dengan menggunakan perangkat panel surya monocrystaline greentech150Wp x 2, solar charger controller MPPT (maximum power point tracking) esmart2-20A/30A/40A dengantingkat efisiensi ≥ 99,5%, baterai VRLA (Valve Regulated Lead Acid) 12V/50Ah dan motor listrik bldc
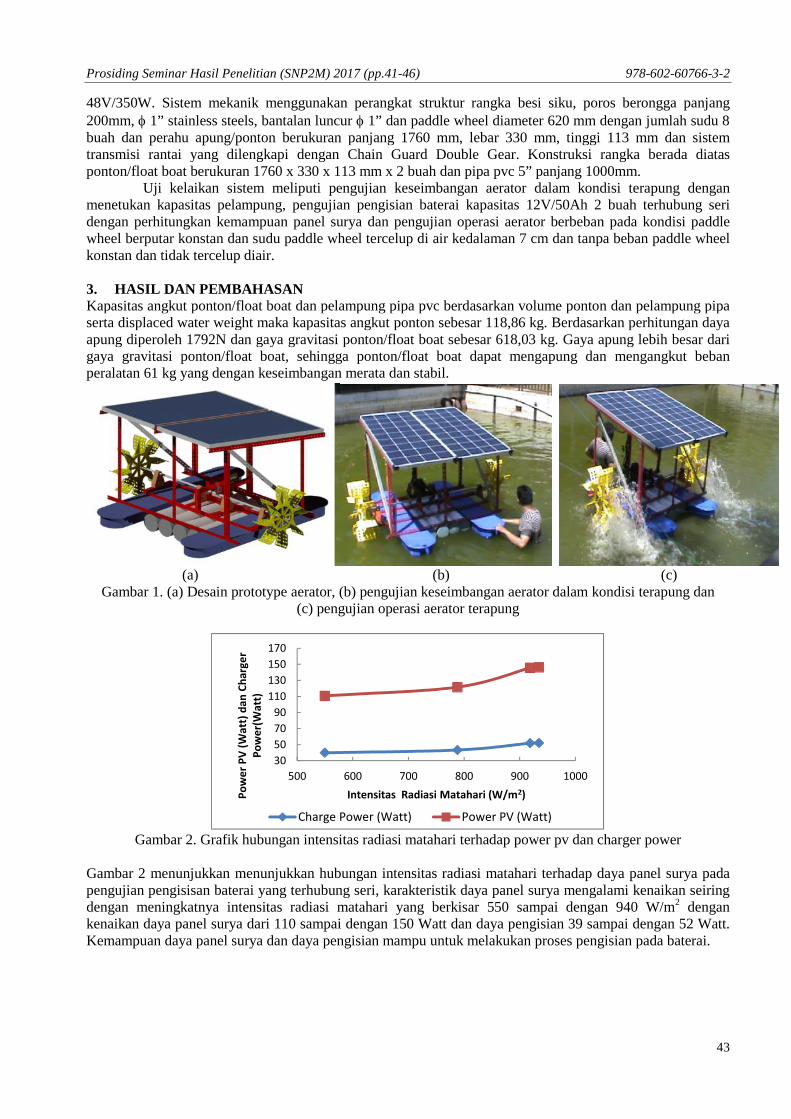
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.41-46) 978-602-60766-3-2
43
48V/350W. Sistem mekanik menggunakan perangkat struktur rangka besi siku, poros berongga panjang200mm, 1” stainless steels, bantalan luncur 1” dan paddle wheel diameter 620 mm dengan jumlah sudu 8buah dan perahu apung/ponton berukuran panjang 1760 mm, lebar 330 mm, tinggi 113 mm dan sistemtransmisi rantai yang dilengkapi dengan Chain Guard Double Gear. Konstruksi rangka berada diatasponton/float boat berukuran 1760 x 330 x 113 mm x 2 buah dan pipa pvc 5” panjang 1000mm.
Uji kelaikan sistem meliputi pengujian keseimbangan aerator dalam kondisi terapung denganmenetukan kapasitas pelampung, pengujian pengisian baterai kapasitas 12V/50Ah 2 buah terhubung seridengan perhitungkan kemampuan panel surya dan pengujian operasi aerator berbeban pada kondisi paddlewheel berputar konstan dan sudu paddle wheel tercelup di air kedalaman 7 cm dan tanpa beban paddle wheelkonstan dan tidak tercelup diair.
3. HASIL DAN PEMBAHASANKapasitas angkut ponton/float boat dan pelampung pipa pvc berdasarkan volume ponton dan pelampung pipaserta displaced water weight maka kapasitas angkut ponton sebesar 118,86 kg. Berdasarkan perhitungan dayaapung diperoleh 1792N dan gaya gravitasi ponton/float boat sebesar 618,03 kg. Gaya apung lebih besar darigaya gravitasi ponton/float boat, sehingga ponton/float boat dapat mengapung dan mengangkut bebanperalatan 61 kg yang dengan keseimbangan merata dan stabil.
(a) (b) (c)Gambar 1. (a) Desain prototype aerator, (b) pengujian keseimbangan aerator dalam kondisi terapung dan
(c) pengujian operasi aerator terapung
Gambar 2. Grafik hubungan intensitas radiasi matahari terhadap power pv dan charger power
Gambar 2 menunjukkan menunjukkan hubungan intensitas radiasi matahari terhadap daya panel surya padapengujian pengisisan baterai yang terhubung seri, karakteristik daya panel surya mengalami kenaikan seiringdengan meningkatnya intensitas radiasi matahari yang berkisar 550 sampai dengan 940 W/m2 dengankenaikan daya panel surya dari 110 sampai dengan 150 Watt dan daya pengisian 39 sampai dengan 52 Watt.Kemampuan daya panel surya dan daya pengisian mampu untuk melakukan proses pengisian pada baterai.
30507090
110130150170
500 600 700 800 900 1000
Pow
er P
V (W
att)
dan
Char
ger
Pow
er(W
att)
Intensitas Radiasi Matahari (W/m2)
Charge Power (Watt) Power PV (Watt)
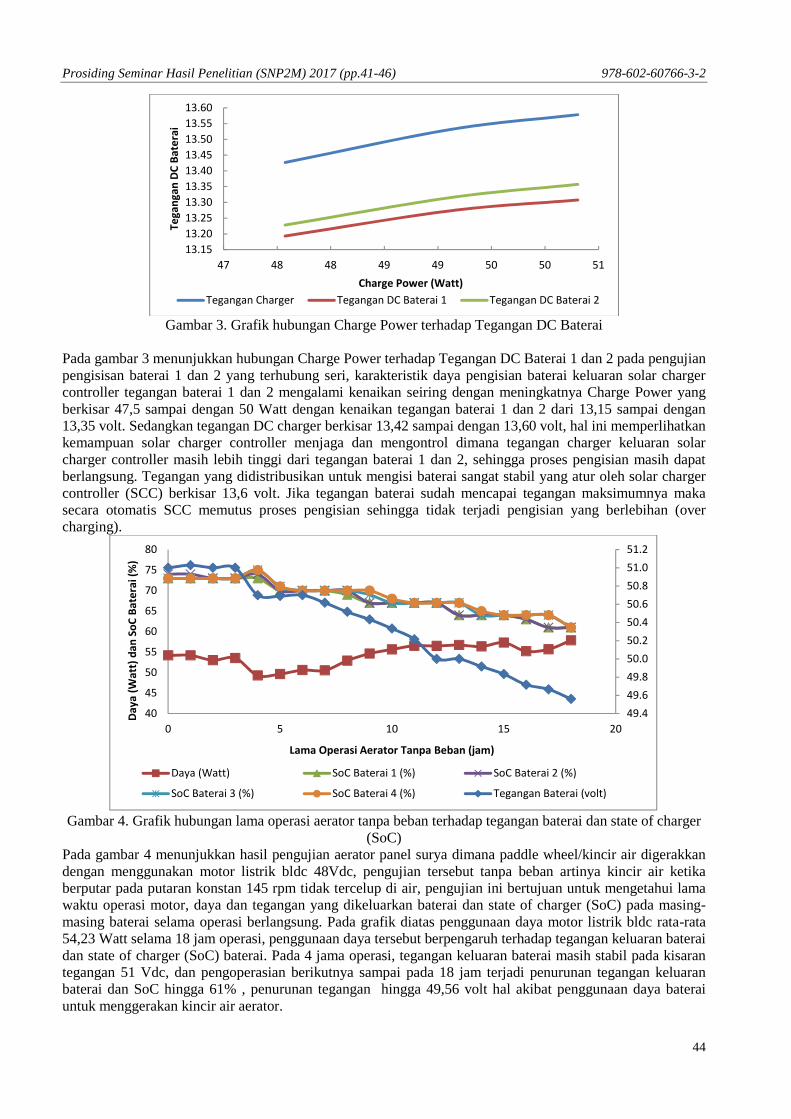
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.41-46) 978-602-60766-3-2
44
Gambar 3. Grafik hubungan Charge Power terhadap Tegangan DC Baterai
Pada gambar 3 menunjukkan hubungan Charge Power terhadap Tegangan DC Baterai 1 dan 2 pada pengujianpengisisan baterai 1 dan 2 yang terhubung seri, karakteristik daya pengisian baterai keluaran solar chargercontroller tegangan baterai 1 dan 2 mengalami kenaikan seiring dengan meningkatnya Charge Power yangberkisar 47,5 sampai dengan 50 Watt dengan kenaikan tegangan baterai 1 dan 2 dari 13,15 sampai dengan13,35 volt. Sedangkan tegangan DC charger berkisar 13,42 sampai dengan 13,60 volt, hal ini memperlihatkankemampuan solar charger controller menjaga dan mengontrol dimana tegangan charger keluaran solarcharger controller masih lebih tinggi dari tegangan baterai 1 dan 2, sehingga proses pengisian masih dapatberlangsung. Tegangan yang didistribusikan untuk mengisi baterai sangat stabil yang atur oleh solar chargercontroller (SCC) berkisar 13,6 volt. Jika tegangan baterai sudah mencapai tegangan maksimumnya makasecara otomatis SCC memutus proses pengisian sehingga tidak terjadi pengisian yang berlebihan (overcharging).
Gambar 4. Grafik hubungan lama operasi aerator tanpa beban terhadap tegangan baterai dan state of charger(SoC)
Pada gambar 4 menunjukkan hasil pengujian aerator panel surya dimana paddle wheel/kincir air digerakkandengan menggunakan motor listrik bldc 48Vdc, pengujian tersebut tanpa beban artinya kincir air ketikaberputar pada putaran konstan 145 rpm tidak tercelup di air, pengujian ini bertujuan untuk mengetahui lamawaktu operasi motor, daya dan tegangan yang dikeluarkan baterai dan state of charger (SoC) pada masing-masing baterai selama operasi berlangsung. Pada grafik diatas penggunaan daya motor listrik bldc rata-rata54,23 Watt selama 18 jam operasi, penggunaan daya tersebut berpengaruh terhadap tegangan keluaran bateraidan state of charger (SoC) baterai. Pada 4 jama operasi, tegangan keluaran baterai masih stabil pada kisarantegangan 51 Vdc, dan pengoperasian berikutnya sampai pada 18 jam terjadi penurunan tegangan keluaranbaterai dan SoC hingga 61% , penurunan tegangan hingga 49,56 volt hal akibat penggunaan daya bateraiuntuk menggerakan kincir air aerator.
13.1513.2013.2513.3013.3513.4013.4513.5013.5513.60
47 48 48 49 49 50 50 51
Tega
ngan
DC
Bate
rai
Charge Power (Watt)Tegangan Charger Tegangan DC Baterai 1 Tegangan DC Baterai 2
49.449.649.850.050.250.450.650.851.051.2
40
45
50
55
60
65
70
75
80
0 5 10 15 20
Daya
(Wat
t) da
n So
C Ba
tera
i (%
)
Lama Operasi Aerator Tanpa Beban (jam)
Daya (Watt) SoC Baterai 1 (%) SoC Baterai 2 (%)
SoC Baterai 3 (%) SoC Baterai 4 (%) Tegangan Baterai (volt)
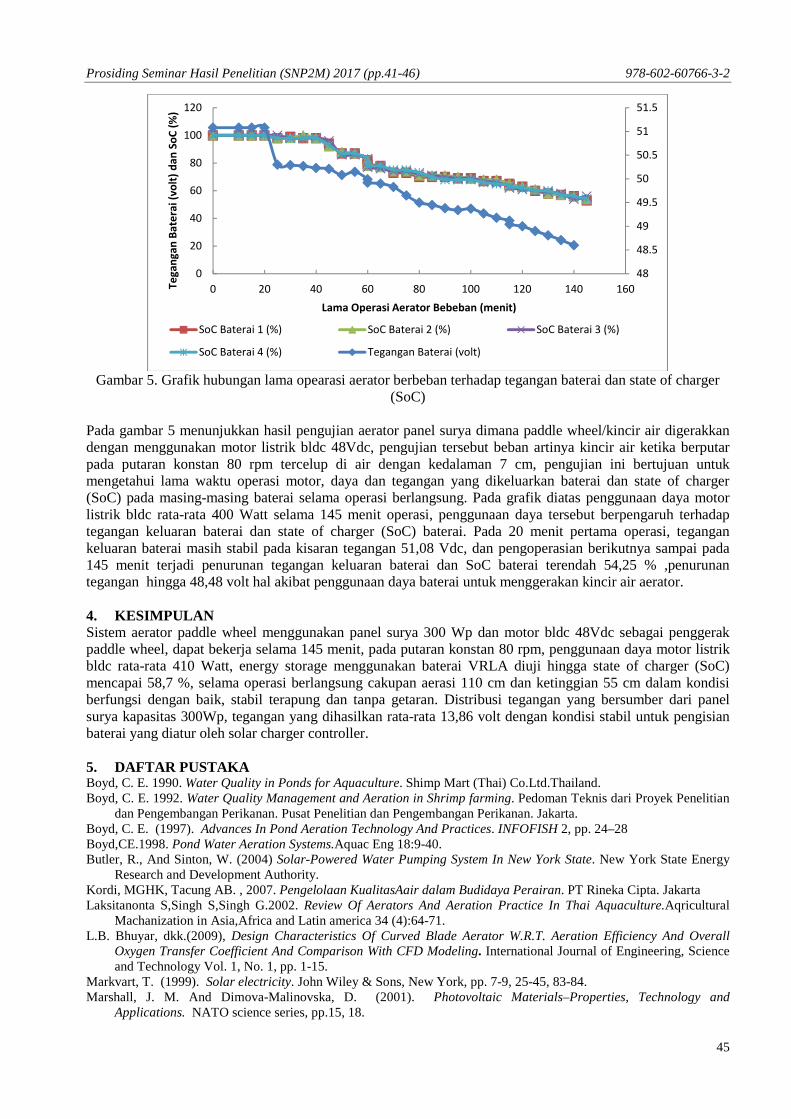
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.41-46) 978-602-60766-3-2
45
Gambar 5. Grafik hubungan lama opearasi aerator berbeban terhadap tegangan baterai dan state of charger(SoC)
Pada gambar 5 menunjukkan hasil pengujian aerator panel surya dimana paddle wheel/kincir air digerakkandengan menggunakan motor listrik bldc 48Vdc, pengujian tersebut beban artinya kincir air ketika berputarpada putaran konstan 80 rpm tercelup di air dengan kedalaman 7 cm, pengujian ini bertujuan untukmengetahui lama waktu operasi motor, daya dan tegangan yang dikeluarkan baterai dan state of charger(SoC) pada masing-masing baterai selama operasi berlangsung. Pada grafik diatas penggunaan daya motorlistrik bldc rata-rata 400 Watt selama 145 menit operasi, penggunaan daya tersebut berpengaruh terhadaptegangan keluaran baterai dan state of charger (SoC) baterai. Pada 20 menit pertama operasi, tegangankeluaran baterai masih stabil pada kisaran tegangan 51,08 Vdc, dan pengoperasian berikutnya sampai pada145 menit terjadi penurunan tegangan keluaran baterai dan SoC baterai terendah 54,25 % ,penurunantegangan hingga 48,48 volt hal akibat penggunaan daya baterai untuk menggerakan kincir air aerator.
4. KESIMPULANSistem aerator paddle wheel menggunakan panel surya 300 Wp dan motor bldc 48Vdc sebagai penggerakpaddle wheel, dapat bekerja selama 145 menit, pada putaran konstan 80 rpm, penggunaan daya motor listrikbldc rata-rata 410 Watt, energy storage menggunakan baterai VRLA diuji hingga state of charger (SoC)mencapai 58,7 %, selama operasi berlangsung cakupan aerasi 110 cm dan ketinggian 55 cm dalam kondisiberfungsi dengan baik, stabil terapung dan tanpa getaran. Distribusi tegangan yang bersumber dari panelsurya kapasitas 300Wp, tegangan yang dihasilkan rata-rata 13,86 volt dengan kondisi stabil untuk pengisianbaterai yang diatur oleh solar charger controller.
5. DAFTAR PUSTAKABoyd, C. E. 1990. Water Quality in Ponds for Aquaculture. Shimp Mart (Thai) Co.Ltd.Thailand.Boyd, C. E. 1992. Water Quality Management and Aeration in Shrimp farming. Pedoman Teknis dari Proyek Penelitian
dan Pengembangan Perikanan. Pusat Penelitian dan Pengembangan Perikanan. Jakarta.Boyd, C. E. (1997). Advances In Pond Aeration Technology And Practices. INFOFISH 2, pp. 24–28Boyd,CE.1998. Pond Water Aeration Systems.Aquac Eng 18:9-40.Butler, R., And Sinton, W. (2004) Solar-Powered Water Pumping System In New York State. New York State Energy
Research and Development Authority.Kordi, MGHK, Tacung AB. , 2007. Pengelolaan KualitasAair dalam Budidaya Perairan. PT Rineka Cipta. JakartaLaksitanonta S,Singh S,Singh G.2002. Review Of Aerators And Aeration Practice In Thai Aquaculture.Aqricultural
Machanization in Asia,Africa and Latin america 34 (4):64-71.L.B. Bhuyar, dkk.(2009), Design Characteristics Of Curved Blade Aerator W.R.T. Aeration Efficiency And Overall
Oxygen Transfer Coefficient And Comparison With CFD Modeling. International Journal of Engineering, Scienceand Technology Vol. 1, No. 1, pp. 1-15.
Markvart, T. (1999). Solar electricity. John Wiley & Sons, New York, pp. 7-9, 25-45, 83-84.Marshall, J. M. And Dimova-Malinovska, D. (2001). Photovoltaic Materials–Properties, Technology and
Applications. NATO science series, pp.15, 18.
48
48.5
49
49.5
50
50.5
51
51.5
0
20
40
60
80
100
120
0 20 40 60 80 100 120 140 160Tega
ngan
Bat
erai
(vol
t) da
n So
C (%
)
Lama Operasi Aerator Bebeban (menit)
SoC Baterai 1 (%) SoC Baterai 2 (%) SoC Baterai 3 (%)
SoC Baterai 4 (%) Tegangan Baterai (volt)

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.41-46) 978-602-60766-3-2
46
Moulick S, Mal BC,Bandyopadhyay.2002. Prediction of aeration performance of paddle wheel aerators. Aquac Eng25:217-237.
Nonot Triwaluyo Setjadi.2015.Kincir Air Bahan bakar Gas untuk Revitalisasi Tambak Udang: Jakarta EnergyToday,[online],(http://pkspl.ipb.ac.id/berita-kincir-air-bahan-bakar-gas-untuk-revitalisasi-tambak-udang.html#ixzz477MhlgJw, diakses tanggal 1 Juni 2015).
Peterson EL,Walker MB.2002.Effect of speed on taiwanese paddlewheel aeration.Aquac Eng 26:129-147Rizkyjaramaya/Damanhuri Zuhri.2015.Udang Indonesia Kuasai Pasar Amerika Serikat
:Ekonomi,[online],(http://www.republika.co.id/berita/ekonomi/bisnis-global, diakses tanggal 15 Pebruari 2016).Romaire RP,Merry GE.2007.Effect Of Paddle Wheel Aeration On Water Quality In Crawfish Pond.Appl Aquac
19(3):61-75.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.47-52) 978-602-60766-3-2
47
OPTIMALISASI KINERJA SOLAR WATER HEATER DENGAN PEMILIHAN MATERIALKOLEKTOR SURYA PELAT DATAR
Abram Tangkemanda1), Tri Agus Susanto2)
1),2) Dosen Jurusan Teknik Mesin Politeknik Negeri Ujung Pandang, Makassar
ABSTRACT
The purpose of this research is to optimize the performance of solar water heater with the selection of flat platesolar collector material on solar water heater system. The research is started with the design of solar water heater systemand to optimize the performance of the system then the selection of materials that can optimize system performance.System performance testing was conducted at 08.00 until 16.00 wita, by measuring input temperature, collector output,water temperature in the tank and also the intensity of the solar radiation. The result of measurement is used to get theperformance of solar water heater system. The collector material is a 1.2 mm thick aluminum plate and 5/8" diametercopper pipe and 5 mm thick glass while the tank material is 1.2 mm thick aluminum. Another material is a 2 mm steelplate for the manufacture of collector tubs and the outer layer of the tank, all parts of which can occur heat dissolutionare isolated and glued. The test results obtained the intensity of solar radiation and system efficiency tends to form aparabolic graph of according to the changes in time. Collector input temperatures, collector output temperatures and tanktemperatures as well as system input energy and output energy tend to form linearly-shaped graphs and proportional totime changes. The maximum efficiency of solar water heater system is 21.82% and occurs at 11.30 pm.
Keywords: solar collector, solar water heater, material selection
1. PENDAHULUANPemanfaatan energi dalam memenuhi kebutuhan manuasia sehari-hari makin lama makin bertambah
dan hal ini berbanding terbalik dengan cadangan energi minyak bumi yang makin lama makin berkurang.Dibutuhkan kebijakan dalam memanfaatkan energi alternatif diantaranya adalah energi matahari sebagaienergi alternatif dan terbarukan. Indonesia adalah negara khatulistiwa yang mendapatkan sinar mataharisepanjang tahun sehingga dapat dimanfaatkan untuk berbagai kepentingan sebagai bentuk energi alternatif(Ismail, 2010).
Gambar 1. Sistem solar water heater
Solar water heater (Pemanas Air Surya) merupakan salah satu bentuk pemanfaatan energi matahari,tetapi kinerja dari solar water heater masih belum optimal dimana pemanasan yang dihasilkan belum mampu
1 Korespondensi penulis: Abram Tangkemanda, Telp 085299159452, [email protected]

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.47-52) 978-602-60766-3-2
48
mencukupi kebutuhan air panas untuk satu rumah tangga. Solusi belum optimalnya kinerja solar water heateradalah dengan menambah jumlah solar water heater atau meningkatkan kinerja solar water heater.Penambahan jumlah solar water heater mengakibatkan penambahan biaya.
Upaya peningkatan kinerja solar water heater terus dilakukan dengan. Penelitian yang akandilakukan merupakan riset berkelanjutan untuk meningkatan kinerja dari solar water heater. Penelitian ininantinya diharapkan akan menghasilkan solar water heater dengan kinerja optimum.
Tujuan dari penelitian ini adalah mengoptimalkan kinerja solar water heater dengan melakukanpemilihan material kolektor surya dari solar water heater yang berupa kolektor surya pelat datar.
Siklus pemanasan air pada solar water heater dapat dilihat pada gambar 1. Proses pemanasan airdalam sistem solar water heater terjadi pada kolektor surya (dalam penelitian ini berupa kolektor surya pelatdatar). Penerimaan energi radiasi matahari pada kolektor surya menyebabkan air dalam kolektor menjadipanas sehingga secara alamiah air panas bergerak dari kolektor ke tangki penampungan air (lokasi rendah kelokasi tinggi) sebaliknya air dingin dalam tangki bergerak kekolektor surya (lokasi tinggi ke lokasi rendah)untuk dipanaskan sehingga terjadi siklus alamiah air pada sistem solar water heater yang akan terjadi secaraterus menerus dan lambat laun air dalam tangki menjadi semakin panas hingga diperoleh temperaturmaksimum dimana air sudah tidak dapat dipanaskan lagi.
Efisiensi sistem solar water heater diperoleh dengan menggunakan persamaan-persamaan sebagaiberikut:
a. Energi radiasi matahari (Qs)Qs = Gbt . t (1)
b. Energi input sistem kolektor (Qin)Qin = Qs . Aa (2)
c. Beda temperatur tangki (ΔT)ΔT = (Takhir – Tawal) (3)
d. Massa fluida sistem (m)m = V . air (4)
e. Energi output sistemQout = m . Cp . ΔT (5)
f. Efisiensi sistem (η)
%100xQ
Q
in
out (6)
dengan:Qbt = Intensitas radiasi matahari (kJ)t = Lama waktu pengujian (s)Aa = Luas penampang kolektor (m2)Takhir = Temperatur akhir tangki (°C)Tawal = Temperatur awal tangki (°C)air = Massa jenis air (kg/m3)V = Volume air dalam tangki (m3)Cp = Kapasitas panas spesifik air (kJ/kg.oC)
Penelitian yang telah dilakukan oleh Darwin (2013) menganalisa efisiensi pemanas air surya akibatpengaruh konfigurasi pipa pemanas air diperoleh efisiensi sebesar 46,16%. Jufrizal (2014) melakukan studisolar water heater kolektor pelat datar dengan penambahan thermal energy storage diperoleh efisiensi46,81%. Darwis (2015) meneliti pengaruh bentuk kolektor konsentrator terhadap efisiensi pemanas air suryadiperoleh efisiensi 1,56%. Dian (2016) melakukan studi eksperimental pengaruh pipa kalor terhadap kinerjapemanas kolektor surya diperoleh efisiensi sebesar 75%. Sukma (2016) yaitu penelitian tentang solar waterheater dengan menggunakan pelat ber-fin dengan efisiensi 22,77%.
2. METODE PENELITIANUntuk mengoptimalkan kinerja sistem solar water heater dilakukan dengan pemilihan material
utama dalam kolektor surya pelat datar. Dasar pemilihan adalah untuk pelat datar dan pipa penukar kalordipilih material yang memiliki konduktivitas termal yang tinggi serta mudah diperoleh, kaca penutup
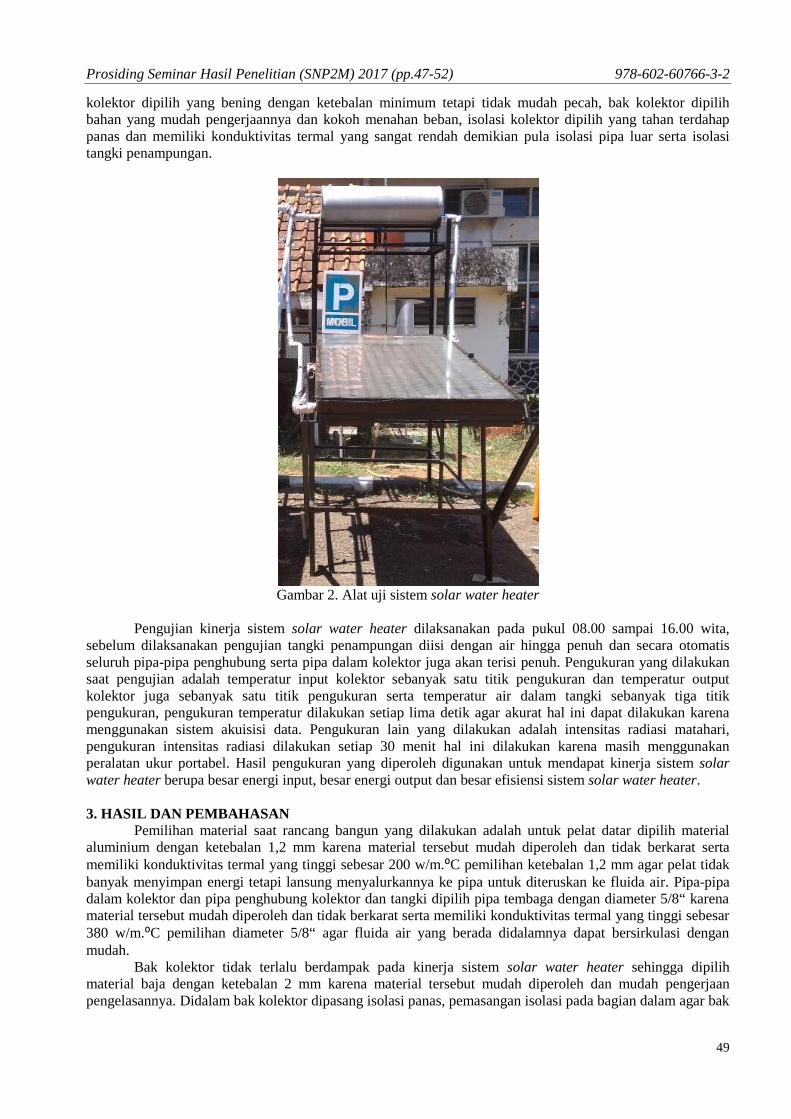
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.47-52) 978-602-60766-3-2
49
kolektor dipilih yang bening dengan ketebalan minimum tetapi tidak mudah pecah, bak kolektor dipilihbahan yang mudah pengerjaannya dan kokoh menahan beban, isolasi kolektor dipilih yang tahan terdahappanas dan memiliki konduktivitas termal yang sangat rendah demikian pula isolasi pipa luar serta isolasitangki penampungan.
Gambar 2. Alat uji sistem solar water heater
Pengujian kinerja sistem solar water heater dilaksanakan pada pukul 08.00 sampai 16.00 wita,sebelum dilaksanakan pengujian tangki penampungan diisi dengan air hingga penuh dan secara otomatisseluruh pipa-pipa penghubung serta pipa dalam kolektor juga akan terisi penuh. Pengukuran yang dilakukansaat pengujian adalah temperatur input kolektor sebanyak satu titik pengukuran dan temperatur outputkolektor juga sebanyak satu titik pengukuran serta temperatur air dalam tangki sebanyak tiga titikpengukuran, pengukuran temperatur dilakukan setiap lima detik agar akurat hal ini dapat dilakukan karenamenggunakan sistem akuisisi data. Pengukuran lain yang dilakukan adalah intensitas radiasi matahari,pengukuran intensitas radiasi dilakukan setiap 30 menit hal ini dilakukan karena masih menggunakanperalatan ukur portabel. Hasil pengukuran yang diperoleh digunakan untuk mendapat kinerja sistem solarwater heater berupa besar energi input, besar energi output dan besar efisiensi sistem solar water heater.
3. HASIL DAN PEMBAHASANPemilihan material saat rancang bangun yang dilakukan adalah untuk pelat datar dipilih material
aluminium dengan ketebalan 1,2 mm karena material tersebut mudah diperoleh dan tidak berkarat sertamemiliki konduktivitas termal yang tinggi sebesar 200 w/m.⁰C pemilihan ketebalan 1,2 mm agar pelat tidakbanyak menyimpan energi tetapi lansung menyalurkannya ke pipa untuk diteruskan ke fluida air. Pipa-pipadalam kolektor dan pipa penghubung kolektor dan tangki dipilih pipa tembaga dengan diameter 5/8“ karenamaterial tersebut mudah diperoleh dan tidak berkarat serta memiliki konduktivitas termal yang tinggi sebesar380 w/m.⁰C pemilihan diameter 5/8“ agar fluida air yang berada didalamnya dapat bersirkulasi denganmudah.
Bak kolektor tidak terlalu berdampak pada kinerja sistem solar water heater sehingga dipilihmaterial baja dengan ketebalan 2 mm karena material tersebut mudah diperoleh dan mudah pengerjaanpengelasannya. Didalam bak kolektor dipasang isolasi panas, pemasangan isolasi pada bagian dalam agar bak
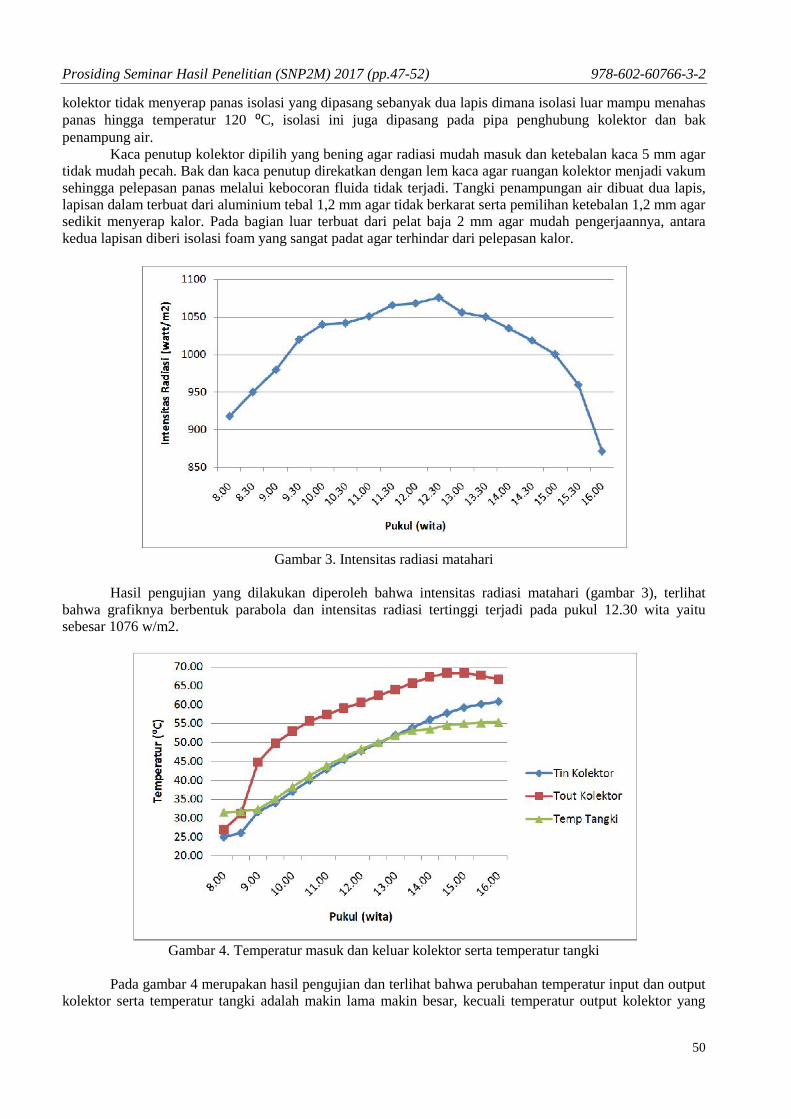
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.47-52) 978-602-60766-3-2
50
kolektor tidak menyerap panas isolasi yang dipasang sebanyak dua lapis dimana isolasi luar mampu menahaspanas hingga temperatur 120 ⁰C, isolasi ini juga dipasang pada pipa penghubung kolektor dan bakpenampung air.
Kaca penutup kolektor dipilih yang bening agar radiasi mudah masuk dan ketebalan kaca 5 mm agartidak mudah pecah. Bak dan kaca penutup direkatkan dengan lem kaca agar ruangan kolektor menjadi vakumsehingga pelepasan panas melalui kebocoran fluida tidak terjadi. Tangki penampungan air dibuat dua lapis,lapisan dalam terbuat dari aluminium tebal 1,2 mm agar tidak berkarat serta pemilihan ketebalan 1,2 mm agarsedikit menyerap kalor. Pada bagian luar terbuat dari pelat baja 2 mm agar mudah pengerjaannya, antarakedua lapisan diberi isolasi foam yang sangat padat agar terhindar dari pelepasan kalor.
Gambar 3. Intensitas radiasi matahari
Hasil pengujian yang dilakukan diperoleh bahwa intensitas radiasi matahari (gambar 3), terlihatbahwa grafiknya berbentuk parabola dan intensitas radiasi tertinggi terjadi pada pukul 12.30 wita yaitusebesar 1076 w/m2.
Gambar 4. Temperatur masuk dan keluar kolektor serta temperatur tangki
Pada gambar 4 merupakan hasil pengujian dan terlihat bahwa perubahan temperatur input dan outputkolektor serta temperatur tangki adalah makin lama makin besar, kecuali temperatur output kolektor yang
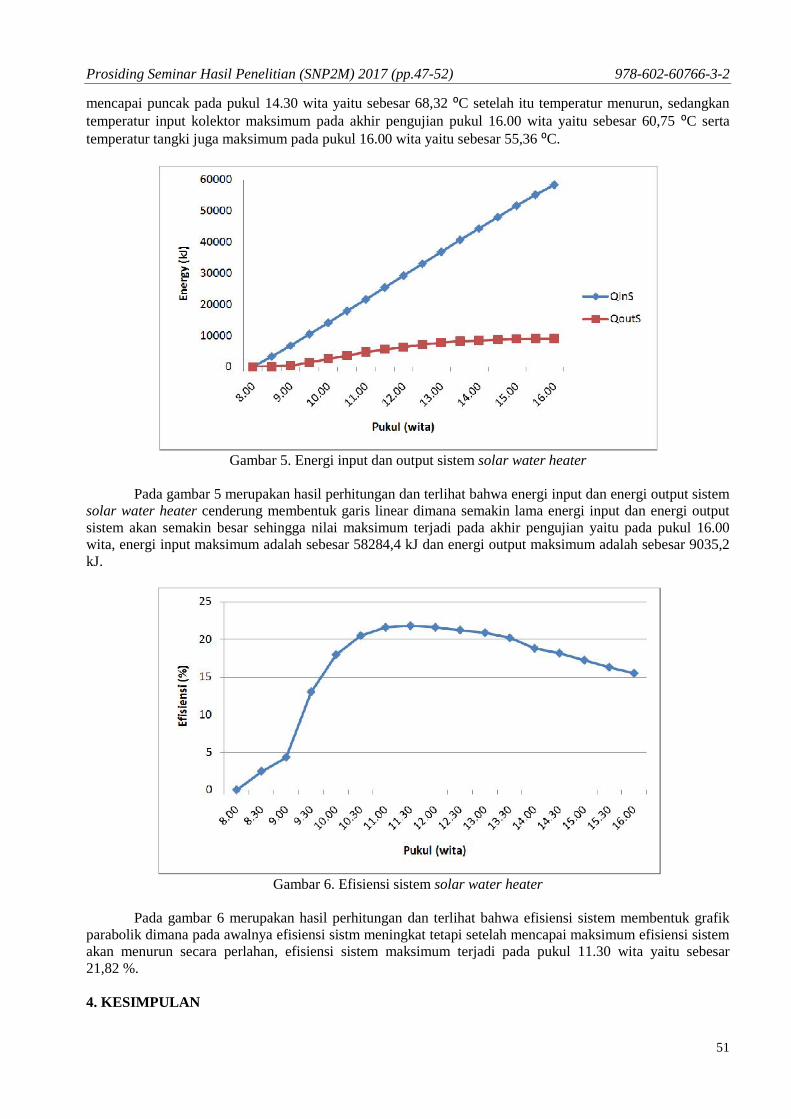
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.47-52) 978-602-60766-3-2
51
mencapai puncak pada pukul 14.30 wita yaitu sebesar 68,32 ⁰C setelah itu temperatur menurun, sedangkantemperatur input kolektor maksimum pada akhir pengujian pukul 16.00 wita yaitu sebesar 60,75 ⁰C sertatemperatur tangki juga maksimum pada pukul 16.00 wita yaitu sebesar 55,36 ⁰C.
Gambar 5. Energi input dan output sistem solar water heater
Pada gambar 5 merupakan hasil perhitungan dan terlihat bahwa energi input dan energi output sistemsolar water heater cenderung membentuk garis linear dimana semakin lama energi input dan energi outputsistem akan semakin besar sehingga nilai maksimum terjadi pada akhir pengujian yaitu pada pukul 16.00wita, energi input maksimum adalah sebesar 58284,4 kJ dan energi output maksimum adalah sebesar 9035,2kJ.
Gambar 6. Efisiensi sistem solar water heater
Pada gambar 6 merupakan hasil perhitungan dan terlihat bahwa efisiensi sistem membentuk grafikparabolik dimana pada awalnya efisiensi sistm meningkat tetapi setelah mencapai maksimum efisiensi sistemakan menurun secara perlahan, efisiensi sistem maksimum terjadi pada pukul 11.30 wita yaitu sebesar21,82 %.
4. KESIMPULAN

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.47-52) 978-602-60766-3-2
52
Berdasarkan hasil rancang bangun dan pengukur temperatur dan intensitas radiasi matahari sertahasil perhitungan energi dan efisiensi yang dilakukan dapat disimpulkan beberapa hal, yaitu:1) Bahan kolektor adalat pelat aluminium tebal 1,2 mm dan pipa tembaga diameter 5/8” serta kaca tebal 5
mm sedangkan bahan tangki adalah aluminium tebal 1,2 mm, bahan lain adalah pelat baja 2 mm untukpembuatan bak kolektor dan lapisan luar tangki, seluruh bagian yang dapat terjadi pelepasan kalordisiolasi dan dilem kaca.
2) Intensitas radisi matahari dan efisiensi sistem cenderung membentuk grafik yang berbentuk parabolikdalam hubungannya terhadap perubahan waktu.
3) Temperatur input kolektor, temperatur output kolektor dan temperatur tangki serta energi input sistemdan energi output sistem cenderung membentuk grafik yang berbentuk linear dan berbanding lurusterhadap perubahan waktu.
4) Efisiensi sistem solar water heater maksimum adalah sebesar 21,82 % dan dalam pengujian ini terjadipada pukul 11.30 wita.
5. DAFTAR PUSTAKADarwin. 2013. Analisa Pengaruh Konfigurasi Pipa Pemanas Air Surya Terhadap Efisiensi. Jurnal Rotor, Volume 6
Nomor 1, Banda aceh.Darwin, M. Ilham Maulana, Irwandi ZA. 2015. Pengaruh Bentuk Kolektor Konsentrator Terhadap Efisiensi Pemanas
Air Surya. Proceeding seminar nasional Teknik Mesin XIV (SNTTM XIV), Banjarmasing.Dian Wahyu. 2016. Studi Eksperimental Pipa Kalor untuk Pemanas Kolektor Surya. Jurnal Teknik Mesin – ITP (ISSN:
2089–4880): 6(1), padang.Ismail Thamrin. 2010. Rancang Bangun Alat Pengering Ubi Kayu Tipe Rak Dengan Memanfaatkan Energi Surya.
Seminar Nasional Tahunan Teknik Mesin (SNTTM) ke-9. ISBN: 978-602-97742-0-7. Hal. MI545-MI549Palembang.
Jufrizal, Farel H. Napitupulu, dan Himsar Ambarita. 2014. Studi Eksperimental Performansi Solar Water Heater JenisKolektor Pelat Datar Dengan Penambahan Thermal Energy Storage. Jurnal Ilmiah Teknik Mesin Cylinder, Vol. 1No. 2, USU.
Sukma Abadi dan Abd. Salam. 2016. Peningkatan Kinerja Solar Water Heater dengan Plat ber-fin. Laporan hasil.Politeknik Negeri Ujung Pandang. Makassar.
6. UCAPAN TERIMA KASIHPenulis mengucapan terima kasih kepada kemenristekdikti yang telah membiayai pelaksanaan
penelitian ini melalui skema Penelitian Produk Terapan (PPT) tahun anggaran 2017.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.53-58) 978-602-60766-3-2
53
BEBAN KERJA PERAJIN INDUSTRI BUNGA POTONG DI BALI
M. Yusuf1), Ni Ketut Dewi Irwanti2)
1)Dosen Jurusan Teknik Mesin, Politeknik Negeri Bali.2)Dosen STIPAR Triatma Jaya Denpasar
ABSTRAK
Di beberapa daerah di Bali terdapat kelompok perajin industri bunga potong untuk di kirim ke hotel-hotelyang ada di kawasan pariwisata Bali, bahkan menjadi komoditi ekspor. Permintaan bunga potong dari berbagaihotel cukup besar, sehingga terdapat beberapa Desa di Bali yang penduduknya banyak menjadi perajin bungapotong. Jenis bunga yang dijadikan bahan produksi seperti bunga mawar (putih, ping, kuning), krisan, sedapmalam, asparagus, antorium, dan sebagainya. Proses produksi bunga potong ini mulai dari penanaman bunga,perawatan, hingga panen/pemotongan bunga dengan mengikutsertakan tangkai dan daun. Penelitian inidifokuskan pada proses pengemasan bunga potong yang sudah di panen. Dalam pengemasan ini terdapatpermasalahan dari perajin seperti sikap kerja, organisasi kerja, dan peralatan kerja yang belum sesuai denganfisiologi perajin. Sehingga menimbulkan keluhan subjektif dan kurang optimalnya produktivitas kerja.Penelitian ini dilakukan secara observasional terhadap 12 perajin bunga potong yang ada di kecamatan Baturiti,Bali. Beban kerja ditentukan dari nadi kerja yang diukur dengan pulse meter. Kondisi lingkungan diukurdengan environment meter. Keluhan subjektif diukur dari kelelahan secara umum dan keluhan otot skeletal.Kelelahan secara umum di prediksi dari koesioner 30 item kelelahan dengan empat skala Likert, dan keluhanotot skeletal diprediksi dengan kosioner Nordic Body Map. Dari hasil penelitian disimpulkan bahwa : (1) Bebankerja perajin bunga potong di Kecamatan Baturiti Bali termasuk dalam kategori beban kerja sedang, (2)Terdapat perbedaan yang signifikan pada skor keluhan subjektif perajin (keluhan otot skeletal dan kelelahansecara umum) sebelum dan sesudah kerja, (3) Perlu adanya perbaikan stasiun kerja untuk memberikan solusiterhadap permasalahan para perajin sehingga bisa menurunkan beban kerja, keluhan subjektif, danmeningkatkan produktivitas kerja perajin bunga potong. Oleh karena itu disarankan agar segera dilakukanperbaikan pada sistem kerja perajin bunga potong di Bali.
Kata Kunci : Perajin Bunga Potong, Beban Kerja, keluhan otot skeletal, Kelelahan secara umum.
1. PENDAHULUANBunga potong adalah salah satu komoditas industri yang banyak diperlukan oleh hotel atau
dalam acara tertentu. Jenis bunga potong yang dijadikan bahan produksi adalah seperti bunga mawar(putih, ping, kuning), krisan, sedap malam, asparagus, antorium, dan sebagainya. Di Bali permintaanuntuk bunga potong ini cukup besar, sehingga di beberapa daerah di Bali terdapat beberapa desa yangpenduduknya mayoritas menjadi petani dan perajin bunga potong. Hasil produksi bunga potong ini dikirim ke hotel-hotel yang ada di kawasan pariwisata Bali, bahkan menjadi komoditi ekspor.
Salah satu jenis bunga potong yang popular adalah bunga krisan. Bunga krisan adalah salahsatu komoditas tanaman hias di Indonesia yang dari tahun ke tahun permintannya terus meningkat,sejalan juga dengan peningkatan taraf hidup masyarakat. Perkembangan pariwisata di Bali jugamempengaruhi permintaan bunga potong krisan yakni untuk keperluan hotel, restoran, kantor maupunperorangan (BPS Provinsi Bali, 2013). Dikota-kota besar lainnya juga demikian, seperti di Jakartapermintaan bunga potong terbesar adalah dari jenis bunga krisan kuning dan putih (Nurmalinda danHayati, 2014).
Proses produksi bunga potong dimulai dari penanaman bunga, perawatan, hinggapanen/pemotongan bunga dengan mengikutsertakan tangkai dan daun. Pada proses pengemasan bungapotong yang sudah di panen, terdapat permasalahan dari perajin seperti sikap kerja, organisasi kerja,dan peralatan kerja yang belum sesuai dengan fisiologi perajin. Permasalahan sikap kerja antara lainadalah posisi kerja perajin biasanya duduk jongkok di lantai sambil mengerjakan pemilahan danpengemasan bunga. Permasalahn organisasi kerja antara lain adalah, dalam sehari kerja hanya adaistirahat satu kali diwaktu siang untuk makan siang dan tidak disediakan air minum selama kerja.Tidak ada istirahat pendek disela-sela kerja sehingga terdapat beberapa aktivitas/gerakan yang
1 Korespondensi penulis: M, Yusuf, Email : [email protected]

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.53-58) 978-602-60766-3-2
54
menjadi istirahat curian. Di daerah yang relatif dingin biasanya tidak terasa haus, kurang minum akanmenyebabkan dehidrasi pada perajin yang bisa menyebabkan cepat lelah. Peralatan kerja masihtergolong sederhana, pemotongan menggunakan pisau dapur, tempat pemilahan menggunakan kerdusbiasa, dan plastik untuk membungkus bunga yang dipasang secara manual.
Permasalahan ini menimbulkan keluhan subjektif bagi perajin dan kurang optimalnyaproduktivitas kerja. Sikap kerja duduk jongkok dalam waktu yang lama merupakan sikap kerja yangtidak alamiah (tidak normal). Sikap kerja tidak alamiah akan menyebabkan kekurangserasian antaramanusia dan stasiun kerjanya, sehingga menimbulkan hal-hal yang tidak diinginkan seperti cenderungterjadi kesalahan kerja, kurang produktif, dan munculnya biaya-biaya pengeluaran tambahan untukmenanggulangi akibat gangguan yang terjadi (Helander, 2006). Permasalahan yang sering terjadi padaperajin bunga potong adalah keluhan seperti sakit di leher, lengan, punggung, pinggang, dan merasacepat lelah. Keluhan seperti ini dikenal sebagai keluhan subjektif yang terbagi dalam dua kategoriyaitu keluhan otot skeletal dan kelelahan secara umum.
Untuk itu perlu dilakukan langkah-langkah solutif untuk membantu perajin tersebut. Untukmembuat langkah solutif, maka terlebih dahulu dilakukan penelitian untuk mengkaji secara terukutkeluhan subjektif dan seberapa besar beban kerja yang terjadi pada perajin bunga potong tersebut.Pengukuran keluhan subjektif dan beban kerja ini diukur secara ojektif maupun secara subjektif. Olehkarena itu dilakukanlah penelitian ini, sebagai penelitian pendahuluan yang pada penelitianselanjutnya akan dilakukan intenversi untuk memberikan langkah solutif bagi perajin bunga potongsehingga beban kerja menurun dan produktivitas meningkat.
2. METODE PENELITIANPenelitian ini merupakan penelitian pendahuluan yang dilakukan secara observasional
terhadap 12 orang perajin bunga potong di Bali dengan jenis kelamin wanita pada bagianpengemasan. Beban kerja ditentukan dari denyut nadi kerja yang diukur menggunakan pulse meter.Kondisi lingkungan diukur menggunakan environment meter. Keluhan subyektif di ukur darikelelahan secara umum dan keluhan otot skeletal. Kelelahan secara umum diprediksi dari koesioner30 item kelelahan dengan empat skala Likert, dan keluhan otot skeletal diprediksi dengan kosionerNordic Body Map. Postur kerja dinilai menggunakan analisis RULA. Analisa secara statistikdilakukan secara deskriptif dan inferensial terhadap beban kerja, kelelahan secara umum, dan keluhanotot skeletal. Tingkat kemaknaan pada analisis statistik ditetapkan sebesar 95% atau pada alpha 5%.
3. HASIL DAN PEMBAHASAN3.1 Karakteristik Subjek Penelitian
Karakteristik perajin bunga potong yang menjadi subjek penelitian adalah sebagai berikut :
Tabel 1 Karakteristik subjek penelitianNo Variabel Rerata Simpang Baku Rentangan1 Umur (th) 30,31 2,37 25 – 412 Berat badan (kg) 61,18 3,02 57,92 – 65,143 Tinggi badan ( cm) 160,24 4,29 155,5 – 169,54 Indeks Masa Tubuh 21,08 1,25 19,76 – 22,045 Pengalaman kerja (th) 6,42 2,26 2 – 9
Subjek dalam penelitian ini adalah perajin bunga potong berjenis kelamin wanita pada proses pascapanen yaitu proses pemilahan dan pengemasan bunga potong, Rentang umur perajin adalah antara 25 hingga41 tahun. Usia ini tergolong produktif dalam bekerja. Berat badan berada pada rentang 57,92 – 65,14 Kgdengan tinggi badan pada rentangn 155,5 – 169,5 cm, sehingga mendapatkan indeks masa tubuh antara 19,76– 22,04. Indeks ini tergolong normal, tidak kurus dan tidak gemuk. Pengalaman kerja petani stroberi padarentang 3 – 9 tahun, bisa dinyatakan bahwa petani ini sudah berpengalaman pada pekerjaan bunga potong.
Karakteristik subjek berpengaruh pada aktivitas pekerjaan, Kroemer and Grandjean (2009),menyatakan bahwa puncak kekuatan otot untuk laki-laki maupun wanita dicapai antara umur 25 sampai 35tahun, performansi sebesar 96% dalam beraktivitas pada umur 40 tahun. Sedangkan hasil penelitian yangdilakukan oleh Choobineh, et al (2007) menunjukkan bahwa seseorang yang memiliki indeks masa tubuhabnormal berisiko mengalami keluhan muskuloskeletal di daerah punggung bawah dua kali lebih tinggi dari

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.53-58) 978-602-60766-3-2
55
pada orang dengan indeks masa tubuh normal. Indeks massa tubuh juga mempengaruhi munculnya keluhanotot skeletal ketika bekerja (Jasobanta, et al., 2011).
3.2 Kondisi MikroklimatHasil pengukuran mikroklimat di tempat kerja para perajin bunga potong yang dilakukan sepanjang
waktu kerja dari pagi hingga sore (pukul 08.00 s.d 16.00 Wita) adalah seperti Tabel 2 berikut :
Tabel 2. Kondisi lingkungan kerja
No Variabel Rerata Simpang Baku Rentangan1 Suhu basah (oC) 26,14 2,08 24,29 – 28,362 Suhu kering (oC) 30,26 3,12 28,24 – 32,653 Kelembaban relatif ( %) 71,54 4,29 65,66 – 76,424 Suhu bola (oC) 24,74 1,94 21,24 – 26,075 WBGT (oC) 26,56 2,47 23,26 – 28,38
Kondisi lingkungan kerja pada perajin bunga potong sebagaimana tertera pada Tabel 2 masihtergolong normal. Walaupun baturiti adalah daerah dataran tinggi, akan tetapi komponen kondisilingkungan seperti suhu basah, suhu kering, kelembaban, suhu bola radiasi, dan WBGT masihtergolong pada nilai-nilai adaptasi normal pada tubuh petani. terlebih lagi perajin sudah lama tinggaldi daerah dataran tinggi tersebut dan sudah mampu beradaptasi dengan baik dengan kondisilingkungan yang ada. Pada pengukuran kondisi lingkungan kerja diperoleh suhu basah 26,14oC, Suhukering 30,26 oC, dengan kelembaban relatif 71,54%. Kondisi ini tergolong nyaman bagi perajin bungapotong dalam bekerja. Nilai ambang batas dari suhu udara untuk pekerja adalah 33 C dankelembaban relatif pekerja orang Indonesia yang masih tergolong nyaman adalah antara 60% - 80%.Kondisi lingkungan kerja sangat berpengaruh terhadap kinerja seseorang baik secara langsungmaupun tidak langsung (Manuaba, 2000). Tubuh akan berusaha melakukan adaptasi terhadapperubahan tersebut. Bila tubuh tidak mampu beradaptasi maka akan menimbulkan gangguan kualitaskesehatan, seperti keluhan muskuloskeletal meningkat, kelelahan meningkat dan kebosananmeningkat (Manuaba, 2003).
3.3 Denyut Nadi Perajin Bunga PotongBeban kerja seseorang secara objektif bisa diukur berdasarkan denyut nadi sedangkan secara
subjektif bisa diukur menggunakan kuesioner kelelahan atau keluhan ototnya (Adiputra, 2002). Hasilpenghitungan denyut nadi istirahat dan denyut nadi kerja para perajin bunga potong disajikan padatabel 3 berikut.
Tabel 3 Hasil penghitungan denyut nadi perajin bunga potong
Variabel Mean (dpm) SD t P
Denyut Nadi Istirahat 69,47 2,3524,172 0,000
Denyut Nadi Kerja 119,32 3,91
Keterangan : dpm = denyut permenit
Berdasarkan perhitungan denyut nadi kerja sebagaimana tertera pada Tabel 3, diperoleh bahwadenyut nadi istirahat adalah 69,47 denyut permenit, sedangkan denyut nadi kejra adalah 119,32denyut permenit. Terdapat peningkatan yang signifikan (p<0,005) antara denyut nadi istirahat dengandenyut nadi kerjanya. Pada denyut nadi kerja tersebut tergolong beban kerja sedang. Kroemer danGrandjean (2009) menyatakan denyut nadi kerja tergolong sedang pada rentang 100 – 125 denyutpermenit sedangkan beban kerja berat pada rentang 125 – 130 denyut permenit. Perlu adanyaintervensi ergonomi untuk menurunkan beban kerja dan meningkatkan produktivitas kerjanya (Kasperand Per, 2014; Anna and Tadeusz, 2013).
3.4 Keluhan Subjektif

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.53-58) 978-602-60766-3-2
56
Keluhan subjektif merupakan salah satu indikasi dari beban kerja. Keluhan subjektif bisadiukur dari kelelahan secara umum dan keluhan otot skeletal. Kelelahan secara umum didatamenggunakan 30 item kuesioner, sedangkan keluhan otot skeletal didata dengan kuesioner NordicBody Map. Hasil analisis keluhan subjektif ini disajikan pada tabel 4 berikut :
Tabel 4 Hasil Analisis Keluhan Otot Skeletal dan kelelahan secara umum
Rerata skor SD t P
Keluhan OtotSebelum kerja 36,15 2,07
-16,307 0,000Setelah kerja 70,34 5,58
Kelelahan SecaraUmum
Sebelum kerja 35,12 2,51-20,118 0,000
Setelah kerja 77,62 4,19
Keluhan subjektif perajin sebagaimana tertera pada Tabel 4, terjadi peningkatan yangsignifikan (p<0,05) antara pengukuran sebelum kerja dan setelah kerja baik pada keluhan otot skeletalmaupun pada kelelahan secara umum. Setelah kerja keluhan otot skeletal yang terjadi pada perajinbunga potong terjadi sakit di bahu, leher, pinggang, lutut dan kaki (100% sampel), sakit di lengan kiri,lengan kanan, serta sakit di punggung (80% dari sampel). Sedangkan kelelahan secara umum yangterjadi yaitu lelah pada seluruh badan, nyeri di punggung dan merasa haus (100% dari sampel),kemudian juga merasa berat di kepala, kaki terasa berat, kaku atau canggung dalam bergerak, kakudibagian bahu, dan badan terasa gemetar diperoleh 80% dari perajin. Apabila hal keluhan-keluhan initidak diberikan solusi dengan baik dan petani terus menerus mendapatkan keluhan tersebut, makaakan berakibat buruk dari sisi kesehatan perajin.
Keluhan ini terjadi karena sikap kerja perajin bunga potong yang duduk jongkok. Sikap kerjaduduk jongkok dalam waktu yang lama adalah sikap kerja yang tidak fisiologis. Sikap kerja yangtidak fisiologis dapat diakibatkan oleh karakteristik tuntutan tugas, alat kerja, stasiun kerja, dan sikapkerja yang tidak sesuai dengan kemampuan dan keterbatasan pekerja (Manuaba, 2000). Sikap kerjatidak fisiologis yang dilakukan selama bertahun-tahun dapat menyebabkan kelainan tulang padapekerjanya (Kroemer and Grandjean, 2009). Untuk mengatasi hal ini perlu adanya perbaikan sikapkerja dengan cara membuat alat baru, sistem kerja baru, atau dengan mendesain stasiun kerja barusesuai kaedah ergonomi. Perbaikan bisa diarahkan kepada sarana kerja seperti peralatan kerjasehingga sikap kerja menjadi lebih alamiah, hal ini akan bisa menurunkan keluhan subjektif danmeningkatkan produktivitas kerjanya (Yusuf, et al., 2016).
3.5 Hasil Produksi dan Produktivitas KerjaProduksi bunga potong ini dihitung berdasarkan banyaknya bunga yang dikemas dalam
bungkus plastik setiap pekerja. Sedangkan produktivitas dihitung berdasarkan input dibagi outputdikalikan waktu kerja nya (Manuaba, 2000). Input yang digunakan adalah beban kerja, sedangkanoutputnya adalah hasil produksi atau banyaknya bunga potong yang bisa dikemas oleh pekerjapersatuan waktu. Hasil produksi dan produktivitas kerja perajin bunga potong dalam sehari kerja (8jam kerja) ditunjukkan pada Tabel 5 berikut.
Tabel 5. Hasil Produksi dan Produktivitas Kerja Perajin Bunga Potongn Rerata SB
Hasil Produksi 12 168,32 4,17Produktivitas Kerja 12 0,176 0,021
Ket: SB = Simpang Baku
Produktivitas kerja bisa ditingkat dengan cara menurunkan beban kerja, penurunan bebankerja bisa terjadi jika sikap kerja pekerja lebih alamiah sehingga keluhan otot dan kelelahan menurun(Yusuf, et al, 2006). Hasil produksi dan Produktivitas kerja perajin bunga potong ini belum optimal,karena masih adanya permasalahan beban kerja dan keluhan subjektif. Banyak penelitian yang telahmembuktikan bahwa perbaikan stasiun kerja atau sarana kerja bisa menurunkan beban kerja, keluhansubjektif, dan meningkatkan produktivitas kerja. Aplikasi ergonomi untuk memberikan solusi

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.53-58) 978-602-60766-3-2
57
terhadap permasalahan pekerja dan meningkatkan produktivitasnya akan meningkatkan daya saingterhadap produk yang dihasilkan dalam sebuah industri (Manuaba, 2006).
4. KESIMPULAN
Dari hasil analisis dan pembahasan di atas, dapat diambil kesimpulan sebagai berikut.1. Beban kerja perajin bunga potong di Kecamatan Baturiti Bali termasuk dalam kategori beban kerja
sedang.2. Terdapat perbedaan yang signifikan pada skor keluhan subjektif perajin (keluhan otot skeletal dan
kelelahan secara umum) sebelum dan sesudah kerja. Setelah kerja keluhan otot skeletal yangterjadi pada perajin bunga potong terjadi sakit di bahu, leher, pinggang, lutut dan kaki (100%sampel), sakit di lengan kiri, lengan kanan, serta sakit di punggung (80% dari sampel). Sedangkankelelahan secara umum yang terjadi yaitu lelah pada seluruh badan, nyeri di punggung dan merasahaus (100% dari sampel), kemudian juga merasa berat di kepala, kaki terasa berat, kaku ataucanggung dalam bergerak, kaku dibagian bahu, dan badan terasa gemetar diperoleh 80% dariperajin.
3. Perlu adanya perbaikan stasiun kerja untuk memberikan solusi terhadap permasalahan para perajinsehingga bisa menurunkan beban kerja, keluhan subjektif, dan meningkatkan produktivitas kerjaperajin bunga potong.
4. Memperbaiki stasiun kerja termasuk peralatan kerja sehingga sikap kerja tidak membungkuk lagisehingga bisa mengurangi keluhan subjektif.
5. DAFTAR PUSTAKA
Adiputra, N. 2002. Denyut Nadi dan Kegunaannya dalam Ergonomi. Jurnal Ergonomi Indonesia, Vol. 3, No. 1,Juni 2002: 22-26.
Anna, G. and Tadeusz J. 2013. Comparison of farmers workload by manual and mechanical tasks on familyfarms. Annals of Agricultural and Environmental Medicine Journal. Vol 20, No 2, p356–360.
BPS Provinsi Bali. 2013. Statistik Hortikultura Provinsi Bali 2013. Ada padahttp://bali.bps.go.id/flipbook/Statistik%20Hortikultura%20Provinsi%20Bali%202013/#/1/. Diakses padatanggal 30 September 2017.
Choobineh A, Tabatabaei, Sayed H, Mokhtarzadeh A, Salehi M. 2007. Musculoskeletal Problems amongWorkers of an IranianRubber Factory: Journal of Occupational Health 2007;49:48-423.
Helander, M. 2006. A guide to The Ergonomics of Manufacturing. Second edition. CRC Press. New york :Taylor and Francis group.
Jasobanta S., Jaspal S.S., and Vijay I. 2011. Effect of Body Mass Index on work related musculoskeletaldiscomfort and occupational stress of computer workers in a developed ergonomic setup. National Centerfor Biotechnology Information, U.S. National Library of Medicine 8600 RockvillePike, Bethesda MD, 20894 USA.
Kasper, E. and Per L.J. 2014. Design of systems for productivity and well being. Journal of Applied Ergonomics.Vol 45 (1), p.26- 32. Published by Elsevier Ltd.
Kroemer, K.H.E., and Grandjean, E. 2009. Fiting the Task to the Human, Textbook of OccupationalErgonomics, Fifth Edition. Taylor & Francis Inc. London.
Manuaba, A. 2000. Research and Application of Ergonomics in Developing Countries, with Special Referenceto Indonesia. Jurnal Ergonomi Indonesia. 1(1-6): 24-30.
Manuaba, A. 2003. Holistic Design Is A Must To Attain Sustainable Product, The National Seminar on ProductDesign and Development Industrial Engineering UK Maranatha, Bandung, 4-5 Juli.
Manuaba, A. 2006. Aplikasi Ergonomi dengan Pendekatan Holistik perlu, demi Hasil yang lebih lestari danmampu bersaing. Juornal Sosial dan Humaniora 1(03):235-249
Nurmalinda dan Hayati, 2014. Preferensi Konsumen Terhadap Krisan Bunga Potong dan Pot (ConsumerPreferences Chrysanthemum Cut Flowers and Pot). Jurnal Hortikultura. Indonesian center forHorticulture research and Development. Vol. 24 No. 4, p363-372.
Yusuf, M. Adiputra, N. Sutjana, IDP. Tirtayasa, K. 2016. The Improvement of Work Posture Using RULA(Rapid Upper Limb Assessment) Analysis to Decrease Subjective Disorders of Strawberry Farmers inBali. International Research Journal of Engineering, IT & Scientific Research. Vol 2. NO 9. Sept 2016.p1-6.
6. UCAPAN TERIMAKASIH

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.53-58) 978-602-60766-3-2
58
Terimakasih kami ucapkan kepada Pusat Penelitian dan Pengabdian pada Masyarakat (P3M),Pihak Jurusan Teknik Mesin Politeknik Negeri Bali, dan Lembaha Penelitian dan PengabdianMasyarakat (LPPM) STIPAR Triatma Jaya Denpasar, yang telah memberikan support pada penelitianini sehingga penelitian ini bisa berjalan dan terpublikasi dengan baik.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.59-63) 978-602-60766-3-2
59
PERBAIKAN SIKAP KERJA PADA PROSES PEMBERSIHAN GARAM AMED DAPATMENURUNKAN BEBAN KERJA, KELUHAN OTOT DAN KELELAHAN SERTA
MENINGKATKAN PRODUKTIVITAS KERJA
I Ketut Gde Juli Suarbawa1), I Ketut Bangse2)
1,2)Dosen Teknik Mesin Politeknik Negeri Bali
ABSTRAK
Sikap kerja pekerja pada proses pembersihan adalah duduk di lantai dengan kaki di bawah, sehingga sikap kerjaini sering membungkuk saat membuang kotoran garam sehingga cepat menyebabkan keluhan pada sistem danmengakibatkan kelelahan Sikap kerja yang tidak alamiah menyebankan otot berkontraksi atau bekerja sehinggamenyebabkan denyut nadi kerja meningkat. Bila kelelahan ini terus berlangsung maka dapat berakibat terhadappenurunan kekebalan tubuh dan konsentrasi kerja. Untuk itu dilakukan penelitian one short case study dengan rancanganpre-post test group design dengan subjek 5 orang pekerja wanita pada proses pembersihan garam. Beban kerja diprediksidari nadi kerja yang dihitung dengan metode 10 denyut. Keluhan subyektif didata dari indikasi tingkat kelelahan dankeluhan otot skeletal yang diperoleh melalui pengisian kuesioner 30 items kelelahan dan Nordic Body Map sebelum dansesudah bekerja. Data produktivitas kerja dihitung perbandingan nadi kerja dengan jumlah produk yang dihasilkan. Bedakemaknaan data dianalisis dengan uji t-Paried pada taraf signifikansi 5 % ( = 0,05). Hasil penelitian menunjukkanbahwa perbaikan sikap kerja menyebabkan
Kata Kunci: Sikap kerja, kelelehan, keluhan otot dan produktivitas kerja.
1. PENDAHULUANAir laut dari pantai Amed memiliki kadar NaCl yang lebih rendah dibandingkan kadar NaCl pada air
laut dari pantai Tianyar yang berjarak sekitar 20 km dari pantai Amed, sehingga sangat baik digunakansebagai bahan baku garam. Produk garam Amed yang telah dihasilkan dari petani garam selanjutnya diolahdan dikemas agar siap dijual. Proses pengolahan garam tang dihasilkan dari petani ini dilakukan secaramanual. Proses tersebt antara lain pembersihan garam dan pengemasan. Mutu Garam Amed Bali secaraorganoleptik berdasarkan hasil pengujian oleh Tim Pengawas Mutu MPIG Garam Amed Bali di Amed Bali,diperoleh memiliki warna putih berkilap, ukuran kecil dan seragam, sangat sedikit mengandung benda asing(kotoran), aroma enak, bersifat lunak, mudah dikunyah, mudah larut dan rasa asinnya kuat. Cara kerja padaproses pembersihan ini adalah dengan membuang butiran kotoran yang ada pada garam satu persatu hinggagaram bersih. Proses ini dilakukan oleh tenaga kerja wanita selama 8 jam kerja yang dimulai pukul 08.00hinngga pukul 17.00 wita dengan istirahat satu jam yaitu jam 12.00-13.00 wita. Sikap kerja pekerja padaproses pembersihan adalah duduk di lantai dengan kaki di bawah, sehingga sikap kerja ini seringmembungkuk saat membuang kotoran garam. Sikap kerja membungkuk atau sikap kerja yang tidak alamiahdapat menyebabkan keluhan pada sistem muskuloskeletal (Choobineh, et al., 2007) dan mengakibatkankelelahan (Gooyers dan Stevenson, 2012; Guyton & Hall, 1996). Selain itu sikap kerja yang tidak alamiah inipekerja merasa lebih cepat lelah. Umumnya kelelahan berlangsung di susunan syaraf pusat yakni pada ototyang berkontraksi atau bekerja. Bila kelelahan ini terus berlangsung maka dapat berakibat terhadap penurunankekebalan tubuh dan konsentrasi kerja (Nagai, et al., 2011; Rahayu, 2002).
Hasil penelitian awal diperoleh bahwa pekerja sering mengambil istirahat curian dengan melakukangerakan gerakan yang tidak efektif, seperti merapikan rambut, memegang kaki, meluruskan kaki, berdiri, danmerapikan pakaian. Akibatnya waktu kerja semakin lama, dan hasil kerja semakin sedikit. Untuk mengatasimasalah tersebut diperlukan upaya perbaikan cara kerja pada proses pembersihan garam dengan pendekatanergonomi yaitu dengan perbaikan sikap kerja agar pekerja dapat bekerja secara alamiah. Dalam kaitannyadengan masalah di atas perlu dilakukan usaha untuk menserasikan pekerjaan (alat/mesin, metode kerja/isipekerjaan dan lingkungan kerja) kepada manusia (kemampuan, kebolehan dan batasan) dan hanya karenaalasan teknis dan ekonomi semata-mata upaya yang harus dilakukan untuk menserasikan manusia kepadapekerjaan, melalui seleksi, latihan dan adaptasi (Manuaba, 2000). Aspek penting yang perlu diperhatikandalam kerja adalah sikap kerja yang alamiah, stasiun kerja yang ergonomis dan lingkungan yang nyamansehingga pekerja dapat bekerja dengan nyaman, aman dan sehat.
1 Korespondensi penulis: IKG Juli Suarbawa, email : [email protected]

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.59-63) 978-602-60766-3-2
60
2. MATERI DAN METODEPenelitian ini merupakan penelitian one short case study dengan rancangan pre and post test desaign
group yang dilakukan secara observasional terhadap 5 orang perajin pada proses nguwad. Beban kerja perajindiukur dari denyut nadi kerja. Mikroklimat di tempat kerja diukur adalah suhu basah, suhu kering,kelembaban, intensitas kebisingan, dan intensitas cahaya. Keluhan subyektif di prediksi dari koesioner 30 itemkelelahan dengan empat skala Likert, dan keluhan otot skeletal diprediksi dengan kosioner Nordic Body Map.Analisa secara statistik dilakukan secara deskriptif terhadap beban kerja, keluhan otot skeletal, keluhansubyektif.
3. HASIL DAN PEMBAHASAN3.1 Karakteristik perajin
Karakteristik pekerja yang meliputi umur, berat badan, tinggi badan, indeks massa tubuh (IMT) danpengalaman kerja, disajikan pada berikut.
Tabel 1. Data Karakteristik Subjek (n=5)Uraian Mean SD Rentangan
Umur (tahun) 28,61 4,31 26,50 - 35,50Berat badan (kg) 59,02 2,81 57,65 - 63,02Tinggi badan (cm) 153,20 3,01 150,05 - 155,01IMT (kg/cm2) 21,39 1,31 20,21 - 22,50Pengalaman kerja(tahun) 4,24 0,53 2,50 – 4,51
Keterangan: SD = Standar deviasi
3.2 Perbaikan Sikap KerjaKetidaksesuaian bidang kerja dari pekerja dapat menimbulkan sikap kerja yang tidak alamiah sehingga
meningkatkan beban kerja dan gangguan pada otot skeletal. Bidang kerja yang rendah akan dapatmenimbulkan sikap kerja yang membungkuk sehingga dapat menimbulkan gangguan otot pada punggung,leher, bahu, lengan atas dan bawah, kaki dan tumit. Sehingga pekerja dengan posisi seperti ini akan dapatmenimbulkan kelelahan dengan cepat. Ketinggian bidang kerja mempengaruhi sikap kerja. Tinggi bidangkerja yang tidak sesuai dengan antropometri pekerja akan dapat menimbulkan keluhan subjektif otot skeletal.Posisi tubuh yang salah atau tidak alamiah apalagi di dalam sikap paksa, jelas akan mengurangi produktivitasseseorang. Karena ada sejumlah tenaga yang harus dikeluarkan oleh orang yang bersangkutan karena adanyabeban tambahan yang tidak perlu dan dilain pihak dalam sikap paksa tersebut yang bersangkutan tidak mampumenggerakkan kemampuannya secara optimal (Manuaba, 2000).
(a) Sikap Kerja PI (b) Sikap Kerja PII
3.3 Kondisi LingkunganKondisi lingkungan sangat berpengaruh terhadap kenyamanan dan kesehatan pekerja yang
diakibatkan dari pengaruh kondisi fisik maupun psikologis serta adanya sikap kerja yang belum ergonomis.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.59-63) 978-602-60766-3-2
61
Bila kondisi lingkungan tidak baik akan menimbulkan gangguan kesehatan, ketidakpuasan, menurunnyamotivasi dan rendahnya produktivitas kerja. Dalam penelitian ini pengukuran kondisi lingkungan dilakukandari pagi hari hingga siang hari. Kondisi lingkungan meliputi suhu udara kering, suhu udara basah,kelembaban udara, kecepatan angin, suhu bola dan WBGT (wet bulb globe temperature).
Tabel 2. Data Kondisi Lingkungan Kerja
Uraian Sebelum Kerja Setelah Kerjap
Rerata SD Rerata SD
Suhu udara kering (oC) 31,03 2,08 32,20 0,37 0,000
Suhu udara basah (oC) 25,55 0,82 22,06 0,68 0,000
Suhu bola (oC) 30,06 0,34 32,09 0,51 0,000
WBGT (oC) 26,05 0,54 25,76 0,59 0,031
Kelembaban relatif (%) 72,01 0,84 60,09 0,71 0,000
Kecepatan angin (m/dt) 0,913 0,116 0,851 0,147 0,068
Intensitas cahaya (lux) 416,78 6,34 419,88 4,62 0,166
Intensitas suara (dB) 60,10 1,74 50,64 1,04 0,000Keterangan: SD = Standar deviasi,
Lingkungan kerja mempengaruhi beban kerja pekerja. Lingkungan kerja yang panas akan menambahberatnya beban kerja pekerja (Hendra, 2003). Lingkungan kerja yang nyaman akan menjadikan pekerja bisabekerja selama 8 jam kerja dengan baik (Manuaba, 2005). Lingkungan kerja seperti yang tertera pada Tabel 1,masih berada dalam batas adaptasi pekerja, sehingga bisa bekerja dengan baik.
3.4 Beban KerjaBeban kerja dihitung secara objektif melalui pengukuran frekuensi denyut nadi kerja (DNK) dengan
metode 10 denyut yang dihitung berdasarkan atas peningkatan nadi kerja yaitu selisih denyut nadi istirahatdengan denyut nadi kerjanya. Adapun denyut nadi istirahat perajin (denyut nadi sebelum kerja) sebagaiberikut.
Tabel 3. Data Denyut Nadi Istirahat dan Denyut Nadi Kerja antaraKelompok Kontrol (PI) dan Kelompok Perlakuan (PII) (n=5)
UraianDenyut Nadi Istirahat (dpm) Denyut Nadi Kerja (dpm)
pMean Min Max Mean Min Max
KelompokKontrol (PI)
70,30 1,44
70,07 72,88 101 3,78 100,28 105,68
0,000KelompokPerlakukan (PII)
71,30 3,04
70,07 73,68 95 3,78 97,23 99,45
Keterangan: Min = Nilai minimum, Max = Nilai maximum, p = Signifikasi.
Rerata denyut nadi pekerja pada penelitian PI mencapai 101 3,78 denyut/menit termasuk katagoribeban kerja sedang. Sedangkan setelah perbaikan menunjukkan reratanya sebesar 95 3,78 denyut/menittermasuk katagori beban kerja ringan. Hasil uji Kolmogorov-Smirnov (K-S) dengan tingkat kepercayaan ( =0,05) menunjukkan bahwa semua data denyut nadi berdistribusi normal (p >0,05). Dari analisis uji t-pairedrerata denyut nadi istirahat kedua perlakuan tidak berbeda signifikan (p>0,05) ini menunjukkan tidak adacarrier efek atau residual efek penelitian PI terhadap penelitian PII. Hasil analisis uji t-paired denyut nadikerja antara kedua perlakuan berbeda bermakna (p<0,05). Hal ini membuktikan bahwa perlakuan PII telahmemberikan efek penurunan beban kerja. Beban kerja pada PI tinggi disebabkan bekerja terus menerus tanpaistirahat dengan sikap kerja yang tidak alamiah, kontraksi otot meningkat, menyebabkan cepat lelah, sirkulasidarah lebih banyak, jantung berdenyut lebih cepat. Sedangkan pada perlakuan PI adanya sikap kerja yangalamiah menyebabkan kontraksi otot menurun, aliran darah mulai normal dan denyut nadi berangsur-angsurnormal mencapai nadi istirahat dan nadi kerja berikutnya akan hampir sama dengan nadi kerja sebelumnya

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.59-63) 978-602-60766-3-2
62
sehingga rerata beban kerja menurun. Penurunan beban kerja diperlukan agar pekerja lebih sehat danproduktif dalam bekerja (Sumakmur, 2009).
3.5 Keluhan MuskuloskeletalData keluhan muskuloskeletal didapatkan secara subjektif dari pengisian kuesioner Nordic body map
dengan memakai skala 4 likert. Perajin akan menyilang nomor yang tersedia dari 0-27 sesuai keluhan yangdirasakan. Sebelum dilakukan uji efek perbaikan sikap kerja maka data yang diperoleh diuji dengan ujinormalitas. Berdasarkan uji normalitas dengan Shapiro-Wilk didapat hasil seperti berikut.
Tabel 4. Data Keluhan Muskuloskeletal antara Kelompok Kontrol (PI)dan Kelompok Perlakuan (PII) Sebelum Bekerja dan Setelah Bekerja (n=5)
UraianSebelum Kerja Setelah Kerja
PMean SD Mean SD
Kelompok Kontrol (PI) 27,42 4,54 76,03 3,930,000
Kelompok Perlakukan (PII) 26,32 3,41 52,76 2,03Keterangan: SD = Standar deviasi, p = nilai signifikansi.
Tabel 4 menunjukkan bahwa data dari keluhan muskuloskeletal setelah bekerja, berdistribusi normal.Analisis kemaknaan dengan Independent-Samples T Test menunjukkan bahwa nilai p = 0,001. Hal ini berartibahwa rerata skor keluhan muskuloskeletal setelah sikap kerja berbeda secara bermakna (p<0,05) ataumenunjukkan ada pengaruh perbaikan sikap kerja terhadap penurunan keluhan muskuloskeletal.
Aktivitas pekerja pada proses pembersihan garam lebih banyak melibatkan otot statis, sehinggaterjadi pembebanan yang berlebih pada otot dengan durasi pembebanan yang panjang dan berulang-ulangsehingga sirkulasi darah ke otot berkurang, suplai oksigen menurun, proses metabolisme terhambat dan terjadipenimbunan asam laktat sehingga menimbulkan nyeri/sakit pada otot skeletal (Kroemern and Grandjean,2009; Suma’mur, 2009).
3.6 KelelahanKelelahan perajin setelah kerja didata dengan pengisian 30 items of rating scale sebelum dan sesudah
bekerja. Hasil uji normalitas data rerata skor kelelahan disajikan pada Tabel 5.Tabel 5. Data Kelelahan antara Kelompok Kontrol (PI)
dan Kelompok Perlakuan (PII) Sebelum Bekerja dan Setelah Bekerja (n=5)
UraianSebelum Bekerja Setelah Bekerja
Mean SD Mean SD P
Kelompok Kontrol (PI) 31,05 4,67 56,49 3,660,000
Kelompok Perlakukan (PII) 30,15 2,75 45,21 1,22Keterangan: SD = Standar deviasi, p = Signifikansi
Dari tabel di atas dapat dilihat bahwa nilai p kelelahan sebelum kerja dan setelah kerja nilai p<0,05,sehingga dapat disimpulkan bahwa terjadi peningkatan kelelahan perajin setelah kerja. Diakibatkan olehpekerjaan yang dilakukans ecara berulang ulang dengan paparan suhu panas dan debu serta adanya sikap kerjayang tidak ergonomis. Kelelahan yang terjadi pada proses kerja nguwad trompong diakibatkan oleh proseskerja berulang-ulang dalam jangka waktu cukup lama dengan aktivitas kerja statis. Pada umumnya kelelahanyang diakibatkan oleh aktivitas kerja statis dipandang mempunyai pengaruh yang lebih besar dibandingkandengan aktivitas kerja dinamis.
Menurut Oesman (2010) kerja manual dan berulang-ulang pada kondisi lingkungan yang panasmerupakan salah satu faktor yang berpotensi meningkatkan beban kerja fisik dan terjadinya kecelakaan kerjasehingga dapat menimbulkan penyakit akibat kerja (keluhan muskuloskeletal dan kelelahan). Kondisi suhulingkungan kerja yang panas sering juga disebut sebagai tekanan panas terhadap pekerja. Tekanan panas inimenurut Siswanto, (1987) adalah perpaduan dari suhu dan kelembaban udara, kecepatan aliran udara, suhuradiasi dengan panas yang dihasilkan oleh metabolisme tubuh.3.7 Produktivitas Kerja

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.59-63) 978-602-60766-3-2
63
Produktivitas kerja merupakan suatu perbandingan antara keluaran dan masukan persatuan waktu.Produktivitas kerja dalam pekerjaan pembersihan garam ini ditinjau dari aspek fisiologis. Produktivitas kerjadari aspek fisiologis, sebagai masukannya adalah rerata denyut nadi kerja (dpm) dari pekerja. Sedangkanwaktu adalah lamanya proses kerja (menit) dan keluarannya adalah jumlah produk yang dihasilkan (kg).Jumlah rerata nadi kerja kelompok pada penelitian PI adalah 312,50 denyut/menit dan rerata waktu kerja59,89 menit (0,998 jam) per satu kg garam. Sedangkan jumlah rerata nadi kerja kelompok pada penelitian PIIadalah 260,12 denyut/menit dengan rerata waktu kerja 45,45 menit (0,941 jam). Dari hasil perhitungan data diatas diperoleh rerata produktivitas pada penelitian PI sebesar 0,00325 0,000077. Sedangkan rerataproduktivitas pada penelitian PII diperoleh 0,00408 0,000075 Dari hasil analisis uji t-paired diperolehrerata produktivitas antara kedua perlakuan berbeda signifikan (p<0,05). Adanya perbaikan cara kerja dansikap kerja menyebabkan denyut nadi kerja tidak meningkat tajam menurunya kelelahan dan otot skeletalkarena istirahat curian berkurang, waktu kerja lebih singkat sehingga produktivitas meningkat. Perbaikanstasiun kerja akan menurunkan beban kerja dan meningkatkan produktivitas kerja para pekerja (Suarbawa, etal., 2016).
4. KESIMPULANDari uraian di atas dapat disimpulkan bahwa perbaikan sikap kerja pada proses pembersihan garam
menyebabkan:a. Terjadi penurunan beban kerja dari katarori beban kerja sedang menjadi beban kerja ringanb. Terjadi penurunan keluhan muskuloskeletal dan kelelahan setelah kerja yang signifikan pada proses
pembersihan garam.c. Terjadi peningkatan produktivitas kerja yang signifikan setelah perbaikan sikap kerja (PII).d. untuk peningkatan produktivitas kerja pada proses pembuatan garam sangat perlu diperhatikan cara kerja
dan sikap kerja yang ergonomis sehingga pekerja dapat beekrja dengan nyaman, aman, dan produktif.
5. DAFTAR PUSTAKAChoobineh A, Tabatabaei, Sayed H, Mokhtarzadeh A, Salehi M. 2007. Musculoskeletal Problems among Workers of an
IranianRubber Factory: Journal of Occupational Health 2007;49:48-423.Gooyers, C.E. Stevenson.J.M. 2012. The impact of an increase in work rate on task demands for a simulated industrial
hand tool assembly task. International Journal of Industrial Ergonomics.42:80-89.Guyton, A.C. & Hall, J.E. 1996. Medicine Physiology. Pensylvania: W. B. Sounders CompanyHendra. 2003. Faktor-Faktor Yang Mempengaruhi Peningkatan Suhu Tubuh Dan Denyut Nadi Pada Pekerja Yang
Terpajan Panas. Studi kasus di Departemen COR divisi Tempa dan COR, PT Pindad Bandung. Tesis FakultasKesehatan Masyarakat.
Kroemer, K.H.E., and Granjean, E. 2009. Fiting the Task to the Human, 4th ed. Taylor & Francis Inc. London.Manuaba, A. 2000. Research and Application of Ergonomics in Developing Countries, with Special Reference to
Indonesia. Jurnal Ergonomi Indonesia. 1(1-6): 24-30.Manuaba, A. 2005. Accelerating OHS-Ergonomics Program By Integrating ’Built-In” Within The Industry’s Economic
Development Scheme Is A Must-With Special Attention To Small And Medium Enteprises (SMEs), Proceedingsthe 21st Annual Conference of The Asia Pasific Occupational Safety & Health Organization, Bali, 5-8 September.
Nagai Y, Georgiev G V, Zhou F. 2011. A methodology to analyze in-depth impressions of design on the basis of conceptnetworks’. Journal of Design Research, 9(1): 44–64.
Oesman, T., I. 2010. Intervensi Ergonomi Pada Proses Stamping Part Body Component Meningkatkan Kualitas DanKepuasan Kerja Serta Efisiensi Waktu di Divisi Stamping Plant PT ADM JAKARTA. Disertasi. Program StudiErgonomi Fisiologi Kerja Universitas Udayana, Denpasar.
Rahayu, R. 2002. Hubungan Suhu Lingkungan Kerja Dengan Waktu Reaksi Rangsang Cahaya Tenaga Kerja Di BagianTeknik Logam Balai Yasa Perumka Yogyakarta Mei 2002. Undergraduate Thesis, Diponegoro University.
Siswanto. 1987. Manajemen Tenaga Kerja Indonesia. Jakarta : PT. Bumi Aksara.Suarbawa, IKG. Adiputra, N. Pangkahilla, J.A. Sutjana, IDP. 2016. Work Posture Improvement Using Ergonomic
Approach Decreases Subjective Disorders of Perapen Workers on the Process of Nguwad Gamelan in Bali. .International Research Journal of Engineering, IT & Scientific Research. Vol 2. NO 9. Sept 2016. P 7-14.
Suma’mur, PK. 2009. Higene Perusahaan Dan Kesehatan Kerja. Jakarta: Sagung Seto.
6. UCAPAN TERIMAKASIHDengan terpublikasikannya makalah ini, kami mengucapkan terimakasih kepada Pusat Penelitian dan
Pengabdian pada Masyarakat (P3M), Pihak Jurusan Teknik Mesin Politeknik Negeri Bali, karena telahmemberikan dukungan pada penelitian ini sehingga penelitian ini bisa berjalan dengan baik.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.64-69) 978-602-60766-3-2
64
RANCANG BANGUN PENANGKAL PETIR DENGAN MENGGUNAKAN TANAH BASAHDAN TANAH KERING PADA LABORATORIUM TEKNIK KONVERSI ENERGI
Syarifuddin1), Herman Nauwir2), Sonong3)
1) Dosen Jurusan Teknik Elektro Politeknik Negeri Ujung Pandang, Makassar2,3)Dosen Jurusan Teknik Mesin, Politeknik Negeri Ujung Pandang, Makassar
ABSTRACT
Lightning rods in the Laboratory of Energy Distribution System & Protection Polytechnic of Ujung PandangState have not function properly so resistance value tends to be big, this is not good for earth. This problem can besolved by rebuilding lightning rods on wet and dry soil. This activity is done to minimize resistance resistance value inthis regard, this activity is done by designing, assembling and collecting data is done by testing, while data analysis isdone by counting. Based on the results of the discussion concluded that the resistance value obtained is smaller than theprevious tool. It is proved by the test result that the resistance value on the rod electrode in dry conditions is around 1.56- 2.40 Ohm while the previous tool ranges from 1.6 to 9.0 Ohm. Then for the wet soil conditions ranging from 0.45 to1.29 Ohm while the previous tool is ranging from 1.8 to 5.25 Ohm.
Keywords: Lightning rod, Finisial, Electrode rod, electrode plate
1. PENDAHULUANIndonesia terletak didaerah katulistiwa yang panas dan lembab , mengakibtkan terjadinya hari guruh
(IKL) yang sangat tinggi dibanding daerah lainnya (100 -200 hari pertahun) , bahkan daerah cibinong sempattercatat pada .Guiness Book of Records 1988, dengan jumlah 322 petir per tahun. Kerapatan sambaran petirdi Indonesia juga sangat besar yaitu 12/km2/tahun yang berarti pada setiap luas area 1 km2 berpotensimenerima sambaran petir sebanyak 12 kali setiap tahunnya. Energy yang dihasilkan oleh satu sambaran petirmencapai 55 kwhours.Khusus di Kampus Politeknik petir telah banyak menimbulkan kerusakan yangmerugikan di Politeknik . Semakin banyaknya pemakaian alat elektronik dan peralatan tegangan rendah saatini telah meningkatkan jumlah statistik kerusakan yang timbul akibat sambaran petir, baik langsung maupuntidak langsung.Petir adalah suatu fenomena alam, yang pembentukannya dari terpisahnya muatan di dalamawan cumulonimbus yang terbentuk akibat adanya pergerakan udara keatas akibat panas dari permukaan lautserta adanya udara yang lembab, umumnya muatan negatif terkumpul dibagian bawah dan ini menyebabkanterinduksinya muatan positip diatas permukaan tanah,sehingga membentuk medan listrik antara awan dengantanah jika muatan listrik cukup besar dan kuat medan listrik di udara dilampaui maka terjadilah pelepasanmuatan berupa petir yang bergerak dengan kecepatan cahaya dengan efek merusak yang sangat dahsyatkarena kekuatannya.Sambaran petir pada tempat yang jauh sekalipun sudah mampu merusak sistemelektronika dan peralatannya, misalnya instalasi jaringan komputer, perangkat telekomunikasi seperti PABXdan modem, sistem kontrol, alat-alat pemancar dan instrumen, serta peralatan elektronik sensitif lainnya.
2. METODE PENELITIANPenelitian akan dilakukan dalam dua tahap, yaitu penelitian tahun ke-1 dan penelitian tahun ke2
Metode penelitian yang dipakai adalah merancang bangun, menguji hasil rancang bangun danmengimplementasikan hasil rancang bangun. Secara struktural perangkat sistem peralatan ini akan diuraikansebagai berikut. Pada penelitian tahun pertama yang dilakukan adalah Penelitian Penangkal petir eksternal.Penangkap Petir ( Finial)
Fungsi finial penangkalan petir adalah ”menangkap petir” atau merupakan ”obyek sambaran petir”sehingga petir tidak menyambar atau mengenai tempat lain. Finial penangkal petir berada di bagian teratasdari penangkal petir, dari logam dan bentuk tegak maupun mendatar. Finial-finial petir ditempatkan dengansusunan tertentu sedemikian rupa sehingga sedapat mungkin semua petir dapat ditangkapnya tampamengenai bagian-bagian lain yang dilindunginya ,dalam penelitian ini akan dirancang penangkap petir (Finial ) yang dapat dengan cepat menyambut luncuran arus petir dalam hal ini mampu untuk lebih cepat darisekelilingnya.untuk memasang finial ini akan dibuat menara yang lebih tinggi dari gedung laboratariumTeknik Konversi Energi.
1 Korespondensi: [email protected]
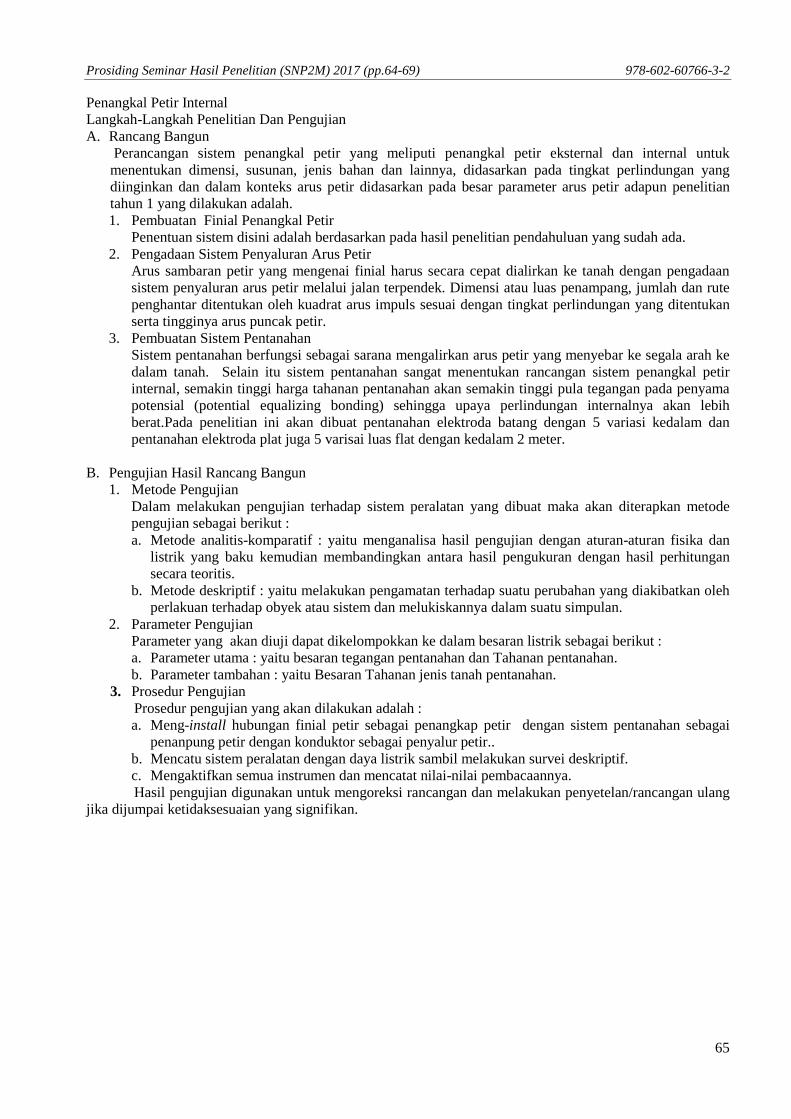
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.64-69) 978-602-60766-3-2
65
Penangkal Petir InternalLangkah-Langkah Penelitian Dan PengujianA. Rancang Bangun
Perancangan sistem penangkal petir yang meliputi penangkal petir eksternal dan internal untukmenentukan dimensi, susunan, jenis bahan dan lainnya, didasarkan pada tingkat perlindungan yangdiinginkan dan dalam konteks arus petir didasarkan pada besar parameter arus petir adapun penelitiantahun 1 yang dilakukan adalah.1. Pembuatan Finial Penangkal Petir
Penentuan sistem disini adalah berdasarkan pada hasil penelitian pendahuluan yang sudah ada.2. Pengadaan Sistem Penyaluran Arus Petir
Arus sambaran petir yang mengenai finial harus secara cepat dialirkan ke tanah dengan pengadaansistem penyaluran arus petir melalui jalan terpendek. Dimensi atau luas penampang, jumlah dan rutepenghantar ditentukan oleh kuadrat arus impuls sesuai dengan tingkat perlindungan yang ditentukanserta tingginya arus puncak petir.
3. Pembuatan Sistem PentanahanSistem pentanahan berfungsi sebagai sarana mengalirkan arus petir yang menyebar ke segala arah kedalam tanah. Selain itu sistem pentanahan sangat menentukan rancangan sistem penangkal petirinternal, semakin tinggi harga tahanan pentanahan akan semakin tinggi pula tegangan pada penyamapotensial (potential equalizing bonding) sehingga upaya perlindungan internalnya akan lebihberat.Pada penelitian ini akan dibuat pentanahan elektroda batang dengan 5 variasi kedalam danpentanahan elektroda plat juga 5 varisai luas flat dengan kedalam 2 meter.
B. Pengujian Hasil Rancang Bangun1. Metode Pengujian
Dalam melakukan pengujian terhadap sistem peralatan yang dibuat maka akan diterapkan metodepengujian sebagai berikut :a. Metode analitis-komparatif : yaitu menganalisa hasil pengujian dengan aturan-aturan fisika dan
listrik yang baku kemudian membandingkan antara hasil pengukuran dengan hasil perhitungansecara teoritis.
b. Metode deskriptif : yaitu melakukan pengamatan terhadap suatu perubahan yang diakibatkan olehperlakuan terhadap obyek atau sistem dan melukiskannya dalam suatu simpulan.
2. Parameter PengujianParameter yang akan diuji dapat dikelompokkan ke dalam besaran listrik sebagai berikut :a. Parameter utama : yaitu besaran tegangan pentanahan dan Tahanan pentanahan.b. Parameter tambahan : yaitu Besaran Tahanan jenis tanah pentanahan.
3. Prosedur PengujianProsedur pengujian yang akan dilakukan adalah :a. Meng-install hubungan finial petir sebagai penangkap petir dengan sistem pentanahan sebagai
penanpung petir dengan konduktor sebagai penyalur petir..b. Mencatu sistem peralatan dengan daya listrik sambil melakukan survei deskriptif.c. Mengaktifkan semua instrumen dan mencatat nilai-nilai pembacaannya.Hasil pengujian digunakan untuk mengoreksi rancangan dan melakukan penyetelan/rancangan ulang
jika dijumpai ketidaksesuaian yang signifikan.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.64-69) 978-602-60766-3-2
66
(a) (b)Gambar 1. (a) Diagram alir langkah-langkah penelitian dalam tahun ke-1, (b) langkah-langkah penelitian
dalam tahun ke-2.
3. HASIL DAN PEMBAHASANTabel 1 Data Hasil Percobaan Pengukuran Pentanahan Pada Elektroda Plat dalam Keadaan Kering
No. Jenis tanah JarakLuas Elektroda Plat
(m x m)
TahananPentanahan
R (Ω)
TeganganPentanahan (v)
1. Kering
E-P = 3 mE-C = 7 m
0,2 x 0,2 7,51 0,40,3 x 0,3 6,20 0,40,4 x 0,4 5,12 0,5
Paralel0,2 – 0,4 4,10 0,40,3 – 0,4 3,86 0,50,2 – 0,3 4,07 0,4
Semua 3,60 0,3
E-P = 10 mE-C = 14 m
0,2 x 0,2 6,80 0,40,3 x 0,3 5,81 0,40,4 x 0,4 4,73 0,5
Paralel0,2 – 0,4 3,90 0,30,3 – 0,4 3,75 0,30,2 – 0,3 4,29 0,3
Semua 3,45 0,2
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.64-69) 978-602-60766-3-2
67
Tabel 2 Data Hasil Percobaan Pengukuran Pentanahan Pada Elektroda Plat dalam Keadaan Basah
No. Jenis tanah JarakLuas Elektroda Plat
(m x m)
TahananPentanahan
R (Ω)
TeganganPentanahan (v)
1 Basah
E-P = 3 mE-C = 7 m
0,2 x 0,2 3,56 0,60,3 x 0,3 4,50 0,60,4 x 0,4 5,20 0,6
Paralel0,2 – 0,4 2,78 0,60,3 – 0,4 2,59 0,60,2 – 0,3 2,93 0,6
Semua 2,40 0,6
E-P = 10 mE-C = 14 m
0,2 x 0,2 2,93 0,60,3 x 0,3 3,61 0,60,4 x 0,4 4,16 0,7
Paralel0,2 – 0,4 3,97 0,60,3 – 0,4 3,10 0,60,2 – 0,3 3,38 0,6
Semua 2,95 0,6
Tabel 3 Data Hasil Percobaan Pengukuran Pentanahan Pada Elektroda Batang dalam Keadaan Kering
No. Jenis Tanah JarakKedalamanElektroda
(m)
TahananPentanahan
R (Ω)
TeganganPentanahan (v)
1.Kering
E-P = 3 m 6 2,40 0,3E-C = 5 m 12 1,94 0,3
Paralel 1,54 0,3E-P = 7 m 6 1,80 0,3
E-C = 11 m 12 1,71 0,3Paralel 1,30 0,3
E-P = 10 m 6 1,56 0,2E-C = 14 m 12 1,35 0,2
Paralel 1 0,2
Tabel 4 Data Hasil Percobaan Pengukuran Pentanahan Pada Elektroda Batang dalam Keadaan Basah
No. Jenis Tanah JarakKedalamanElektroda
(m)
TahananPentanahan
R (Ω)
TeganganPentanahan (v)
1 Basah
E-P = 3 m 6 1,29 0,3E-C = 5 m 12 0,86 0,1
Paralel 0,58 0,2E-P = 7 m 6 0,52 0,4
E-C = 11 m 12 0,30 0,3Paralel 0,28 0,3
E-P = 10 m 6 0,45 0,3E-C = 14 m 12 0,42 0,2
Paralel 0,35 0,3
Menghitung Nilai Tahanan Elektroda PlatSebagai contoh perhitungan diambil data no. 1 pada tabel 1 untuk kondisi tanah kering dengan data sebagaiberikut :Dari data no. 1 pada tabel 1 diketahui bahwa :a. Kedalaman Pasak (s) = 2,2 mb. Luasan Pasak (w.l) = 0,2 x 0,2 m

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.64-69) 978-602-60766-3-2
68
c. Rp = 7,51
untuk mendapatkan nilai ρ , dan Rth digunakan Persamaan Sebagai Berikut :ρ = Kedalaman x Rp
= 2,2 x 7,51= 16,52 Ωm
Tahanan Secara Teoritis (Rth)
Rth = , ( . +,
)
=., ( , , +
, , )
= 3,93 ( 25 + 0,07)= 98,52 Ω
Dengan cara yang sama, diperoleh hasil analisa data yang lain selengkapnya dapat dilihat pada Tabel AnalisaData 5
Menghitung Nilai Tahanan Elektroda BatangSebagai contoh perhitungan diambil data no. 1 pada tabel 3 untuk kondisi tanah kering dengan kedalaman 6meter, dengan data sebagai berikut :Dari data no. 1 pada tabel 3 diketahui bahwa :
a. L = 6 meterb. Rp = 2,4 Ωc. a = 0,0254 m
Untuk mendapatkan Nilai ρ, dan Rth digunakan persamaan sebagai berikut:ρ = Rp x L
= 2,4 x 6= 14,4 Ωm
Tahanan secara teoritis (Rth)
Rth = (Ln – 1)
=,. (Ln
,, – 1)
= 1,69
Dengan cara yang sama, diperoleh hasil analisa data yang lain selengkapnya dapat dilihat pada TabelAnalisa Data . Menghitung Nilai Tahanan Paralel Elektroda Batang
Sebagai contoh perhitungan diambil data no. 1 pada tabel 3 untuk kondisi tanah Kering dengankedalaman 6 meter dan 12 meter dengan data sebagai berikut:Untuk mendapatkan Nilai Rparalel digunakan Persamaan Sebagai Berikut :
= , + ,= 0,42 + 0,52= 0,94 Ω
Rparalel = ,= 1,063 Ω
Dengan cara yang sama, diperoleh hasil analisa data yang lain selengkapnya dapat dilihat pada tabel AnalisaData
Menghitung nilai tahanan Paralel Elektroda PlatSebagai contoh perhitungan diambil data no. 1 pada tabel 1 untuk kondisi tanah kering dengan ukuran 0,2x 0,2 meter2, 0,3 x 0,3 meter2, dan 0,4 x 0,4 meter2 dengan data sebagai berikut :
Untuk mendapatkan nilai Rparalel digunakan persamaan sebagai berikut :
= , + , + ,= 0,243 + 0,259 + 0,245= 0,747 Ω
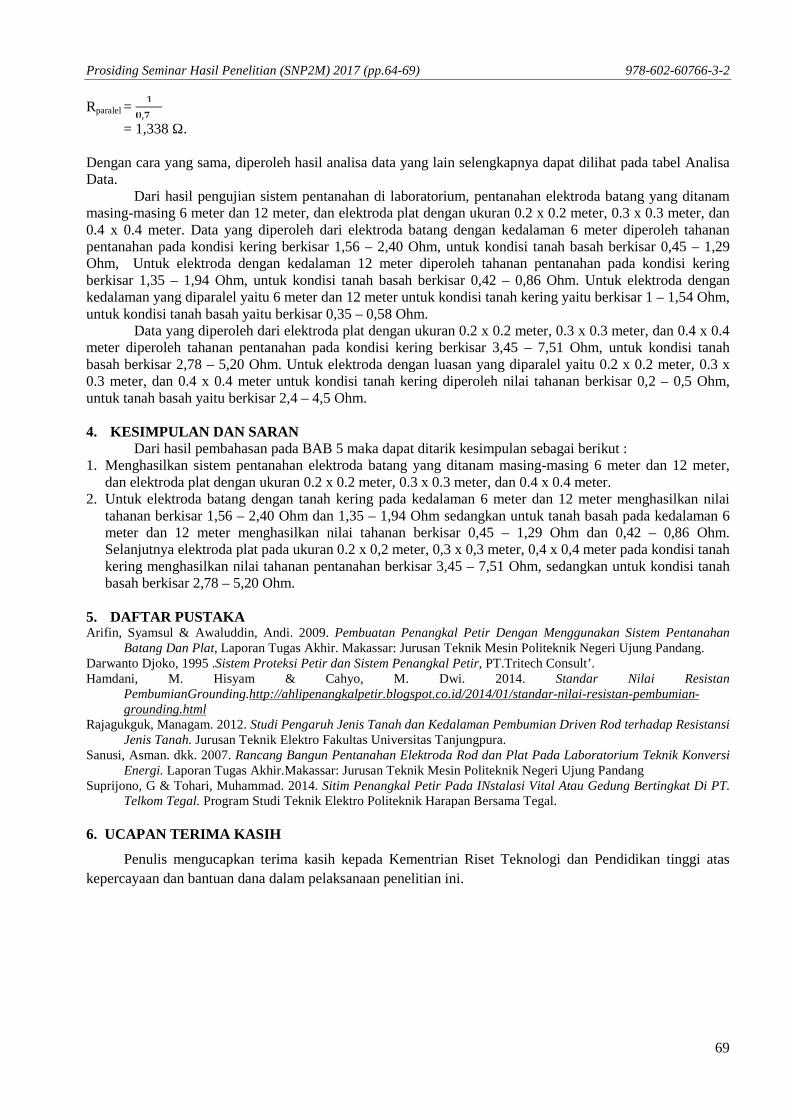
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.64-69) 978-602-60766-3-2
69
Rparalel = ,= 1,338 Ω.
Dengan cara yang sama, diperoleh hasil analisa data yang lain selengkapnya dapat dilihat pada tabel AnalisaData.
Dari hasil pengujian sistem pentanahan di laboratorium, pentanahan elektroda batang yang ditanammasing-masing 6 meter dan 12 meter, dan elektroda plat dengan ukuran 0.2 x 0.2 meter, 0.3 x 0.3 meter, dan0.4 x 0.4 meter. Data yang diperoleh dari elektroda batang dengan kedalaman 6 meter diperoleh tahananpentanahan pada kondisi kering berkisar 1,56 – 2,40 Ohm, untuk kondisi tanah basah berkisar 0,45 – 1,29Ohm, Untuk elektroda dengan kedalaman 12 meter diperoleh tahanan pentanahan pada kondisi keringberkisar 1,35 – 1,94 Ohm, untuk kondisi tanah basah berkisar 0,42 – 0,86 Ohm. Untuk elektroda dengankedalaman yang diparalel yaitu 6 meter dan 12 meter untuk kondisi tanah kering yaitu berkisar 1 – 1,54 Ohm,untuk kondisi tanah basah yaitu berkisar 0,35 – 0,58 Ohm.
Data yang diperoleh dari elektroda plat dengan ukuran 0.2 x 0.2 meter, 0.3 x 0.3 meter, dan 0.4 x 0.4meter diperoleh tahanan pentanahan pada kondisi kering berkisar 3,45 – 7,51 Ohm, untuk kondisi tanahbasah berkisar 2,78 – 5,20 Ohm. Untuk elektroda dengan luasan yang diparalel yaitu 0.2 x 0.2 meter, 0.3 x0.3 meter, dan 0.4 x 0.4 meter untuk kondisi tanah kering diperoleh nilai tahanan berkisar 0,2 – 0,5 Ohm,untuk tanah basah yaitu berkisar 2,4 – 4,5 Ohm.
4. KESIMPULAN DAN SARANDari hasil pembahasan pada BAB 5 maka dapat ditarik kesimpulan sebagai berikut :
1. Menghasilkan sistem pentanahan elektroda batang yang ditanam masing-masing 6 meter dan 12 meter,dan elektroda plat dengan ukuran 0.2 x 0.2 meter, 0.3 x 0.3 meter, dan 0.4 x 0.4 meter.
2. Untuk elektroda batang dengan tanah kering pada kedalaman 6 meter dan 12 meter menghasilkan nilaitahanan berkisar 1,56 – 2,40 Ohm dan 1,35 – 1,94 Ohm sedangkan untuk tanah basah pada kedalaman 6meter dan 12 meter menghasilkan nilai tahanan berkisar 0,45 – 1,29 Ohm dan 0,42 – 0,86 Ohm.Selanjutnya elektroda plat pada ukuran 0.2 x 0,2 meter, 0,3 x 0,3 meter, 0,4 x 0,4 meter pada kondisi tanahkering menghasilkan nilai tahanan pentanahan berkisar 3,45 – 7,51 Ohm, sedangkan untuk kondisi tanahbasah berkisar 2,78 – 5,20 Ohm.
5. DAFTAR PUSTAKAArifin, Syamsul & Awaluddin, Andi. 2009. Pembuatan Penangkal Petir Dengan Menggunakan Sistem Pentanahan
Batang Dan Plat, Laporan Tugas Akhir. Makassar: Jurusan Teknik Mesin Politeknik Negeri Ujung Pandang.Darwanto Djoko, 1995 .Sistem Proteksi Petir dan Sistem Penangkal Petir, PT.Tritech Consult’.Hamdani, M. Hisyam & Cahyo, M. Dwi. 2014. Standar Nilai Resistan
PembumianGrounding.http://ahlipenangkalpetir.blogspot.co.id/2014/01/standar-nilai-resistan-pembumian-grounding.html
Rajagukguk, Managam. 2012. Studi Pengaruh Jenis Tanah dan Kedalaman Pembumian Driven Rod terhadap ResistansiJenis Tanah. Jurusan Teknik Elektro Fakultas Universitas Tanjungpura.
Sanusi, Asman. dkk. 2007. Rancang Bangun Pentanahan Elektroda Rod dan Plat Pada Laboratorium Teknik KonversiEnergi. Laporan Tugas Akhir.Makassar: Jurusan Teknik Mesin Politeknik Negeri Ujung Pandang
Suprijono, G & Tohari, Muhammad. 2014. Sitim Penangkal Petir Pada INstalasi Vital Atau Gedung Bertingkat Di PT.Telkom Tegal. Program Studi Teknik Elektro Politeknik Harapan Bersama Tegal.
6. UCAPAN TERIMA KASIH
Penulis mengucapkan terima kasih kepada Kementrian Riset Teknologi dan Pendidikan tinggi ataskepercayaan dan bantuan dana dalam pelaksanaan penelitian ini.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.70-79) 978-602-60766-3-2
70
PERANCANGAN WELDING FIXTURE RUNNER TURBINE CROSS FLOW DENGANMETODE EVALUASI DESAIN (EVAD)
Muas M1), Syaharuddin Rasyid1)
1) Dosen Jurusan Teknik Mesin, Politeknik Negeri Ujung Pandang,Makassar.
ABSTRACT
The main thing to consider in improving product competitiveness is the rational aspect of economy and production. Inline with the demand for precision and ease of replacement of workpieces, jig & fixture has a very important meaning.Product evaluation method with design evaluation method (EVAD) is a method of design concept selection with ratingand weighting on the criteria. This method is recommended for evaluating and selecting new product ideas or forconcept selection. The purpose of this research is to design welding fixture assembly of cross flow turbine runnercomponent with EVAD method. The method used is the study of literature, description of the demands, thedetermination of the draft concept, the alternative components, the selection of components, the selection of alternativedesign assembly, final design, and evaluation of the design results. Based on the result of welding fixture assembling ofcross flow turbine component assembly, we have obtained the final design of cross flow turbine welding fixtureassembly with consideration of operational ease, operator safety, low production cost, standard component usage, placedemands, maintenance ease, and durable.
Keywords: Welding Fixture, Cross Flow Turbine Runner, EVAD Method.
1. PENDAHULUANHal utama yang harus diperhatikan dalam meningkatkan daya saing produk adalah aspek ekonomi dan
produksi yang rasional. Sejalan dengan tuntutan kepresisian dan kemudahan penggantian benda kerja makajig &fixture memiliki arti yang sangat penting. Peralatan jig & fixture yang digunakan pada proses produksibenda-benda tunggal, jumlah kecil, dan massal akan sangat berperan karena selalu saja ada benda kerja yangmembutuhkan biaya yang sangat tinggi.
Kurang telitinya produk akan menambah tingkat kegagalan benda kerja, sehingga secara langsungmeningkatkan biaya. Perencanaan proses produksi akan sangat menentukan jumlah dan jenis peralatan jig &fixture yang digunakan. Seorang perencana harus mengetahui jenis dan fungsi peralatan jig & fixture, bahkanmelaksanakan perhitungan biaya maksimal yang diakibatkan oleh penggunaan peralatan tersebut. Selanjutnyadimulailah proses perencanaan yang berawal dari pemesanan, perencanaan kontruksi, manufaktur hinggapengiriman.
Perencanaan peralatan jig & fixture merupakan proses produksi yang secara teknis memiliki kebebasantak terbatas dan sekaligus sangat tidak tergantung oleh proses yang lain. Sebagai gambaran, apabila seorangkonstruktor mesin bekerja dengan ketergantungan yang tinggi terhadap tuntutan-tuntutan manufaktur secarakeseluruhan, maka seorang konstruktor peralatan jig & fixture hanya tergantung kepada tuntutan tuntutanproses produksi mesin-mesin yang dipakai, tidak kepada proses pengerjaan benda kerja sebelum dan setelahmenggunakan peralatan jig & fixture.
Konstruktor peralatan jig & fixture berada diantara perancang produk dan pelaksanaproduksi dimana peralatan tersebut digunakan. Artinya di satu sisi dia harus memiliki pengalaman yangsangat baik dalam hal konstruksi dan di sisi lain dia juga harus mengenal dengan baik proses dan manajemenproduksi. Dia harus mampu menggabungkan, mempertinbangkan dan bekerja sama dengan disiplin kerjayang lain seperti desain produk, perencanaan dan persiapan produksi serta proses produksi keseluruhansecara teknis dan ekonomis menghasilkan pemecahan konstuksi yang optimal.
Tuntutan dan keinginan pada peralatan jig & fixture tidak saja dititikberatkan pada masalah pencapaianfungsi dan kualitas produk yang prima, tetapi juga biaya langsung yang dikeluarkan untuk produksi,termasuk biaya tambahan yang selalu muncul pada proses revisi harus dihindari atau dipertahankan sekecilmungkin. Hasil yang dicapai oleh konstruktor akan sangat bergantung pada pengetahuan dan persiapannya.Demikian pula tuntutan yang sama akan ditujukan kepada perencana produksi dan pelaksana produksi karenamereka secara langsung berhubungan dengan alat danpengalaman mereka sangat menentukan konstruksi yanoptimal.
1 Korespondensi: [email protected]

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.70-79) 978-602-60766-3-2
71
Pada proses pengelasan sering terjadi beberapa kesalahan baik dari segi operator maupun dari segiperancangan dan pemilihan alat bantu pengelasan yang digunakan. Kesalahan yang sering terjadi pada saatproses pengelasan yaitu kurangnya kepresisian antara dua buah komponen yang akan dilas sehinggamenghasilkan produk yang cacat. Hal ini terjadi karena kesalahan dalam melakukan perancangan danpemilihan alat bantu yang digunakan sebagai alat untuk menopang benda kerja yang akan dilas. Oleh karenaitu dibutuhkan sebuah alat bantu agar dapat membantu operator dalam melakukan pengelasan. Salah satu alatbantu dalam melakukan pengelasan yaitu Jig dan Fixture.
Pembuatan dan perakitan komponen turbin mikrohidro dilakukan melalui proses permesinankonvensional seperti proses las listrik, proses bubut, proses drilling, proses milling dll. Salah satu komponenturbin mikrohidro adalah runner turbin, dimana dalam pembuatan komponen runner turbin merupakan faseyang menitikberatkan pada toleransi bentuk yang harus dipenuhi pada sebuah elemen tunggal denganmemperhatikan sifat komponen yang diberi toleransi, seperti kelurusan, kedataran, kebulatan, dsb.Sedangkan perakitan komponen runner turbin merupakan fase yang menitikberatkan pada toleransi orientasi,toleransi lokasi, dan toleransi putar, yang harus dipenuhi pada sebuah elemen-elemen yang berhubungan.Elemen-elemen yang berhubungan tersebut harus memperhatikan sifat-sifatnya terhadap toleransi yangdiberikan seperti toleransi kesejajaran, toleransi ketegaklurusan, dsb.
Penggunaan alat bantu yang kurang tepat membuat proses pengelasan menjadi terhambat karenaoperator merasakan kesulitan dalam menggunakan alat bantu tersebut. Selain itu, operator merasa kesulitandalam memposisikan dua buah komponen yang akan dilas agar produk yang dihasilkan tetap presisi dansesuai.
Welding fixture yang digunakan saat ini mengharuskan operator memegang alat bantu selama prosespengelasan berlangsung. Hal ini yang mengakibatkan terjadinya cacat produk karena benda kerja akan mudahtergeser sehingga pengelasan kurang presisi. Akibatnya waktu setup menjadi lama dan produk yangdihasilkan menjadi cacat.
welding fixture dapat digunakan sebagai alat bantu produksi proses pengelasan komponen front enginemounting. Penggunaan Welding Fixture dapat membantu untuk memberikan solusi proses produksipengelasan dari sisi waktu set-up, kemudahan pengerjaan dan kecepatan proses produksi (Prassetiyo, 2010).
Efek dari posisi jig constrain dan jarak terhadap deformasi pengelasan dapat dikurangi dengan alatpenepat pada pengelasan pelat, three-direction jig constraint mempunyai pengaruh yang besar terhadapdeformasi komponen. The normal direction jig constraint efektif mengurangi sudut distorsi dari gaya tekandan penyusutan. Secara umum distorsi sudut lebih dapat dikurangi oleh posisi jig dan jarak yang lebih kecil(Maa, 2015). Gaya kontrol dapat meningkatkan fleksibilitas dalam proses pengerjaan bodi mobil biladibandingkan dengan penggunaan perlaatan konvensional (Keller, 2016).
Sistem Assembling Jig Joint (AJJ) dapat menstabilkan proses penyambungan karena system AJJmenggunakan banyak komponen seperti angile joint, adaptive PC bolts, expanding mandrels dan modularlocators. Dengan system AJJ dapat dioperasikan dengan efisien dan teliti, sehingga dapat menurunkan biayaproduski (Zhang ,2016).
Metode pemilihan alternatif desain (metrik morfologi) menggunakan struktur fungsi untuk menemukanalternatif-alternatif konsep produk dan metode yang dapat menemukan banyak alternatif konsep produk. Dualangkah utama dari metode ini yaitu: 1). Setiap sub-fungsi yang tak teruraikan dan sub-sub fungsi dicarisolusinya. Solusi-solusi tersebut berupa mekanisme yang dapat melaksanakan sub- fungsi tak teruraikan dansub-sub fungsi, 2). Untuk menemukan alternatif-alternatif konsep produk, maka dibentuklah kombinasi-kombinasi solusi, yaitu setiap kombinasi terdiri dari satu solusi dari setiap sub-fungsi yang tak teruraikan dansub-sub fungsi. Setiap kombinasi yang mungkin dibuat merupakan suatu alternatif konsep produk, (Hurst,1997).
Setelah diperoleh banyak alternatif konsep produk, tidak semua alternatif konsep produk tersebut akandikembangkan menjadi produk. Hanya satu konsep produk yang terbaik saja yang dikembangkan lebih lanjutuntuk menjadi produk. Evaluasi terdiri dari kegiatan membandingkan konsep-konsep produk dan membuatkeputusan. Dalam membandingkan dua konsep produk atau lebih, maka sebaikya kedua konsep produktersebut sudah dituangkan dalam tingkat abstaksi yang sama.
Metode evaluasi produk dengan metode evaluasi desain (EVAD) merupakan metode pemilihan konsepdengan pemberian peringkat dan bobot pada kriteria-kriteria (Hurst, 1997). Metode ini direkomendasikanuntuk mengevaluasi dan menseleksi ide-ide produk baru atau untuk pemilihan konsep. Pada metode EVAD,dibuat daftar kriteria evaluasi dari tiap-tiap kriteria yang telah distandarisasi berdasarkan tujuan strategisperusahaan. Sebagai contoh, satu kriteria, citra produk (product image), dapat memiliki standar-standar yang

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.70-79) 978-602-60766-3-2
72
dinyatakan sebagai exclusive(++), modern ordinary(+), traditional (-), outdate (--). Dari diskripsi konsep,dibuat nilai-nilai setiap kriteria. Hasil-hasil ini dimasukkan kedalam diagram yang akan memberikan profilevaluasi untuk tiap ide. Profil-profil lebih dibandingkan secara kualitatif daripada kuantitatif.
Setelah kriteria distandarisasi, diproduksi suatu diagram untuk tiap-tiap konsep. Sperti halnya metodedatum, sumbu vertical digunakan untuk kriteria dan sumbu horizontal digunakan untuk konsep-konsep.Empat kolom digunakan untuk tiap-tiap konsep berkisar dari (--) hingga (++) yang masing-masing memilikinilai yang kemudian dihitung nilai akhir konsep produk yang sedang dinilai.
Salah satu cara yang dapat dilakukan untuk mengurangi hal tersebut adalah dengan melakukanperancangan dan pemilihan alat bantu kembali agar produk yang dihasilkan lebih baik dan produktivitasmenjadi meningkat. Penelitian ini akan membahas mengenai alternatif pemilihan welding fixture pembuatankomponen runner turbin.
2. METODOLOGI PENELITIANProsedur penelitian perancangan welding fixture runner turbin cross flow dilakukan berdasarkan
diagram alir seperti terlihat pada gambar 1.
Gambar 1. Diagram alir perancangan welding fixture runner turbin cross flow.3. HASIL DAN PEMBAHASAN
Runner turbin merupakan komponen utama dalam sebuah turbin yang berfungsi untuk menghasilkanputaran yang kemudian di transmisikan ke generator. Runner turbin cross-flow ini terdiri dari 3 bagian utamayaitu poros, disc (piringan) dan sudu-sudu. Dalam proes perakitan runner turbin (Gambar 2), terdapatbeberapa kekurangan yang disebabkan penggunaan alat bantu yang belum memenuhi syarat fungsional yaitu:1. Sulit mendapatkan ketegaklurusan antara piringan dan poros.2. Sulit mendapatkan dimensi yang seragam antar produk.
Mulai
PenjabaranTuntutan
Ya
Tidak
Evaluasi
StudiLiteratu
r
PemilihanKomponen
PenentuanKonsep
Rancangann
PemilihanAlternatif
RancanganAssemblyRancangan
Akhir
FinalDrawing
Selesai
AlternatifKomponen

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.70-79) 978-602-60766-3-2
73
3. Membutuhkan 2 orang atau lebih dalam proses perkaitanya.
Gambar 2. Proses Perakitan Runner turbin.
Dari penjabaran masalah di atas, hasil yang di dapat adalah daftar tuntutan yang harus dan perludipenuhi dalam perancangan dimana hal ini merupakan gambaran keinginan dari kosumen pada perakitankomponen runner turbin adalah:1. Kriteria demands (keharusan)
a. Mampu menghasilkan dimensi produk yang seragamb. Mampu menghasilkan ketegaklurusan sambungan produk yang sesuai toleransic. Pemasangan dan pengoprasianya mudah
2. Kriteria wishes (keinginan)a. Mudah dalam perawatan dan perbaikanb. Komponen yang digunakan mudah di dapat di pasaranc. Tidak membutuhkan tempat khususd. Harga terjangkaue. Memiliki kekuatan yang baikf. Memiliki umur pakai yang panjang
Toleransi yang ditargetkan untuk proses runout pada setiap Side adalah 1.0 mm pada piringan terhadapporos runner (Gambar 3).
Gambar 3. Toleransi runout piringan terhadap poros runner [A-B].Sehingga poros menjadi acuan terhadap piringan side A dan Side B dengan toleransi runout sebesar 1.0
mm selama proses runout berjalan.Setelah diperoleh daftar tuntutan, selanjutnya adalah mencari konsep rancangan yang mengacu kepada
daftar tuntutan tersebut, dengan menggunakan metode morfologi untuk mencari konsep rancangan, makaterlebih dahulu ditentukan abstraksi fungsi keseluruhan dan fungsi bagian dari produk, yaitu abstraksi fungsibagian keseluruhan. Merupakan gambaran umum dari fungsi keseluruhan produk yang di desain, fungsifixture perakitan runner dan casing turbin cross-flow secara umum adalah sebagai alat penepat untukperkaitan runner dan casing turbin agar mengasilkan dimensi dan toleransi produk yang sesuai denganukuran dasar. Konsep Rancangan Fixture Perakitan Runner Turbin dapat dilihat pada gambar 4.
1.0 A-B1.0 A-B

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.70-79) 978-602-60766-3-2
74
Gambar 4. Gambaran umum konsep rancangan fixture runner.Tabel 1. Solusi-solusi setiap komponen fixture runner.
Sub Fungsi Alternbatif KomponenA
Clamping piringan
Clamping I Clamping II Clamping III
B
Rumah fixture
Rumah I Rumah II Rumah III
C
kaki fixture
Base I Base II Base III
Pemilihan fungsi keseluruhan manjadi fungsi bagian digunakan untuk memudahkan dalam mencarikonsep desain, fungsi bagian untuk perancangan fixture perakitan runner turbin adalah clamping piringanrunner, rumah fixture, dan kaki fixture.
Alternatif komponen sub fungsi fixture, merupakan gambaran alternatif-alternatif komponen tiap subfungsi yang akan membentuk fungsi keseluruhan fixture. Solusi setiap komponen fixture runner turbin dapatdilihat pada tabel 1.
Evaluasi fungsi bagian alternatif komponen dilakukan dengan menguraikan fungsi dan tuntutan fungsisetiap bagian dan memberikan pembobotan pada tiap tiap alternative komponen setiap bagian untuk dibandingkan satu dengan yang lainya, untuk metode penilaian pada alternatif komponen setiap bagian adalahdengan metode EVAD, dalam metode ini, disusun suatu daftar evaluasi kriteria dan setiap kriteriadistandarisasi menurut tujuan strategis, kemudian di susun nilai-nilai setiap kriteria, kemudian alternatif
Runner turbin
Clamp piringan runner
Kaki Fixture
Rumah Fixture

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.70-79) 978-602-60766-3-2
75
komponen dibandingkan secara kualitatif. Evaluasi alternatif komponen fixture perakitan runner turbin padaclamp piringan (tabel 2), rumah fixture (tabel 3), dan dudukan kaki fixture (table 4).
Tabel 2. Evaluasi clamp piringan.
Kriteria Penilaian StandarAlternatif Komponen
I II III
Kapasitas daya pencekamanBesar = 3
3 2 3Sedang = 2Kecil = 1
Kemudahan pengoprasianMudah = 3
2 3 3Sedang = 2Sulit = 1
Biaya pembuatan/pengadaanMurah = 3
2 1 2Sedang = 2Mahal = 1
Keterseidaan di pasaranMudah diperoleh = 3
2 1 3Sulit diperoleh = 2Pesan khusus = 1
Waktu set upcepat = 3
3 1 2Sedang = 2Lambat = 1
Kemudahan perawatanMudah = 3
3 1 3Sedang = 2Sulit = 1
Kapasitas daya pencekamanDaya tahan > 100 kali siklus = 3
3 2 3Daya tahan > 100kali denganpemeliharaan = 2Daya tahan < 100 kali siklus = 1
Total 18 11 19
Tabel 3. Evaluasi rumah fixture.
Kriteria Penilaian StandarAlternatif Komponen
I II III
KestabilanStabil = 3
3 3 1Kurang stabil = 2Tidak stabil = 1
Kemudahan PembuatanMudah = 3
2 1 3Sedang = 2Sulit = 1
Biaya pembuatanRendah = 3
3 1 3Sedang = 2Tinggi = 1
Kehandalan saat operasiDaya tahan siklus tinggi = 3
3 3 3Daya tahan siklus menegah = 2Daya tahan siklus rendah = 1
Ketentuan pengerjaan mesinSedikit = 3
2 1 2Stabil = 3Kurang stabil = 2
Total 13 9 12
Tabel 4. Evaluasi kaki fixture.
Kriteria Penilaian StandarAlternatif Komponen
I II III
KestabilanStabil = 3
3 2 3Kurang stabil = 2Tidak stabil = 1
Kemudahan PembuatanMudah = 3
2 1 2Sedang = 2Sulit = 1
Biaya PembuatanRendah = 3
2 3 2Sedang = 2Tinggi = 1

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.70-79) 978-602-60766-3-2
76
Tuntutan tempatSembarang tempat = 3
3 2 3Tempat datar = 2Tempat khusus = 1
Ketahanan daya pembebananTinggi = 3
3 3 2Sedang = 2Rendah = 1
Total 13 11 12Berdasarkan hasil pemilihan komponen utama pada fixture perakitan runner, maka pemilihan
rancangan assembly yang akan dikembangkan dan dibandingkan menjadi konsep rancangan assemblyadalah alternatif komponen yang mendapatkan peringkat pertama (I) dan kedua (II) yang memiliki nilatertinggi yang ada pada tabel 5.
Tabel 5. Konsep rancangan assembly fixture perakitan runner turbin.
Ket : Peringkat I : AIII, BI, CI dan Peringkat II : AI, BIII, CIIIPembuatan alternatif rancangan assembly mengacu pada komponen utama konsep alternatif komponen
yang mendapatkan peringkat pertama dan kedua yang kemudia digabungkan dengan bagian komponentambahan sehingga menjadi beberapa alternatif konsep rancangan assembly yang ada pada gambar alternatifkonsep rancangan assembly fixture perakitan runner turbin adalah (Gambar 5 s.d 8).
Gambar 5. Alternatif ke-1 assembly fixture perakitan runner.
Alternatif ke-2 : AI, BIII, CIII
Gambar 6. Alternatif ke-2 assembly fixture perakitan runner.
Bagian KonsepNilai Total Komponen
I II IIIA Clamp piringan 18 11 19
B Rumah Fixture 13 9 12
C Kaki Fixture 13 11 12

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.70-79) 978-602-60766-3-2
77
Alternatif ke-3 : AI, BIII, CI
Gambar 7. Alternatif ke-3 assembly fixture perakitan runner.Alternatif ke-4 : AIII, BI, CIII
Gambar 8. Alternatif ke-4 assembly fixture perakitan runner.Alternatif rancangan yang telah dibuat di atas kemudian dilakukan proses pemilihan rancagan dengan
membandingkan setiap alternatif-alternatif dengan kriteria yang telah di standarisasi, setelah setiap alternatifdi bandingkan maka akan terpilih alternatif yang memiliki nilai tertinggi yang menjadi rancagan akhir darialat bantu perakitan runner dan casing turbin. Kriteria yang di standarisasi ini dibuat berdasarkan datakeinginan-keinginan pengguna yang masuk dalam kriteria must and want. Adapun kriteria tersebut yaitu:1. Kemudahan pengoprasian, diharapakan dalam pengoprasianya semudah mungkin bagi si operator.2. Keselamatan operator, alat harus aman bagi operator.3. Biaya produksi, diharapkan biaya yang diperlukan untuk penyediaan komponen dan material seminimal
mungkin.4. Komponen standard, diharapkan komponen yang digunakan mudah didapat di pasaran agar tidak
kesulitan dalam penggantian komponen.5. Tuntutan tempat, diharapkan alat bantu ini dapat di tempatkan di sembarang tempat.6. Kemudahan perawatan, diharapakan alat bantu ini mudah dalam perawatanaya agar alat tetap bekerja
dengan baik.7. Awet, diaharapakan alat dapat bertahan dalam waktu yang lama sehingga mengurangi waktu perbaikan.
Hasil pemilihan rancangan assembly runner runner turbin dapat dilihat pada tabel 6.
Tabel 6. Pemilihan alternatif rancangan assembly runner turbin.
No Kriteria Penilaian Standar NilaiAlternatif RancanganI II III IV
1Kemudahanpengoprasian
Sangat Mudah 3
3 2 1 2Mudah 2Sedang 1Sulit 0

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.70-79) 978-602-60766-3-2
78
2Keselamatanoperator
Aman 3
3 3 3 3Kurang aman 2Berbahaya 1Sangat berbahaya 0
3 Biaya produksi
Murah 3
3 2 1 2Sedang 2Mahal 1Sangat mahal 0
4Komponenstandard
Ada 3
2 3 2 3Dengan modifikasi 2Sulit 1Di pesan 0
5 Tuntutan tempat
Sembarang 3
2 2 1 1Sembarang dengan alatbantu
2
Tempat datar 1Tempat khusus 0
6Kemudahanperawatan
Sangat mudah 3
2 3 3 2Mudah 2Sedang 1Sulit 0
7 Awet
Daya tahan tidakterbatas
3
3 2 3 2
Daya tahan tidakterbatas denganpemeliharaan
2
Daya tahan terbatasdengan siklus tinggi
1
Daya tahan terbatasdengan siklus rendah
0
Jumlah Nilai 18 17 15 16Peringkat 1 2 4 3
Dari matrik pemilihan alternatif rancangan di atas, maka alternatif yang memiliki skor tertinggiadalah alternatif I, jadi alternatif tersebut yang akan dibuat menjadi rancangan akhir. Dari sketsa alternatif Imaka dapat dikembangkan lagi dan disesuaikan dengan dimensi dari runner turbin yang akan dibuat pada alatbantu tersebut. Pada gambar 9 adalah alternatif I fixture perakitan runner turbin yang akan dibuat menjadirancangan akhir. Pemilihan desain ini dengan pertimbangan mudah dan murah dibuat, fleksibel dalampenggunaan, dan operator las mudah dalam pengambilan posisi pengelasan.
Gambar 9. Racangan akhir fixture perakitan runner.4. KESIMPULAN DAN SARAN
Kesimpulan dari perancangan welding fixture perakitan komponen runner turbin mikro hidrojenis cross-flow dengan metode Evaluasi Design (EVAD) adalah telah diperoleh rancangan akhirwelding fixture perakitan runner turbin cross flow dengan pertimbangan kemudahan pengoprasian,
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.70-79) 978-602-60766-3-2
79
keselamatan operator, biaya produksi yang murah, penggunaan komponen standard, tuntutan tempat,kemudahan perawatan, dan awet.5. DAFTAR PUSTAKAHoffman, Edward G. 1996. Jig and Fixture Design.Fourth Edition. Delmar Publisher.
(Online),(https://books.google.co.iddiakses 16 November 2014).Hurst, Kenneth S. 1997. Engineering Design Principles. Wiley Publisher, ISBN 0470235942, 9780470235942,
https://books.google.co.id/booksKeller, Carsten andMatthias Putz. 2016. Force-controlled Adjustment of Car Body Fixtures–Verification and
Performance of The New Approach. Procedia CIRP 44 (2016) 359 – 364. www.elsevier.com/locate/procedia.Maa, Ninshu, Hui Huangb,∗, Hidekazu Murakawaa. 2015. Effect of jig constraint position and pitch on welding
deformation. Journal of Materials Processing Technology; journal home page:www.elsevier.com/locate/jmatprotec
Prassetiyo, Hendro dkk. 2010. Rancangan Welding Fixture Pembuatan Produk Front Engine Mounting Mobil SuzukiBaleno. Fakultas Teknologi Industri, Jurusan Teknik Industri,Institut Teknologi Nasional, Bandung
Prassetiyo, Hendro dkk. 2012. Rancangan Welding Fixture Pembuatan Rangka Produk Kursi. Prosiding SeminarNasional Teknoin 2012 ISBN No. 978-979-96964-3-9. Jurusan Teknik Industri, Fakultas Teknologi Industri,ITENAS, Bandung
Susilawati, Anita. dkk. 2006. “Perancangan Modular Fixture untuk Proses Freis, Milling dan Sekrap”. Dalam JurnalTeknik Mesin, Vol 3.No2. Riau.
Zhang, Hongbo, at al. 2016. A Novel Reconfigurable Assembly Jig Based on Stable Agile Joints and AdaptivePositioning-Clamping Bolts. Procedia CIRP 44 (2016) 316 – 321. www.elsevier.com/locate/procedia.
6. UCAPAN TERIMA KASIHPenulis mengucapkan terima kasih kepada Kementrian Riset Teknologi dan Pendidikan tinggi atas
kepercayaan dan bantuan dana dalam pelaksanaan penelitian ini.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.80-85) 978-602-60766-3-2
80
KAJI EKSPERIMENTAL SUSTAINABLE MACHINING PADA PROSESPEMBUBUTAN BAJA AISI 1045
Rusdi Nur1) dan Baso Nasrullah2)
1),2) Dosen Jurusan Teknik Mesin Politeknik Negeri Ujung Pandang, Makassar
ABSTRACT
Sustainable development will become importance issues for many fields, including production, industry, andmanufacturing. In order to achieve sustainable development, industry should be able to perform of sustainableproduction processes and environmentally friendly. Therefore, there is need to minimize the energy demand in themachining process. This paper presents a calculation method of energy consumption in the machining process,especially turning process which calculated by summing the number of energy consumption, such as the electric energyconsumed during the machining preparation, the electrical energy during the cutting processes, and the electrical energyto produce a cutting tool. A case study was performed on dry turning of AISI 1045 steel using uncoated carbide. Thisapproach can be used to determine the total amount of electrical energy consumed and material removal rate (MRR) inthe specific machining process. It concluded that the energy consumption will be an increase for using the high cuttingspeed as well as for the feed rate was increased.
Keywords: sustainable machining, energy consumption, MRR
1. PENDAHULUANKebutuhan akan energi, khususnya energi listrik di Indonesia, makin berkembang menjadi bagian tak
terpisahkan dari kebutuhan hidup masyarakat sehari-hari seiring dengan pesatnya peningkatan pembangunandi bidang teknologi, industri dan informasi. Namun pelaksanaan penyediaan energi listrik yang dilakukanoleh PT. PLN (Persero), selaku lembaga resmi yang ditunjuk oleh pemerintah untuk mengelola masalahkelistrikan di Indonesia, sampai saat ini masih belum dapat memenuhi kebutuhan masyarakat akan energilistrik secara keseluruhan. Kondisi geografis negara Indonesia yang terdiri atas ribuan pulau dan kepulauan,tersebar dan tidak meratanya pusat-pusat beban listrik, rendahnya tingkat permintaan listrik di beberapawilayah, tingginya biaya marginal pembangunan sistem suplai energi listrik (Ramani K.V,1992), sertaterbatasnya kemampuan finansial, merupakan faktor-faktor penghambat penyediaan energi listrik dalam skalanasional. Selain itu, makin berkurangnya ketersediaan sumber daya energi fosil, khususnya minyak bumi,yang sampai saat ini masih merupakan tulang punggung dan komponen utama penghasil energi listrik diIndonesia, serta makin meningkatnya kesadaran akan usaha untuk melestarikan lingkungan, menyebabkankita harus berpikir untuk mencari altematif penyediaan energi listrik yang memiliki karakter.
Menurut berita harian Tempo, Indonesia kembali mendapat sorotan lantaran dinilai boros dalampenggunaan energi. Hal ini tercermin dalam indeks elastisitas energi, di mana skor Indonesia lebih tinggidibanding negara-negara di Asia Tenggara dan bahkan negara maju. Hal ini terungkap dalam paparanDirektorat Jenderal Energi Baru, Terbarukan dan Konservasi Energi Kementerian Energi dan Sumber DayaMineral dalam forum National Energy Efficiency Conference, Senin, 11 Juni 2012. Indeks elastisitas energiIndonesia hingga saat ini mencapai 1.63, lebih tinggi dibandingkan Thailand dan Singapura yang masing-masing mencapai 1.4 dan 1.1. Bahkan indeks elastisitas energi negara-negara maju berkisar antara 0.1 hingga0.6. Indeks elastisitas adalah perbandingan laju pertumbuhan konsumsi energi dibanding laju pertumbuhanekonomi. Menurut Sekretaris Dirjen Energi Baru, Terbarukan dan Konservasi Energi Djadjang Soekarna, halini menunjukkan perlunya masyarakat Indonesia mengonsumsi energi secara lebih efisien dan mengurangipemborosan. Di sisi lain, meskipun terhitung kaya akan sumber daya Indonesia belum memberi keadilandalam penyediaan energi seperti energi listrik. "Lebih dari 25 persen rumah tangga di Indonesia belummenikmati aliran listrik." katanya.
Penghematan dalam konsumsi energi merupakan bagian dari sustainability agar manusia mampumenyeimbangkan kehidupannya. Sustainability (Keberlanjutan) merupakan kebutuhan yang semakin pentingbagi aktivitas manusia. Hal ini menyebabkan membuat pembangunan berkelanjutan menjadi tujuan utamadalam pembangunan manusia. Pada intinya, pembangunan berkelanjutan adalah pandangan bahwa masalahsosial, ekonomi dan lingkungan harus ditangani secara simultan dan holistik dalam proses pembangunan.
1 Korespondensi penulis: Rusdi Nur, Telp 081354914925, [email protected]

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.80-85) 978-602-60766-3-2
81
Keberlanjutan telah diterapkan pada berbagai bidang, termasuk rekayasa, manufaktur dan desain. Produsenmenjadi semakin khawatir tentang isu keberlanjutan. Misalnya, pengakuan hubungan antara operasimanufaktur dan lingkungan alam telah menjadi faktor penting dalam pengambilan keputusan di kalanganmasyarakat industri (Rosen dan Kishawy, 2012). Keberlanjutan telah menjadi isu penting di sektormanufaktur. Dalam literatur, secara umum disepakati bahwa pembangunan berkelanjutan harus mencakuptiga pilar, yaitu ekonomi, pertimbangan sosial dan lingkungan (Pusavec dkk, 2010). Oleh karena itu, untukmencapai pembangunan berkelanjutan, industri harus menghasilkan produksi yang berkelanjutan(Westkämper dkk, 2000). Salah satu cara untuk mencapai produksi yang ramah lingkungan adalahmengurangi konsumsi energi dalam pembuatan dan penggunaan produk.
Sektor manufaktur adalah industri kunci yang bergantung pada penggunaan energi dalam mendorongnilai selama proses manufaktur. Mesin mekanik banyak digunakan dalam industri manufaktur yang palingmaka merupakan permintaan utama untuk energi. Meskipun dekade mengoptimalkan operasi mesin yangdidasarkan pada biaya dan produktivitas, mengoptimalkan penggunaan energi tidak menerima perhatian yangsignifikan. Ada banyak pekerjaan penelitian yang dilakukan pada proses pemesinan tetapi masalah efisiensienergi dan lingkungan dari proses pemesinan yang jarang diberikan banyak perhatian. Energi yangdibutuhkan untuk proses pemesinan diambil dari jaringan listrik. Energi (listrik) yang dihasilkan dari sumberdaya yang berbeda seperti panas bumi, nuklir dan hidrolik. Penghematan energi listrik akan menghasilkanpenurunan emisi gas berbahaya, jika sumber panas atau nuklir telah digunakan untuk pembangkit listrik danpenghematan sumber daya air yang berharga, jika PLTA telah digunakan untuk pembangkit listrik.
Produksi yang berkelanjutan merupakan solusi dalam mengatasi masalah permintaan energi yanglebih tinggi dan biaya. Ini berlaku untuk bidang teknik, termasuk proses permesinan (Hanafi dkk, 2012). Satupertimbangan penting dalam produksi berkelanjutan adalah pengurangan konsumsi energi (Park dkk, 2009;Rajemi dkk, 2010). Permesinan merupakan bagian terpadu dalam produksi. Dengan demikian, mengurangikonsumsi energi selama pemesinan akan memberikan kontribusi pada pengurangan konsumsi energi untukmemproduksi bagian. Mengoptimalkan permintaan energi di bidang manufaktur adalah penting untukmengurangi intensitas energi produk dan kerentanan mereka terhadap harga energi meningkat. Ini adalahtambahan penting untuk mengurangi biaya energi dalam pembuatan dan untuk mengoptimalkan energi danjejak karbon dari produk mesin. Mesin mekanik merupakan salah satu proses produksi yang paling banyakdigunakan dan dilakukan pada peralatan mesin didukung oleh pasokan energi listrik. Sejumlah besarpenelitian telah dilakukan untuk mengoptimalkan kondisi pemotongan berdasarkan ilmu mesin danpertimbangan ekonomi. Misalnya, Arezoo dkk (2000) dan Hinduja dan Sandiford (2004) disajikan model danmetodologi untuk pemilihan kondisi pemotongan optimum berdasarkan pertimbangan biaya minimum untukmengubah dan penggilingan proses, masing-masing. Lee dan Tarng (2000) mengembangkan sebuah modelpemotongan untuk memaksimalkan tingkat produksi dan meminimalkan biaya produksi denganmenggunakan jaringan polinomial. Hal ini jelas dari literatur bahwa keberlanjutan ekonomi telah menjadifokus utama untuk optimalisasi operasi mesin sementara kelestarian lingkungan telah mendapat sedikitperhatian. Pemesinan adalah proses yang paling banyak digunakan dalam proses produksi. Meminimalisasikonsumsi energi selama mesin diperlukan untuk mencapai tujuan produksi yang berkelanjutan. Penelitiantentang minimalisasi konsumsi energi telah dilaporkan dalam beberapa penelitian, seperti Rajemi dkk (2010);Mativenga dan Rajemi (2011); He dkk (2012); Hanafi dkk (2012); dan Hu dkk (2012).
Rajemi dkk (2010), dan Mativenga dan Rajemi (2011) yang pemodelan dan mengoptimalkan energitotal dari komponen mesin dengan berpaling dari baja AISI 1040 untuk menurunkan alat kehidupan ekonomi.Hanafi dkk (2012) parameter pemesinan mengoptimalkan oleh berpaling dari PEEK(PolyEtherEtherKeytone) - 30% Carbon Fiber untuk mendapatkan konsumsi daya minimum dan kualitaspermukaan terbaik. He dkk (2012) adalah metode pemodelan tugas-berorientasi konsumsi energi untuk mesinsistem manufaktur disajikan untuk mengkarakterisasi tergantung konsumsi energi pada aliran tugas prosesproduksi. Hu dkk (2012) mengamati bahwa total konsumsi energi dapat dibagi menjadi dua bagian: konsumsienergi yang konstan sesuai dengan daya awal dan konsumsi energi variabel yang berkaitan dengan prosespemotongan. Dari penjelasan tersebut, penelitian ini mengusulkan pemodelan dan mengoptimalkanparameter pemotongan untuk memperoleh konsumsi daya listrik yang minimum dan MRR yang optimumsebagai bagian dari proses sustainable machining (permesinan yang keberlanjutan).
Tujuan khusus dari penelitian ini adalah untuk menyelidiki pengaruh parameter pemesinan(kecepatan potong dan pemakanan) pada berbagai respon seperti konsumsi daya listrik dan MRR dalamproses pembubutan, serta untuk memilih kondisi pemotongan optimum dalam pembubutan dalam memenuhikriteria energi minimum.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.80-85) 978-602-60766-3-2
82
Adapun urgensi dari hasil penelitian ini adalah sebagai bahan pertimbangan bagi operator(perusahaan) yang membuat produk dalam proses pembubutan dengan melakukan pengurangan konsumsidaya dan MRR untuk setiap parameter pemotongan yang digunakan.
2. METODE PENELITIANPenelitian akan dilaksanakan di Bengkel Mekanik dan Laboratorium Mekanik Jurusan Teknik Mesin,
karena sebagian besar mesin dan peralatan serta alat ukur tersedia dengan lengkap yang menunjang penelitianyang akan lakukan. Skema penelitian dapat dilihat dalam Gambar 1.
Adapun bahan yang digunakan dalam penelitian ini adalah baja AISI 1045. Sedangkan peralatan yangdigunakan adalah mesin bubut konvensinal (Merek PINDAD), pahat bubut carbide uncoated dengan toolholder tipe TCLNR 2020K12, dan alat ukur clampmeter untuk mengukur tegangan dan ampere yangdigunakan selama proses pembubutan.
Gambar 1. Rancangan eksperimen
3. HASIL DAN PEMBAHASAN3.1 Hasil
Penelitian ini dilakukan untuk menganalisa pengaruh parameter pemotongan terhadap MaterialRemoval Rate (MRR) dan konsumsi daya listrik yang digunakan.A. Konsumsi Daya Listrik
Hasil pengukuran konsumsi daya listrik diperoleh dari data hasil pengukuran dengan menggunakanalat ukur clampmeter. Adapun hasil data hasil penggunaan konsumsi energi listrik dalam proses pembubutandapat dilihat dalam Tabel 1 berikut.
Tabel 1. Data hasil pengukuran konsumsi daya listrik
No Kecepatan potong(rev/min)
Laju Pemakanan(mm/rev)
Konsumsi Daya Listrik(kWs)
1 237 0.052 282.02 425 0.052 142.93 840 0.052 96.14 237 0.105 160.25 425 0.105 83.16 840 0.105 55.47 237 0.157 83.68 425 0.157 42.99 840 0.157 30.010 425 0.105 82.011 425 0.105 80.8
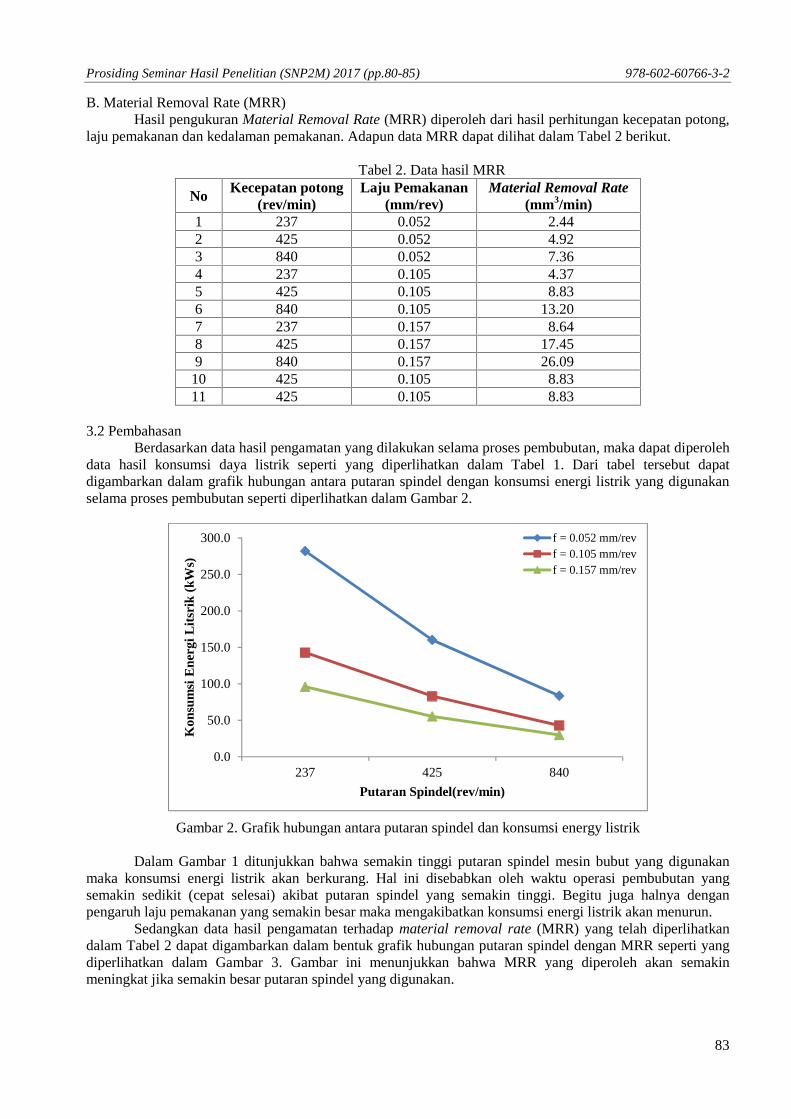
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.80-85) 978-602-60766-3-2
83
B. Material Removal Rate (MRR)Hasil pengukuran Material Removal Rate (MRR) diperoleh dari hasil perhitungan kecepatan potong,
laju pemakanan dan kedalaman pemakanan. Adapun data MRR dapat dilihat dalam Tabel 2 berikut.
Tabel 2. Data hasil MRR
No Kecepatan potong(rev/min)
Laju Pemakanan(mm/rev)
Material Removal Rate(mm3/min)
1 237 0.052 2.442 425 0.052 4.923 840 0.052 7.364 237 0.105 4.375 425 0.105 8.836 840 0.105 13.207 237 0.157 8.648 425 0.157 17.459 840 0.157 26.0910 425 0.105 8.8311 425 0.105 8.83
3.2 PembahasanBerdasarkan data hasil pengamatan yang dilakukan selama proses pembubutan, maka dapat diperoleh
data hasil konsumsi daya listrik seperti yang diperlihatkan dalam Tabel 1. Dari tabel tersebut dapatdigambarkan dalam grafik hubungan antara putaran spindel dengan konsumsi energi listrik yang digunakanselama proses pembubutan seperti diperlihatkan dalam Gambar 2.
Gambar 2. Grafik hubungan antara putaran spindel dan konsumsi energy listrik
Dalam Gambar 1 ditunjukkan bahwa semakin tinggi putaran spindel mesin bubut yang digunakanmaka konsumsi energi listrik akan berkurang. Hal ini disebabkan oleh waktu operasi pembubutan yangsemakin sedikit (cepat selesai) akibat putaran spindel yang semakin tinggi. Begitu juga halnya denganpengaruh laju pemakanan yang semakin besar maka mengakibatkan konsumsi energi listrik akan menurun.
Sedangkan data hasil pengamatan terhadap material removal rate (MRR) yang telah diperlihatkandalam Tabel 2 dapat digambarkan dalam bentuk grafik hubungan putaran spindel dengan MRR seperti yangdiperlihatkan dalam Gambar 3. Gambar ini menunjukkan bahwa MRR yang diperoleh akan semakinmeningkat jika semakin besar putaran spindel yang digunakan.
0.0
50.0
100.0
150.0
200.0
250.0
300.0
237 425 840
Kon
sum
si E
nerg
i Lit
srik
(kW
s)
Putaran Spindel(rev/min)
f = 0.052 mm/revf = 0.105 mm/revf = 0.157 mm/rev

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.80-85) 978-602-60766-3-2
84
Gambar 3. Grafik hubungan antara putaran spindel dan MRR
4. KESIMPULANPenelitian ini dimaksudkan untuk mengetahui pengaruh parameter pemotongan dalam proses
pembubutan baja AISI 1045 terhadap konsumsi energi listrik dan material removal rate (MRR). Hasilpenelitian menunjukkan bahwa semakin besar putaran spindel (rpm) pada mesin bubut yang digunakan makakonsumsi energi listrik (kWs) akan semakin menurun, namun MRR yang dihasilkan akan semakin meningkat.Sedangkan pengrauh parameter laju pemakanan (rev/min) yang semakin besar maka akan mengakibatkankonsumsi energi listrik semakin berkurang dan akan menghasilkan MRR yang semakin besar.
5. DAFTAR PUSTAKA
Hanafi, I., Khamlichi, A., Cabrera, F. M., Almansa, E., & Jabbouri, 2012. Optimization of cutting conditions forsustainable machining of peek cf30 using tin tools, Journal of Cleaner Production, No. 28.
Park, C.-W., Kwon, K.-S., Kim, W.-B., Min, B.-K., Park, S.-J., Sung, I.-H., et al., 2009. Energy consumption reductiontechnology in manufacturing — A selective review of policies, standards, and research," International Journal ofPrecision Engineering and Manufacturing, Vol. 10, hal 151-173
Rajemi, M. F., Mativenga, P. T., & Aramcharoen, A., 2010. Sustainable machining: selection of optimum turningconditions based on minimum energy considerations, Journal of Cleaner Production, Vol. 18, hal. 1059-1065.
P. F. Chapman, 1974. Energy costs: A review of methods, Energy Policy, Vol. 2, hal. 91-103.He, Y., Liu, B., Zhang, X., Gao, H., & Liu, X., 2012. A modeling method of task-oriented energy consumption for
machining manufacturing system, Journal of Cleaner Production, No. 23, hal. 167-174.Sarwar, M., Persson, M., Hellbergh, H., & Haider, J., 2009 Measurement of specific cutting energy for evaluating the
efficiency of bandsawing different workpiece materials, International Journal of Machine Tools and Manufacture, No.49, hal. 958-965.
Mori, M., Fujishima, M., Inamasu, Y., & Oda, Y., 2011. A study on energy efficiency improvement for machine tools,CIRP Annals - Manufacturing Technology, No. 60, hal. 145-148.
Diaz, N., Redelsheimer, E., & Dornfeld, D., 2011. Energy Consumption Characterization and Reduction Strategies forMilling Machine Tool Use, Proceeding of the 18th CIRP International Conference on Life Cycle Engineering, hal.263-267.
P. T. Mativenga and M. F. Rajemi, 2011. Calculation of optimum cutting parameters based on minimum energyfootprint, CIRP Annals - Manufacturing Technology, No.60, hal. 149-152.
R. Nur, M.Y. Noordin , S.Izman, D. Kurniawan, 2014. The Effect of Cutting Parameters on Power Consumption duringTurning Nickel Based Alloy, Advanced Materials Research, Vol. 845, hal. 799-802.
Gutowski, T., Dahmus, J., & Thiriez, A., 2006. Electrical Energy Requirements for Manufacturing Processes, 13thCIRP International Conference on Life Cycle Engineering, 31 May – 2 June 2006.
R. A. Walsh, 2001. Handbook of Machining and Metalworking Calculations: McGraw-Hill Professional.
0.00
5.00
10.00
15.00
20.00
25.00
30.00
237 425 840
Mat
eria
l Rem
oval
Rat
e (m
m3 /
min
)
Putaran Spindel(rev/min)
f = 0.052 mm/revf = 0.105 mm/revf = 0.157 mm/rev

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.80-85) 978-602-60766-3-2
85
Calvanese M, Albertelli P, Matta A, Taisch M., 2013.Analysis of Energy Consumption in CNC Machining Centers andDetermination of Optimal Cutting Conditions. In: Nee AYC, Song B, Ong S-K, editors. Re-engineeringManufacturing for Sustainability: Springer Singapore, hal. 227-232.
Camposeco-Negrete C., 2013. Optimization of cutting parameters for minimizing energy consumption in turning of AISI6061 T6 using Taguchi methodology and ANOVA. Journal of Cleaner Production, hal. 1- 9.
Nur, R., Noordin, M., Izman, S., & Kurniawan, D. 2015. Machining parameters effect in dry turning of AISI 316Lstainless steel using coated carbide tools. Proceedings of the Institution of Mechanical Engineers, Part E: Journal ofProcess Mechanical Engineering, hal. 1-8.
6. UCAPAN TERIMA KASIHKami mengucapkan terima kasih pihak-pihak yang telah membantu dalam penyelesaian penelitian ini,
khususnya ditujukan kepada Politeknik Negeri Ujung Pandang melalui Dana DIPA yang dikelola oleh Unit Penelitiandan Pengabdian Masyarakat (UPPM) yang telah memberikan pendanaan sehingga penelitian dapat terlaksana denganbaik.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.86-91) 978-602-60766-3-2
86
RANCANG BANGUN MESIN PENGOLAH BAHAN SABUN RUMPUT LAUT
Abdul Salam1), Yosrihard Basongan2), Jeremiah Ritto3)
1),2),3) Dosen Jurusan Teknik Mesin Politeknik Negeri Ujung Pandang, Makassar
ABSTRACT
The purpose of this study is to investigate the required time to process the seaweed soap material into a solidsoap, and the overall time needed since the initial process until the forming of the seaweed soap. The designimplementation is experimentally conducted by rotating the round shaft in three different kinds of rotation, which are125 rpm, 150 rpm, and 175 rpm. The volume of processed seaweed soap material is 1500 ml. Time or duration ofstirring is 60 minutes, 90 minutes, and 120 minutes. In regard to the two research variables for the machine performanceof seaweed-based soap, the optimal result of soap processing can be obtained by optimizing variables. The result showsthat at 150 rpm rotation in 120 minutes duration, the seaweed soap processing machine produces proper mixing betweenadditives and seaweed materials and able to create 50 bars of soap and each bar weight is 40 grams. In this study, thecost of manufacturing the seaweed soap processing machine can also be calculated with a nominal Rp. 3.600.000, -. Themachine components are SS 304 and St 37 steel materials equipped with standard components such as spiral shafts,bearings, electric motors and electric stoves. Hopefully, the findings of this research could be a reference for themanufacture of seaweed soap processing machines and the development of seaweed utilization.Keywords: seaweed, soap, additives, creation, manufacturing cost
1. PENDAHULUANPotensi rumput laut di Indonesia sangat menjanjikan terutama untuk daerah Sulawesi Selatan antara
lain sektor Pantai Barat yaitu Maros, Pangkep, Barru, dan Pinrang. Sektor Teluk Bone yaitu Sinjai, Bone,Luwu, Palopo, Luwu Timur, Luwu Utara, dan Wajo. Serta sektor Pantai Selatan yaitu Takalar, Jeneponto,Bantaeng, Bulukumba, dan Selayar. Potensi inilah yang membawa Sulawesi Selatan sebagai provinsiproduksi rumput laut tertinggi di Indonesia. Berdasarkan hasil penilaian, kualitas rumput laut SulawesiSelatan merupakan yang terbaik di Indonesia. Hal ini terbukti, selama 2015 realisasi produksi rumput lautSulawesi Selatan mencapai 2.826.536 ton, atau sekitar 97% dari target produksi 2.866.119 ton.
Selain itu, rumput laut memiliki banyak kandungan gizi pada yang dibutuhkan oleh tubuh. Tidakjarang berbagai bidang memanfaatkannya. Seperti pada bidang Farmasi, digunakan dalam campuran untukpasta gigi, shampo, obat tablet, bahan cetak gigi dan salep. Tidak hanya itu, rumput laut juga dimanfaatkanpada bidang non pangan seperti makanan hewan, makanan ikan, cat keramik, tekstil, kertas dan lain-lain.Juga pada bidang kecantikan, rumput laut pun dapat dimanfaatkan sebagai bahan tambahan pada pembuatansabun kecantikan.
Namun, telah marak sabun yang mendatangkan bahaya pada kulit dengan memberikan dampakinstan namun kurang aman untuk kulit. Seperti penambahan bahan kimia merkuri atau Sodium Lauryl Sulfate(SLS) yang dapat menyebabkan berbagai macam masalah seperti perubahan pada kulit, bintik-bintik hitampada kulit, iritasi kulit, dan alergi. Sodium Lauryl Sulfate (SLS) jika digunakan dalam jangka waktu panjangdan sering, dapat mengakibatkan iritasi yang tinggi pada kulit . Akibat jangka pendeknya menyebabkanalergi, gatal-gatal, dan kulit kering (Hazelia, 2013). Dampak yang ini lebih parah ialah timbulnya penyakiteksim. Penyakit kulit yang disebabkan karena alergi pada zat kimia yang terdapat pada kosmetik, sabun,deterjen, dan bahan kimia lainnya.
Gambar 1. Sabun rumput laut
1 Korespondensi: [email protected]
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.86-91) 978-602-60766-3-2
87
Mesin pengolah bahan sabun yang menghasilkan sabun rumput laut yang seperti ini belum marakdipasaran. Kebanyakan mesin pengolah rumput laut yang beredar dipasaran ialah pengayak, pencuci danpengering. Mesin tersebut masih tergolong menjalani proses yang panjang dan membutuhkan peralatan yangbanyak untuk mendapatkan produk sabun yang diinginkan.
Menimbang potensi rumput laut yang sangat besar, serta telah maraknya sabun kecantikan yang dankebutuhan pasar yang amat tinggi, maka perlu adanya pengembangan mesin pengolah rumput laut yangditujukan untuk meningkatkan nilai tambah yang berlipat ganda dari produk tersebut. Di dunia industrikhususnya dibidang kosmetik, tentunya membutuhkan mesin yang mampu memudahkan dalam pengolahanbahan. Mesin pengolah bahan sabun yang menghasilkan sabun rumput laut yang seperti ini belum marakdipasaran. Kebanyakan mesin pengolah rumput laut yang beredar dipasaran ialah pengayak, pencuci danpengering. Mesin tersebut masih tergolong menjalani proses yang panjang dan membutuhkan peralatan yangbanyak untuk mendapatkan produk sabun yang diinginkan.
Berdasarkan uraian di atas, dirumuskan permasalahan sebagai berikut: 1). Bagaimana merancangkomponen mesin pengolah bahan sabun rumput laut 2). Berapa lama waktu yang dibutuhkan untuk mengolahbahan sabun rumput laut serta waktu pencetakan sabun rumput laut. Sedangkan manfaat penelitian ini adalahmenjadi sumber rujukan untuk pembuatan mesin-mesin pengolah bahan sabun rumput laut danpengembangan pemanfaatan bahan rumput laut, mengefisiensikan proses produksi rumput laut diolahmenjadi sabun sesuai dengan manfaaat dari rumput laut. Selain itu, dengan adanya mesin ini dapatdikembangkan untuk memproduksi sabun rumput laut skala industri rumah tangga untuk menambahpendapatan.
Mesin pengolah bahan sabun rumput laut didesain berteknologi tepat guna, menggunakan motorlistrik sebagai penggerak utama untuk memutar poros pengaduk yang dilengkapi bilah pengaduk. Komporlistrik untuk memanaskan bahan rumput laut dan zat aditif lainnya dengan konsentrasi tertentu dilengkapidengan pengatur suhu, serta sistem transmisi yang mudah dilepas-pasang.
Motor merupakan komponen utama dalam pembuatan mesin pengolah rumput laut ini karenaberfungsi sebagai sumber penggerak. Pada perencanaan ini besar daya motor yang digunakan diperoleh daridaya total yang berasal dari daya pada poros pengaduk dijumlahkan dengan daya untuk menggerakkan poros.Sebelum menentukan daya pada motor, maka terlebih dahulu menentukan seberapa besar putaran yang terjadipada poros.
Sambungan las termasuk sambungan tetap dan juga rapat. Sambungan las sangat bergantung padapengerjaan, bahan elektroda las dan bentuk sambungan las yang dikerjakan. Perhitungan kekuatan lasdidasarkan atas luas minimum terhadap beban tarik atau gesekan. Oleh karena itu, pengelasan yang diberikanharus sesuai dengan standar yang telah diterapkan. Perhitungan tegangan geser pengelasan menggunakan
persamaan (Suryanto, 1995). = , . . dengan: = Tegangan geser pengelasan (N/mm²); F = Gaya
(N); h = Tinggi pengelasan (mm); l = Panjang pengelasan (mm). Untuk mengetahui tegangan gezer izinpada pengelasan, maka digunakan persamaan: = 0,5 dengan: Σt = Tegangan tarik elektroda (N/mm²).
Paku keling adalah salah satu metode penyambungan yang sederhana. Sambungan keling umumnyaditerapkan pada jembatan, bangunan, ketel, tangki, kapal dan pesawat terbang. Penggunaan penyambungandengan paku keling ini juga sangat baik digunakan untuk penyambungan pelat-pelat aluminium.
Jika pada suatu konstruksi mesin putaran puli penggerak dinyatakan dengan diameter = danpuli yang digerakkan dinyatakan dan diameterrya , maka perbandingan putaran dinyatakan denganpersamaan sebagai berikut (Sularso, 1991): D1.N1 = D2.N2 dengan: D1 = diameter puli motor (mm); D2 =diameter puli poros transmisi (mm); N1 = putaran motor (rpm); dan N2 = putaran poros transmisi (rpm).
Sabuk merupakan alat transmisi daya dan putaran pada poros yang berjauhan posisinya. Sistemtransmisi sabuk yang digunakan adalah sabuk trapesium (sabuk V) ganda yang dipasang pada puli denganalur V. Panjang sabuk dapat diketahui dengan menggunakan persamaan,
X
r)(RX2r)(RπL
2
dengan: R = jari-jari puli poros transmisi (mm); r = jari-jari motor (mm); dan X = jarak sumbu porostransmisi ke sumbu poros motor (mm).
Penentuan diameter poros yang hanya menerima beban puntir pada penampang tegak lurus sumbupanjang poros dapat diketahui dengan menggunakan persamaan,
3/11,5
TCKd bt
bs
dengan: T = Momen
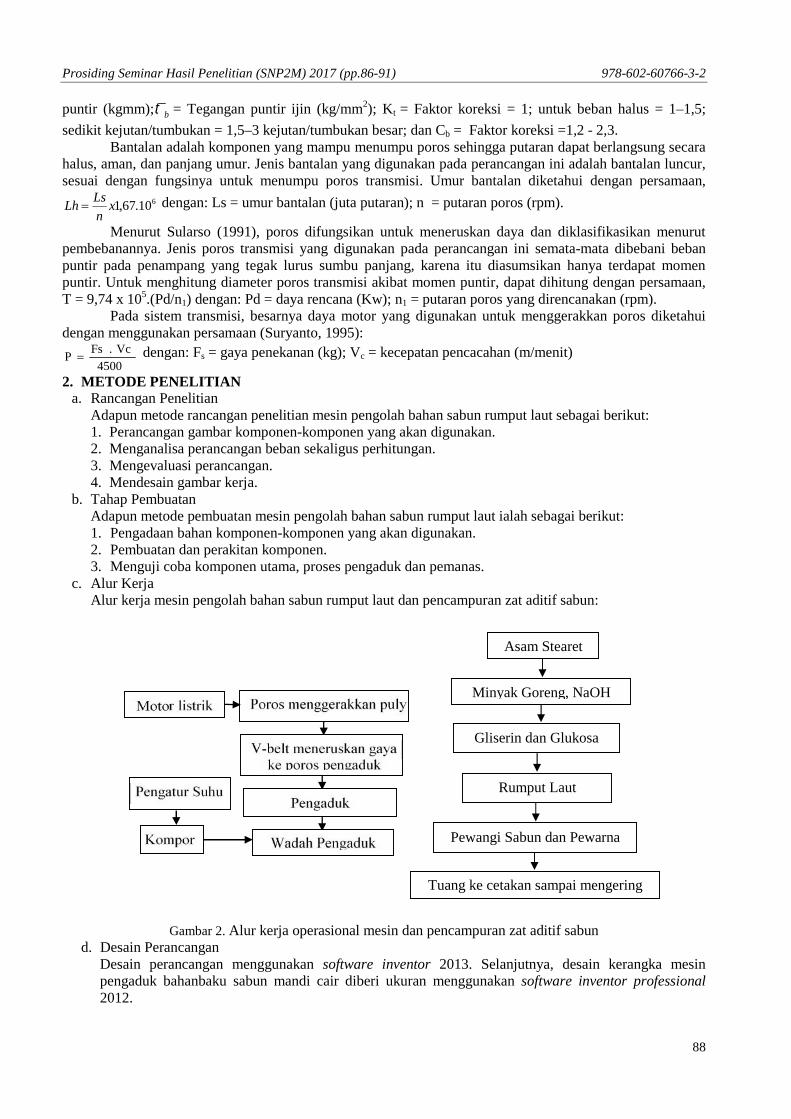
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.86-91) 978-602-60766-3-2
88
puntir (kgmm); b = Tegangan puntir ijin (kg/mm2); Kt = Faktor koreksi = 1; untuk beban halus = 1–1,5;
sedikit kejutan/tumbukan = 1,5–3 kejutan/tumbukan besar; dan Cb = Faktor koreksi =1,2 - 2,3.Bantalan adalah komponen yang mampu menumpu poros sehingga putaran dapat berlangsung secara
halus, aman, dan panjang umur. Jenis bantalan yang digunakan pada perancangan ini adalah bantalan luncur,sesuai dengan fungsinya untuk menumpu poros transmisi. Umur bantalan diketahui dengan persamaan,
610.67,1xn
LsLh dengan: Ls = umur bantalan (juta putaran); n = putaran poros (rpm).
Menurut Sularso (1991), poros difungsikan untuk meneruskan daya dan diklasifikasikan menurutpembebanannya. Jenis poros transmisi yang digunakan pada perancangan ini semata-mata dibebani bebanpuntir pada penampang yang tegak lurus sumbu panjang, karena itu diasumsikan hanya terdapat momenpuntir. Untuk menghitung diameter poros transmisi akibat momen puntir, dapat dihitung dengan persamaan,T = 9,74 x 105.(Pd/n1) dengan: Pd = daya rencana (Kw); n1 = putaran poros yang direncanakan (rpm).
Pada sistem transmisi, besarnya daya motor yang digunakan untuk menggerakkan poros diketahuidengan menggunakan persamaan (Suryanto, 1995):
4500Vc.Fs
P dengan: Fs = gaya penekanan (kg); Vc = kecepatan pencacahan (m/menit)
2. METODE PENELITIANa. Rancangan Penelitian
Adapun metode rancangan penelitian mesin pengolah bahan sabun rumput laut sebagai berikut:1. Perancangan gambar komponen-komponen yang akan digunakan.2. Menganalisa perancangan beban sekaligus perhitungan.3. Mengevaluasi perancangan.4. Mendesain gambar kerja.
b. Tahap PembuatanAdapun metode pembuatan mesin pengolah bahan sabun rumput laut ialah sebagai berikut:1. Pengadaan bahan komponen-komponen yang akan digunakan.2. Pembuatan dan perakitan komponen.3. Menguji coba komponen utama, proses pengaduk dan pemanas.
c. Alur KerjaAlur kerja mesin pengolah bahan sabun rumput laut dan pencampuran zat aditif sabun:
Gambar 2. Alur kerja operasional mesin dan pencampuran zat aditif sabund. Desain Perancangan
Desain perancangan menggunakan software inventor 2013. Selanjutnya, desain kerangka mesinpengaduk bahanbaku sabun mandi cair diberi ukuran menggunakan software inventor professional2012.
Asam Stearet
Minyak Goreng, NaOH
Gliserin dan Glukosa
Rumput Laut
Pewangi Sabun dan Pewarna
Tuang ke cetakan sampai mengering

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.86-91) 978-602-60766-3-2
89
Berikut komponen dan sistem kerja mesin pengolah bahan sabun rumput laut:1) Rangka: berfungsi sebagai penopang semua komponen mesin.2) Pengaduk: berfungsi untuk mengaduk bahan baku sabun mandi cair didalam.3) Engsel Pengikat Ring: berfungsi untuk menopang ring yang akan mengikat pada wadah.4) Batang Tumpuan: berfungsi sebagai penopang panel kontrol.5) Ring Pengikat: berfungsi sebagai pengikat sekaligus mengeratkan wadah agar lebih mudah ketika
penuangan bahan sabun.6) Pemutar: berfungsi untuk menaikkan dan menurunkan pengaduk.7) Mini Hidrolik berfungsi sebagai penyeimbang pada kotak panel kontrol.8) Wadah berfungsi sebagai berfungsi sebagai tempat bercampurnya bahan baku yang diaduk.9) Kompor Listrik berfungsi sebagai media pemanas pada saat proses pencampuran berlangsung.Prinsip kerja mesin pengolah ini dimulai dari memanaskan bahan baku kedalam wadah pengadukandengan mengatur suhu yang ditentukan pada kontrol pemanas. Ketika suhu pemanasan sudahmencapai suhu yang telah diatur Maka motor power window siap bergerak untuk memutar poros danmenggerakkan puly berdiameter kecil, kemudian diteruskan ke diameter puly yang besar dengan V-belt. Selanjutnya pengaduk akan berputar mengikuti putaran puly untuk mengaduk bahan baku sabunrumput laut. Ketika campuran telah homogen maka sabun siap untuk dicetak.
3. HASIL DAN PEMBAHASANProses pengujian mesin dilakukan setelah proses perakitan selesai. Pengujian dilakukan untuk
mengetahui seberapa besar waktu yang diperlukan untuk mengolah bahan sabun rumput laut, kapasitasproduksi mesin tersebut, dan apakah dapat berfungsi dengan baik sesuai dengan yang diharapkan.
Pengujian kinerja awal mesin dilakukan dengan menghidupkan mesin tanpa pembebanan untukmengetahui bekerja tidaknya komponen-komponen yang sudah dirakit. Selanjutnya dilakukan pengujianputaran poros pengaduk untuk ketiga macam putaran, yaitu putaran 125, 150, dan 175 rpm. Sedangkan waktuyang diperlukan untuk mengolah/mengaduk bahan sabun rumput laut adalah 60, 90, dan 120 menit.
Penentuan variabel putaran dan lama waktu pengadukan berdasarkan pengujian awal dengan volumebahan sabun rumput laut 500 ml. Putaran 100 rpm dan 150 rpm secara visual sudah cukup baik, sedangkanputaran 200 rpm bahan yang diaduk mulai bergejolak kuat dan sebagian kecil terpercik keluar wadah.Adapun lama waktu pengadukan rata-rata di atas 120 menit baru terlihat adonan bahan sabun rumput lautmerata, baik dari sisi warna maupun tekstur. Sedangkan lama waktu pencetakan sampai adonan padatmngering pada cetakan rata-rata waktu yang diperlukan 60 menit.
Hasil pengambilan data pengujian mesin pengolah bahan sabun rumput laut dengan bahan sebanyak1500 ml, 3 macam putaran (125, 150, dan 175 rpm) dan 3 lama waktu pengadukan (60, 90, dan 120 menit)dapat diperlihatkan seperti pada tabel berikut.
Gambar 3. Mesin pengolah bahan sabun rumput laut
Keterangan:1. Rangka 6. Pemutar2. Pengaduk 7. Mini Hidrolik3. Engsel Pengikat Ring 8. Wadah4. Batang Tumpuan 9. Kompor Listrik5. Ring Pengikat

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.86-91) 978-602-60766-3-2
90
Tabel 1. Hasil pengujian mesin pengolah bahan sabun rumput laut
NoWaktu
Pengadukan(menit)
Putaran porospengaduk
(rpm)
Volumebahan sabun
(ml)
WaktuPencetakan
(menit)Keterangan Hasil
1. 60 125
1.500 60
Belum merata
2. 60 150 Belum merata
3. 60 175 Belum merata
1. 90 125
1.500 60
Belum merata
2. 90 150 Kurang merata
3. 90 175 Kurang merata
1. 120 125
1.500 60
Kurang merata
2. 120 150 Merata
3. 120 175 Merata
Berdasarkan tabel di atas, menunjukkan Waktu terbaik dimana hasil pengadukan sudah merata dicapaidalam waktu 120 menit, di bawah waktu tersebut bahan yang diaduk masih belum rata baik warna maupun teksturnya.Sedangkan putaran mesin yang memberikan hasil pengolahan/pengadukan yang merata adalah putaran 150rpm untuk menghasilkan pengadukan bahan sabun rumput laut yang sudah merata (homogen). Untuk bahansabun rumput laut sebanyak 1500 ml dapat dihasilkan 50 batang sabun rumput laut dengan berat persatuan 40gram.
Hasil akhir bahan sabun rumput laut yang telah dicetak dengan lama waktu proses pencetakan sampaipadat dan kering adalah 60 menit. Sambun rumput laut berbentuk sederhana yang telah dicetak baik yangdiberi pewarna maupun yang tidak diberi pewarna diperlihatkan sebagai berikut.
Sabun rumput laut yang dihasilkan masih memerlukan proses finishing yang baik, termasuktekstur dan aroma pengharum yang berbeda serta tampilan bening/transparan. Untuk itu, diharapkanadanya penelitian lanjutan bekerjasama dengan Jurusan Teknik Kimia untuk mengembangkan prosespembuatan sabun rumput laut ini.
4. KESIMPULAN1. Mesin pengolah bahan sabun rumput laut yang dihasilkan dapat beroperasi dengan baik sesuai yang
ditargetkan, lama waktu yang dibutuhkan untuk proses pembuatan sabun ini adalah 120 menit,dengan menggunakan putaran poros pengaduk sebesar 150 rpm. Dimulai dari proses awalmelelehkan asam stearet hingga bahan campuran menjadi homogen.
2. Waktu yang diperlukan untuk proses pencetakan bahan sabun rumput laut sebanyak 1500 ml yaituselama 60 menit yang dapat menghasilkan 50 batang sabun dengan berat persatuan 40 gram.
Gambar 4. Sampel 1 Gambar 5. Sampel 2 Gambar 6. Sampel 3

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.86-91) 978-602-60766-3-2
91
3. Penelitian lanjutan untuk menvariasikan putaran dan waktu yang terbaik, karena hasil maksimalpencampuran bahan sabun yang homogen tergantung dari putaran pengaduk dan lamanya waktuproses pengadukan. Desain konstruksi bilah pengaduk (blades) sebaiknya diberi lubang denganukuran tertentu agar zat aditif sabun pada saat diolah (mesin beroperasi) tidak terciprat ke luar dariwadah.
5. DAFTAR PUSTAKAAdnyana, Kadek dkk. 2010. Rancang Bangun Mesin Produksi Sari Rumput Laut Sebagai Bahan Baku Agar-Agar
Beriodium. Makassar: Politeknik Negeri Ujung PandangAnnisaessa. 2014. Teknologi Pengolahan Rumput Laut. http://annisaessa.blogspot.co.id/2014/02/teknologi-pengo-
lahan-rumput-laut.html (diakses pada tanggal 24 Februari 2016)Jumriadi dkk. 2015. Rancang Bangun Mesin Pengolah Biji Kakao Menjadi Cokelat Pasta. Makassar: Politeknik
Negeri Ujung PandangGupta, J.K. dan Khurmi R.S, 2005. Machine Design. Eurasia Publishing House (PVT.) LTD. Ram Nagar, New DelhiPurwanto, Slamet. 2014. Cara Menggunakan dan Merawat Mesin Pengaduk Sabun Transparan. Artikel
(http://adevnatural.com/cara-menggunakan-dan-merawat-mesin-pengaduk-sabun-transparan/) (diakses 25Februari 2016)
Sularso dan Kiyokatso Suga. 1991. Dasar-Dasar Perencanaan dan Pemilihan Elemen Mesin. Jakarta: PradnyaParamita
Suryanto. 1995. Elemen Mesin I. Bandung: Pusat Pengebangan Pendidikan Politeknik Bandung.
6. UCAPAN TERIMA KASIHTim pelaksana mengucapkan terima kasih kepada Ditjen Ristek Dikti, yang telah memberikan
bantuan dana penelitian melalui dana DIPA-Rutin Politeknik Negeri Ujung Pandang. Terima kasih jugadisampaikan kepada Direktur dan Ketua UPPM Politeknik Negeri Ujung Pandang, Ketua Jurusan TeknikMesin serta Kepala Bengkel Mekanik yang telah mengizinkan penggunaan fasilitas yang sangat mendukungkegiatan penelitian ini.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.92-97) 978-602-60766-3-2
92
PEMODELAN DAN SIMULASI APLIKASI SUPERCAPACITOR PADA SISTEMPEMBANGKIT LISTRIK TENAGA BAYU
A. M. Shiddiq Yunus1) dan Sukma Abadi2)
1),2) Dosen Jurusan Teknik Mesin Politeknik Negeri Ujung Pandang, Makassar
ABSTRACT
The needs of renewable energy sources are inevitable to be increase from time to time due to global warmingissue and pollutions from conventional based power stations. However, the lateness progress of renewable energy basedpower stations in dominating worldwide total power stations is caused by the renewable energy’s technology ratherexpensive and some are still immature. For wind turbine itself, when connecting to the grid, it must obey the regulationparticularly when it disturbed by grid fault that might violate the grid code itself. Consequently, the wind turbine mustbe disconnected from the grid which in turn leads to high economic lost. This paper is aimed to design and simulate thecompensator for Wind Turbine Generator (WTG) which is connected to the grid using Supercapacitor (SC). SC iscontrolled with Hysteresis Current Controller (HCC) and Fuzzy Logic Controller (FLC). This system is modeled usingMATLAB. The simulation results show that voltage profile at Point of Common Coupling (PCC) is corrected above theselected Fault Ride Through (FRT) which is in turn avoiding the WTG disconnected from the grid.
Keywords: WTG, Hysteresis Current Controller, Fuzzy Logic Controller.
1. PENDAHULUANTenaga listrik merupakan suatu unsur penunjang yang sangat penting bagi pengembangan secara
menyeluruh suatu bangsa. Pemanfaatannya secara tepat guna akan merupakan suatu alat yang ampuh untukmerangsang pertumbuhan perekonomian negara. Berdasarkan alasan tersebut, dapat dimengerti apabila padaakhir-akhir ini permintaan akan kebutuhan tenaga listrik semakin meningkat di negara-negara seluruh dunia.Secara garis besar dapat dikatakan bahwa, ditinjau dari segi kebutuhan tenaga, hampir dapat dipastikansemua negara di dunia benar-benar sedang mengalami krisis energi listrik dan berbagai kesibukan dilakukanuntuk mencari pemanfaatan berbagai alternatif pembangkit energi listrik untuk memenuhi kebutuhan yangterus meningkat.
Indonesia merupakan negara kepulauan yang masih banyak daerah-daerah yang terpencil didalamnyadan juga belum ada penerangan listrik dan terjangkau oleh PLN. Padahal listrik atau penerangan sangatdibutuhkan oleh daerah tersebut agar daerah tersebut tidak ketinggalan dalam memperoleh informasi yangbertujuan untuk memajukan daerah tersebut dan dapat meningkatan pruduktifitas masyarakatnya. Olehkarena itu untuk memenuhi kebutuhan akan penerangan listrik untuk daerah terpencil perlu diciptakan alatyang dapat menjangkau tempat terpencil yang murah dan ramah lingkungan. Indonesia merupakan salah satunegara yang terpadat penduduknya di dunia. Lebih dari 80% rakyatnya hidup di daerah pedesaan. Indonesiamerupakan salah satu negara dengan penggunaan tenaga listrik yang paling rendah di dunia, hanya sebesar787,6 kWh per kapita pertahun (statistik PLN 2015). Hampir semua tenaga listrik itu digunakan untukindustri dan usaha niaga lainnya serta untuk sebagian kecil penduduk yang tinggal di kota-kota besar.Perusahaan Umum Listrik Negara masih dalam tahap pengembangan. Produksi per kapita masih sangatrendah, sebagian besar komsumsinya adalah untuk penerangan dan keperluan rumah tangga yang tidakproduktif. Keadaan ini menunjukkan mendesaknya pengadaan listrik pedesaan di Indonesia. Selain itu tenagalistrik merupakan salah satu kebutuhan pokok meningkatkan hasil pertanian, untuk mengurangi kerugianpanen dan untuk merangsang industri rakyat yang dapat menciptakan lapangan kerja baru dan menambahpenghasilan masyarakat. Juga tenaga listrik ini terbukti mempunyai manfaat sosial seperti penerangan untukpendidikan diwaktu malam, penambahan waktu kerja, rekreasi, pendinginan untuk pengawetan makanan,kesehatan dan lain-lain.
Rasio elektrifikasi di Indonesia pada tahun 2015 mencapai 86,20% artinya di Indonesia sendirijumlah rumah tangga yang belum mendapatkan sambungan listrik adalah sekitar 13,80% (Statistik PLN2015). Hal inilah yang mendorong agar pemanfaatan sumber-sumber energi terutama air yang melimpah diIndonesia secara umum dan di Sulawesi Selatan secara khusus dapat dimaksimalkan. Pembangkit listriktenaga angin termasuk pembangkit berbasis energi terbarukan yang cukup signifikan perkembangannya di
1 Korespondensi: [email protected]

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.92-97) 978-602-60766-3-2
93
dunia. Di akhir tahun 2015 (Data 2016 belum dirilis), sebagaimana dilaporkan oleh GWEC (Global WindEnergy Council), jumlah pembangkit listrik tenaga angin/bayu (PLTB) yang terpasang di dunia mencapai432.883 MW yang di dominasi di Negara-negara Eropa (www.gwec.net), sementara itu, di Indonesia totalPLTB yang terpasang masih sekitar 1,4 MW ditahun 2012 dan ditargetkan mampu mencapai 970 MW ditahun 2025 (Pradeep Tharakan, 2015) dan secar khusus di Sulawesi Selatan saat ini sudah pada tahappembebasan lahan dan konstruksi yang nantinya ditargetkan mampu mensuplai energi listrik hingga 62,5MW (www.republika.co.id).
Salah satu tantangan yang paling utama terkait sumber energi angin adalah sifatnya yang berubahsetiap saat (intermittent), sehingga hasil konversi energinya juga akan mempengaruhi kualitas konsistensikeluarannya. Sehingga dibutuhkan penyimpan energy (energy storage) yang dapat berfungsi menyelaraskankeluaran energi ke saluran. Disamping itu sangat diharapkan agar penyimpan energi tersebut dapat pulabertindak sebagai compensator yang dapat menjaga PLTB agar tidak dilepaskan dari jaringan (grid) ketikaterjadi gangguan dari sisi grid. Terkait masalah tersebut, pada proposal ini, kami akan mendesain danmenginvestigasi sistem penyimpan energi yang sekaligus berfungsi sebagai kompensator denganmenggunakan algoritma control Hysteresis Current Controller (HCC) dan Fuzzy Logic Controller (FLC).Skema algoritma control ini sebelumnya telah sukses diaplikasikan pada Superconductor Magnetic EnergyStorage (SMES) (Shiddiq, dkk, 2012 dan 2013), namun mengingat harga teknologi SMES yang masih mahaldibanding supercapacitor (SC), maka SC dapat menjadi alternatif pilihan yang lebih murah (cost effective).
Pada umumnya pembangkit listrik tenaga bayu bila dalam jumlah kapasitas besar akan dihubungkandengan jaringan listrik yang telah eksis sebelumnya (grid) yang di Indonesia dikenal dengan jaringan listrikPLN. Adapun untuk sistem kecil yang melayani beberapa kW saja biasanya merupakan pembangkit berdirisendiri (stand alone). Dalam menghubungkan PLTB dengan Jaringan biasanya ada beberapa syarat yangharus terpenuhi diantaranya adalah kualitas tegangan yang didesain untuk tidak merugikan baik pihak Gridmaupun pemilik PLTB yang biasa diistilahkan dengan Voltage Ride Through (VRT). Contoh VRT dapat dilihat pada gambar 1.
Gambar 1. Voltage Ride Through (VRT) dari Spanyol (Alt X, 2010)
2. METODE PENELITIANPada penelitian ini, model PLTB dengan SC Unit-nya akan dibangun dan disimulasi menggunakan
Simulink-MATLAB Software. Adapun model yang akan dibangun dapat dilihat pada gambar 2. Sepertiterlihat pada gambar 2. SC Unit diletakkan pada point of common coupling (PCC) untuk memperbaiki profiltegangan di PCC saat terjadi gangguan yang menjadi persyaratan VRT apakah PLTB tetap terkoneksi dengangrid atau harus dilepaskan (disconnect) karena dapat merusak PLTB itu sendiri. Roadmap penelitian dapatdilihat pada gambar 5. Pada gambar 5, pada tahun 2017, penelitan akan difokuskan pada pengembanganmodel PLTB tipe DFIG dilengkapi SC yang terinterkoneksi dengan grid. Pada PCC, SC Unit berbasispengontrol HCC dan FLC akan dikoneksi sebagai kompensator yang akan memperbaiki profil tegangan PCCsesuai VRT jika terjadi gangguan baik pada sisi grid maupun pada sisi transmisi.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.92-97) 978-602-60766-3-2
94
Gambar 2. Sistem PLTB jenis DFIG dengan SC
Salah satu kandidat terbaik penyimpan energi adalah Supercapacitor (SC). Beberapa keunggulan SCdibanding Baterai adalah tingginya cycle capacity yakni lebih dari 1000 Cycle dengan efisiensi lebih besardari 90% dan dapat mensuplai daya dengan beberapa kilowatt dalam waktu satu detik (lebih cepat dariBaterai) (F. A. Farret and M. G. Simoes, 2006).
Kombinasi Hysteresis Curent Controller (HCC) dan Fuzzy Logic Controller (FLC) pertama kaliperkenalkan ditahun 2012 yakni pada jurnal IEEE Transaction yang berbasis di USA. HCC dan FLCdigunakan pada SMES (Superconducting Magnetic Energy Storage) untuk memperbaiki profil tegangan padatitik hubung (point of common coupling-PCC) dengan jaringan listrik (grid). Struktur HCC dan FLC dapatdilihat pada gambar 4.
Kompensator SC terdiri dari dua converter utama yakni Voltage Source Converter (VSC) yangberfungsi mengatur level energi yang akan ditransfer dari DC Link ke grid. Adapun DC-DC Chopperberperan untuk membantu supply energi dari SC ke DC link.
3. HASIL DAN PEMBAHASANSistem PLTB jenis DFIG dapat dilihat pada gambar 3. Sistem tersebut adalah PLTB jenis DFIG
berkapasitas 1.5 MW sebagaimana yang ada dipasaran. Pada sistem DFIG, converter terhubung diantara sisirotor dan statornya sehingga memungkinkan suplai reactive power ke grid dengan desain controlnya yangtepat. Gambar 2 menunjukkan sistem PLTB secara kesuluruhan dimana Supercapacitor (SC) terhubung padaPoint of Coupling Couple (PCC). PLTB terhubung ke grid melalui saluran transmisi sepanjang 30 Km padategangan 25 kV sebelum dinaikkan menjadi 120 kV pada grid. Adapun konfigurasi detail SC dan skemacontrolnya dapat dilihat pada gambar 4 dan 5.
Gambar 3. Typical konfigurasi PLTB jenis DFIG

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.92-97) 978-602-60766-3-2
95
Gambar 4. Konfigursi control SC dengan HCC dan FLC
Gambar 5 Kontrol VSC dengan HCC
Pada penelitian ini dapat dilihat pengaruh penggunaan SC pada PLTB jenis DFIG khususnya ketikaterjdi gangguan pada grid yang mengakibatkan dropnya suplai daya hingga 0.5 pu. Demikian pula halnyadengan drop tegangan pada PCC jika tidak menggunakan SC sebagai kompensatornya. Pada gambar 6terlihat bahwa drop daya maupun tegangan pada PCC dapat diredam dengan suplai energi dari SC.
(a) (b)
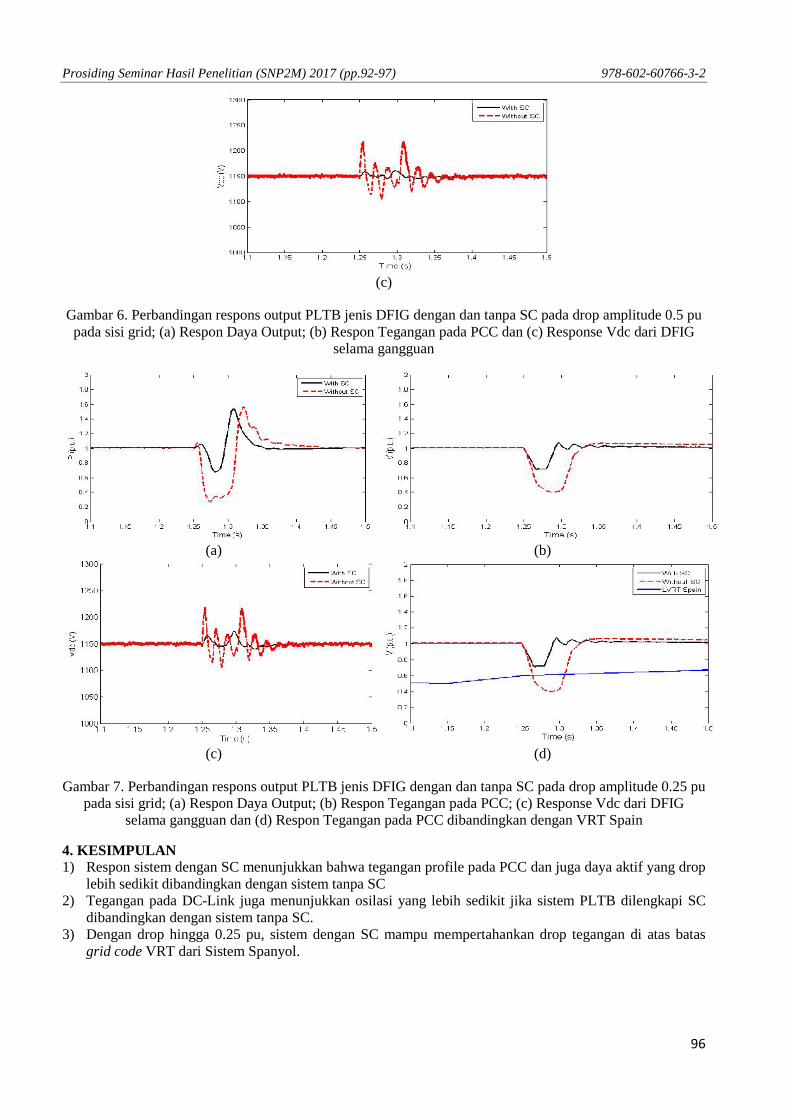
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.92-97) 978-602-60766-3-2
96
(c)
Gambar 6. Perbandingan respons output PLTB jenis DFIG dengan dan tanpa SC pada drop amplitude 0.5 pupada sisi grid; (a) Respon Daya Output; (b) Respon Tegangan pada PCC dan (c) Response Vdc dari DFIG
selama gangguan
(a) (b)
(c) (d)
Gambar 7. Perbandingan respons output PLTB jenis DFIG dengan dan tanpa SC pada drop amplitude 0.25 pupada sisi grid; (a) Respon Daya Output; (b) Respon Tegangan pada PCC; (c) Response Vdc dari DFIG
selama gangguan dan (d) Respon Tegangan pada PCC dibandingkan dengan VRT Spain
4. KESIMPULAN1) Respon sistem dengan SC menunjukkan bahwa tegangan profile pada PCC dan juga daya aktif yang drop
lebih sedikit dibandingkan dengan sistem tanpa SC2) Tegangan pada DC-Link juga menunjukkan osilasi yang lebih sedikit jika sistem PLTB dilengkapi SC
dibandingkan dengan sistem tanpa SC.3) Dengan drop hingga 0.25 pu, sistem dengan SC mampu mempertahankan drop tegangan di atas batas
grid code VRT dari Sistem Spanyol.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.92-97) 978-602-60766-3-2
97
5. DAFTAR PUSTAKA
Alt, x, M. n, Go, O. ksu, R. Teodorescu, P. Rodriguez, B. B. Jensen, and L. Helle, "Overview of recent grid codes forwind power integration," in 12th International Conference on Optimization of Electrical and Electronic Equipment(OPTIM), 2010 pp. 1152-1160.2010
A. M. Shiddiq Yunus, Ahmed Abu Siada, M. A. S. Masoum, “Effects of SMES on Dynamic Behaviors of Type D-WindTurbine Generator-Grid Connected during Short Circuit”, IEEE Power Engineering Society General Meeting PESGM, Detroit, Michigan, USA, pp. 1-7, July 26-29. 2011.
A. M. Shiddiq Yunus, M. A. S. Masoum, A. Abu Siada, “Application of SMES to Enhance the Dynamic Performance ofDFIG during Voltage Sag and Swell”, Journal IEEE Transaction on Applied Superconductivity. Vol. 22 No. 4.2012.
A. M. Shiddiq Yunus, A. Abu Siada, and M. A. S. Masoum “Application of SMES Unit to Improve DFIG PowerDispatch and Dynamic Performance During Intermittent Misfire and Fire-Through Faults”, Journal IEEETransaction on Applied Superconductivity. Vol. 23, No. 4 August 2013.
F. A. Farret and M. G. Simoes, "Integration of Alternative Sources of Energy", New Jersey: Wiley-Interscience. 2006PLN. 2015. Statistik PLN 2015. Sekretariat Perusahaan PT PLN (Persero), JakartaPradeep Tharakan, 2015, Summary of Indonesia’s Energy Sector Assesment, Asian Development Bank.www.gwec.net (diakses tanggal 01 Februari 2017)www.republika.co.id (Berita tanggal 30 Juni 2015: Sulsel Ditawari Pembangunan PLTB)
6. UCAPAN TERIMA KASIHPenulis mengucapkan terima kasih kepada Centre of Sustainable Energy and Smart Grid Applications
(CoSESGA) Jurusan Teknik Mesin atas dukungannya serta ucapan terimakasih kepada UPPM-PNUP yang telahmembiayai penelitian ini.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.98-103) 978-602-60766-3-2
98
RANCANG BANGUN MESIN PENGOLAHAN BUAH MARKISA MENJADI SARI DANSIRUP MARKISA
Anwar Mazmur1) Laode Musa 1)
1)Jurusan Teknik Mein politeknik Negeri Ujung Pandang
ABSTRACT
Proses pengolahan sirup markisa di Industri Rumah Tangga masih menggunakan peralatan yang sangat sederhana,sehingga kualitas dan kuantitas produk yang dihasilkan tidak maksimal. Cara pemotongan buah markisa menggunakanpisau atau parang dengan kapasitas hasil pemotongan buah masih rendah yaitu kurang lebih 230 kg / jam. Untukmengeruk buah markisa mereka masih menggunakan alat yang cukup sederhana yaitu sendok sebagai alat untukmengeluarkan isi dari buah dengan kapasitas yang dihasilkan hanya 30 kg/jam. Desa Tonasa Kecamatan TombolopaoKabupaten Gowa merupakan wilayah yang potensial bagi budidaya Markisa karena lingkungan yang relatif cocok. Dantanaman markisa ini sudah sering ditanam di wilayah pekarangan rumah penduduk. Keunggulan wilayah tersebutmenjadi salah satu pertimbangan dipilihnya wilayah tersebut sebagai objek/sasaran penelitian pengolahan buah markisa.Tujuan dari penelitian ini adalah merancang dan membuat mesin pengolahan buah markisa menjadi sirup,sehinggakapasitas dan kualitas produksi pembuatan sirup markisa meningkat. Tahap pelaksanaan penelitian dimulai denganmerancang alat, membuat alat dan pengujian alat. Tahun pertama merancang dan membuat alat pemotong dan alatpengeruk buah markisa. Spesifikasi mesin pemotong buah markisa yang dihasilkan berdimensi panjang 650 mm x lebar340 mm x tinggi 950 mm, daya motor 686 Watt atau 1 hp dan diameter poros pemotong 2 cm, serta kapasitas produksi694.8 kg/jam. Dan Spesifikasi mesin pengeruk buah markisa yang dihasilkan berdimensi panjang 1200 mm x lebar 650mm x tinggi 750 mm dan daya motor 118.3 Watt atau 0.161 hp, serta kapasitas produksi 260 kg/ jam.Kata kunci: Markisa, sari, sirup, mesin, pengolahan, kualitas, kuantitas.
1. PENDAHULUAN1.1 Latar Belakang
Buah Markisa adalah salah satu buah yang cukup populer di negera kita Indonesia karena rasanya yangasam manis, sehingga membuatnya sangat khas jika ditinjau dari cita rasanya. Pada dasarnya yangdikonsumsi dari buah ini adalah isi didalamnya yang berupa bintik-bintik kecil yang berjumlah sangatbanyak, dan akan lebih mudah apabila diperas dan dijadikan minuman. Asal-usul buah ini pada mulanyaberasal dari daerah tropis dan sub tropis di Amerika, dan di Indonesia sendiri terdapat dua sentra penghasilbuah Markisa terbesar yaitu Sumatera Utara dan Sulawesi Selatan. Badan pusat statistik mencatatperkembangan hasil panen buah markisa setiap tahunnya meningkat tajam. Pada tahun 2003 Badan PusatStaistik mencatat hasil panen buah markisa diIndonesia sebanyak 71,899 ton dan data terakhir BPS padatahun 2012 dicatat hasil panen buah markisa diIndonesia sebanyak 134,586 ton. Hal ini membuktikan buahmarkisa tumbuh subur dan berlimpah dinegara kita, hal itu harus kita manfaatkan dengan baik denganmembuat sentra-sentra pengolahan buah markisa salah satunya pembuatan sirup sari buah markisa.
Proses pengolahan sirup markisa di Industri Rumah Tangga masih menggunakan peralatan yang sangatsederhana, sehingga kualitas dan kuantitas produk yang dihasilkan tidak maksimal.
Berdasarkan hasil survey dan wawancara kami dindustri rumah tangga pembuatan sirup markisa, padaCV Bina Taruna Tani dan kebun markisa yang beralamat Jl. Parangbobo Desa Tonasa, KecamatanTombolopao, Kabupaten Gowa, terlihat yaitu pada saat tahap pemotongan buah menggunakan pisau atauparang dengan kapasitas hasil pemotongan buah masih rendah yaitu kurang lebih 230 kg / jam sehinggamenyebabkan lambatnya proses selanjutnya dan memicu rendahnya hasil produksi. Buah terkadang hancurkarena menggunakan pisau yang tumpul atau bergerigi (gergaji). Untuk mengeruk buah markisa merekamasih menggunakan alat yang cukup sederhana yaitu sendok sebagai alat untuk mengeluarkan isi dari buahdengan kapasitas yang bisa dihasilkan hanya 30 kg/jam.1.2 Tujuan PenelitianUntuk meningkatkan kapasitas dan kualitas pemotongan dan pengerukan buah markisa.
2. METODE PENELITIAN2.1 Tempat dan waktu penelitian
1 Korespondensi: [email protected]

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.98-103) 978-602-60766-3-2
99
Penelitian ini dilaksanakan di Bengkel Mekanik Juruan Teknik Mein dan Laboratorium Teknologi PanganJuruan Teknik Kimia Politeknik Negeri Ujung Pandang pada bulan Mei – Oktober 2017
2.2 Sumber – sumber dataSumber – sumber data yang digunakan dalam penelitian adalah data primer dan sekunder. Data primerdiperoleh berdasarkan hasil wawancara langsung di lapangan dan penyebaran informasi berupa pertanyaanterstruktur kepada responden. Data sekunder diperoleh dari data pustaka maupun berbagai data yangberkaitan dengan sutra alam, penggalian data di dinas-dinas terkait diantanya dinas pertanian, dinasperkebunan, dan dinas perindustrian dan perdagangan.2.3 Metode pengumpulan dataMetode pengumpulan data dilakukan dengan wawancara dengan pertanyaan terstruktur. Wawancara yangdilakukan berupa pertanyaan mendalam (deep interview) dengan tujuan untuk menggali data-datatersembunyi yang mungkin enggan untuk diungkapkan responden2.4 PerancanganDalam pendahuluan telah disebutkan bahwa tujuan penulisan ini adalah untuk melakukan perencanaan danperwujudan mesin potong dan mesin pengeruk buah markisa yang berbeda dengan mesin potong mesinpengeruk buah markisa yang ada sebelumnya, harapannya mesin potong dan mesin mesin pengeruk yang dibuat nantinya memiliki hasil pemotongan dan hail pengerukan yang lebih baik dan lebih efisien dalam prosespengerjaannya.Tahap-tahap perancangan adalah sebagai berikut.a. Membuat desain (gambar sketsa) dari komponen-komponen yang akan dibuat. Pembuatan desain
dilakukan dengan cara menggambar di komputer menggunakan software Autocad seperti pada gambardibawah ini:
Gambar 2.1 Desain Mesin pemotong dan Pengeruk buah markisa
b. Menghitung komponen-komponen alat.c. Membuat komponen utama alat pemotong dan alat pengeruk buah markisad. Perakitan dan penyetelan setiap komponen konstruksi.
2.5 Prosedur PengujianUntuk mengetahui kinerja dari mesin pemotong dan pengeruk buah markisa, maka perlu
dilakukan pengujian terhadap mesin ini. Prosedur pengujian dari mesin ini adalah sebagai berikut:1. Menyiapkan buah markisa dengan mengukur massanya dengan cara ditimbang dengan ukuran
2 kg.2. Mesin dijalankan tanpa beban dengan menekan tombol “ON” untuk mengetahui kelayakan
operasional dari komponen-komponen utama.3. Buah markisa dimasukkan kemesin pemotong dengan cara menuang buah ke corong
masukan.4. Menampung buah yang telah terpotong pada wadah yang telah disediakan.5. Mengukur dan mencatat waktu yang dibutukan untuk memotong.
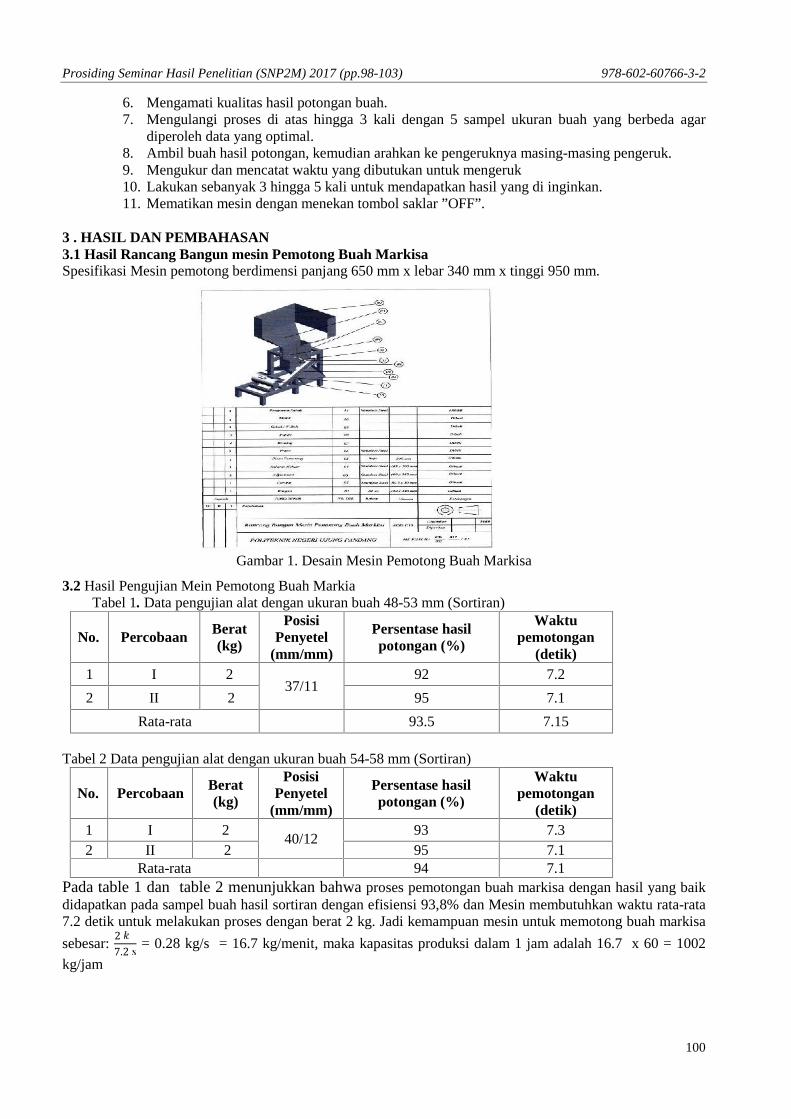
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.98-103) 978-602-60766-3-2
100
6. Mengamati kualitas hasil potongan buah.7. Mengulangi proses di atas hingga 3 kali dengan 5 sampel ukuran buah yang berbeda agar
diperoleh data yang optimal.8. Ambil buah hasil potongan, kemudian arahkan ke pengeruknya masing-masing pengeruk.9. Mengukur dan mencatat waktu yang dibutukan untuk mengeruk10. Lakukan sebanyak 3 hingga 5 kali untuk mendapatkan hasil yang di inginkan.11. Mematikan mesin dengan menekan tombol saklar ”OFF”.
3 . HASIL DAN PEMBAHASAN3.1 Hasil Rancang Bangun mesin Pemotong Buah MarkisaSpesifikasi Mesin pemotong berdimensi panjang 650 mm x lebar 340 mm x tinggi 950 mm.
Gambar 1. Desain Mesin Pemotong Buah Markisa
3.2 Hasil Pengujian Mein Pemotong Buah MarkiaTabel 1. Data pengujian alat dengan ukuran buah 48-53 mm (Sortiran)
No. Percobaan Berat(kg)
PosisiPenyetel
(mm/mm)
Persentase hasilpotongan (%)
Waktupemotongan
(detik)1 I 2
37/1192 7.2
2 II 2 95 7.1
Rata-rata 93.5 7.15
Tabel 2 Data pengujian alat dengan ukuran buah 54-58 mm (Sortiran)
No. Percobaan Berat(kg)
PosisiPenyetel
(mm/mm)
Persentase hasilpotongan (%)
Waktupemotongan
(detik)1 I 2
40/1293 7.3
2 II 2 95 7.1Rata-rata 94 7.1
Pada table 1 dan table 2 menunjukkan bahwa proses pemotongan buah markisa dengan hasil yang baikdidapatkan pada sampel buah hasil sortiran dengan efisiensi 93,8% dan Mesin membutuhkan waktu rata-rata7.2 detik untuk melakukan proses dengan berat 2 kg. Jadi kemampuan mesin untuk memotong buah markisa
sebesar:27.2 = 0.28 kg/s = 16.7 kg/menit, maka kapasitas produksi dalam 1 jam adalah 16.7 x 60 = 1002
kg/jam
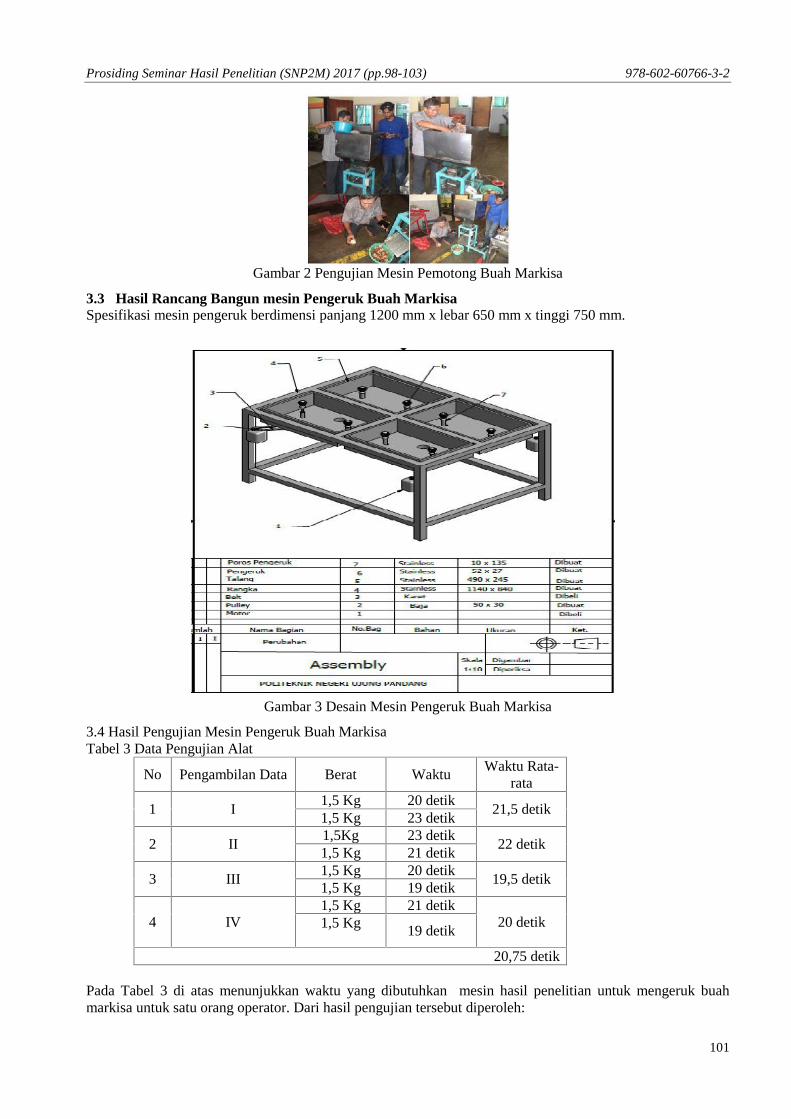
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.98-103) 978-602-60766-3-2
101
Gambar 2 Pengujian Mesin Pemotong Buah Markisa
3.3 Hasil Rancang Bangun mesin Pengeruk Buah MarkisaSpesifikasi mesin pengeruk berdimensi panjang 1200 mm x lebar 650 mm x tinggi 750 mm.
Gambar 3 Desain Mesin Pengeruk Buah Markisa
3.4 Hasil Pengujian Mesin Pengeruk Buah MarkisaTabel 3 Data Pengujian Alat
No Pengambilan Data Berat WaktuWaktu Rata-
rata
1 I1,5 Kg 20 detik
21,5 detik1,5 Kg 23 detik
2 II1,5Kg 23 detik
22 detik1,5 Kg 21 detik
3 III1,5 Kg 20 detik
19,5 detik1,5 Kg 19 detik
4 IV1,5 Kg 21 detik
20 detik1,5 Kg 19 detik
20,75 detik
Pada Tabel 3 di atas menunjukkan waktu yang dibutuhkan mesin hasil penelitian untuk mengeruk buahmarkisa untuk satu orang operator. Dari hasil pengujian tersebut diperoleh:

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.98-103) 978-602-60766-3-2
102
Mesin membutuhkan waktu rata-rata 20,75 detik untuk melakukan proses pengerukan buah markisa seberat1,5 kg.Dengan waktu rata-rata yang digunakan untuk pengerukan buah sebanyak 1,5 kg membutuhkan waktu yaitu20.75 deti. Hal ini berarti kapasitas produksi dalam 1 jam adalah:1.520.75 = 0.07 kg/s = 4,3 kg/menit
Jadi kapasitas produksi dalam 1 jam adalah 4.3 x 60 = 260 kg/jam/1 orang operator.Mesin hasil rancangbangun ini dapat dilakukan 4 orang sekaligus, sehingga kapaitas produksi mesin adalah 260 kg/jam x 4 =1040 kg/jam.
Gambar 4 Pengujian Mesin Pengeruk Buah Markisa
4. KESIMPULAN DAN SARAN1. Mesin pemotong buah markisa yang dihasilkan berdimensi panjang 650 mm x lebar 340 mm x tinggi
950 mm, daya motor 686 Watt atau 1 HP dan diameter poros pemotong 2 cm.2. Mesin pengeruk buah markisa yang dihasilkan berdimensi panjang 1200 mm x lebar 650 mm x tinggi
750 mm dan daya motor 118.3 Watt atau 0.161 HP3. Kapasitas produksi mesin pemotongan buah markia hasil hasil penelitian meningkat dari 230 kg/jam
menjadi 694.8 kg/jam, atau dalam hitungan 8 jam kerja (perhari). Dari 1840 kg/hari menjadi 5558.4kg/hari.
4. Buah terpotong dengan baik, tanpa kulit buah yang tersisa / kulit ari sehingga isi buah mudah untukdkeluarkan
5. Kapasitas produksi mesin pengeruk buah markisa hasil penelitian meningkat dari 30 kg/jam menjadi260 kg/ jam. Dalam hitungan 8 jam kerja perharinya diperoleh peningkatan kapasitas produksi dari240 kg/hari menjadi 2080 kg/ hari.
5. DAFTAR PUSTAKAAstawan dalam rosaeka, 2013. Sari Buah Jernih (Clear Fruit Juice). http://sudarmantosastro.wordpress.com.
(online). diakses tanggal 18 April 2015.Anwar M, 2011. Elemen Mesin. Makassar : Politeknik Negeri Ujung PandangBapel Maros, 2013. Budi daya tanaman markisa. http://epetani.deptan.go.id,
(online), diakses tanggal 17 Maret 2015.Daryanto, 1995. Elemen Mesin. Bandung: Pusat Pengembangan Pendidikan PoliteknikDepartemen Pendidikan Nasional. 2002. Kamus Besar Bahasa Indonesia.
Jakarta:Balai Pustaka.Hary, 2012. Mari budidaya Markisa. http://hary-proclaro.blogspot.com, (online), diakses tanggal 17 Maret
2015.Khurmi dalam saharuddin, 2007. Perancangan dan Pembuatan Alat Pembersih Galon Sistem Vertikal.
Makassar:Politeknik Negeri Ujung Pandang.Mekarsari, 2013. Markisa. http://www.mekarsari.com. (Online). Diakses tanggal
19 April 2015.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.98-103) 978-602-60766-3-2
103
Priyanto, Didik, 2011. Kandungan Nutrisi dan Manfaat Buah Markisa. http://jendelauntukkita.blogspot.com,(online), diakses tanggal 17 April 2015
Salim, 1991. Kamus Lengkap Bahasa Indonesia. Surabaya: Prima Media .Sularso, dan Kiyokatsu Suga. 1997. Dasar Perencanaan dan Pemilihan Elemen Mesin. Jakarta: Pradnya
Paramita.Sularso dan kiokatsu suga, 1991. Elemen mesin. Jakarta: Pradnya Paramita.Susanto. 1994. Teknologi Pengolahan Hasil Pertanian. Surabaya: Bina Ilmu.Surya. 2005. Kamus Lengkap Bahasa Indonesia. Jakarta: Media Center

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.104-109) 978-602-60766-3-2
104
PENERAPAN THERMOELECTRIC GENERATOR SEBAGAI PENIUP UDARA PADAKOMPOR GASIFIKASI BIOMASSA SEKAM PADI TIPE KONTINYU
Apollo1), La Ode Musa2)
1, 2))Jurusan Teknik Mesin, Politeknik Negeri Ujung Pandang
ABSTRAK
The purpose of this research is to maximize the application of thermoelectric generator in improving theperformance of rice husk biomass stove. Modification of biomass stove design is done by utilizing exhaust heat on itswall to produce electric energy as kipas of air gasification kipas. The heat generated on the wall of the husk stove isconverted to electrical energy by using thermoelectric generator type SP1848-27145. In the early stages of the study, thethermoelectric type was tested for performance separately to obtain an optimal arrangement for capable of rotating thegasification air-cooling kipass with specifications: size 80x80x23 mm, current 0.15 Ampere, 12 Volt dc. The effectivearrangement variation of the 4 thermoelectric units mentioned above has been able to drive the kipas for the air supplyrequirement of gasfication on the continuous rice husk biomass stove. The results showed that the voltage value of 0.110Volts up to 2.40 Volts with a maximum current of 0.56 Ampere at the temperature difference obtained was 92,5 up to250,9.
Keywords: Rice husk, thermoelectric, gasification, TEG.
1. PENDAHULUANKebutuhan energi di Indonesia khususnya dan di dunia pada umumnya terus meningkat karena
pertambahan penduduk, pertumbuhan ekonomi, dan pola konsumsi energi itu sendiri yang senantiasameningkat, sedangkan energi fosil yang selama ini merupakan sumber energi utama, ketersediaannya sangatterbatas dan terus mengalami deplesi. Menurut Blueprint Pengelolaan Energi Nasional yang dikeluarkan olehDepartemen Energi dan Sumber Daya Mineral (DESDM) pada tahun 2005, cadangan minyak bumi diIndonesia pada tahun 2004 diperkirakan akan habis dalam kurun waktu 18 tahun dengan rasiocadangan/produksi pada tahun tersebut. Sedangkan gas diperkirakan akan habis dalam kurun waktu 61 tahundan batubara 147 tahun. Upaya-upaya pencarian sumber energi alternatif selain fosil menyemangati parapeneliti di berbagai negara untuk mencari energi lain yang kita kenal sekarang dengan istilah energiterbarukan. Energi terbarukan dapat didefinisikan sebagai energi yang secara cepat dapat diproduksi kembalimelalui proses alam. Energi terbarukan meliputi energi air, panas bumi, matahari, angin, biogas, biomassaserta gelombang laut. Beberapa kelebihan energi terbarukan antara lain: sumbernya relatif mudah diperolehdengan gratis; minim limbah, tidak mempengaruhi suhu bumi secara global, dan tidak terpengaruh olehkenaikkan harga bahan bakar. Pertimbangan konservasi energi ini memang menuntut kita untuk segera dapatmemanfaatkan energi terbarukan khususnya yang berasal dari limbah hasil pertanian (biomassa) karenaNegara Republik Indonesia merupakan Negara Agraris.
Peningkatan penggunaan biomassa yang ditargetkan oleh Pemerintah pada tahun 2025 dapat dicapaimelalui pemanfaatan biomassa sebagai sumber energi. Pemanfaatan biomassa sebagai sumber energi dapatditerapkan di daerah-daerah yang berpotensi memberikan kontribusi terhadap produk-produk biomassalimbah. Sulawesi Selatan sebagai salah satu daerah pertanian di Indonesia terdapat cukup banyak sumberenergi yang belum termanfaatkan secara optimal dari salah satu biomassa limbah seperti sekam padi yangmerupakan residu hasil pertanian. Produksi padi di Sulawesi Selatan pada tahun 2008 sekitar 3,87 juta tongabah kering giling (BPS Provinsi Sulawesi Selatan, 2008). Dari proses penggilingan padi biasanya diperolehsekam sekitar 20-30% dari bobot gabah kering (Handiki, 2001), sehingga terdapat sekitar 0,774–1,161 jutaton sekam padi di Sulawesi Selatan pada tahun tersebut dan akan terus meningkat pada tahun berikutnya.Sekam dengan jumlah yang tinggi tersebut dapat menimbulkan problem lingkungan jika tidak dimanfaatkan.
Penelitian tentang pemanfaatan sekam padi sebagai sumber energi telah dilakukan di Indonesia.Sebagian dari penelitian yang telah dilakukan tersebut memanfaatkan sekam padi sebagai sumber energidengan membentuknya menjadi briket arang sekam melalui proses karbonisasi/pirolisis dan pemadatanseperti yang dilakukan oleh Handiki (2001). Tetapi, pemanfaatan briket arang sekam padi sebagai sumberenergi ini, khususnya dalam industri kecil dan menengah belum banyak diterapkan oleh masyarakat.Alasannya, karena briket memerlukan proses tambahan yang membutuhkan biaya untuk pemanfaatannya
1 Korespondensi: [email protected]

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.104-109) 978-602-60766-3-2
105
serta proses produksi arangnya yang tidak kontinu sehingga upaya industrialisasi produksi arang sekam padihingga saat ini belum ada. Sedangkan pemanfaatan gas panas hasil pembakaran sekam padi juga belumdimanfaatkan secara optimal khususnya untuk industri kecil dan menengah, apalagi untuk industri besar.Meskipun Musa, dkk (2009), telah melakukan penelitian dengan membakar langsung sekam padi melaluiproses gasifikasi dengan menggunakan aliran udara paksa yang dihasilkan oleh kipas telah mampumenghasilkan nyala api berwarna kebiru-biruan yang mirip gas propana atau LPG. Tetapi, kendala lain yangmuncul dari masyarakat adalah karena kompor (gasifier) yang dihasilkan menggunakan masih membutuhkanenergi listrik dalam pengoperasiannya, sehingga tidak dapat diterapkan di daerah-daerah yang belum teralirilistrik.
Pada daerah-daerah yang belum teraliri listrik, kompor dengan aliran udara alamiah, menjadipertimbangan karena kompor seperti itu memberikan pilihan dan fleksibilitas yang memungkinkanpenggunanya dapat secara terus-menerus menggunakan biomassa secara langsung, seperti sekam padi(Mukunda dkk, 2010). Untuk dapat menghasilkan panas dan nyala yang bersih, Kompor-pirolisis sekam padidibuat sedemikian rupa sehingga terbentuk suatu aliran udara secara alamiah, dengan meningkatkan jumlahaliran oksigen melewati bahan bakar yang menyala. Bentuk kompor yang lebih sederhana menggunakansejumlah kecil kayu atau sampah untuk membantu nyala api telah di teliti oleh Thorburn (1982). Di sampinguntuk memperoleh nyala api yang bersih, kualitas pembakaran di dalam kompor dapat dicapai denganmenginjeksikan udara ke dalam sekam padi yang terbakar (Belonio, 2010).
Gasifikasi sekam padi adalah proses pengubahan bahan bakar sekam padi menjadi karbon monoksidayang mudah terbakar melalui reaksi termokimia oksigen di dalam udara dan karbon yang tersedia di dalambahan sekam selama pembakaran. Dalam pembakaran sempurna bahan bakar, prosesnya terjadi disertai udaralebihan. Di sisi lain, dalam proses gasifikasi, prosesnya terjadi disertai karbon lebihan. Untuk menggasifikasisekam padi, sekitar 30 sampai 40% udara stoikhiometrik (4,7 kg udara per kg sekam padi) diperlukan (Kauppdalam Belonio, 2005). Gasifikasi sekam padi dilakukan di dalam sebuah ruang yang tertutup dari udara, yangdikenal sebagi reaktor. Jumlah udara terbatas dimasukkan oleh sebuah kipas ke dalam kolom bahan bakaruntuk mengubah sekam padi menjadi arang yang kaya karbon agar melalui reaksi termokimia akanmenghasilkan gas karbon monoksida, hidrogen, dan metana, yang mudah terbakar, jika dibakar. Gasifikasidengan cara ini menggunakan aliran udara paksa yang disebabkan oleh sebuah kipas. Gasifikasi juga dapatdilakukan dengan aliran udara alamiah tanpa menggunakan kipas. Cara ini terjadi hampir di dalam semuakompor memasak domestik di seluruh dunia (Mukunda dkk, 2010). Pada dasarnya, gas yang dihasilkanselama gasifikasi terdiri dari karbon monoksida, hidrogen, metana, karbon dioksida, dan uap air. Kimiagasifikasi dan reaksi gas selama prosesnya diilustrasikan di bawah ini.
Pembakaran C + O2 CO2
Gas Air C + H2O CO + H2
Reaksi Perubahan Air CO + H2O CO2 + H2
Reaksi Boudouard C + CO2 2COReaksi Metana C + 2H2 CH4
Thermoelectric generator menggunakan komponen yang menerapkan efek Peltier, dengan carapembangkitan tegangan/arus searah (DC) yang melalui sambungan dua material yang tidak sejenis yangdiakibatkan oleh terjadi perbedaan temperatur yang signifikan pada kedua sisi lempengan.
Gambar 1. Skematik diagram sistem thermoelectric generator
Pada Gambar 1, memperlihatkan sepasang elemen-termo yang ditempelkan pada masing-masingujungnya dengan lembaran logam yang berdempetan di salah satu ujung oleh lembaran logam sehinggamembentuk sambungan antara kaki. Kaki-kaki tersebut membentuk rangkaian seri elektrik tetapi secaratermal membentuk rangkaian paralel. Unit ini disebut sebagai pasangan termoelektrik dan merupakan blok

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.104-109) 978-602-60766-3-2
106
bangunan dasar dari sebuah modul pendingin termoelektrik (atau Peltier). Material termo-elemen adalahsemikonduktor yang ditambahkan dengan satu tipe-n sebagai pembawa muatan negatif (elektron) mayoritasdan yang lainnya tipe-p sebagai pembawa muatan positif (hole) mayoritas. Bahan yang digunakan sebagaielemen kopel sitem pendingin termoelektrik adalah campuran bismuth, tellurium dan antimony sebagaielemen p, dan campuran bismuth, tellurium dan selenium sebagai elemen n. Jika arus dilewatkan melaluisuatu termokopel maka akan terjadi 5 efek sebagai berikut: Efek Seebeck, Efek Joulean, Efek Konduksi, EfekPeltier, Efek Thomson. Contoh modul termoelectrik dapat diperhatikan pada Gambar 2 berikut.
Gambar 2. Modul Thermoelectric generator yang direkatkan sebuah dengan sebuahheat sink (media transfer kalor)
Pengkonversian energi karena beda suhu menjadi energi listrik disebut sebagai efek Seebeck.Konduktor pada termokopel yang merupakan dua logam yang berbeda dan dinotasikan sebagai material ydan y. Apabila pada termokopel B diberikan panas sebesar Th dan termokopel A lebih dingin pada suhu Tc,maka akan timbul tegangan (Vo) pada terminal T1 dan T2. Tegangan itu disebut sebagai EMF (electromotiveforce) dan ditunjukkan sebagai berikut :
V = (αxy) . (Th – Tc)
dengan V adalah Tegangan (volt), αxy adalah koefisien Seebeck material x dan y (volt/°K), Th adalah suhutermokopel yang panas (°K), dan Tc adalah suhu termokopel yang dingin (°K)
2. METODE PENELITIAN
Modifikasi kompor biomassa sekam padi yang mengacu pada disain sebelumnya (Belonio, 2010)yakni dengan memasang empat keping termoelektrik generator tipe SP1848-27145, pada msing-masingsisinya dipasangi heat sink yang direkatkan dengan pasta konduktif. Kipas angin tegangan 12 volt dipasanguntuk menerima energI listrik dari termoelektrik generator, untuk selanjutnya meniupkan udara segar melaluisaluran yang ujungnya dipasangi nosel. Nosel tersebut diletakkan dibagian atas ujung api kompor. Alat yangdiperlukan dalam pengerjaan kompor gasifikasi biomassa sebagai berikut: Kompor Biomassa, termoelektrikgenerator, heat sink , kipas, gunting besi, bor, palu, las gas, las listrik, mistar baja, gergaji besi, voltmeter,amperemeter, pengukur suhu infrared, stopwatch, gerinda, dll. Sedangkan bahan yang digunakan ialah:sekam padi, plat baja, kawat, elektroda, korek api, dll.
Proses pengujian dilakukan setelah termoelektrik telah mampu memutar kipas dengan sumber panasdari kompor gasifikasi biomassa. Selanjutnya beberapa parameter yang dicatat yaitu: 1) Temperatur (°C),yaitu permukaan sisi panas sisi dingin termoelektrik, 2) Waktu (t) yang dibutuhkan disini untuk mengetahuiperbedaan setiap pengambilan data, 3) Tegangan (Volt) yakni keluaran termoelektrik, dan 4) Arus (Ampere)yang mengalir dari termoelektrik.
3. HASIL DAN PEMBAHASAN
Hasil perancangan ulang kompor gasifikasi sekam padi dengan memanfaatkan termoelektrikgenerator ini mengacu pada disain rice husk gas stove (Beloni, 2005), seperti ditunjukkan pada Gambar 1.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.104-109) 978-602-60766-3-2
107
Modifikasi dilakukan pada penambahan 4 elemen termoelektrik pada dinding dalam, sebuah kipas angin,sebuah saluran udara, heat sink pada kedua sisi termoelektrik dan sebuah nosel saluran udara dibagian atasuntuk hembusan udara gasifikasi. Panas pada dinding ruang bakar dikonversi oleh termoelektrik generatormenjadi tegangan listrik arus searah, selanjutnya digunakan sebagai sumber daya listrik kipas angina untukmenghembuskan udara diujung nosel. Gasifikasi terjadi karena adanya suplai udara pada gas buang dari hasilpembakaran sekam padi yang mengandung karbonmonoksida (CO).
Gambar 3. Hasil modifikasi kompor biomassa sekam padi
Hasil pengujian kinerja kompor dalam menghasilkan tegangan dan arus listrik searah dapatdiperhatikan grafik Gambar 4. Grafik pada Gambar 4 tersebut menampilkan hasil tegangan keluarantermoelektrik sebagai fungsi perubahan selisih suhu antara antara sisi dingin dan sisi panas termoelektrik. Sisipanas diperoleh dari dinding ruang bakar kompor sedangkan sisi dingin diperoleh dari udara sekitar.Kencederungan ini juga telah dibuktikan oleh Sugiyanto, dkk (2014). Sedangkaan pada grafik Gambar 5menunjukkan peningkatan daya yang dibangkitkan oleh termoelektrik sebanding dengan peningkatan selisihsuhu antara antara sisi dingin dan sisi panas termoelektrik.
Secara khusus pengujian kinerja kompor sekam padi gasifikasi hasil modifikasi ini belum bekerjamaksimal karena proses manufaktur pembuatannya belum memaksimalkan hasil perancangan ulangkhususnya pada jalur udara gasifikasi yang seharusnya terlebih dahulu melewati sisi dingin termoelektrikkemudian lalu menuju ke nosel gasifikasi. Selain itu, variasi susunan termoelektrik yang optimal untukmemanfaatkan panas dinding kompor juga belum dimaksimalkan. Namun demikian, dengan adanyakecenderungan peningkatan nilai tegangan dan daya keluaran termoelektrik sebagai fungsi peningkatanselsisih suhu pada dua sisi termoelektrik telah menunjukkan bahwa gasifikasi mandiri dari kompor biomassasekam padi dapat diperoleh dengan memanfaatkan panas yang dihasilkannya.
Gambar 4. Besarnya nilai tegangan terhadap selisih suhu termoelektrik
0
0.5
1
1.5
2
2.5
3
0 100 200 300
Vout (V)
∆ ()

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.104-109) 978-602-60766-3-2
108
Gambar 5. Besarnya nilai daya keluaran terhadap selisih suhu termoelektrik
Tabel 1. Data Hasil Pengujian kompor biomassa dengan gasifikasi termoelektrik.
NO t(s)Tpanas
()Tdingin
()∆()
Vout
(V)Iout
(A)P
(Watt)η
(%)1 300 133 40,5 92,5 0,520 0,56 0,2912 54,252 600 67 45,7 16,3 0,241 0,56 0,13493 900 135 38,1 96,9 0,120 0,56 0,06724 1200 225 33,5 191,.5 0,873 0,56 0,48885 1500 215 41,1 173,9 0,681 0,56 0,38136 1800 237 32,5 204,5 1,563 0,56 0,87527 2100 192.3 37,5 154,8 1,051 0,56 0,58858 2400 210 48,6 161,4 2,40 0,56 1,3449 2700 340 89,1 250,9 0,270 0,56 0,51210 3000 205 49 156 0,110 0,56 0,061611 3300 204 79 125 0,380 0,56 0,212812 3600 172 39,6 132,4 0,110 0,56 0,0616Rata-rata 194,60 47,54 144,1 0,7 0,56
4. KESIMPULAN
1). Energi listrik tegangan rendah.dapat dibangkitkan dari pemanfaatan panas dari kompor gasifikasibiomassa
2) Besaran listrik yang dihasilkan oleh generator termoelektrik tipe SP1848-27145 yaitu antara 0,110V s.d 2,40 V dengan arus rata 0,56 A.
3) Perbedaan temperatur pada pengujian generator termoelektrik tipe SP1848-27145 yaitu 92,5 s.d.250,9.
5. DAFTAR PUSTAKA
Anderson, Paul S. dkk. 2007. “Micro-Gasification: What it is and why it works”, Boiling point, No. 53, 2007, pp 35 –37.
Andreatta, Dale. 2007. “A Report on Some Experiments with the Top-Lit Up Draft (TLUD) Stove”, Presented at theETHOS 2007 Conference, Kirkland, Washington, January 27, 2007.
Belonio, Alexis T. 2005. Rice Husk Gas Stove Handbook. Appropriate Technology Center, Department of AgriculturalEngineering and Environmental Management, College of Agriculture, Central Philippine University, Iloilo City,Philippines.
BPS Provinsi Sulawesi Selatan. 2008. “Produksi Padi, Jagung dan Kedelai di Provinsi Sulawesi Selatan (Angka Tetap2006-2007 dan Angka Ramalan II 2008)”, Berita Resmi Statistik Provinsi Sulawesi Selatan No. 29/07/73/Th. I, 1Juli 2008.
Champier D, et al. 2009 Thermoelectric power generation from biomass cook stoves, www.elsevier.com/locate/energy,doi:10.1016/j.energy.2009.07.015
0
0.5
1
1.5
0 50 100 150 200 250 300
P (Watt)
∆ ()

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.104-109) 978-602-60766-3-2
109
Handiki, Tri Guna. 2001. “Sekam Padi Sebagai Sumber Energi Alternatif dalam Rumah Tangga Petani”. BadanPenelitian dan Pengembangan Pertanian, Departemen Pertanian.
IRRI. 2010. “Properties of Rice Husk and Rice Straw”, http://www.knowledgebank. irri.org/rkb/index.php/rice-milling/contributions-and-references-milling/further-infor-mation-byproducts/husk-and-straw-properties. [11November 2010]
Kurniawan, Yahya, dan Santoso, H. 2009. “Listrik sebagai Ko-Produk Potensial Pabrik Gula”, Jurnal LitbangPertanian, 28(1). Hal. 23 – 28.
Kuswanti, P. dkk. (2011). Pemanfaatan Gradien Suhu Tanah Sebagai Sumber Energi Alternatif dengan GeneratorTermoelektrik. http://repository.library.uksw.edu /handle/123456789/2100. Diakses 20 April 2014.
Mukunda, H. S. dkk. 2010. “Gasifier stoves–science, technology and field outreach”, Current Science, Vol. 98, No. 5,pp 627 – 638.
Musa, La Ode .dkk. 2009. “Rancang Bangun Kompor Gas Berbahan Bakar Sekam Padi” Politeknik Negeri UjungPandang.
Rowe, D.M., 2006. Thermoelectric Heat Recovery as a Renewable Source of Energy, International Journal ofInnovations in Energy Systems and Power, Vol. 1, no. 1
Sugiyanto, Soeadgihardo Siswantoro. 2014. “Pemanfaatan Panas pada Kompor Gas LPG untuk Pembangkitan EnergiListrik Menggunakan Generator Thermoelektrik”. Jurnal Teknologi, Volume 7 Nomor 2, Desember, 100-105
Thorburn, Craig. 1982. Rice Husk as a Fuel. Bandung: PT Tekton Books
6. UCAPAN TERIMA KASIHAtas terselenggaranya penelitian ini, kami mengucapakan terima kasih kepada Unit Penelitian dan
Pengabdian pada Masyarakat (UPPM) Politeknik Negeri Ujung Pandang.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.110-115) 978-602-60766-3-2
110
DESAIN MESIN PEMASTA HALUS COKELAT
Muh. Rusdi1) dan Muhammad Iswar2)
1),2) Dosen Jurusan Teknik Mesin Politeknik Negeri Ujung Pandang, Makassar
ABSTRACT
The long-term goal to be achieved in this research is how to produce cocoa-based food that is processeddirectly by the cocoa farmers community. In this case, as an alternative to reduce the dependence of farmers on exportersand maintain the stability of cocoa prices. The specific target of this research is to make small scale simple machines toproduce fine pastas of cocoa. The resulting chocolate paste serves as a base for making chocolate-based or chocolate-flavored foods. The pasta maker is designed and built by a team of researchers and students. The method used in thisresearch is the design and manufacture and testing of the brown chiller machine with the following stages: designingtools, making components such as; Stone Mill, spriral stirrer, Stone Mill casing, cocoa bean input funnel and pre-madecocoa bean paste, pasta smoothing container, and other components, subsequent stages of assembly and testing. Thepellet machine produced in this study can produce a fine brown paste equivalent to a roughness level of <20 μm.
Keywords: Machine, chocolate paste, cocoa.
1. PENDAHULUANSulawesi Selatan adalah daerah produsen ke-2 terbesar di Indonesia setelah Sulawesi Tenggara.Luas lahan
kebun kakao sebesar 265.482 ha.dengan kapasitas produksi 178.813 ton, dan jumlah kepala keluarga yangmemiliki pekerjaan utama sebagai petani kakao adalah 291.669 kepala keluarga (Dinas Perkebunan SulawesiSelatan. 2012).
Produksi kakao Indonesia sebagian besar berupa biji kakao kering kemudian di eksport ke Negara Jepang,Singapur, Malaesia, Negara-negara yang ada di benua Amerika dan Eropa. Dari hasil wawancara dengan salahseorang petani kakao, Hady Nur Andi Pampang yang bernaung dalam kelompok tani Lestari Alam diKabupaten Luwu, bahwa besarnya produksi kakao tidak berbanding lurus dengan penghasilan petanikakao.Hal ini disebabkan oleh ketergantungan petani terhadap eksportir yang kadang mempermainkan hargakakao dengan alasan bermacammacam, misalnya mutu rendah, harga turun, produk kakao dunia meningkat,nilai dollar menurun, dan sebagainya. Dilain pihak jika petani menahan penjualan biji kakao maka sistemkeuangan terganggu.
Untuk mengurangi ketergantungan petani terhadap eksportirkakao maka harus mencari jalan keluar selainmenjual biji kakao kering, misalnya membuat olahan yang dapat dikonsumsi, atau membuat olahan yang siapdigunakan sebagai bahan campuran kue. Dengan demikian maka petani kakao dapat memilih alternatif yangmenguntungkan dan tidak terpaksa harus menjual murah biji kakao karena akan membayar upah pekerja.
Proses pengolahan cokelat sebagai bahan dasar bahan makanan terdiri dari beberapa proses; prosespertama yaitu proses pelepasan kulit ari biji kakao, proses kedua yaitu proses pemecahan biji kakao, prosesketiga yaitu proses pemasta (menghasilkan pasta cokelat kasar), proses keempat yaitu proses pasta halus(mengubah pasta kasar menjadi pasta halus) sebagai bahan dasar makanan.
Penelitian sebelumnya (Rusdi, dkk 2015) pasta cokelat yang dihasilkan memiliki tekstur cokelat yangmasih kasar dengan tingkat kekasaran > 40 µm.
Dalam penelitian ini yang akan diteliti adalah proses ke 4 (empat). Untuk mengubah pasta cokelat kasarmenjadi pasta cokelat halus. Alat/bahan yang dibutuhkan pada proses ini adalah bola-bola stainless steel danWater Heater, alat tersebut diharapkan dapat menghaluskan pasta cokelat sampai < 20 µm.
2. METODE PENELITIAN
1 Korespondensi penulis: Muh. Rusdi, Telp 08114191052, [email protected]
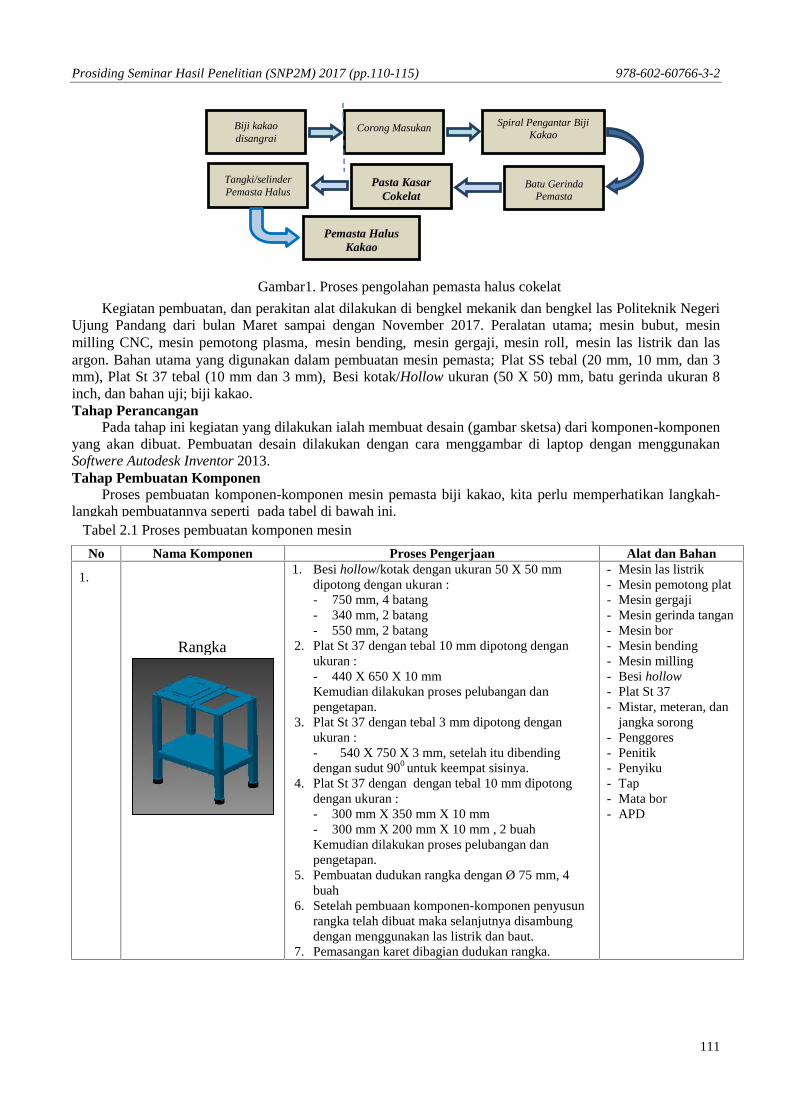
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.110-115) 978-602-60766-3-2
111
Kegiatan pembuatan, dan perakitan alat dilakukan di bengkel mekanik dan bengkel las Politeknik NegeriUjung Pandang dari bulan Maret sampai dengan November 2017. Peralatan utama; mesin bubut, mesinmilling CNC, mesin pemotong plasma, mesin bending, mesin gergaji, mesin roll, mesin las listrik dan lasargon. Bahan utama yang digunakan dalam pembuatan mesin pemasta; Plat SS tebal (20 mm, 10 mm, dan 3mm), Plat St 37 tebal (10 mm dan 3 mm), Besi kotak/Hollow ukuran (50 X 50) mm, batu gerinda ukuran 8inch, dan bahan uji; biji kakao.Tahap Perancangan
Pada tahap ini kegiatan yang dilakukan ialah membuat desain (gambar sketsa) dari komponen-komponenyang akan dibuat. Pembuatan desain dilakukan dengan cara menggambar di laptop dengan menggunakanSoftwere Autodesk Inventor 2013.Tahap Pembuatan Komponen
Proses pembuatan komponen-komponen mesin pemasta biji kakao, kita perlu memperhatikan langkah-langkah pembuatannya seperti pada tabel di bawah ini.
No Nama Komponen Proses Pengerjaan Alat dan Bahan
1.1. Besi hollow/kotak dengan ukuran 50 X 50 mm
dipotong dengan ukuran :- 750 mm, 4 batang- 340 mm, 2 batang- 550 mm, 2 batang
2. Plat St 37 dengan tebal 10 mm dipotong denganukuran :- 440 X 650 X 10 mmKemudian dilakukan proses pelubangan danpengetapan.
3. Plat St 37 dengan tebal 3 mm dipotong denganukuran :- 540 X 750 X 3 mm, setelah itu dibendingdengan sudut 900 untuk keempat sisinya.
4. Plat St 37 dengan dengan tebal 10 mm dipotongdengan ukuran :- 300 mm X 350 mm X 10 mm- 300 mm X 200 mm X 10 mm , 2 buahKemudian dilakukan proses pelubangan danpengetapan.
5. Pembuatan dudukan rangka dengan Ø 75 mm, 4buah
6. Setelah pembuaan komponen-komponen penyusunrangka telah dibuat maka selanjutnya disambungdengan menggunakan las listrik dan baut.
7. Pemasangan karet dibagian dudukan rangka.
- Mesin las listrik- Mesin pemotong plat- Mesin gergaji- Mesin gerinda tangan- Mesin bor- Mesin bending- Mesin milling- Besi hollow- Plat St 37- Mistar, meteran, dan
jangka sorong- Penggores- Penitik- Penyiku- Tap- Mata bor- APD
Biji kakaodisangrai
Corong Masukan Spiral Pengantar BijiKakao
Batu GerindaPemasta
Pemasta HalusKakao
Pasta KasarCokelat
Tangki/selinderPemasta Halus
Tabel 2.1 Proses pembuatan komponen mesin
Rangka
Gambar1. Proses pengolahan pemasta halus cokelat
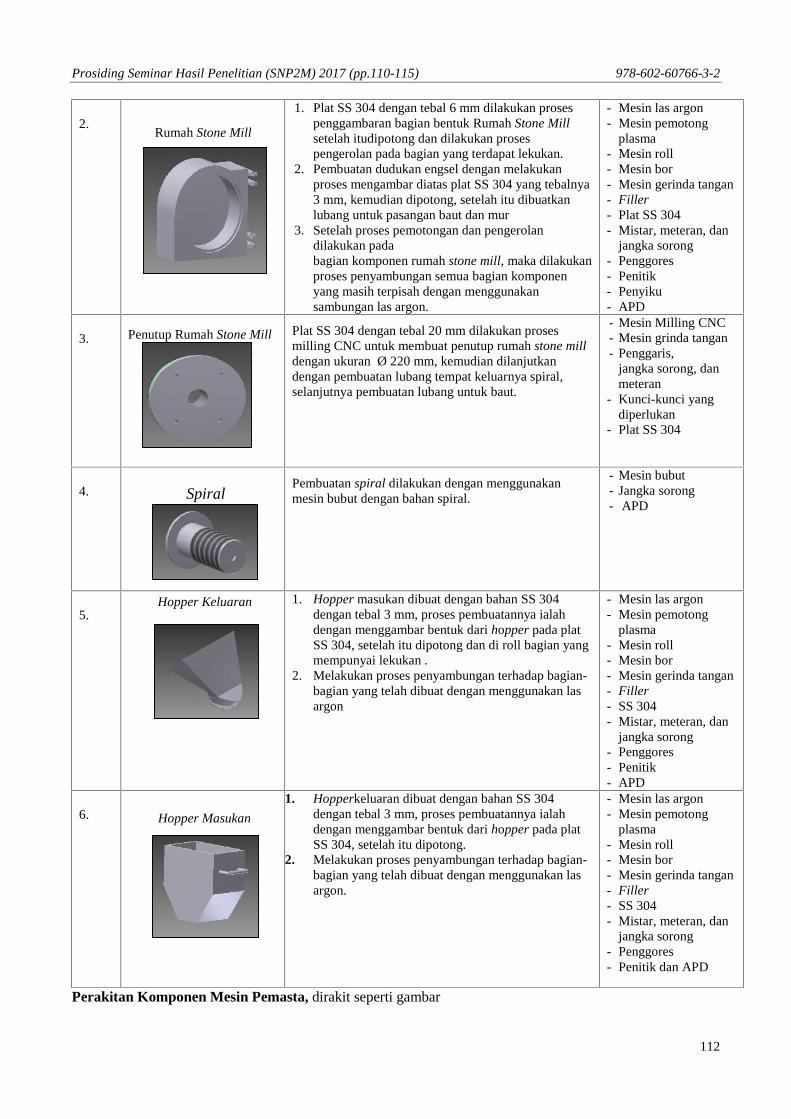
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.110-115) 978-602-60766-3-2
112
Perakitan Komponen Mesin Pemasta, dirakit seperti gambar
2.1. Plat SS 304 dengan tebal 6 mm dilakukan proses
penggambaran bagian bentuk Rumah Stone Millsetelah itudipotong dan dilakukan prosespengerolan pada bagian yang terdapat lekukan.
2. Pembuatan dudukan engsel dengan melakukanproses mengambar diatas plat SS 304 yang tebalnya3 mm, kemudian dipotong, setelah itu dibuatkanlubang untuk pasangan baut dan mur
3. Setelah proses pemotongan dan pengerolandilakukan padabagian komponen rumah stone mill, maka dilakukanproses penyambungan semua bagian komponenyang masih terpisah dengan menggunakansambungan las argon.
- Mesin las argon- Mesin pemotong
plasma- Mesin roll- Mesin bor- Mesin gerinda tangan- Filler- Plat SS 304- Mistar, meteran, dan
jangka sorong- Penggores- Penitik- Penyiku- APD
3.Plat SS 304 dengan tebal 20 mm dilakukan prosesmilling CNC untuk membuat penutup rumah stone milldengan ukuran Ø 220 mm, kemudian dilanjutkandengan pembuatan lubang tempat keluarnya spiral,selanjutnya pembuatan lubang untuk baut.
- Mesin Milling CNC- Mesin grinda tangan- Penggaris,
jangka sorong, danmeteran
- Kunci-kunci yangdiperlukan
- Plat SS 304
4.Pembuatan spiral dilakukan dengan menggunakanmesin bubut dengan bahan spiral.
- Mesin bubut- Jangka sorong- APD
5.1. Hopper masukan dibuat dengan bahan SS 304
dengan tebal 3 mm, proses pembuatannya ialahdengan menggambar bentuk dari hopper pada platSS 304, setelah itu dipotong dan di roll bagian yangmempunyai lekukan .
2. Melakukan proses penyambungan terhadap bagian-bagian yang telah dibuat dengan menggunakan lasargon
- Mesin las argon- Mesin pemotong
plasma- Mesin roll- Mesin bor- Mesin gerinda tangan- Filler- SS 304- Mistar, meteran, dan
jangka sorong- Penggores- Penitik- APD
6.1. Hopperkeluaran dibuat dengan bahan SS 304
dengan tebal 3 mm, proses pembuatannya ialahdengan menggambar bentuk dari hopper pada platSS 304, setelah itu dipotong.
2. Melakukan proses penyambungan terhadap bagian-bagian yang telah dibuat dengan menggunakan lasargon.
- Mesin las argon- Mesin pemotong
plasma- Mesin roll- Mesin bor- Mesin gerinda tangan- Filler- SS 304- Mistar, meteran, dan
jangka sorong- Penggores- Penitik dan APD
Rumah Stone Mill
Penutup Rumah Stone Mill
Spiral
Hopper Keluaran
Hopper Masukan

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.110-115) 978-602-60766-3-2
113
Pengujian AlatInstrumen Pengujian; untuk tahap instrumen pengujian ini ada beberapa peralatan yang diperlukan seperti:
Stopwatch, timbangan, kain halus (tapisan), wadah penampung pasta, Feller gauge.Bahan yang digunakan dalam pengujian ini adalah biji kakao yang telah disangrai. Langkah-langkah
pengujian mesin pemasta cokelat adalah sebagai berikut :1) Hipupkan motor listerik;2) Biji kakao dimasukkan ke dalam corong masukan. Biji kakao diantar oleh poros ulir masuk ke dalam
batu gilas, selanjutnya terjadi proses pemasta (pasta kasar). Pasta kasar mengalir masuk ke dalamwadah pemasta halus yang berisi bola-bola baja, selanjutnya diputar pada kecepatan, waktu dan suhutertentu sampai pasta kasar menjadi halus.
3) Ukur tingkat kekasaran pasta cokelat;4) Lakukan mengujian sebanyak 3 kali pada penggunaan jumlah bola-bola baja yang berbeda.5) Tingkat kekasaran pasta cokelat diukur dengan menggunakan indra peraba; jari-jari tangan dan lidah.
3. HASIL DAN PEMBAHASANHasil PenelitianKomponen-komponen mesin pemasta cokelat hasil penelitian adalah sebagai berikut:1. Batu Gilas
Batu gilas yang digunakan pada penelitian ini yaitu batu gerinda standar dengan diameter 203,2 mm. Batugilas terdiri dari 2 komponen, yaitu batu gilas teyap dan batu gilas bergerak berputar (berevolusi). Berat batugilas berputar adalah 6 kg.2. Motor Pemasta
Kecepatan putar yang digunakan dalam proses pemasta kasar adalah 600 rpm, kecepatan putar yangdigunakan dalam proses pemasta halus adalah 1100 rpm. Jenis motor yang digunakan pada mesin pemastaadalah motor listrik dengan daya 1 HP (745 watt) dengan kecepatan putar 2880 rpm. Untuk mereduksikecepatan putar yang digunakan reduser dan pulli-sabuk.
3. Puli dan SabukUntuk memperoleh kecepatan putar poros gilas 600 rpm, maka puli yang digunakan pada motor (dp) = 60
mm, dan diameter puli poros gilas (Dp) = 290 mm (ukuran standar)4. Poros
Bahan poros dari baja karbon dengan kekuatan tarik maksimum 573 MPa, dan diameter minimum 17mm. Diameter terpakai disesuaikan dengan kesesuaian bantalan standar 1” (25,4 mm).5. Panjang Sabuk
Jenis sabuk yang digunakan dipilih berdasarkan penggunaanya (bentuk) dan besar daya yang bekerjapadanya. Pada penelitian ini dipilih jenis sabuk bentuk V. Panjang sabuk L = 1988 mm.6. Hasil Pengujian Mesin Pemasta Cokelat
Dari hasil pengujian diperoleh data perkiraan tingakat kekasaran pasta cokelat seperti yang diperlihatkantabel 2.2.7. Tangki Pemasta Halus
Tangki pengaduk ukuran; diameter luar = 260 mm, diameter dalam = 225 mm dan tinggi 300 mm. Isimaksimum tabung maksimum 8 liter, isi pasta cokelat maksimum 2 kg. Tangki dibuat dari pelat staninlesssteel tebal 2 mm.7. Batang Pengaduk
Gambar 2. Rakitan Mesin Pemasta

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.110-115) 978-602-60766-3-2
114
Batang pengaduk terbuat dari bahan staninless steel. Batang pengaduk terdiri atas batang utamaberdiameter ½” dan sirip 2 lembar dengan lebar masing-masing 5 cm, tebal 4 mm dan panjang 10 cm. Berattotal batang pengaduk 6,5 kg.8. Pemanas Tangki
Pemanas tangki bertujuan untuk menaikkan tempratur campuran cairan dalam tangki menjadi 80°Cdipertahankan secara otomatis.9. Hasil Pengujian Prestasi Mesin Pemasta Cokelat
NO. URAIAN HASIL KETERANGAN
1
Proses pemasta sebanyak 1 kg biji kakaopada putaran 700 rpm, jumlah bola baja 100,lama perlakuan 15 menit, dan tempratur80°C.
Tingkat kekasaran sekitar40 µm, butiran pastacokelat masih banyak yangkasar (5-10)%.
Kurang baik
2
Proses pemasta sebanyak 1 kg biji kakaopada putaran 900 rpm, jumlah bola baja 100,lama perlakuan 15 menit, dan tempratur80°C.
Tingkat kekasaran kurangdari 40 µm, butiran pastacokelat masih terdapat yangkasar (3-6)%.
Cukup baik
3
Proses pemasta sebanyak 1 kg biji kakaopada putaran 900 rpm, jumlah bola baja 150,lama perlakuan 15 menit dan tempratur 80°C.
Tingkat kekasaran kurangdari 40 µm, butiran pastacokelat masih terdapat yangkasar (3-5)%.
Cukup baik
4
Proses pemasta sebanyak 1 kg biji kakaopada putaran 900 rpm, jumlah bola baja 200,lama perlakuan 15 menit dan tempratur 80°C.
Tingkat kekasaran kurangdari 40 µm, butiran pastacokelat masih terdapat yangkasar (2-5)%.
Cukup baik
5
Proses pemasta sebanyak 1 kg biji kakaopada putaran 1100 rpm, jumlah bola baja 100,lama perlakuan 15 menit dan tempratur 80°C.
Tingkat kekasaran sekitar20 µm, butiran pastacokelat masih ada yangkasar (1-3)%.
Baik
6
Proses pemasta sebanyak 1 kg biji kakaopada putaran 1100 rpm, jumlah bola baja 150,lama perlakuan 15 menit dan tempratur 80°C.
Tingkat kekasaran sekitar20 µm, butiran pastacokelat masih ada yangkasar (1-2)%.
Baik
7
Proses pemasta sebanyak 1 kg biji kakaopada putaran 1100 rpm, jumlah bola baja 200,lama perlakuan 15 menit dan tempratur 80°C.
Tingkat kekasaran sekitar20 µm, butiran pastacokelat masih ada yangkasar, sekitar 1%.
Baik
PembahasanDari tabel 2.1 diperlihatkan komponen-komponen mesin pemasta yang bersentuhan dengan pasta cokelat
yang digunakan pada penelitian terbuat dari bahan pelat anti karat stainlees steel sehingga pasta cokelat yangdihasilkan aman untuk dikonsumsi.
Dari tabel 2.2 diperlihatkan bahwa:1. Kecendrungan prestasi mesin pemasta cokelat makin membaik pada putaran tinggi dan jumlah bola bajayang lebih banyak.2. Kualitas pasta cokelah yang maksimum dicapai pada putaran 1100 rpm, jumlah bola baja 200, lamaperlakuan 15 menit dan tempratur 80°C, namun hasil tersebut belum termasuk kualitas terbaik pasta cokelat.
4. KESIMPULANProses pemasta sebanyak 1 kg biji kakao pada putaran 1100 rpm, jumlah bola baja 200, lama perlakuan 15
menit dan tempratur 80°C, dihasilkan pasta cokelat dengan tingkat kekasaran sekitar 20 µm, namun masihterdapat butiran pasta cokelat yang kasar sekitar 1%. Hasil ini penelitian ini belum sempurna.
Tabel 2.2 Data Pengujian Proses Pemasta Cokelat

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.110-115) 978-602-60766-3-2
115
5. DAFTAR PUSTAKA
Achmad, Zainun. 1999, Elemen Mesin I. Cetakan 1. Bandung : PT Refika Aditama.Badan Pusat Statistik. 2014, Penduduk 15 Tahun Ke Atas yang Bekerja menurut Lapangan Pekerjaan Utama 2004 -
2014*, (online), (http://www.bps.go.id/tab_sub/view.php?kat=1&tabel=1&daftar=1&id_subyek=06¬ab=2,Diakses : 25 Oktober 2014).
Dinas Perkebunan SulSel. 2012, Areal, Produktivitas dan Petani PerkebunanRakyat,(online),(http://disbun.sulselprov.go.id/kategoridownload-3-angka-tetap.html,Diakses : 26 0ktober2014).
Ginting, Boby Rahman. 2013, Alat Mesin Pertanian, (online), (http://alatmesin-pertanian.blogspot.co.uk/2013/12/kontak-kami.html, Diakses : 25 oktober 2014).
Hadi, 2007, Spesifikasi Batu Gerinda (Grinding Wheels), (online),(http://darikami.perkakasku.com/2007/09/25/spesifikasi-batu-grinda-grinding-wheels/, Diakses : 5 Desember2014).
Hasbi. 2012. Ib-IKK Proses Refermentasi Kakao dan Pengolahan Kakao Asalan Menjadi Produk Turunan Dalam UpayaPeningkatan Nilai Tambah Ekonominya, (online) www.unhas.ac.id/hasbi/...Kakao/Isi_Proposal.doc. Diakses :26 oktober 2014).
Jokosisworo, Sarjito. 2008, Buku Ajar Teknik Pengelasan 2, (online), (http://eprints.undip.ac.id/2980/, Diakses 19Desember 2014).
Rusdi, Muhammad. Dkk. 2015, Desain Mesin Pengolahan Biji Kakao Menjadi Makanan/Minuman Siap Konsumsi,PNUP, 2015.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.116-121) 978-602-60766-3-2
116
ANALISIS PENGGUNAAN BATERAI LITHIUM SEBAGAI PENGGANTI AKI (ACCU)PADA PEMBANGKIT LISTRIK TENAGA SURYA
Andreas Pangkung1) dan Chandra Buana2)
1),2) Dosen Jurusan Teknik Mesin Politeknik Negeri Ujung Pandang, Makassar
ABSTRACTLithium Baterai has advantages over Acumulator including faster charging time and recycle more so that itsage will belonger. Lithium Bateray Voltgage is 3,7 Volt for each Batteray to be connected in Parallel Series Circuits to beconnected to Solar Cell with 12 Volt. A short charging time is perfect for non steady source such as Solar Cell in orderfor the batteray to accommodate as much energi as possible. For the same power, theLithium Batteray has a smallerdimension and lighter weight than Acumulator. The result of this study wil provide alternative slectrical energy storagein Solar Cells systemKey word: Lithium Bateray, Acumulator, Solar Cell1. PENDAHULUAN
Pada PLTS ( Pembangkit Listrik Tenaga Surya ), baterai merupakan komponen yang sangat penting,dimana energi listrik yang diubah dari panas matahari kemudian ditampung di dalam Aki (Baterai). Kapasitasdaya tampung suatu Aki ditentukan oleh Ah, yaitu kemampuan menyalurkan arus (A) dalam satuan waktu(h) tertentu. Sedangkan Arus ideal pada saat pengisian aki adalah 10% dari kemampuan aki. Jika aki 40 Amp,maka idealnya arus charging dengan 4 amp saja selama 10 jam. Sehingga untuk melakukan Charging Akidengan rumus C/20, dimana X adalah Ah dari aki artinya aki 60 Ah (Ampere hour), maka arus pengisiannyaadalah 60/20=3 Amp dgn waktu pengisian selama 20 jam. Tegangan pengisian (Voltage Charger) itu haruslebih besar dari tegangan aki yaitu berkisar antara 110% sampai 115% dari nominal Tegangan aki. Umur akiakan mempengaruhi proses Charging. Aki yang sudah lama akan membutuhkan waktu charging yang lebihlama dibandingkan Aki baru. Jadi umur aki dan proses charging akan berbanding lurus.
Pembatasan arus pengisian membuat ketidakseimbangan dengan besarnya arus (Amper) yang keluaryang tidak terbatas yang ditentukan oleh besarnya beban yang dilayani. Bila arus yang keluar selalu lebihbesar dari arus yang masuk akan menyebabkan aki akan defisit arus dan daya. Untuk mengatasi kondisi itu,maka beberapa Aki dihubungkan secara paralel. Pemakaian Aki pada sistem PLTS akan menjadi lebih rumit,oleh karena saat arus yang dihasilkan dari cell surya sangat kecil maka dibutuhkan tambahan arus, tetapi padasaat arus yang dihasilkan oleh cell surya sangat besar maka harus dibatasi. Hal ini akan menyebabkan akiakan selalu kekurangan muatan.Sehubungan dengan keterbatasan Aki dalam menyimpan muatan listrik, maka akan diteliti pemanfaatanbaterai Lithium sebagai pengganti Aki. Baterai Lithium Ion, yang sekarang sering kita temukan sebagaibaterai pemasok listrik portabel pada alat-alat elektronik (Hp, Laptop, Senter dll).
Gambar 1. Baterai Lithium 3,7 VPada proses discharge atau saat memakai baterai, Li+ ion bergerak dari negatif ke positif
melalui separator, sehingga elektron bergerak dengan arah yang sama. Aliran elektron ini yang menghasilkanenergi listrik.
Gambar 2. Struktur Baterai Lithium
1 Korespondensi: [email protected]

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.116-121) 978-602-60766-3-2
117
Proses penghasilan listrik pada baterai litium-ion adalah jika anoda dan katoda dihubungkan, makaelektron mengalir dari anoda menuju katoda, bersamaan dengan itu listrik pun mengalir. Pada bagian dalambaterai, terjadi proses pelepasan ion litium pada anoda, kemudian ion tersebut berpindah menuju katodamelalui elektrolit. Dan di katoda, bilangan oksidasi kobalt berubah dari 4 menjadi 3, karena masuknyaelektron dan ion litium dari anoda. Sedangkan proses recharging, berkebalikan dengan proses ini. Proses inisebagaimana ditunjukkan pada gambar 3.
Gambar 3. Proses Kerja Baterai Litinium-IonLitium memiliki nilai potensial standar paling negatif (-3.0 V), paling ringan (berat atom: 6.94 g), sehinggabila dipakai untuk anoda dapat menghasilkan kapasitas energi yang tinggi.
Gambar 4. Reaksi dalam Baterai LithiumCara menghitung nilai teori dari kepadatan energi yang dihasilkan oleh baterai litium ion ditunjukkan
pada persamaan berikut. Jika menggunakan logam litium pada anoda, maka dari 1 kg logam litium dapatmenghasilkan kapasitas energi per 1 kg massa sebesar (Coulumb/second = Ampere):
Bila dikalikan dengan potensial standar litium (3 V), menjadi 11583 W h/kg (W=Watt, h=hours). Sedangkanbila menggunakan senyawa karbon sebagai anoda, dan dianggap satu unit grafit (6 atom karbon) mampumenampung satu atom litium, maka setiap 1 kg anoda secara teori memiliki kepadatan energi 339 Ah/kg.Sama dengan anoda, kapasitas energi pada katoda bisa dihitung dengan cara yang sama. Untuk LiCoO2,secara teori memiliki kepadatan energi 137 Ah/kg. Dengan mengetahui berat molekul dari material elektroda(disebut juga material aktif) dan setiap molekulnya berapa banyak elektron yang keluar masuk, nilai teori darikepadatan energi dapat dihitung.
Sel baterai energi-tinggi (high-energy) standar biasanya memiliki 500-1000 siklus pengisian penuh.Pada karakteristik penuaan ini, kita dapat mengelompokkannya lagi menjadi 3 fasa : Fasa I (sampai pada 50kali siklus pengisian), Fasa II (sampai 500 kali siklus pengisian), dan Fasa III (sisanya).Penuaan umur baterai akibat pengisian ini juga sangat dipengaruhi oleh siklus kedalaman pengosonganbaterai (cycle depth of discharge (DOD)) :
Gambar 5. Cycle depth of discharge

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.116-121) 978-602-60766-3-2
118
Secara singkat, dari kurva di atas dapat dikatakan bahwa semakin besar perbedaan kapasitaspengosongan dan pengisian baterai, semakin pendek umur baterai. Umur baterai sangat dipengaruhi olehState of Charge (SOC) – atau seberapa penuh kapasitas baterai tersebut dan suhu.
Gambar 6 State of Charge (SOC) BateraiBerdasarkan kurva pada gambar 6 di atas dapat menunjukkan penuaan semakin cepat untuk baterai yang diisipenuh (SOC 100%) dan disimpan pada suhu tinggi, penyimpanan baterai ideal adalah pada kondisi SOC 30%dan pada suhu rendah, serta penuaan kalender berbeda dengan pengosongan sendiri baterai (battery self-discharge).
2. METODE PENELITIANWaktu dan Lokasi Penelitian
Penelitian ini dilakukan yang membutuhkan waktu sekitar delapan bulan, yang dimulai daripersiapan, pengadaan peralatan, pengumpulan referensi, pengambilan data meliputi pengukuran besaranintensitas cahaya, arus pengisian dan pengosongan baterai, tegangan. Selanjutnya dilakukan analisa danperhitungan berdasarkan data lapangan yang diperoleh . Dalam penelitian ini akan digunakan dua jenispenyimpanan yaitu Baterai Kering dan Baterai Lithium kemudian hasilnya akan dibandingkan.
Variavel PenelitianPada penelitian ini digunakan beberapa parameter untuk menentukan kemampuan suatu media
penyimpanan energi listrik dengan mengukur amper, tegangan, waktu pengsisian dan waktu pengosonganuntuk suatu beban yang sama.
‘Prosedur PenelitianSecara umum penelitian dilakukan melalui beberapa tahap yaitu:a. Menentukan spesifikasi Solar Cell yang akan dijadikan sumber energi pengisian.b. Menentukan kapasitas Aki dan Baterai Lithium yang akan digunakan.c. Menentukan besar beban yang akan diberikan.d. Mengukur besaran arus, tegangan, intensitas cahaya dan waktu pengisisan dan pengosongan.e. Menganalisa kemampuan daya penyimpanan untuk Aki dan Baterai Lithium.
Diagram alir penelitian seperti pada gambar 6.
Gambar 6. Flow Chart Kegiatan
3. HASIL DAN PEMBAHASAN
Studi Pustaka danPengadaan Peralatan
MULAI
Pengambilan DataPercobaan di Lapangan
Menganalisa Perbandingan dayaAki dan daya Baterai Lithium
Data < 15Kesimpulan dan Hasil
SELESAI
Ya Tdk

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.116-121) 978-602-60766-3-2
119
Pada penelitian ini, perhitungan dilakukan dengan regresi sederhana dan dianlisis dengan metodekuantitatif komparatif yaitu dengan pengambilan data secara langsung kemudian dilakukan perbandinganantara dua keadaan objek yang berbeda. Untuk pengujian ini dipersiapkan beberapa peralatan dengansepesifikasi sebagai berikut:
a. Modul Solar CellPimax : 2x 50Wp Vmp : 18,2 VoltImp : 2,75 Am Voc : 22 Volt Isc : 2,94 A
b. Aki KeringAh : 20 Voltage : 12 Volt Voltage Standby ( 14-15)Volt
c. Baterai Lithium [Li(Ni Co Mn) O2]Type : GP4S10P2A Ah : 20 Voltage : 14,8 Volt
Pengambilan data dilakukan untuk pengisian dan Pembebanan secara bersamaan untuk Aki Kering maupunBaterai Lithium.
Tabel..1 Pengamatan Pengisian dan Pembebanan
PENGISIAN
PKLLITHIUM AKI
I(Amp)
V(Volt)
I(Amp)
V(Volt)
06.00 0,02 12,2 0,02 12
07.00 1,35 13,2 1,38 12,2
08.00 1,25 13,9 1,46 12,3
09.00 1,56 14,0 2,08 12,4
10.00 1,25 14,2 2,15 12,6
11.00 1,56 14,2 2,08 12,6
12.00 1,46 14,6 2,19 12,8
13.00 1,25 15,1 2,08 13,5
14.00 1,15 15,2 1,71 13,7
15.00 1,17 15,2 1,88 13,7
16.00 1,15 15,3 1,85 13,7
17.00 0.00 15.3 0.00 13,0
PEMBEBANAN
PKLLITHIUM AKI
I(Amp)
V(Volt)
I(Amp)
V(Volt)
18.00 0,02 15,3 0,02 13,0
18.30 1,27 14,1 1,23 12,3
19.00 1,27 14,0 1,23 11,9
20.00 1,27 13,9 1,23 11,8
21.00 1,25 13,7 1,29 11,7
22.00 1,23 13,4 1,27 11,7
23.00 1,25 13,0 1,10 11,6
24.00 1,13 12,8 1,13 11,7
01.00 1,23 12,4 1,04 11,5
02.00 1,15 12,2 1,04 11,4

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.116-121) 978-602-60766-3-2
120
1.2.3.4.5.6.7.8.9.10.11.12.13.14.15.16.17.18.19.20.
21.Gambar 7. Flowchart Pengambilan Data
Tabel. 2 Tabel Hasil Perhitungan Daya Pengisian
PENGISIAN
PKLB LITHIUM AKI KERING
I(Amper)
V(Volt)
P(VXI)
I(Amper)
V(Volt)
P(VxI)
06.00 0,00 12,2 0,00 12.0 0
07.00 1,35 13,2 17,82 1,38 12,2 16,84
08.00 1,25 13,9 17,37 1,46 12,3 17,95
09.00 1,56 14.0 21,84 2,08 12,4 25,79
10.00 1,25 14,2 17,75 2,15 12,6 27,10
11.00 1,56 14.2 22,15 2,08 12,6 26,20
12.00 1,46 14,6 21,32 2,19 12,8 28,00
13.00 1,25 15,1 18,88 2,08 13,5 28,10
14.00 1,15 15,2 17,48 1,71 13,7 23,40
15.00 1,17 15,2 17,78 1,88 13,7 25,76
PV MODUL
Vs >Voff
Ya
Ya
Ya
Ya
Tidak
Tidak
Tidak
Tidak
Vs< 5V
Ya
Ya
STOP
PEMBEBANAN BATERAI
VB< VOff
PENGISIAN BATERAI
START
STOP?
TidakBEBAN ON?

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.116-121) 978-602-60766-3-2
121
Tabel 1 dan 2 mengenai pengisian menunjukkan bahwa untuk waktu yang sama, maka kenaikan teganganBaterai Lithium lebih cepat dibandingkan dengan Acumulator (Aki). Pada Tabel 1 mengenai Pembebanandiperoleh bahwa daya yang diberikan oleh Baterai Lithium lebih tinggi untuk beban yang sama. Sebagaisampel untuk beban 13 Watt, maka Arus listrik dialirkan adalah 1,25 Amper pada tegangan 13 Volt,sehingga Daya yang diberikan adalah 1,25 x 13 = 16,25 Volt, sedangkan Daya yang dikeluarkan oleh Akilebih kecil adalah 12,67 Watt. Temperatur dari beban lampu menjadi lebih tinggi hal ini dapatmempengaruhi umur lampu
4. KESIMPULAN
1. Waktu Pengisian Baterai Lithium Lebih Cepat dibanding dengan Aki Kering sehingga baik untuk PLTSkhususnya pada saat kondisi matahari sangat cerah.
2. Daya yang diberikan oleh Baterai Lithium lebih besar dari Aki untuk beban yang sama.3. Kendala Tegangan Baterai Lithium sekitar 14,8 Volt dapat diatasi dengan menggunakan rangkain
tambahan agar dapat dimanfaatkan untuk beban dengan tegangan 12 Volt, misalnya pada inverter danbeban lainnya.
5. DAFTAR PUSTAKAAlfatiha, Muh., Aefra Pakili, 2009 Pemanfaatan Energi Surya Pada Penerangan Papan Reklame, Jurusan Teknik
Mesin Politeknik Negeri Ujung Pandang.Alim, SS, 2009, Mengenal Solar Sel Sebagai Energi Alternatif, Pustaka Grafika, Jakarta.Dahuri, R.J Rais. S.P Ginting, M.J Sitepu 1996, Pengelolaan Sumberdaya Pesisir dan Lautan, Penerbit Airlangga,
JakartaHermansyah, 2007, Peningkatan Perolehan Eneergi Listrik Sel Surya dengan Pengaturan Kemiringan Sudut
Menggunakan Mikrocontroler Seri AVR , Graha, Jakartta.Kadir, Abdul. 1995, Energi, Penerbit UI, Jakarta.PUIL 2000, Persyaratan Umum Instalasi Listrik, Badan Standarisasi Nasional.
16.00 1,15 15,3 17,60 1,85 13,7 25,35

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.122-127) 978-602-60766-3-2
122
PEMANFAATAN CYBER EXTENSION OLEH PENYULUH PERTANIANDI KABUPATEN BANTAENG
Syatir1)
1) Dosen Fakultas Pertanian Universitas Muhammadiyah, Makassar
ABSTRAK
Penelitian ini bertujuan untuk 1) Mengetahui faktor internal dan eksternal penyuluh pertanian di Kabupaten Bantaeng;2) Menganalisis hubungan antara faktor internal penyuluh dengan pemanfaatan cyber extension; 3) Menganalisishubungan antara faktor eksternal dengan pemanfaatan cyber extension. Penelitian dilaksanaakan di KabupatenBantaeng, dimana penelitian ini didesain sebagai penelitian survei yang bersifat deskriptif korelasional. Pengambilansampel menggunakan teknik sensus. Analisis yang digunakan dalam penelitian ini adalah analisis Korelasi RankSpearman (rs). Hasil penelitian menunjukkan bahwa variabel umur berhubungan sangat nyata dengan intensitaspemanfaatan cyber extension dengan nilai 0,372, yang artinya bahwa semakin mudah umur penyuluh maka lebih seringmengakses cyber extension. Tingkat pendidikan berhubungan sangat nyata dengan intensitas pemanfaatan cyberextension dan memiliki kemampuan berbagi informasi dengan nilai 0,292 dan 0,421, yang artinya bahwa semakin tinggipendidikan penyuluh maka semakin lama mengakses cyber extension dan sangat menyukai berbagi informasi dengansesama penyuluh. Kepemilikan media berhubungan sangat nyata dengan intensitas pemanfaatan cyber extension dengannilai 0,338, yang artinya bahwa apabila penyuluh memiliki media maka penyuluh tersebut sering mengakses cyberextension untuk mencari informasi yang dibutuhkan. Variabel ketersediaan sarana mengakses informasi berhubungansangat nyata dengan intensitas pemanfaatan cyber extension dengan nilai 0,371, yang artinya bahwa semakin banyaktersedia modem/wifi maka penyuluh makin sering menggakses cyber extension dan variabel kesempatan megikutipelatihan berhubangan sangat nyata dengan kemampuan berbagi informasi dengan nilai 0,323, yang artinya bahwaapabila penyuluh makin sering mengikuti pelatihan maka semakin baik dalam berbagi informasi.
Kata Kunci : Pemanfaatan informasi, Cyber Extension, Penyuluh Pertanian Lapangan
1. PENDAHULUANPerkembagan teknologi informasi yang sangat pesat mendorong setiap individu untuk mengikuti
perkembagan tersebut untuk memudahkan dalam pencarian informasi yang menjadi kebutuhan. Penyuluhpertanian memiliki peran sentral dalam pembangunan pertanian dituntut untuk senantiasa mengikutiperkembangan teknologi informasi karena penyuluh pertanian merupakan ujung tombak serta jembatanantara pemerintah dan petani sebagai pelaku utama dalam menjalankan roda pertanian. Salah satu teknologiinformasi yang dikembangkan saat ini adalah program cyber extension. Pengembangan program tersebutmengacu pada Pasal 15 ayat 1 c Undang-Undang No. 16 tahun 2006 tentang Sistem Penyuluhan Pertanian,Perikanan, dan Kehutanan (SP3K) dengan materi bahwa Balai Penyuluhan berkewajiban menyediakan danmenyebarkan informasi tentang teknologi, sarana produksi, pembiayaan dan pasar.
Penyuluh yang menjadi bagian dari petani khususnya terkait keberhasilan usahatani petani perlumelakukan inovasi khususnya di bidang teknologi informasi sehingga penyuluh sebagai saluran informasitidak kesulitan mengatasi permasalahan yang dihadapi petani. Pemanfaatan teknologi informasi dapatmendorong penyuluh lebih kreatif dan lebih inovatif dalam mentransfer ilmu pengetahuan ke petani yangmenjadi sasaran penyuluhan.
Informasi merupakan data yang berasal dari fakta dan selanjutnya dilakukan pengolahan (proses)menjadi bentuk yang berguna atau bermanfaat bagi pemakainya. Proses komunikasi merupakan aktivitasyang mendasar bagi manusia sebagai makhluk sosial. Setiap proses komunikasi diawali dengan adanyastimulus yang masuk pada diri individu yang ditangkap melalui panca indera. Stimulus diolah di otak denganpengetahuan, pengalaman, selera, dan iman yang dimiliki individu. Stimulus tersebut mengalami prosesintelektual menjadi informasi. Adapun informasi yang telah dikomunikasikan disebut sebagai pesan(Wiryanto, 2004).
1 Korespondensi: [email protected]
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.122-127) 978-602-60766-3-2
123
Pemanfaatan cyber extension oleh penyuluh tentu dapat dipengaruhi oleh beberapa hal seperti faktorinternal penyuluh pertanian lapangan dan faktor eksternal pennyuluh pertanian lapangan. Adapun faktorinternal penyuluh pertanian lapangan adalah umur, tingkat pendidikan formal, dan tingkat kepemilikanmedia.
Mulyandari (2011) mengemukakan bahwa semakin tua umur petani, cenderung semakin rendah tingkatpengetahuan, sikap, dan keterampilannya dalam memanfaatkan teknologi informasi. Pendidikan merupakansalah satu faktor yang berpengaruh terhadap pola pikir dan perilaku seseorang. Semakin tinggi tingkatpendidikan seseorang, ada kecenderungan semakin tinggi pula pengetahuan, sikap dan keterampilan (Slamet,2003).
Menurut Mulyandari (2011) faktor lingkungan yang dapat berhubungan dengan pemanfaatan cyberextension yaitu tingkat ketersediaan media komunikasi konvensional, tingkat ketersediaan sarana aksesinformasi berbasis teknologi informasi, tingkat ketersediaan infrastruktur jaringan komunikasi, danketerjangkauan terhadap fasilitasi training. Tingkat ketersediaan media komunikasi konvensional.
Anwas (2009) mengklasifikasikan faktor eksternal yang dapat berhubungan dengan intensitaspemanfaatan media yaitu kebijakan pemerintah, dukungan keluarga, dukungan kelembagaan, serta dukunganmasyarakat (terutama klien). Faktor eksternal yang diduga dapat dikendalikan pihak lain (quasi external)meliputi: dukungan lingkungan keluarga, dukungan kebijakan Pemerintah Kabupaten (Pemda), dukunganlembaga penyuluhan terhadap lingkungan yang kondusif untuk bekerja dan belajar, serta tuntutan masyarakat(klien/petani) di tempat penyuluh bertugas. Dalam penelitian ini faktor eksternal yang akan diamati adalahketersediaan akses internet dan kesempatan mengikuti pelatihan.
Informasi yang masuk ke dalam sistem sosial mengakibatkan khalayak bebas untuk mencari, memilihdan mencukupi dirinya dengan berbagai informasi yang dikehendaki. Tersedianya sumber informasi belummenjamin digunakannya sumber informasi tersebut oleh penyuluh pertanian. Oleh karena itu penelitian inibertujuan untuk melihat: (1) hubungan antara faktor internal penyuluh dengan pemanfaatan cyber extension;dan (2) hubungan Bagaimana hubungan antara faktor eksternal dengan pemanfaatan cyber extension.
2. METODE PENELITIANPenelitian ini dilaksanakan di Kabupaten Bantaeng, Provinsi Sulawesi Selatan. Penentuan sampel
penelitian dilakukan dengan metode sensus. Menurut Usman dan Akbar (2008), sensus merupakan metodeyang mengambil satu kelompok populasi sebagai sampel secara keseluruhan dan menggunakan kuesioneryang terstruktur sebagai alat pengumpulan data yang pokok untuk mendapatkan informasi yang spesifik.Jumlah sampel dalam penelitian ini sebanyak 74 penyuluh pertanian lapangan.
Analisis data yang digunakan adalah analisis Korelasi Rank Spearman (rs), untuk menganalisishubungan antar peubah/variabel dengan tingkat kepercayaan 95% atau α 0,05 dengan menggunakanperangkat lunak SPSS versi 18.0, dengan rumus:
= 1∑ = 1( − 1)Keterangan :
Rs = Koefisien korelasi rank Spearmand i = Perbedaan antara kedua rankingN = Banyaknya sampel
3. HASIL DAN PEMBAHASANFaktor Internal Penyuluh Pertanian
Faktor internal penyuluh pertanian yang menjadi variabel pada penelitian ini adalah umur, tingkatpendidikan, tingkat kepemilikan media dan motivasi. Untuk lebih jelasnya mengenai hasil dari temuan dilapangan mengenai faktor internal tersebut dapat dilihat pada Tabel 1.
Hasil penelitian menunjukkan bahwa rata rata umur penyuluh yang ada di Kabupaten Bantaeng masihmuda berkisar 36 – 48 tahun. Umur penyuluh yang masih muda tentu akan mempermudah aktivitas penyuluhdalam melaksanakan tugasnya karena memiliki fisik yang masih kuat seperti yang dikemukakan oleh

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.122-127) 978-602-60766-3-2
124
Sanafiah Faisal (2007), bahwa umumnya seseorang yang masih muda dan sehat memiliki kemampuan fisikyang lebih kuat.
Tabel 1. Faktor Internal Penyuluh Pertanian Lapangan di Kabupaten Bantaeng 2017Karakteristik
PenyuluhJumlah (orang) Persentase (%)
UmurMudaDewasaTua
233714
31,150
18,9
Jumlah 74 100Tingkat PendidikanRendahSedangTinggi
10568
13,575,710,8
Jumlah 74 100Tingkat Kepemilikan MediaRendahSedangTinggi
6392
85,112,22,7
Jumlah 74 100Motivasi PenyuluhRendahSedangTinggi
36299
48,639,212,2
Jumlah 74 100Data primer setelah diolah 2017
Pendidikan penyuluh pertanian tergolong sedang yakni rata-rata sarjana. Hal yang menyebabkanpendidikan sarjana masuk kategori sedang karena di Kabupaten Bantaeng ada penyuluh yang berpendidikanMagister (S2). Pendidikan penyuluh yang mayoritas Sarjana akan memudahkan penyuluh dalammelaksanakan tugasnya di lapangan.
Tingkat kepemilikan media, berada pada kategori rendah yakni hanya mengakses 1-2 jenis mediasaja yakni 63 orang penyuluh atau 85,1 %. Jenis media yang digunakan mengakses informasi adalah telpongenggam dan komputer milik kantor. Komputer milik kantor terhubung dengan fasilitas internet, mudahdigunakan dan tampilannya sangat jelas untuk dibaca. Selain itu, komputer di milik kantor dapat digunakansecara cuma-cuma.
Motivasi penyuluh dalam mengakses internet berada pada kategori rendah yakni 36 orang atau 48,6%. Penyuluh mengakses internet ketika ada informasi penting yang berasal dari Kepala Dinas PertanianKabupaten Bantaeng atau ada informasi yang mendesak yang perlu diketahui oleh penyuluh untuk membantupenyuluh memecahkan masalah yang dihadapinya. McQuail (2010) menyebutkan bahwa salah satu motivasiseseorang dalam menggunakan media massa adalah motif informasi.
Faktor Eksternal Penyuluh PertanianFaktor eksternal penyuluh pada penelitian ini adalah ketersediaan sarana akses informasi dan
kesempatan mengikuti pelatihan. Untuk lebih jelasnya terkait dengan faktor eksternal tersebut adalah dapatdilihat pada Tabel 2.
Ketersediaan sarana akses informasi untuk mengakses internet termasuk dalam kategori rendah. Inidisebabkan karena ketersediaan fasilitas untuk mengakses internet khususnya yang bertugas di Desa terpencilyang sangat sulit jaringan internet.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.122-127) 978-602-60766-3-2
125
Kesempatan mengikuti pelatihan bagi penyuluh pada kategori rendah sejumlah 42 orang atau 56,7 %.Sedangkan kategori tinggi berjumlah 32 oranga atau 43,3 %. Hal ini terjadi karena saat ada pelatihan diKabupaten Bantaeng, di Provinsi maupun di Jakarta hanya perwakilan yang mengikuti pelatihan sehinggatindak semua penyuluh dapat mengikutinya
Tabel 2. Faktor Eksternal Penyuluh Pertanian Lapangan di Kabupaten Bantaeng 2017Faktor Eksternal Jumlah (orang) Persentase (%)
Ketersediaan Sarana Akses InformasiRendahTinggi
5717
77,222,8
Jumlah 74 100Kesempatan Mengikuti PelatihanRendahTinggi
4232
56,743,3
Jumlah 74 100Data primer setelah diolah 2017
Hubungan Antara Faktor Internal Penyuluh Dengan Pemanfaatan Cyber ExtensionPemanfaatan cyber extension tentunya dapat dilihat dari faktor internal penyuluh yakni sesuatu yang
melekat pada diri seorang penyuluh. Adapun variabel faktor internal yang dimaksud adalah umur, tingkatpendidikan, tingkat kepemilikan media dan motivasi.
Tabel 3. Koefisien Hubungan Faktor Internal Penyuluh Terhadap Pemanfaatan Cyber Extension
No Faktor Internal PenyuluhIntensitas
Pemanfaatan cyberextensin
KemampuanBerbagi
Informasi
ManfaatInformasi
1 Umur 0,372** 0,017 0,1262 Tingkat pendidikan formal 0,292** 0,421** 0,1173 Kepemilikan Media 0,338** -0,047 0,342**
4 Motivasi 0,049 0,082 0,028Keterangan : *Terdapat hubungan nyata pada α 0,05
**Terdapat hubungan sangat nyata pada α 0,01
Variabel umur berhungan positif dan sangat nyata dengan intensitas pemanfaatan cyber extension yangartinya bahwa semakin mudah umur penyuluh maka semakin lama mengakses cyber extension untuk mencariinformasi yang dibutuhkan. Hal ini senada dengan hasil penelitian Stenmark dan Jadaan (2006) bahwapekerja yang cenderung usia produktif banyak menggunakan internet untuk menyelesaikan pekerjaannya.Variabel tingkat pendidikan formal berhubungan positif dan sangat nyata dengan intensitas pemanfaatancyber extension. Ini berarti bahwa semakin tinggi pendidikan seorang penyuluh maka semakin lamamenggunakan internet untuk mengakses informasi. Apabila pendidikan seorang penyuluh tinggi makapenyuluh memahami cara-cara mengoperasikan komputer dengan baik sehingga dengan mudahmemanfaatkannya sebagai media mencari informasi. Variabel kepemilikan media berhubungan positif dansangat nyata dengan intensitas pemanfaatan cyber extension. Hal ini disebabkan karena penyuluh mudahmendapatkan media tersebut sehingga hampir tiap saat mengakses informasi dengan memanfaatkan cyberextension.
Variabel umur berhubungan positif dan tidak nyata dengan kamampuan berbagi informasi. Hal iniberarti bahwa berapa saja umur penyuluh tidak memberikan pengaruh terhadap kamampuan berbagiinformasi. Tingkat pendidikan berhubungan positif dan sangat nyata dengan kamampuan berbagi informasiyang artinya bahwa semakin tinggi pendidikan penyuluh maka samik tinggi pula kemampuan berbagaiinformasi dengan sesama penyuluh maupun dengan penyuluh. Ini disebabkan karena penyuluh memilikipengetahuan yang baik terhadap apa yang menjadi tugas dan kewajibannya. Kepemilikan media dan motivasiberhubungan positif dan tidak nyata terhadap kemampuan berbagi informasi.
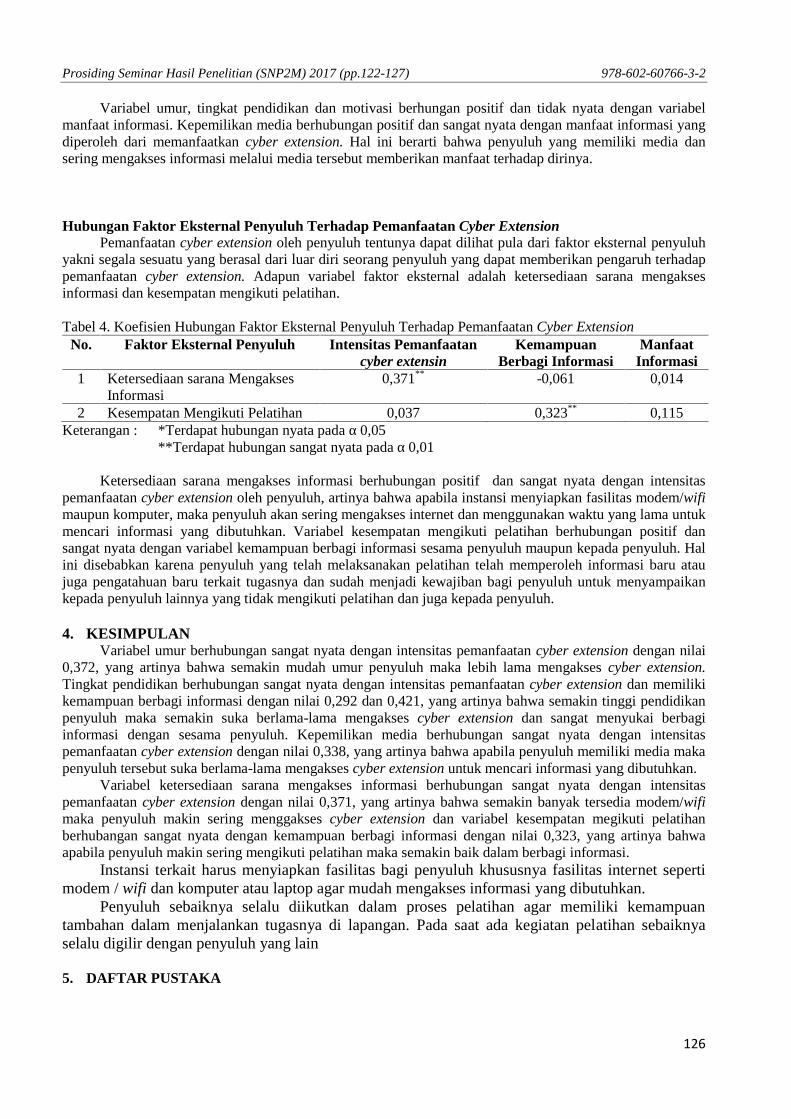
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.122-127) 978-602-60766-3-2
126
Variabel umur, tingkat pendidikan dan motivasi berhungan positif dan tidak nyata dengan variabelmanfaat informasi. Kepemilikan media berhubungan positif dan sangat nyata dengan manfaat informasi yangdiperoleh dari memanfaatkan cyber extension. Hal ini berarti bahwa penyuluh yang memiliki media dansering mengakses informasi melalui media tersebut memberikan manfaat terhadap dirinya.
Hubungan Faktor Eksternal Penyuluh Terhadap Pemanfaatan Cyber ExtensionPemanfaatan cyber extension oleh penyuluh tentunya dapat dilihat pula dari faktor eksternal penyuluh
yakni segala sesuatu yang berasal dari luar diri seorang penyuluh yang dapat memberikan pengaruh terhadappemanfaatan cyber extension. Adapun variabel faktor eksternal adalah ketersediaan sarana mengaksesinformasi dan kesempatan mengikuti pelatihan.
Tabel 4. Koefisien Hubungan Faktor Eksternal Penyuluh Terhadap Pemanfaatan Cyber ExtensionNo. Faktor Eksternal Penyuluh Intensitas Pemanfaatan
cyber extensinKemampuan
Berbagi InformasiManfaat
Informasi1 Ketersediaan sarana Mengakses
Informasi0,371** -0,061 0,014
2 Kesempatan Mengikuti Pelatihan 0,037 0,323** 0,115Keterangan : *Terdapat hubungan nyata pada α 0,05
**Terdapat hubungan sangat nyata pada α 0,01
Ketersediaan sarana mengakses informasi berhubungan positif dan sangat nyata dengan intensitaspemanfaatan cyber extension oleh penyuluh, artinya bahwa apabila instansi menyiapkan fasilitas modem/wifimaupun komputer, maka penyuluh akan sering mengakses internet dan menggunakan waktu yang lama untukmencari informasi yang dibutuhkan. Variabel kesempatan mengikuti pelatihan berhubungan positif dansangat nyata dengan variabel kemampuan berbagi informasi sesama penyuluh maupun kepada penyuluh. Halini disebabkan karena penyuluh yang telah melaksanakan pelatihan telah memperoleh informasi baru ataujuga pengatahuan baru terkait tugasnya dan sudah menjadi kewajiban bagi penyuluh untuk menyampaikankepada penyuluh lainnya yang tidak mengikuti pelatihan dan juga kepada penyuluh.
4. KESIMPULANVariabel umur berhubungan sangat nyata dengan intensitas pemanfaatan cyber extension dengan nilai
0,372, yang artinya bahwa semakin mudah umur penyuluh maka lebih lama mengakses cyber extension.Tingkat pendidikan berhubungan sangat nyata dengan intensitas pemanfaatan cyber extension dan memilikikemampuan berbagi informasi dengan nilai 0,292 dan 0,421, yang artinya bahwa semakin tinggi pendidikanpenyuluh maka semakin suka berlama-lama mengakses cyber extension dan sangat menyukai berbagiinformasi dengan sesama penyuluh. Kepemilikan media berhubungan sangat nyata dengan intensitaspemanfaatan cyber extension dengan nilai 0,338, yang artinya bahwa apabila penyuluh memiliki media makapenyuluh tersebut suka berlama-lama mengakses cyber extension untuk mencari informasi yang dibutuhkan.
Variabel ketersediaan sarana mengakses informasi berhubungan sangat nyata dengan intensitaspemanfaatan cyber extension dengan nilai 0,371, yang artinya bahwa semakin banyak tersedia modem/wifimaka penyuluh makin sering menggakses cyber extension dan variabel kesempatan megikuti pelatihanberhubangan sangat nyata dengan kemampuan berbagi informasi dengan nilai 0,323, yang artinya bahwaapabila penyuluh makin sering mengikuti pelatihan maka semakin baik dalam berbagi informasi.
Instansi terkait harus menyiapkan fasilitas bagi penyuluh khususnya fasilitas internet sepertimodem / wifi dan komputer atau laptop agar mudah mengakses informasi yang dibutuhkan.
Penyuluh sebaiknya selalu diikutkan dalam proses pelatihan agar memiliki kemampuantambahan dalam menjalankan tugasnya di lapangan. Pada saat ada kegiatan pelatihan sebaiknyaselalu digilir dengan penyuluh yang lain
5. DAFTAR PUSTAKA
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.122-127) 978-602-60766-3-2
127
Anwas EOM, 2009, Pemanfaatan media dalam pengembangan kompetensi penyuluh pertanian. [disertasi]. Bogor :Institut Pertanian Bogor.
Departemen Pertanian Republik Indonesia, 2006, Rencana Pembangunan Pertanian 2005-2010. Deptan RI. Jakarta.Faisal, Sanapiah. 2007, Format – Format penelitian social, Jakarta : Raja Grafindo Persada.McQuail, D, 2010. Mass Communication Theory. London (UK): SAGE Publicaton.Mulyandari, Retno. 2011. Cyber Extension sebagai Media Komunikasi dalam Pemberdayaan Petani Sayuran.
[disertasi]. Bogor: Sekolah Pascasarjana IPB.Slamet, M, 2003. Membentuk Pola Perilaku Manusia Pembangunan. Editor. Adjat Sudrajat dan Ida Yustina. Bogor:
IPB Press.Usman, H, dan Akbar, P, S, 2008, Pengantar Statistik. Edisi Kedua, Jakarta: Bumi Aksara.Wiryanto, 2004, Pengantar Ilmu Komunikasi. Jakarta: Gramedia Widiasarana Indonesia.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.128-134) 978-602-60766-3-2
128
ANALISIS HASIL RANCANG BANGUN SISTEM GERAK ABADI PASANGAN RODAGIGI LURUS
Risal Abu1)
1 Fakultas Teknik dan Perencanaan, Universitas Ekasakti Padang
ABSTRACT
In this paper, the results of the design of a perpetual motion machine for electric power generation are used,which is to use the straight gear pair in the imbalance position and the addition of a mechanism that aims to supplyenergy to the system, which is then termed "semi-perpetual motion". It is expected that with the addition of external(mass) energy, the system will move continuously so that the shaft rotation (kinetic energy) obtained can be utilized todrive the generator of electrical energy. Based on the results of testing on the system, it can be concluded that the systembuilt still needs improvement, especially the factors that work on the components of interconnected teeth. The expectedtorque to provide a tangential force does not occur so that the system does not produce the mechanical energy of theshaft.
Keywords: Perpetual Motion, Straight Gear, Power Generation.
1. PENDAHULUANSalah satu sumber energi alternatif yang sangat potensial untuk dimanfaatkan sebagai pembangkit energi
listrik adalah gerak abadi (perpetual motion). Gerak abadi didefinisikan sebagai setiap gerakan yang dapatdipertahankan tanpa sumber energi dari luar, atau gerak terus menerus, terutama pada pekerjaan yangberguna tanpa masukan energi, yaitu dengan memanfaatkan gaya gravitasi bumi [1,2]. Relatif banyakpenelitian yang telah dilakukan dalam mengembangkan berbagai macam model/prototype untukmemanfaatkan konsep gerak abadi, namun pada kenyataannya banyak yang mengalami kegagalan, walaupunbanyak juga yang berhasil.
Kegagalan–kegagalan dalam mengembangkan konsep gerak abadi terutama dipengaruhi oleh faktorgesekan [3]. Ketika mesin/sistem berjalan, gesekan (friction) senantiasa akan terjadi, dan gesekan cenderungmengubah energi yang dibutuhkan meningkat temperaturnya sehingga akan mengurangi/memperlambatkecepatan gerakan/putaran. Oleh karena itu, mesin/sistem memerlukan suplai energi dari luar agar tetap dapatmelakukan usaha. Mekanisme suplai energi ke sistem gerak abadi inilah kemudian menjadi permasalahansampai hari ini, sehingga diperlukan kajian-kajian yang intensif agar sistem yang dimaksud dapatdirealisasikan. Jika hal tersebut dapat terealisasi, maka sistem ini akan menjadi sumber energi alternatif yangabadi sehingga dapat digunakan untuk menghasilkan energi kinetik poros yang berguna untuk mesinpembangkit energi listrik. Berdasarkan hal tersebut, dalam penelitian ini di rancang sebuah mesin gerakabadi, yaitu dengan menambahkan suatu mekanisme yang berguna untuk mensuplai energi ke sistem, yangkemudian diistilahkan dengan semi gerak abadi.
A. State of the ArtKonsep mesin gerak abadi (Perpetual Motion Engine) muncul untuk pertama kalinya di abad ke-12
Masehi di India [2]. Ahli matematika dan Astronom Bhaskaracharya (1114-1185) merancang mekanismegerak abadi Bhaskara wheel. Bhaskara wheel bekerja secara terus menerus, sesuai dengan hukum kekekalanEnergi dan Hukum pertama Newton, bahwa “Jika resultan gaya yang bekerja pada benda yang sama dengannol, maka benda yang mula-mula diam akan tetap diam, dan benda yang mula-mula bergerak lurus beraturanakan tetap lurus beraturan” [7]. Bhaskara wheel memanfaatkan keseimbangan air didalam botol untukmendorong gear secara kontinu dan akan mengakibatkan putaran tanpa henti setiap kali gear berputar, danakan menghasilkan energi listrik jika dihubungkan dengan generator [21]. Beberapa hasil penelitian terkiniyang telah dilakukan para peneliti sebagai berikut.
Ambade et al. [14] merancang Sistem Gerak Abadi dengan memanfaatkan variasi beban pada engkoldan bantalan pin yang dipasang secara tegak mengelilingi sabuk yang terpasang pada pulley. Sistemmemanfaatkan konversi energi gravitasi untuk mengubah energi gravitasi potensial menjadi energi kinetik.
Ahmed [12] merancang sebuah mesin gerak abadi menggunakan dua buah bola dengan bobot berbedayang dihubungkan pada poros seimbang, dan dipasang secara vertikal ke sistem generator. Berdasarkan
1 Korespondensi: [email protected]
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.128-134) 978-602-60766-3-2
129
prinsip ketidakseimbangan kedua bola bergerak secara melingkar diatas cincin platform sehingga poros yangterhubung ke generator ikut berputar dan menghasilkan energi kinetik poros.
Khan et al. [9] melakukan analisis terhadap suatu rancangan sistem Gerak Abadi yang terdiri daridelapan magnet yang diatur secara melingkar di tepi piringan, serta sebuah cincin magnet di pasang padapusat piringan. Sistem telah dianalisis menggunakan perhitungan teoritis dan simulasi dengan PROENGINEER Wildfire 5.0.
Chaudhari [16] merancang mekanisme gerak abadi dengan komposisi engkol dan roda gila terpasangtetap pada poros yang sama. Sistem bekerja ketika pemberat pada bagian atas sumbu vertikal dengan rotasiawal 360o, agar mekanisme bekerja terus menerus. Gaya yang ditambahkan selama gerakan ke bawahmelalui gesekan. Selanjutnya gerak rotasi poros pertama ditransmisikan ke alternator melalui kekuatanpenggerak transmisi drive untuk menghasilkan energi listrik.
Rajeswari [13] menggunakan 12 kutub rotor sebagai sistem gerak abadi. Posisi masing-masing rotordiatur terhadap lingkaran pelat rotor dengan jarak tertentu antara masing-masing rotor kutub. Sistem padamagnetik motor sinkron A.C menggunakan prinsip MGL yang disinkronisasikan dan bekerja denganmenggunakan prinsip 'penguncian magnet'. Sistem ini dapat menghasilkan putaran sebesar 350 rpm dan torsisebesar 4.12 Nm.
Gajbhiye et al. [11] menggunakan pendulum yang dipasang pada batang dan terhubung dengan engselyang dapat bergerak bebas sebagai sistem gerak abadi. Pada kedua sisi pendulum dipasangi magnet tetap.Batang penghubung yang tersambung pada piringan engkol akan berputar dan mengkonversi gerak bolak-balik dari pendulum ke piringan pemutar. Selanjutnya piringan memutar generator untuk menghasilkanenergi listrik.
B. Gerak AbadiMenurut Angrist [1] dan Aspden [2], Gerak abadi adalah setiap gerakan yang dapat dipertahankan tanpa
sumber energi dari luar, atau gerak terus menerus. Ada 2 jenis gerak abadi (perpetual Motion) [2], yaitu : (1)gerak abadi jenis pertama, dan gerak abadi dari jenis kedua. Gerak abadi jenis pertama adalah jenis gerakyang pernah diaktifkan, dan akan tetap berjalan tanpa tambahan sumber energi. Gerak abadi jenis keduadidefinisikan sebagai gerak yang mendapat energi untuk menjalankan dari sumber yang berada pada suhulebih rendah dari suhu perangkat gerak abadi. Menurut konsep ini, sekali diaktifkan, mesin abadi jenispertama akan terus berjalan tanpa sumber tambahan energi. Dari kedua jenis gerak abadi tersebut,permasalahan yang sering timbul adalah: ketika mesin berjalan, ada gesekan yang cenderung mengubahenergi yang dibutuhkan untuk menjalankan mesin menjadi panas, serta memperlambat gerak ke bawah. Olehkarena itu, diperlukan lebih banyak energi agar mesin tetap berjalan selamanya. Konsep gerak abadi dalampenelitian ini dapat direalisasikan dengan menggunakan hukum-hukum yang diuraikan berikut.
C. Gaya dan TekananEnergi tercipta salah satunya disebabkan oleh adanya gaya [8]. Ada suatu gaya yang kekal, ada
dimanapun dan kapanpun, yaitu Gaya Gravitasi atau disebut juga gaya berat: W = m.g (Newton).Dari satuan-satuan tersebut dapat disimpulkan bahwa Gaya Gravitasi/Gaya berat dipengaruhi oleh m
(massa), r (jarak) dan T (waktu) [18]. Gaya adalah sesuatu yang menyebabkan perubahan keadaan benda.Dalam ilmu fisika, Gaya adalah interaksi apapun yang dapat menyebabkan sebuah bendabermassa mengalami perubahan gerak, baik dalam bentuk arah, maupun konstruksi geometris. Gayamemiliki besaran (magnitude) dan arah, sehingga merupakan kuantitas vektor yang dilambangkan dengansimbol F [15].
Untuk setiap gaya aksi, akan selalu terdapat gaya reaksi yang sama besar dan berlawanan arah (HukumIII Newton), dengan formulasi: FAB = - FBA.
Gaya gesek timbul karena adanya interaksi permukaan benda atau dua buah benda bersentuhan [18]: Fg
= µ x N; Dimana: Fg : Gaya gesek (N); µ : koefisien gesekan; N : gaya normal (N). Tekananmenyatakan gaya per satuan luas. Tekanan adalah gaya yang bekerja pada permukaan benda tiap satuan luas,dirumuskan [3]: P= F/A, dimana: P: Tekanan (N/m² ); F: Gaya (N); A: Luas penampang (m²).
2. METODE PENELITIAN

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.128-134) 978-602-60766-3-2
130
Flowchart penelitian ditunjukkan pada Gambar 1. Metode yang digunakan dalam penelitian adalahmetode eksperimental, yaitu dengan melakukan perencanaan, pembuatan, dan selanjutnya melakukanpengujian terhadap kinerja sistem yang telah dibuat.
A. Perencanaan Desain Gerak AbadiDesain sistem gerak abadi yang direncanakan menggunakan prinsip sederhana, yaitu ketika sebuah
benda diletakkan pada permukaan yang lebih tinggi maka dengan pengaruh gravitasi, benda tersebut akanmengalami daya tarik kearah yang lebih rendah dan memperoleh energi kinetik. Energi kinetik ini dapatdimanfaatkan untuk diubah menjadi energi listrik.
Desain gerak abadi yang direncanakan seperti ditunjukkan pada Gambar 2. Pasangan roda gigi lurusdengan diameter yang berbeda digunakan sebagai komponen utama untuk menghasilkan energi penggerakawal. Pasangan roda gigi di set-up dengan sumbu poros yang tidak sejajar dalam arah vertikal/horizontalsehingga berada dalam kondisi ketidak-seimbangan (pusat massa tidak sesumbu dengan sumbu putarnya).Pada lengan roda gigi bagian atas dipasangi dengan pegas tarik kearah batang lengan untuk menabah gayatarik.
Oleh karena adanya gaya yang bekerja pada tekanan kerja roda gigi yang saling terkait, serta pengaruhgaya gravitasi, maupun posisi ketidak-seimbangan, pasangan roda gigi akan menghasilkan energi mekanik
Gambar 2. Desain Mesin Semi Gerak Abadi
Roda Gigi 1 Penambah Massa
Poros &Bantalan
Pegas
RodaGigi 2
SudutKontak
P
F
Box PenampungMinyak pelumas
MinyakPelumas
Batang dapatbergerakbebas
Belt
Pulley
Generator
Box PenampungMinyak Pelumas
(a) Perspektif (b) Tampak Samping
Gambar 1. Flowchart Penelitian
Mulai
Studi Literatur
Perencanaan DesainGerak Abadi
Perencanaan danPembuatan Komponen
Sistem Gerak Abadi
Trial Sistem
SistemBekerja ?
Analisis Kegagalan &Tindakan Perbaikan
ModifikasiDesain
Pengujian Kinerja Sistem
Pengumpulan &Pengolahan Data
Analisis KinerjaSistem
Kesimpulan
Ya
Tidak

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.128-134) 978-602-60766-3-2
131
poros. Salah satu faktor yang menjadi kendala pada sistem gerak abadi adalah gesekan. Hal ini akanberdampak kepada kinerja sistem sehingga diperlukan mekanisme untuk memperbesar gaya (penambahanmassa) ke sistem. Oleh karena itu, sistem dirancang dengan mekanisme penambah massa pada batang/lenganRoda Gigi penggerak, sehingga gaya akan semakin besar pada tekanan kerja pasangan roda gigi. Gayatersebut dimanfaatkan sebagai energi penggerak mula pasangan roda gigi untuk menghasilkan energimekanik poros. Penambahan gaya eksternal tersebut yang kemudian diistilahkan dengan semi gerak abadi.
B. Metode Perencanaan dan PembuatanPerencanaan dan pembuatan sistem gerak abadi terdiri dari: perencanaan dan pembuatan komponen
roda gigi, poros, pasak, bantalan, rangka, pegas, pembeban, dan puli. Perencanaan roda gigi terdiri dari rodagigi penggerak dan yang digerakkan. Roda gigi yang direncanakan adalah roda gigi lurus denganperbandingan diameter roda gigi pengerak dan yang digerakkan 2 : 1; dengan pertimbangan massa roda gigiberbeda. Diameter penggerak dibutuhkan massa yang lebih besar dari roda gigi yang ditekan untukmemberikan gaya tekan pada sudut kontak roda gigi. Perencanaan komponen penunjang sistem, meliputi:diameter, daya rencana, tegangan geser, faktor tumbukan, beban, dan bahan/material.
Hasil perencanaan dilanjutkan dengan proses pembuatan dan assembling menggunakan prosespemesinaan dan kerja bangku. Selanjutnya dilakukan Pengujian kinerja alat, meliputi analisis terhadap fungsikomponen-komponen pada sistem.
3. HASIL DAN PEMBAHASANPengujian dilakukan terhadap sistem menggunakan prinsip yang sederhana, yaitu ketika sebuah benda
diletakkan pada permukaan yang lebih tinggi maka dengan pengaruh gravitasi benda tersebut akanmengalami daya tarik kearah yang lebih rendah dan memperoleh energi kinetik. Energi kinetik ini dapatdimanfaatkan untuk diubah menjadi energi listrik. Hasil pembuatan sistem pasangan roda gigi lurus gerakabadi yang akan diuji menggunakan 5 (lima) model/posisi seperti ditunjukkan berturut-turut pada Gambar3(a) sd. 3(e). Hal ini dilakukan untuk mengetahui model yang paling tepat digunakan sebagai model gerakabadi.
Pada model-1 seperti ditunjukkan pada Gambar 3(a), 2 buah roda gigi lurus dipasangkan dengan posisisumbu poros yang tidak sejajar, yaitu kemiringan 45o dalam arah vertikal sehingga pasangan roda gigi dalamposisi ketidak-seimbangan. Roda gigi bagian atas memiliki diameter 2 kali lebih besar dibandingkan denganroda gigi pada bagian bawah. Massa roda gigi bagian atas juga lebih besar, yaitu 30 kg (termasuk massalengan dan bearing). Prinsip kerja Model-1, roda gigi bagian atas akan memberikan gaya pada roda gigi
Gambar 3. Model Gerak Abadi
(a) Posisi Roda Gigi Model-1
Pegas Tarik
Poros sejajar
(b) Posisi Roda Gigi Model-2 (c) Posisi Roda Gigi Model-3
F
Pegas TarikPegas Tekan
Poros Sejajar450
(d) Posisi Roda Gigi Model-4 (e) Posisi Roda Gigi Model-5
FF
F F
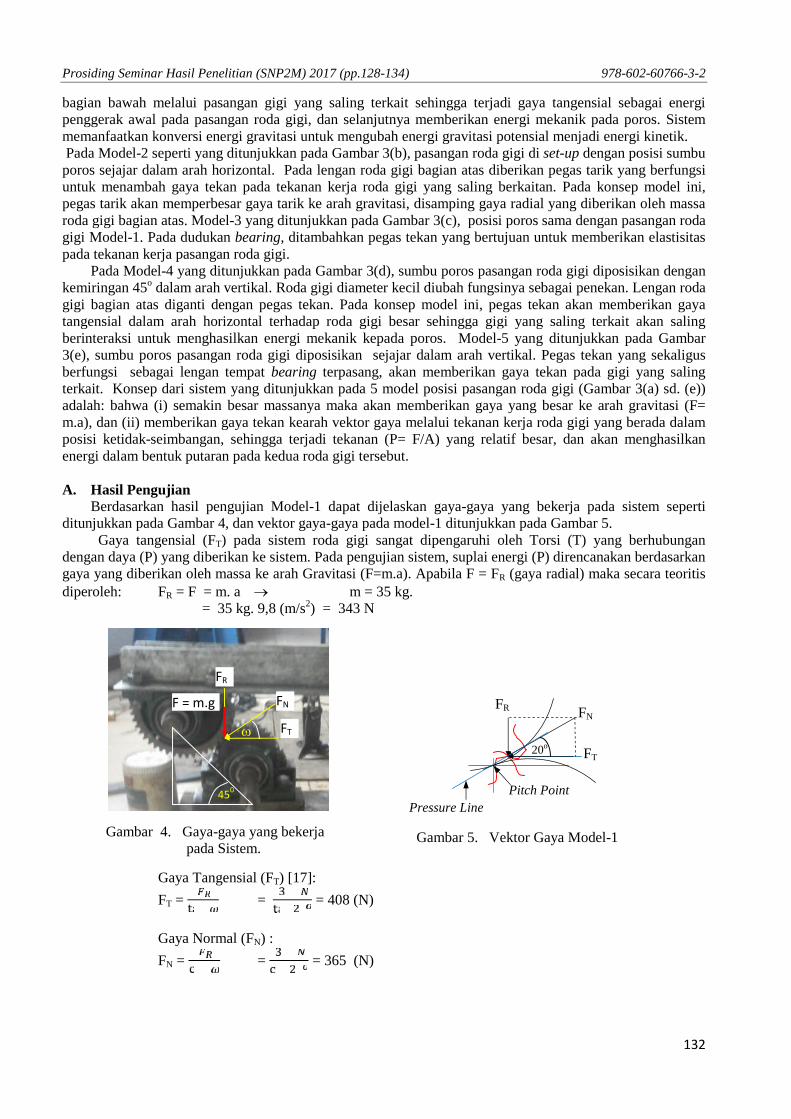
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.128-134) 978-602-60766-3-2
132
bagian bawah melalui pasangan gigi yang saling terkait sehingga terjadi gaya tangensial sebagai energipenggerak awal pada pasangan roda gigi, dan selanjutnya memberikan energi mekanik pada poros. Sistemmemanfaatkan konversi energi gravitasi untuk mengubah energi gravitasi potensial menjadi energi kinetik.Pada Model-2 seperti yang ditunjukkan pada Gambar 3(b), pasangan roda gigi di set-up dengan posisi sumbuporos sejajar dalam arah horizontal. Pada lengan roda gigi bagian atas diberikan pegas tarik yang berfungsiuntuk menambah gaya tekan pada tekanan kerja roda gigi yang saling berkaitan. Pada konsep model ini,pegas tarik akan memperbesar gaya tarik ke arah gravitasi, disamping gaya radial yang diberikan oleh massaroda gigi bagian atas. Model-3 yang ditunjukkan pada Gambar 3(c), posisi poros sama dengan pasangan rodagigi Model-1. Pada dudukan bearing, ditambahkan pegas tekan yang bertujuan untuk memberikan elastisitaspada tekanan kerja pasangan roda gigi.
Pada Model-4 yang ditunjukkan pada Gambar 3(d), sumbu poros pasangan roda gigi diposisikan dengankemiringan 45o dalam arah vertikal. Roda gigi diameter kecil diubah fungsinya sebagai penekan. Lengan rodagigi bagian atas diganti dengan pegas tekan. Pada konsep model ini, pegas tekan akan memberikan gayatangensial dalam arah horizontal terhadap roda gigi besar sehingga gigi yang saling terkait akan salingberinteraksi untuk menghasilkan energi mekanik kepada poros. Model-5 yang ditunjukkan pada Gambar3(e), sumbu poros pasangan roda gigi diposisikan sejajar dalam arah vertikal. Pegas tekan yang sekaligusberfungsi sebagai lengan tempat bearing terpasang, akan memberikan gaya tekan pada gigi yang salingterkait. Konsep dari sistem yang ditunjukkan pada 5 model posisi pasangan roda gigi (Gambar 3(a) sd. (e))adalah: bahwa (i) semakin besar massanya maka akan memberikan gaya yang besar ke arah gravitasi (F=m.a), dan (ii) memberikan gaya tekan kearah vektor gaya melalui tekanan kerja roda gigi yang berada dalamposisi ketidak-seimbangan, sehingga terjadi tekanan (P= F/A) yang relatif besar, dan akan menghasilkanenergi dalam bentuk putaran pada kedua roda gigi tersebut.
A. Hasil PengujianBerdasarkan hasil pengujian Model-1 dapat dijelaskan gaya-gaya yang bekerja pada sistem seperti
ditunjukkan pada Gambar 4, dan vektor gaya-gaya pada model-1 ditunjukkan pada Gambar 5.Gaya tangensial (FT) pada sistem roda gigi sangat dipengaruhi oleh Torsi (T) yang berhubungan
dengan daya (P) yang diberikan ke sistem. Pada pengujian sistem, suplai energi (P) direncanakan berdasarkangaya yang diberikan oleh massa ke arah Gravitasi (F=m.a). Apabila F = FR (gaya radial) maka secara teoritisdiperoleh: FR = F = m. a m = 35 kg.
= 35 kg. 9,8 (m/s2) = 343 N
Gaya Tangensial (FT) [17]:
FT = = = 408 (N)
Gaya Normal (FN) :
FN = = = 365 (N)
F
F = m.g
Gambar 4. Gaya-gaya yang bekerjapada Sistem.
FR
FN
FT
450
20o
FT
FNFR
Pitch PointPressure Line
Gambar 5. Vektor Gaya Model-1

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.128-134) 978-602-60766-3-2
133
Berdasarkan hasil tersebut, diperoleh FT = 408 N, FN = 365 N yang lebih besar nilainya dari FR = 343 N,maka seharusnya roda gigi besar pada bagian atas dapat memberikan gaya sentripetal ke poros roda gigibagian bawah untuk menghasilkan energi mekanik poros. Namun demikian, harus diperhatikan bahwa gayatangensial (FT) sangat dipegaruhi oleh daya (P) dan Torsi (T) [17]:
T =.
Dimana P [22]: P = F . V (N. m/s = (J/s)
oleh karena V =0; maka P = 0 dan; Torsi (T ) = 0Maka gaya Tangensial (FT) [17]:
FT =.
FT = 0
Diagram “free body” Model-1 ditunjukkan pada Gambar 6.
Pengujian yang dilakukan terhadap Model-2 sd. Model-5 menunjukkan hasil yang sama sepertiditunjukkan pada diagram Free Body pada Gambar 6. Dengan demikian, hasil pengujian Model-1 sd. Model-5, baik secara eksprimental maupun secara teoritis, tidak dapat menghasilkan energi mekanik poros,sehingga tidak ada gerak abadi.
B. PembahasanPengujian dari 5 model yang telah dilakukan menggunakan konsep sederhana sesuai Hukum Newton
(II), yaitu bila sebuah benda mengalami gaya sebesar F, maka benda tersebut akan mengalami percepatan(Hukum II Newton): F = m.a. Gaya akan menyebabkan perubahan keadaan benda, atau interaksi apapunyang dapat menyebabkan sebuah benda bermassa mengalami perubahan gerak, baik dalam bentuk arah,maupun konstruksi geometris. Dari hasil pengujian, gaya gesek menjadi kendala, terutama pada tekanankerja/sudut kontak roda gigi. Gaya gesek terjadi pada interaksi permukaan gigi-gigi kedua roda gigi yangsaling terkait (gigi terkunci). Gaya gesek (Fg) sangat dipengaruhi oleh koefisien gesekan dan gaya normal(FN) [18]: Fg = µ x FN.
Semakin besar koefisien gesekan (µ) maka akan berbanding lurus dengan besar gaya gesek. Dalampengujian sistem, gaya radial yang sangat dominan pada tekanan kerja gigi (sudut kontak) oleh karenapengaruh massa dan poros yang tidak sejajar, serta posisi pasangan roda gigi dalam ketidak seimbangansehingga gigi-gigi yang yang terkait tidak dapat melakukan peralihan pasangan gigi (terkunci), dan gayatangensial (FT) menjadi 0 (nol). Pada saat gigi mulai dipasangkan untuk memulai usaha peralihan pasangangigi yang terkait, timbul gaya yang relatif besar dalam arah radial (FR)/arah Gravitasi oleh karena pengaruhporos yang tidak sejajar (Model-1, 3, dan 4). Hasil pengujian pada Model-2 dan 5, hasilnya sama. Walaupunposisi sumbu poros sejajar, tetapi oleh karena gaya tekan yang diberikan oleh pegas mengakibatkanpergeseran posisi sumbu poros kearah horizontal sehingga akan semakin mengecilkan nilai gaya normal (FN)dan gaya tangensial (FT).
Kondisi tersebut menunjukkan bahwa semakin kecil gaya nomal (FN) maka akan semakin kecil gayatangensial (FT); FT = FN . . Disamping itu, Daya (P) dan Torsi (T) paling utama untuk menghasilkan gayatangensial (FT) untuk memberikan energi mekanik poros. Berdasarkan hal-hal yang dijelaskan tersebut, makasistem tidak dapat menghasilkan energi kinetik poros, sehingga dapat disimpulkan bahwa sistem yangdibangun (Model-l sd. 5) tidak dapat menghasilkan gerak abadi.
4. KESIMPULANModel yang telah dirancang bangun tidak dapat menghasilkan gerak abadi. Hal tersebut sangat
dipengaruhi oleh faktor gaya-gaya yang bekerja pada sistem, terutama gaya radial (FR) yang sangat dominan
FT A=0
FR A=343 N
FT B=0
FR B=343 N
n = 0
Gambar 6. Diagram Free BodyModel-1
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.128-134) 978-602-60766-3-2
134
mengakibatkan interaksi permukaan gigi-gigi pada kedua roda gigi yang terkait saling terkunci. Daya (P) danTorsi (T) yang diperoleh = 0, sehingga tidak menghasilkan gaya tangensial (FT) untuk ditransfer menjadienergi mekanik poros.
5. REFERENSIAngrist, Stanley. 1968. "Perpetual Motion Machines". Scientific American (1). PP. 115–122.Aspden H., 2004. The physics of Perpetual Motion. Energy Science Limited England.Cengel, A. Y., & Boles, A. M. 2002. Thermodynamics An Engineering Approach, Fourth Edition. McGraw-Hill. New
York.Direktorat Jenderal Geologi Dan Sumber Daya Mineral. 2013. Berita DJGSM: Pengembangan Energi Panas Bumi.
Januari 2013. Jakarta.Kementerian Energi dan Sumber Daya Manusia. 2013 Pusat Data dan Teknologi Informasi Energi dan Sumber daya
Mineral. Kajian Supply Demand Energi.Free Energy: Perpetual Motion Scams are at an All-Time High, What's New, APS. 5 April 2002.
Goldemberg, J. 2004. The Case for Renewable Energies. In: Proceeding International Conferrence forRenewable Energies. February 2004, Bonn. Hal. 1-16.
Halliday, Resnick. 1998. Fisika Edisi Ke 3. Jakarta; Erlangga.Khan, I., Amina, M., Masood, M.I., and Asadullah. 2014. Analysis of ‘free energy’ Perpetual Motion Machine System
Based on Permanent Magnets. International Journal of Smart Grid and Clean Energy. 3 (3): 334-339.Jovan Marjanovic. 2011.” The Secret of Free Energy from the Pendulum”. Veljko Milkovic Research & Development
Center. May 05 2011, Novi Sad, Serbia.Gajbhiye, M., Boke, M., Kelwadkar, A., and Mude, S. 2016. Electrical Energy Harvesting By Using Pendulum Power
Generator. International Research Journal of Engineering and Technology (IRJET). 3 (2): 595-599.Ahmed, M.M., and Naaz, H. 2014. Power Generation through Gravity and Kinetic Energy. International Journal of
Scientific and Research Publications. 4 (1): 1-3.Rajeswari, R.P., Sakthi, S., Bharathi, K., Sasikumar, M., and Srinivasan, S. 2015. Zero Point Energy Conversion for
Self-Sustained Generation. ARPN Journal of Engineering and Applied Sciences. 10 (10): 4326-4333.Ambade, R.S., Prabhakar, R., Tayade, R.S. 2014. A Review on Gravity Power Generation. International Journal ofInnovative Research in Science, Engineering and Technology. 3(4):11084-11086.
Ruwanto, B. 2007. Asas-asas Fisika. Yudistira. Yogyakarta.Chaudhari, S.V. 2015. Collaboration of Gravity Based Theories for Power Generation. International Journal ofInnovative Research in Science, Engineering and Technology. 4(8): 7317-7320.
Sularso dan Suga, K. 2002. Design of Machine Elements. Pradnya Paramita. Jakarta.Tipler. 2001. Fisika Sains dan Teknik. Erlangga. Jakarta.Troy D., Philip. 2004. Balance This. San Antonio, Texas.Tsaousis, D. 2008. Perpetual Motion Machine. Journal of Engineering and Technology Review I. pp. 53-57.Vidhan Srivastava, Sumit Chaudhary, Shailesh M. Pandey, Kulvinder Rana. 2012. Gravity Power Generation. IJMRS.
International Journal of Engineering Sciences. 1(3).Priyambodo, T.K., Jati, B.M.K., 2008. Fisika Dasar. Andi. Yogyakarta.
6. UCAPAN TERIMA KASIHPenulis mengucapkan terima kasih dan penghargaan yang setinggi-tingginya kepada Direktorat Jenderal
Penguatan Riset dan Pengembangan, Kementerian Riset, Teknologi, dan Pendidikan Tinggi yang telahmendanai penelitian ini.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.135-139) 978-602-60766-3-2
135
PEMETAAN POTENSI AGROINDUSTRI DI WILAYAH PERBATASAN NKRI-TIMORLESTE SEBAGAI UPAYA MENGEMBANGKAN EKONOMI MASYARAKAT
Anang Lastriyanto1), Abu Bakar Sambah1), Yuki Firmanto1), Denny Widhiyanuriyawan1), Novianti Adi Rohmanna2)
1)Dosen Universitas Brawijaya, Malang2)Mahasiswa Pascasarjana Universitas Brawijaya, Malang
ABSTRACT
The purpose of this research is knowing about the base of problem about economy, ecology, and social aspecton Manusasi Village, Timor Tengah Utara, NTT based on IDM and knowing superior potential of village that used forupgrade economy, ecology, and social aspect so increase of IDM. Methods is used quantitative and qualitative methodvia study case, literature study and forum group discussion. Result this research indicated the problems on Manusasivillage dominated by accessbility from economy, social and culture aspect. From this problems needed development ofManusasi Village based on IDM such as increase sale value of agricuktural crop.
Keywords: agroindustry, economy, ecology, IDM, social
1. PENDAHULUANDesa Manusasi merupakan salah satu desa pilot project pengembangan desa perbatasan yang
mewakili wilayah Nusa Tenggara Timur. Pemilihan Desa Manusasi sebagai salah satu desa pilot projectdidasarkan pada rekomendasi yang diberikan oleh Yayasan Mitra Tani Mandiri., yaitu sebuah LembagaSwadaya Masyarakat (LSM) yang bergerak dalam bidang pertanian dan pemberdayaan masyarakat pedesaandi Nusa Tenggara Timur. Desa Manusasi berbatasan langsung dengan Timor Leste dan berjarak 40 km daripusat kota Kefamenanu, dan sekitar 8 km dari pusat Kota Eban-ibukota Kecamatan Kefamenanu. Secarageografis desa Manusasi berada pada ketinggian lebih dari 700 m diatas permukaan laut (BPS, 2016),sehingga memiliki potensi yang cukup besar untuk dikembangkan tanaman perkebunan seperti jeruk, kemiri,jambu mente, bawang putih, dan lain sebagainnya. Hasil tanaman perkebunan tersebut merupakan komoditasunggulan wilayah Desa Manusasi yang menajdi salah satu sumber ekonomi masyarakat setempat.
Berdasarkan data RKP-DES Desa Manusasi tahun 2017, pada tahun 2015-2016 hasil produksi buahjeruk mencapai 44,9 ton, pisang mencapai 2,2 ton, ubi kayu mencapai 209 ton, dan jagung mencapai 31 ton.Tingginya tingkat produksi tanaman perkebunan menunjukkan bahwa sektor pertanian memiliki potensi yangcukup baik untuk dikembangkan sebgai salah satu sumber mata pencaharian masyarakat setempat. Akantetapi,tingginya potensi alam yang terdapat pada Desa Manusasi belum mampu menjadi pemicu kesejahteraanmasyarakat diwilayah tersebut akibat adanya suatu kendala.
Salah satu jenis kendala tersebut adalah ketimpangan sumberdaya, baik itu human capital maupunfinancial capital serta rendahnya keterampilan sumber daya manusia yang mampu menjadi penghambat dalammengembangkan potensi alam. Hal tersebut mengakibatkan para petani diwilayah Desa Manusasi hanyabergantung pada hasil produksi pertanian tanpa dilakukan pengolahan pascapanen. Selain terbatasnyaketerampilan sumber daya manusia, minimnya sarana prasarana yang tersedia untuk mengembangkan produksehingga bernilai tinggi juga menjadi kendala utama dalam proses pengolahan pascapanen hasil pertanian. Halini berdampak pada buruknya ekonomi dan kesejahteraan masyarakat setempat sehingga sangat tidak baikuntuk wilayah yang surplus sumberdaya alam.
Berdasarkan dasar pemikiran tersebut, Tim Universitas Brawijaya secara prinsipil berusahamengembangkan desa perbatasan sehingga diharapkan mampu berkontribusi dalam meningkatkankesejahteraan masyarakat. Dalam hal ini, upaya untuk mengentaskan kemiskinan dan ketimpangan melaluipendampingan dan memotivasi masyarakat untuk terus bergerak dan melangkah optimis adalah kunci utamakegiatan. Adapun tujuan Tim Universitas Brawijaya sekaligus manfaat yang didapatkan adalah mengetahuipermasalahan dasar yang berhubungan sektor ekonomi, ekologi dan sosial Desa Manusasi, Timor TengahUtara, NTT berdasarkan indikator Indeks Desa Membangun (IDM) serta mengetahui potensi unggulan desayang bisa digunakan untuk meningkatkan (aspek sosial, ekonomi, dan ekologi) sehingga dapat meningkatkanIDM.
1 Korespondensi penulis: Anang Lastriyanto, Telp 08123393555, [email protected]

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.135-139) 978-602-60766-3-2
136
2. METODE PENELITIANPendekatan PenelitianStudi kasus kegiatan dilakukan disalah satu pilot project pengembangan desa perbatasan yaitu di DesaManusasi, Kecamatan Miomaffo Barat, Kabupaten Timor Tengah Utara, Provinsi Nusa Tenggara Timur.Pendekatan yang dilakukan secara kualitatif, yaitu dengan menyelidiki, menemukan, mengambarkan, danmenjelaskan kualitas dan keistimewaan dari pengaruh sosial yang tidak dapat dijelaskan, diukur, ataudigambarkan melalui pendekatan kuantitatif. Selain menggunakan pendekatan kualitatif, penelitian ini jugamenggunakan pendekatan kuantitatif untuk mengukur indeks Desa Membangun (Saryono, 2010).Sumber DataData yang digunakan pada kegiatan ini data primer dan data sekunder. Adapun data primer adalah data yangdidapat langsung dari hasil observasi lapangan, sementara data sekunder berupa studi pustaka, intuitif-subjektif, data hasil FGD (Forum Group Discussion), serta laporan historis yang telah tersusun dalam arsipbaik yang dipublikasikan maupun yang tidak dipublikasikan.Metode AnalisisData-data yang diperoleh dari studi kasus kemudian disusun. Data kemudian dianalisa secara bolak balik danberinteraktif, yang terdiri dari: pengumpulan data, reduksi data, penyajian data, pemaparan dan penegasankesimpulan. Perhitungan Indeks Desa Membangun berdasarkan pada persamaan berikut:= 13 ( + + )Keterangan:
IDM = Indeks Desa MembangunIKS = Indeks Ketahanan SosialIKE = Indeks Ketahanan EkonomiIKL = Indeks Ketahanan Lingkungan (Ekologi)
Berdasarkan rumus perhitungan tersebut, kemudian setiap variabel diturunkan kedalam bentuk indikator(Permendesa No. 6 Tahun 2016). Kemudian lebih lanjut, total skor indikator ditransformasikan ke dalamindeks dengan nilai 0 – 1. = ( )Keterangan:Y = Komponen indeks yang terdiri dari IKL, IKE, dan IKSX = Indikator (X)
.3. HASIL DAN PEMBAHASANKondisi Objektif Desa
Secara administratif Desa Manusasi termasuk dalam wilayah Kecamatan Miomaffo Barat KabupatenTimor Tengah Utara Provinsi Nusa Tenggara Timur. Desa Manusasi merupakan daerah dataran tinggi denganketinggian antara 1200 mdpl dan kondisi alam yang terdiri dari lembah dan perbukitan dengan curah hujanrata-rata 1.164 Mm/tahun dan jumlah bulan hujan 4 bulan, suhu harian rata-rata 24,300C. Topografi DesaManusasi berbukit-bukit dengan dataran tersebar secara sporadik pada gugusan yang sempit diapit datarantinggi atau perbukitan. Lahan kemiringan 15%-40% mencapai luasan 38,07% dan lahan dengan kemiringanlebih dari 40% mencapai 35,46%.
Kondisi geomorfologis yang demikian menyebabkan pertanian pada dataran sangat terbatas padapertanian lahan kering. Pertanian lahan kering banyak dilakukan pada daerah-daerah dengan kemiringan yangcuram sehingga produktivitas menjadi rendah. Sekalipun demikian, Desa Manusasi tetap memiliki potensibesar pada sub sektor perkebunan. Dukungan suhu yang sejuk menjadikan beberapa komoditas dapatberkembang pesat di Desa Manusasi. Dilihat dari berbagai keistimewaan yang dimiliki desa ini, DesaManusasi memiliki potensi yang bagus untuk dikembangkannya sektor pertanian modern. Ketersediaansumber mata air yang terus mengalir menjadi kunci utama proses pengembangannya. Tidak hanya itu, kualitastanah yang baik meskipun terletak pada dataran yang curam juga menjadi modal dasar untukmengembangkannya. Ketersediaan listrik juga menjadi faktor kunci yang tidak bisa dielakkan. Oleh karena itu,peluang Desa Manusasi untuk bergerak maju dengan lebih cepat, agaknya menjadi semakin mudah untuk

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.135-139) 978-602-60766-3-2
137
direalisasikan. Tinggal bagaimana kondisi sumberdaya manusia (human resources) yang ada dapatmenggiring pada arah itu.
Akan tetapi, apabila dilihat dari kondisi sumberdaya manusia Desa Manusasi 99,9% penduduk DesaManusasi bekerja pada sektor pertanian. Bahkan hasil observasi lapangan menunjukkan, bagi petani DesaManusasi tidak ada lagi alternatif pekerjaan yang tersedia, sehingga sepenuhnya, masyarakat Desa Manusasiyang berprofesi sebagai petani, adalah murni seorang petani. Kondisi demikian, tentu menganduk dampakganda; positif sekaligus negatif. Dampak positifnya, produktivitas petani akan sangat tinggi akan tetapiapabila terjadi bencana alam maka kegiatan ekonomi di Desa Manusasi ini akan berhenti karena sebagianbesar masyarakat bekerja sebagai petani.
Oleh karena itu, sangat penting untuk diciptakan lapangan pekerjaan baru yang mudah untukditerapkan di Desa Manusasi ataupun pemberdayaan masyarakat sehingga mampu membentuk ekonomimandiri yang tidak hanya bergantung pada penjualan produk segar hasil panen. Selain itu, memberikansosilaisasi akan pentingnya pendidikan juga menjadi salah satu faktor penting dan merupakan upaya jangkapanjang berkenaan dengan human capital. Namun jika di lihat lebih jauh, desa ini memiliki potensi lain yaitusektor ternak. Maka peningkatan sumberdaya manusia yang kompeten dalam bidang pertanian maupunperternakan sangat dibutuhkan.Indeks DesaMembangun
Indeks Desa Membangun mengklasifikasi Desa dalam lima (5) status, yaitu: (i) Desa SangatTertinggal; (ii) Desa Tertinggal; (iii) Desa Berkembang; (iv) Desa Maju; dan (v) Desa Mandiri. KlasifikasiDesa tersebut untuk menunjukkan keragaman karakter setiap Desa dalam rentang skor 0,27 – 0,92 IndeksDesa Membangun. Klasifikasi dalam 5 status Desa tersebut juga untuk menajamkan penetapan statusperkembangan Desa dan sekaligus rekomendasi intervensi kebijakan yang diperlukan. Dengan nilai rata-ratanasional Indeks Desa Membangun 0,566 klasifikasi status Desa ditetapkan dengan ambang batas sebagaiberikut:
1. Desa Sangat Tertinggal : < 0,4912. Desa Tertinggal : > 0,491 dan < 0,5993. Desa Berkembang : > 0,599 dan < 0,7074. Desa Maju : > 0,707 dan < 0,8155. Desa Mandiri : > 0,815
Perhitungan indeks dilakukan dengan memperhatikan tiga aspek keberlajutan dalam suatu kawasan atauwilayah yaitu sosial, ekonomi, dan lingkungan. Pada kasus Desa Manusasi, perhitungan Indeks DesaMembagun (IDM) dilakukan melalui kegiatan forum group discussion (FGD) dengan tokoh kunci DesaManusasi yang terdiri dari ketua BPD,Linmas desa, KaUr Pengelolaan data dan evaluasi, Ketua RW, KAseksi kasi ekonomi, ketua RT, dan Tetua desa. Berdasarkan hasil perhitungan Indeks Desa Membangundidapatkan hasil indeks 0.6 dengan keterangan desa berkembang. Faktor yang paling tinggi adalah faktorekologi dengan indeks 0.86 dimana selain kondisi alam yang masih asri penanganan terhadap bencana dapatdengan cepat ditangani. Faktor Sosial mendapatkan nilai 0.66 dengan faktor aksesbilitas yang palingmempengaruhi rendahnya nilai. Faktor yang paling rendah adalah faktor ekonomi dimana hanya mendapatindeks 0.3 hal ini disebabkan oleh rendanya kegiatan ekonomi baik produksi maupun perdagangan itudikarenakan Desa Manusasi berada berbatasan dengan Negara Timor Leste sehingga akses ekonomi sulitberkembang.
Berdasarkan variabel IDM, dapat pula diketahui bahwa permasalahan yang ada di Desa Manusasididominasi oleh permasalahan aksesbilitas baik dari segi ekonomi, sosial dan budaya itu dikarenakan kondisijalan yang buruk serta kondisi alam yang berbukit membuat akses menuju desa sulit dijangkau. Permasalahanlain yang ada di Desa manusasi juga terdapat pada pegelolaan hasil pertanian yang menyebabkan rendahnyapendapatan masyarakat padahal Desa Manusasi memiliki banyak potensi. Dari permasalahan yang timbuldirumuskan beberapa perencanaan yang dibutuhkan dalam pembangunan Desa Manusasi berdasarkan indeksdesa membangun (IDM) melalui kegiatan forum group discussion (FGD) dengan tokoh kunci desa sehinggadidapatkan beberapa alternatif-alternatif rencana. Berdasarkan dari alternatif-alternatif rencana yang tersusun,didapatkan 16 prioritas rencana diurutkan berdasarkan alternatif rencana yang paling dibutuhkan sampaipaling tidak dibutuhkan oleh masyarakat Desa Manusasi yaitu diantaranya adalah perbaikan jembatan,pembelajaran terkait kebencanaan dan pembangunan lembaga kebencanaan, penambahan tenaga kesehatandan anggaran, sosialisasi kegiatan pertanian, perbaikan sistem kelola keamanan, peningkatan nilai jual hasilpasca panen, pengadaan rumah dinas kades, perbaikan perkerasan jalan, pembangunan lumbung desa,pembangunan balai dusun, pembangunan lapangan sepak bola, perbaikan pos, peningkatan kualitas PAUD,

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.135-139) 978-602-60766-3-2
138
pembangunan lembaga kredit milik desa, pembangunan perpustakaan, dan penambahan armada transportasiumumSurvei Agroindustri
Data agroindustri di Desa Manusasi diperoleh dari wawancara kepada tiga narasumber utama yaitu:Nama Pemilik Nama Industri
Yuliana Fay Keripik Pisang, Talas, dan SingkongSerefina Kollo Minyak Rematik dan Jamu InstanPatronela Fai Keripik Pisang, Talas, dan SingkongBerdasarkan hasil observasi mendalam yang dilakukan diperoleh beberapa hal yang menjadi kendala dalampengembangan agroindustri di Desa Manusasi. Secara umum, kebutuhan human capital (modal manusia) yangdari aspek keterampilan manajemen sangat dibutuhkan, baik dari manajemen pra-produksi (bahan baku),proses pengolahan, maupun pemasaran. Pada kenyataanya hingga saat ini, ketiga proses tersebut masihberjalan dengan sangat sederhana, sehingga berdampak langsung pada pendapatan pelaku industri meskipunapabila dibandingkan dengan desa Noeltoko, Desa Manusisi sudah memiliki saluran listrik. Oleh karena itu,seharusnya poin ini mampu menjadi modal besar bagi Desa Manusisi untuk berkembang dengan pesat.
Selain sudah terdapat listrik, Desa Manusisi memimiliki potensi bahan baku yang melimpah.Banyaknya bahan baku juga merupakan keberuntungan tersendiri bagi para pelaku industri kecil meskipunterkadang perubahan cuaca menjadi salah satu ancaman serius para pelaku industri dalam memenuhi bahanbaku produksi. Akan tetapi terdapat alternatif yang dapat dilakukan untuk mengatasi permasalahn tersebutseperti mengaplikasikan mode pertanian modern yang juga membutuhkan sumberdaya manusia yang ungguldan berkelanjutan. Sementara itu, berkenaan dengan program pegembangan agropolitan di perdesaan, parapelaku industri begitu antusias dengan program tersebut. Hal ini tentu bisa jadi modal kuat untukmemperkenalkan dan mensosialisasikan agropolitan di Desa Manusasi. Keterbukaan masyarakat sertakemauan para pelaku industri kecil menerima masukan dan pembaruan menjadi salah satu hal positif untukmeningkatkan kesejahteraan masyarakat, sehingga tinggal bagaimana program pemberdayaan itu dilaksanakansecara simultan dan berkelanjutan.
4. KESIMPULANDesa Manusasasi merupakan salah satu pilot project pengembangan desa perbatasan. Pemilihan Desa
Manusasi lebih didasarkan atas rekomendasi yang diberikan oleh Yayasan Mitra Tani Mandiri (YMTM) yangmerupakan LSM yang bergerak dalam bidang pertanian masyarakat desa di Nusa Tenggara Timur. DesaManusasi memiliki potensi alam yang cukup besar, akan tetapi belum termanfaatkan secara maksimal untukmeningkatkan kesejahteraan masyarakat setempat. Berdasarkan variabel IDM, diketahui bahwa permasalahanyang ada di Desa Manusasi didominasi oleh permasalahan aksesbilitas baik dari segi ekonomi, sosial danbudaya itu dikarenakan kondisi jalan yang buruk serta kondisi alam yang berbukit membuat akses menujudesa sulit dijangkau. Dari permasalahan yang timbul dirumuskan beberapa perencanaan yang dibutuhkandalam pembangunan Desa Manusasi berdasarkan indeks desa membangun (IDM) diantaranya adalahperbaikan jembatan, pembelajaran terkait kebencanaan dan pembangunan lembaga kebencanaan, penambahantenaga kesehatan dan anggaran, sosialisasi kegiatan pertanian, perbaikan sistem kelola keamanan, peningkatannilai jual hasil pasca panen.
5. DAFTAR PUSTAKABadan Pusat Statistik. 2017. Berita Resmi Statistik: No. 66/07/Th.XX, 17 Juli 2017 Profil Kemiskinan di Indonesia Maret
2017”. Online: https://www.bps.go.id/website/brs_ind/brsInd-20170717114702.pdf [diakses pada tanggal 26September 2017]
Badan Pusat Statistik. 2017. Berita Resmi Statistik: No. 79/08/Th. XIX, 19 Agustus 2016 “Tingkat KetimpanganPengeluaran Penduduk Indonesia” Online: https://www.bps.go.id/website/brs_ind/brsInd-20160822101438.pdf[diakses pada tanggal 26 September 2017]
Badan Pusat Statistik. 2016. Statistik Daerah Kecamatan Miomaffo Barat. Timur Tengah Utara: BPS
Badan Pusat Statistik. 2015. Timor Tengah Utara dalam Angka. Timur Tengah Utara: BPS
Kementerian Desa, Pembangunan Daerah Tertinggal dan Transmigrasi. 2015. Indeks Desa Membangun 2015. Jakarta:Kementerian Desa dan PDTT.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.135-139) 978-602-60766-3-2
139
Peraturan Menteri Desa, Pembangunan Daerah Tertinggal, dan Transmigrasi Republik Indonesia, No. 6 Tahun 2016[berkas salinan]. http://www.keuangandesa.com/wp-content/uploads/2016/04/Permendesa-Nomor-02-Tahun-2016-Indeks-Desa-Membangun.pdf [diunduh pada tanggal 13 September 2017]
Saryono. 2009. Metode Penelitian Kesehatan Penuntun Praktis Bagi Pemula. Yogyakarta: Mitra Cendikia Press
Sukmadinata. 2006. Metode Penelitian Pendidikan. Bandung: Remaja Rosdakarya
6. UCAPAN TERIMA KASIHTerimakasih kepada Lembaga Penelitian dan Pengabdian Kepada Masyarakat Universitas Brawijaya
(LPPM UB) yang telah mendanai kegiatan ini sehingga kegiatan ini dapat berlangsung dengan sukses.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.140-146) 978-602-60766-3-2
140
ANALISA PEMANFAATAN POTENSI SUHU AIR LAUT DAN SEBAGAI SUMBERENERGI TERBARUKAN MENGHASILKAN ENERGI LISTRIK
Andi Adam Azwardan1), Rizky Try Rachma Dani 2)
Mahasiswa Konsentrasi Teknik Pengolahan Gas, Program Studi Teknik Konversi Energi, Jurusan Teknik Mesin,LNG Academy – Politeknik Negeri Jakarta,
ABSTRACT
Ocean Thermal Energy Conversion (OTEC) power-plant system can be classified into three types, those are opencycle, closed cycle, and hybrid cycle. OTEC close cycle consists of some components, such as evaporator, condenser,turbine, pump and electric generator. Generally, the working fluid used in this system is ammonia that has boilingtemperature around -33,18oC which is considerably low compared to water 100oC at 1 atm. Ammonia will undergoevaporating process because the heat transfer occurs between ammonia and warm seawater with temperature around26-32oC.In condenser ammonia will be condensed into saturated liquid due to the heat transfer with cold seawater attemperature around 4-8oC. Ammonia then will be pumped into evaporator and the cycle is repeated. The result ofthis research shows that ammonia as working fluid to be applied on OTEC power plant closed cycle. At design withthe temperature cold seawater out from condenser 6,25oC, it produces the net power 0,7 MW at ratio between warmseawater and cold seawater mass flow rate 0,5, with value of warm seawater mass flow rate 250 kg/s and coldseawater mass flow rate 500 kg/s.
Keywords: : Ocean Thermal Energy Conversion (OTEC), Close Cycle, Turbin and pump.
1. PENDAHULUANEnergi terbarukan adalah sumber energi yang berasal dari sumber daya alam yang secara kontinu
terus menerus selalu ada, Energi terbarukan akan menggantikan energi fosil yang lambat laun akanpunah/habis seperti (minyak bumi, gas alam dan batubara). Sumber daya energi tersebut dapatdikembangkan dan dilakukan dengan aman dan tidak mengancam kehidupan biota laut. Dimana sumberdaya energi kelautan merupakan sumber energi terbarukan yang berasal dari laut dan perairan. Indonesia.Indoesia adalah negara kepulauan yang wilayahnya sebagian besar adalah laut, selat dan teluk. Potensienergi kelautan sangat besar di negara yang memiliki lautan yang luas. Beberapa sumber daya energikelautan, seperti: energi pasang surut air laut, gelombang laut (ombak), arus laut (arus bawah laut) danenergi panas laut. Di Indonesia, semua energi kelautan tersebut masih dalam tahap penelitian, sedangkandi beberapa Negara (Eropa, Amerika Serikat, Kanada, Jepang, Korea, India dan Afrika) energi-energi inisudah dikembangkan. Dari energi terbarukan yang ada di Indonesia Ocean Thermal Energy Conversion(OTEC) merupakan konversi energi panas suhu air laut menjadi energi listrik memanfaatkan siklusperbedaan suhu temperature air laut dengan suhu laut kedalaman, peraian wilayah pulau tarakan danbunyu adalah daerah yang dilalui khatulistiwa dimana daerah tersebut menghasilkan perbedaan air suhupermukaan dan air suhu kedalaman. Pemanfaatan potensi suhu panas air laut sebagai sumber energiterbarukan menghasilkan daya pada pompa, turbin dan generator menghasilkan energi listrik. Beberapahal yang akan dilakukan dalam penelitian yakni Perhitungan daya turbin dan daya pompa dan dayagenerator. Lokasi penelitian adalah di wilayah Indonesia Tengah (khususnya perairan wilayah Bontang)dan data yang dipakai adalah data sekunder.
2. METODE PENELITIAN / PELAKSANAAN PENGABDIANKonsep penelitian ini dalam bentuk diagram alir seperti pada gambar 2.1. Pada diagram alir dijelaskantentang konsep dari penelitian memberikan gambaran energi terbarukan dengan suhu panas air lautsebagai pengganti bahan bakar fosil yaitu minyak, gas alam, batu bara dan lain-lainnya yang diperkirakanatau diprediksi akan habis. Maka dari itu energi terbarukan suhu panas air laut adalah solusi untukmengatasi kelangkaan atau habisnya bahan bakar yang dapat diperbaharui pada tahun yang akan datang.Didalam penelitian ini difokuskan pada energi terbarukan suhu panas air laut dimana suhu panas air lautadalah sebagai sumber energi yang dapat diperbaharui tidak pernah punah ataupun habis dan menghitungbesar daya yang dihasilkan oleh turbin maupun pompa pada siklus, (Abdul K., 1995).
1 Korenspondensi: [email protected]
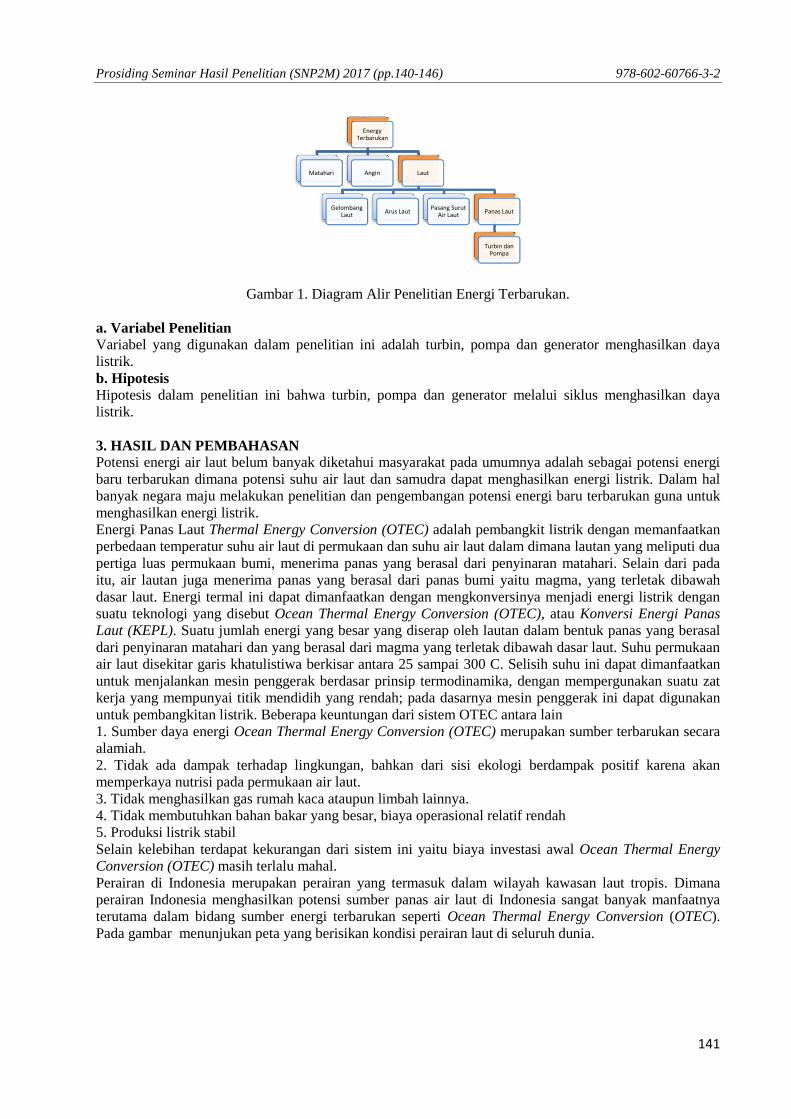
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.140-146) 978-602-60766-3-2
141
Gambar 1. Diagram Alir Penelitian Energi Terbarukan.
a. Variabel PenelitianVariabel yang digunakan dalam penelitian ini adalah turbin, pompa dan generator menghasilkan dayalistrik.b. HipotesisHipotesis dalam penelitian ini bahwa turbin, pompa dan generator melalui siklus menghasilkan dayalistrik.
3. HASIL DAN PEMBAHASANPotensi energi air laut belum banyak diketahui masyarakat pada umumnya adalah sebagai potensi energibaru terbarukan dimana potensi suhu air laut dan samudra dapat menghasilkan energi listrik. Dalam halbanyak negara maju melakukan penelitian dan pengembangan potensi energi baru terbarukan guna untukmenghasilkan energi listrik.Energi Panas Laut Thermal Energy Conversion (OTEC) adalah pembangkit listrik dengan memanfaatkanperbedaan temperatur suhu air laut di permukaan dan suhu air laut dalam dimana lautan yang meliputi duapertiga luas permukaan bumi, menerima panas yang berasal dari penyinaran matahari. Selain dari padaitu, air lautan juga menerima panas yang berasal dari panas bumi yaitu magma, yang terletak dibawahdasar laut. Energi termal ini dapat dimanfaatkan dengan mengkonversinya menjadi energi listrik dengansuatu teknologi yang disebut Ocean Thermal Energy Conversion (OTEC), atau Konversi Energi PanasLaut (KEPL). Suatu jumlah energi yang besar yang diserap oleh lautan dalam bentuk panas yang berasaldari penyinaran matahari dan yang berasal dari magma yang terletak dibawah dasar laut. Suhu permukaanair laut disekitar garis khatulistiwa berkisar antara 25 sampai 300 C. Selisih suhu ini dapat dimanfaatkanuntuk menjalankan mesin penggerak berdasar prinsip termodinamika, dengan mempergunakan suatu zatkerja yang mempunyai titik mendidih yang rendah; pada dasarnya mesin penggerak ini dapat digunakanuntuk pembangkitan listrik. Beberapa keuntungan dari sistem OTEC antara lain1. Sumber daya energi Ocean Thermal Energy Conversion (OTEC) merupakan sumber terbarukan secaraalamiah.2. Tidak ada dampak terhadap lingkungan, bahkan dari sisi ekologi berdampak positif karena akanmemperkaya nutrisi pada permukaan air laut.3. Tidak menghasilkan gas rumah kaca ataupun limbah lainnya.4. Tidak membutuhkan bahan bakar yang besar, biaya operasional relatif rendah5. Produksi listrik stabilSelain kelebihan terdapat kekurangan dari sistem ini yaitu biaya investasi awal Ocean Thermal EnergyConversion (OTEC) masih terlalu mahal.Perairan di Indonesia merupakan perairan yang termasuk dalam wilayah kawasan laut tropis. Dimanaperairan Indonesia menghasilkan potensi sumber panas air laut di Indonesia sangat banyak manfaatnyaterutama dalam bidang sumber energi terbarukan seperti Ocean Thermal Energy Conversion (OTEC).Pada gambar menunjukan peta yang berisikan kondisi perairan laut di seluruh dunia.
EnergyTerbarukan
Matahari Angin Laut
GelombangLaut Arus Laut Pasang Surut
Air Laut Panas Laut
Turbin danPompa

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.140-146) 978-602-60766-3-2
142
Gambar 2. Penyebaran Panas Permukaan laut didunia(Sumber : otecnews.org)
Prinsip Kerja Ocean Thermal Energy Conversion(OTEC)Sistem power Ocean Thermal Energy Conversion (OTEC) dapat dibagi kedalam dua kategori siklustertutup (closed cycle) dan siklus terbuka (open cycle).Pada siklus tertutup (closed cycle), fluida kerja(working fluid) di pompa ke dalam evaporator setelah mengalami kondensasi. Pada Siklus terbuka (Opencycle) merupakan pelopor dari variasi siklus Ocean Thermal Energy Conversion (OTEC), dimana padasiklus terbuka (Open cycle) berhubungan pada penggunaan air lautsebagai fluida kerja (working fluid).Sebuah skema di bawah merupakan gambaran umum komponen-komponenyang ada di model OceanThermal Energy Conversion (OTEC) siklus terbuka. Siklus tersebut merupakan dasar dari siklus Rankineyang mengkonversi energi panas (thermalenergy) dari air hangat permukaan menjadi energi listrik. Dalamsiklusnya, air laut yang hangat dilewatkan kedalam ruang evaporasi, dimana bagian dari air laut dikonversi ke dalam uap bertekanan rendah. Uapnya kemudian dilewatkan melalui turbin, dimanamengekstraksi energi, lalu kemudian keluar kedalam kondensor. Sebaliknya, air yang mengalamikondensasi dapat digunakan sebagai desalinisasi air karena tidak dikembalikan kedalam evaporator.
Gambar 3. Ocean Thermal Energy Conversion (OTEC)siklus tertutup (closed cycle)(Sumber: otecnews.org)
Siklus Tertutup (Closed cycle) merupakan proses dimana heat digunakan untuk mengevaporasikan fluidapada tekanan yang tetap di dalam sebuah tangki pemanas atau evaporator, dimana uap masuk ke pistonmesin atau turbin dan berekspansi melakukan kerja. Uap keluar kemudian masuk ke dalam suatu wadahdimana heat ditransfer dari uap ke cairan pendingin, menyebabkan uap terkondensasi menjadi cair lalucairan tersebut dipompa kembali ke dalam evaporator untuk melengkapi siklus.
Gambar 4. Siklus Rankine yang diterapkan pada Ocean Thermal Energy Conversion (OTEC)(Sumber: chrismcmahon.net)
Siklus Rankine pada gambar.4 menunjukkan perbedaan tekanan dan suhu dari waktu ke waktu pada saatberlangsungnya sistem Ocean Thermal Energy Conversion (OTEC), dimana fluida kerja (working fluid)yang mengalir ke evaporator akan di evaporasikanter lebih dahulu hingga suhu dan tekanan tertentusehingga dapat menggerakkan turbin lalu dialirkan kembali kekondensator untuk dijadikan cair kembalidengan suhu dan tekanan yang telah diatur, (Avery et.al, 1994)

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.140-146) 978-602-60766-3-2
143
Tabel 1. Karakteristik Fluida Penggerak Ammonia
No Properties Nilai Satuan1 Rumus kimia NH32 Massa molekul 17,031 g/mol3 Titik didih (1atm) -33,18 oC
4 Temperatur kritikal 132,4 oC
5 Tekanan kritikal 11333 kPa6 Densitas kritikal 225 kg/m3
Gambar 5. diagram T-S Ammonia
Perhitungan Tekanan dan Daya Pompa Air LautDari persamaan Energi Grade Line (EGL) dan Head Loss pada pipa didapatkan rumusan seperti berikut,
( 1 + 1 122+ 1) - ( 2 + 2 222+ 2) = Σℎ +ΣℎDimana, P (tekanan), (massa jenis fluida), v (kecepatan fluida), g (percepatan gravitasi), z (ketinggian),hl (head loss mayor), dan hlm (head loss minor).Σℎ = 22 , dimana f (friction factor), L (panjang pipa), D (diameter pipa)Σℎ = 22+ 22 , dimana K(loss coefficient), (equivalent length of pipe)
Dengan Asumsi yang digunakan adalah aliran dalam keadaan steady, aliran berupa incompressible flow,viskositas dinamik dan massa jenis air laut konstan. Melalui rumusan diatas akan dihitung kebutuhan dayapompa untuk air laut hangat dan air laut dingin pada setiap variasi laju aliran massa yang digunakan.Dengan parameter yang sudah ditetapkan seperti berikut,P2 = 0 (gage) Pa, g = 9,81m/s2 , z1 = 0, z2 = 2m, = 1025 kg/m3, L = 20 m (vertikal) dan 10m(horisontal), D = 0,5m, f = 0,02 (untuk smooth pipes), K = 0,28(rounded entrance), = 8 (gate valve)dan 30 (standart elbow 90o ) berdasarkan buku introduction to fluid mechanics, Fox and Mc Donald.Dengan mengambil contoh perhitungan pada laju aliran massa 250 kg/s atau pada rasio 0,5 didapatkankecepatan linear menurut rumusan berikut,
Gambar 6. Skema Pompa Air Laut Hangat

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.140-146) 978-602-60766-3-2
144
ṁ = . .= ṁ. = 2501025 0.19625 = 1.24 /Dengan meninjau sistem diatas, v1=v2 maka persamaan menjadi seperti pada berikut :( − − 2 = 2 + 2 + 2 )− = 2 + 2 + 2 + 2= 0.027 300.5 1.242 + 0.281.242 + 0.027(8 + 30) 1.242 + 9.81 2 1025= 0.224 ( ) = 1.24 ( )
Gambar 7. Skema Pompa Air Laut Dingin
P2 = 0 (gage) Pa, g = 9,81m/s2 , z1 -z2 = 2m, = 1025 kg/m3, L = 802 m (vertikal) dan 20m (horisontal),D = 0,6m, f = 0,024 (untuk smooth pipes), K = 0,28(rounded entrance), = 8 (gate valve) dan 30(standart elbow 90o ) berdasarkan buku introduction to fluid mechanics, Fox and Mc Donald. Denganmengambil contoh perhitungan pada laju aliran massa 500 kg/s didapatkan kecepatan linear menurutrumusan berikut, ṁ = . .= ṁ. = 5001025 0.19625 = 1.72 /Dengan meninjau sistem diatas, v1=v2 maka persamaan menjadi seperti pada berikut :( − − 2 = 2 + 2 + 2 )− = 2 + 2 + 2 + 2= 0.0248220.6 1.722 + 0.281.722 + 0.024(8 + 30) 1.722 + 9.81 2 1025= 1.81 ( )Air laut masuk evaporator pada temperatur 28oC dan masuk kondenser pada temperatur 5oC. Berdasarkanpersamaan termodinamika untuk menghitung daya pompa dengan laju alir masa 250 kg/s, diperolehrumusan seperti berikut, = . ( − )= 250 . 0.0010038 (1.8). 10 . 110 = 31

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.140-146) 978-602-60766-3-2
145
Sedangkan untuk menghitung daya pompa air laut dingin, digunakan parameter seperti berikut, merupakan laju aliran massa air laut dingin sebesar 500 kg/s , v1 sebesar 0,001 m3/kg, dan tekanan pompa
sebesar 1,81 bar. Dari data ini diperoleh,= 5000 . 0.001 (1.8). 10 . 110 = 90Perhitungan akan dilakukan pada Tc out Kondenser 6,25oC ratio 0,5 dengan 250 /
=500 / . Laju aliran massa fluida sebesar 185,25 kg/s. Analisa dimulai dari bagian masukturbin, tekanannya adalah 8,57 bar pada temperatur 26,5oC pada kondisi superheated. Denganmenggunakan Computer Aided Termodinamic Table untuk ammonia diperoleh h1=1643,1 kJ/kg dan s1=5,9181kJ/kg.K.Kondisi 2 ditetapkan oleh P2 = 7,2 bar dan entropi spesifik konstan untuk ekspansi yang adiabatik danreversibel secara internal melalui turbin. Dengan menggunakan data cairan jenuh dan uap jenuh dariComputer Aided Termodinamic Table, kualitas pada kondisi 2 adalah= −− = 5.9181 − 1.71395.9102 − 1.7139 = 1.0019ℎ = ℎ + ℎ = 411.57 + 1.0019 . 1207,63 = 1621.5 /Kondisi 3 berada pada daerah subcooled dengan tekanan 7,2 bar dan temperatur 12oC sehingga h3 =399,14 kJ/kg.Kondisi 4 ditetapkan oleh tekanan boiler P4 dan entropi spesifik s4 = s3. Enthalpi spesifik h4 dapatdihitung melalui interpolasi dalam tabel cairan hasil kompresi. Akan tetapi, karena data cairan hasilkompresi relatif jarang dijumpai, adalah lebih mudah untuk menggunakan persamaan berikut untukmendapatkan h4.
ℎ = ℎ +Ẇṁ = ℎ + ( − ) = 399.14 + 0.0016081 (8.57 − 7.2). 10 . 110= 399.36 /Ẇ = ṁ . (ℎ − ℎ ) = 185.25 . (1643.1 − 1621.5) = 4006.89Kerja yang dilakukan oleh pompa fluida kerja adalah,
Ẇ = ṁ . (ℎ − ℎ ) = 185.25 . (399.36 − 399.14) = 40.89Kalor yang diserap oleh evaporator adalah
˙ = ṁ . (ℎ − ℎ ) = 185.25 . (1643.1 − 399.36) = 230435.89Maka diperoleh efisiensi termal sebesar
= Ẇ −Ẇ −Ẇ −Ẇ˙ = (4006.89 − 40.8 − 90 − 31.05)230435.89 100% = 1.66%Generator adalah suatu sistem yang menghasilkan tenaga listrik dengan masukan tenaga mekanik.Generator berfungsi untuk mengubah tenaga mekanik menjadi tenaga listrik yang mempunyai prinsipkerja.Pada listrik yang mempunyai prinsip kerja. Pada pembangkit listrik panas laut digunakan generatorarus bolak-balik (AC) maka daya yang dibangkitkan generator tersebut adalah.=Ẇ −Ẇ −Ẇ −Ẇ = 4006.89 − 40.8 − 90 − 31.05 = 3845.04Ẇ = ṁ = 185.25 3845.04 =712293.66 W = 0.71229366 MW.
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.140-146) 978-602-60766-3-2
146
4. KESIMPULAN1) Perbedaan Tekanan pada pompa air laut hangat sebesar 1.24 bar dan daya pompa sebesar 31 kW.
Pada pompa air laut dingin memiliki perbedaan tekanan 1.81 bar dan daya pompa sebesar 90 kW.2) Kerja yang dihasilkan oleh turbin sebesar 4006.89 kW , kerja yang dilakukan oleh pompa fluida kerja
40.89W dan kalor yang diserap oleh evaporator sebesar 230435.89W dengan efisiensi termal sebesar1.66%.
3) Daya yang dibangkitkan generator adalah 0.71229366 MW.
5. DAFTAR PUSTAKAAvery,W.H. and Wu Chih, 1994. Renewable Energi From the Ocean: a guide to OTEC. Oxford UniversityPress.Inc. New York.General Elektric, 1983. Close cycle OTEC power plan final report, General Electric Co, Schenectady, N.Y.Kadir Abdul 1995, Energi : sumber daya, inovasi, tenaga listrik dan potensi ekonomis, edisi kedua, cetakan pertama1995.Majalah Energi dan Listrik Pemberdayaan Potensi Panas Laut Sebagai Sumber Daya Ketenaga listrikan PulauAmbon , Volume X no. 3, 1-9 September 2000.Rahmat,Y,2008.OTEC: Ocean Thermal Energi Conversion (OTEC), Institut Teknologi Bandung, Press, Bandung.
6. UCAPAN TERIMA KASIHTerima kasih kepada semua pihak yang terlibat dalam penelitian ini sehingga penulis dapatmenyelesaikannya.
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.147-150) 978-602-60766-3-2
147
ANALISIS MEDIA PENDINGIN PADA PERLAKUAN PANAS PERMUKAAN BAJAKARBON RENDAH ST 40
A.M.Anzarih1) Jufri Dullah2)
1),2) Dosen Jurusan Teknik Sipil Politeknik Negeri Ujung Pandang, Makassar
ABSTRACT
This study aims to improve the quality of st 40 carbon steel, as to be achieved that is resistant to wear resistanceand corrosion rate resistance to sea water. Then the selected material st 40 is included in the low carbon steel category,the specimen to be tested is 25 mm x 150 mm in diameter and the specimen number is five pieces per cooling medium.In order to produce a uniform heating, a specimen auxiliary tool is provided and the device can rotate so that theoxygenated acetylene flame is evenly distributed to the body of each media variety specimen (Air, Water, Air Salt, Oil,Charcoal, Furnace) coolant with a temperature of 700 C0. The results achieved from this flame hardening for air cooling= 131.1 HB; water = 135.84HB; brine = 135.37 HB; oli sae 90 = 127,86 HB; charcoal = 120.176 HB; furnace = 99.73HB; st 40 = 115.42. Surface heating was subjected to surface hardness testing at the mechanical engineering laboratoryof the Brinell method PNUP, performed prior to treatment and after treatment.
Keywords: Hardness of surface flame hardening method.
1. PENDAHULUANKekerasan didefinisikan sebagai ketahanan sebuah benda (benda kerja) terhadap penetrasi/daya tembus
dari bahan lain yang kebih keras penetrator). Kekerasan meru-pakan suatu sifat dari bahan yang sebagianbesar dipengaruhi oleh unsur-unsur paduannya dan kekerasan suatu bahan tersebut dapat berubah biladikerjakan dengan cold worked seperti pengerolan, penarikan, pemakanan dan lain-lain serta kekerasan dapatdicapai sesuai kebutuhan dengan perlakuan panas.
Dibengkel-bengkel produksi yang skala kecil yang hanya meliki 1 mesin bubut dan mesin las tdklebih dari 10 tenaga teknisi yang dimilkinya maka bengkel tersebut tdk memiliki tungku perlakuan panas.Tindakan yang dilakukan oleh bengkel untuk meningkatkan kekerasan pada permukaan suatu bahan dengancara memanaskan bahan tersebut dengan api las dari asetelin dan hanya melihat kondisi bahan yang terjadiseperti bahan mengalami perubahan warna dari warna gelap,orange, dan kuning. Proses pendingin yangmeraka lakukan dengan mencelup ke media pendingin seperti air,oli dan udara. Adapun benda komponenyang dapat dipanaskan dengan cara tersebut diatas seperti poros roda serta pasaknya, roda gigi padakomponen mesin-mesin pertanian.
Pada pembuatan roda gigi diperlukan bahan yang tahan terhadap gesekan namun tidak ditekakanpada baja carbon tinggi karena akan menyulitkan dari segi pembuatannya namun roda gigi tersebut hanyadiperlukan ketahan gesek pada modul/bentuk roda giginya saja sehingga dilakukanlah proses carburingdengan metode Flame hardeng yang dapat dilakukan atau dilaksanakan proses pemanasannya pada tempatyang cukup sederhana yang penting memiliki gas asetelin atau gas elpiji yang dapat memancarkan cahaya apikearah specimen. Dalam kegiatan produksi, waktu yang dibutuhkan untuk menyelesaikan suatu produksiadalah merupakan masalah yang sangat sering dipertimbangkan dalam Industri dan selalu dicari upaya-upayauntuk mengoptimalkannya. Pengoptimalan ini dilakukan mengingat bahwa waktu (lamanya) menyelesaikansuatu produk adalah berpengaruh besar terhadap biaya produksi.
Perlakuan panas adalah suatu perlakuan yang diterapkan pada logam agar diperoleh sifat yangdiiginkan. Dengan cara pemanasan dan pendinginan dengan kecepatan tertentu yang dilakukanterhadap logam dalam keadaan fase padat sebagai upaya untuk memperoleh sifat tertentu dari logamtersebut. Salah satu cara adalah dengan menggunakan proses karburasi yaitu dengan mengeraskanpermukaannya saja. Karburasi adalah salah satu proses perlakuan panas untuk mendapatkan kulityang lebih keras dari sebelumnya. Perlakuan yang spesifik tentang kekerasan permukaan yang akandilakukan pada penelitian ini yaitu Flame hardening merupakan salah satu proses pengerasan permukan(surface treatment) dengan menggunakan nyala api langsung ke permukaan material yang dihasilkan dari gasoxy-acetylen/gas elpiji. Dan metode ini dapat dilakukan pada bengkel pengelasan dimana saja karena relatif
1 Korespondensi: [email protected]

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.147-150) 978-602-60766-3-2
148
sederhana menggunakan peralatan yang ada pada bengkel pengelasan tidak perlu tungku pemanas yangmenggunakan elemen pemanas yang dialirkan dari tenaga lisrtrik. Kekerasan didefinisikan sebagaiketahanan sebuah benda (benda kerja) terhadap penetrasi/daya tembus dari bahan lainyang lebih keraspenetrator serta menghambat laju korosi pada permukaan bahan.akan tetapi pada perlakuan ini dibatasi suhuyang tekakan hanya suhu 700 C0 dengan variasi media pendingin yaitu air,oli, temperatur udara luar,garamlaut , arang yang telah mengalami pembakaran dalam suhu yang akan menurun sekitar 250 C0 menuju kesuhu udara luar2. METODE PENELITIAN
Tempat penelitian ini dilaksanakan di bengkel las , bengkel mekanik dan laboratorium mekanik jurusanTeknik Mesin Politeknik Negeri Ujung Pandang. Pada penelitian ini terdapat berapa tahapan pelaksanaanantara lain studi literature, persiapan bahan, pembuatan alat bantu,proses pelakuan panas serta pengujian.Alat bantu suatu alat yang dapat menjepit logam dengan diameter 25mm panjang 150 mm serta dapat pulaberputar sehingga pancaran api yang keluar dari nozzle/ blander las asaetelin tepat pada sekelilingpermukaan benda kerja agar dengan suhu 700 C0, pengukuran suhu tersebut diukur oleh Body infraredthermometer kemudian dilakukan proses pendinginan yang lansung dicelupkan pada media pendingin untuksetiap benda kerja ,dadapun variasi media pendingin (air,air garam,udara, oli SAE 90,dan arang kayu).Pengujian kekerasan dilakukan sebelum dan sesudah pemanasan pada specimen dengan mengunakan alat ujiHardeness test yang dimiliki oleh laboratorium jurusan teknik mesin Politeknik Negeri Ujung Pandang . Padaalat uji tekan hardenesstest yang dipilih yaitu brinnell 10 BH setelah dilakukan penekanan pada benda makaotomatis nilai tekan terbaca secara angka digital pada monitor. Pengujian dilakukan sebanyak lima kalidengan tempat (titik) yang berbeda pada benda kerja.
Gambar 1 titik yang diuji pada benda kerja
Table 1 Data Penelitian
MEDIA PENDINGIN UDARA MEDIA PENDINGIN AIR
1 2 3 4 5 TOT 1 2 3 4 5 TOT
1 149.4 158.2 123 117.6 174.6 144.6 1 117.2 129.5 122.5 128.5 114.4 122.4
2 119.6 118.8 101.7 106.5 123.5 114 2 180.6 161.1 133.6 124 140.2 147.9
3 127 125.5 113.3 119.6 115.6 120.2 3 155.5 138.8 154.6 130 116.4 139.1
4 169.9 128 123.5 118.9 143.8 136.8 4 104.4 109.2 163.3 115.5 112 120.9
5 119.2 148.6 134.2 154.6 143 139.9 5 135.4 173.5 154.6 153.7 137.4 150.9
131.1 136.2
MEDIA PENDINGIN ARANG 1MEDIA PENDINGINARANG 2
1 2 3 4 5 TOT 1 2 3 4 5 TOT
1 102.6 129 117.2 116.2 128.5 118.7 1 110 107.4 102 136 110 113.1
2 140.2 159.1 114.8 104.4 134.2 130.5 2 90 83 95 101 99 93.6
3 149.2 152.8 108.8 120 113.2 128.8 3 107 109 96 105 103 104
4 155.5 151.9 121 135.4 134.8 139.7 4 116 99 95 108 129.5 109.5
5 159.1 140.9 127 144.6 159.1 146.1 5 120 116 119.2 122 111.2 117.7
132.8 107.6
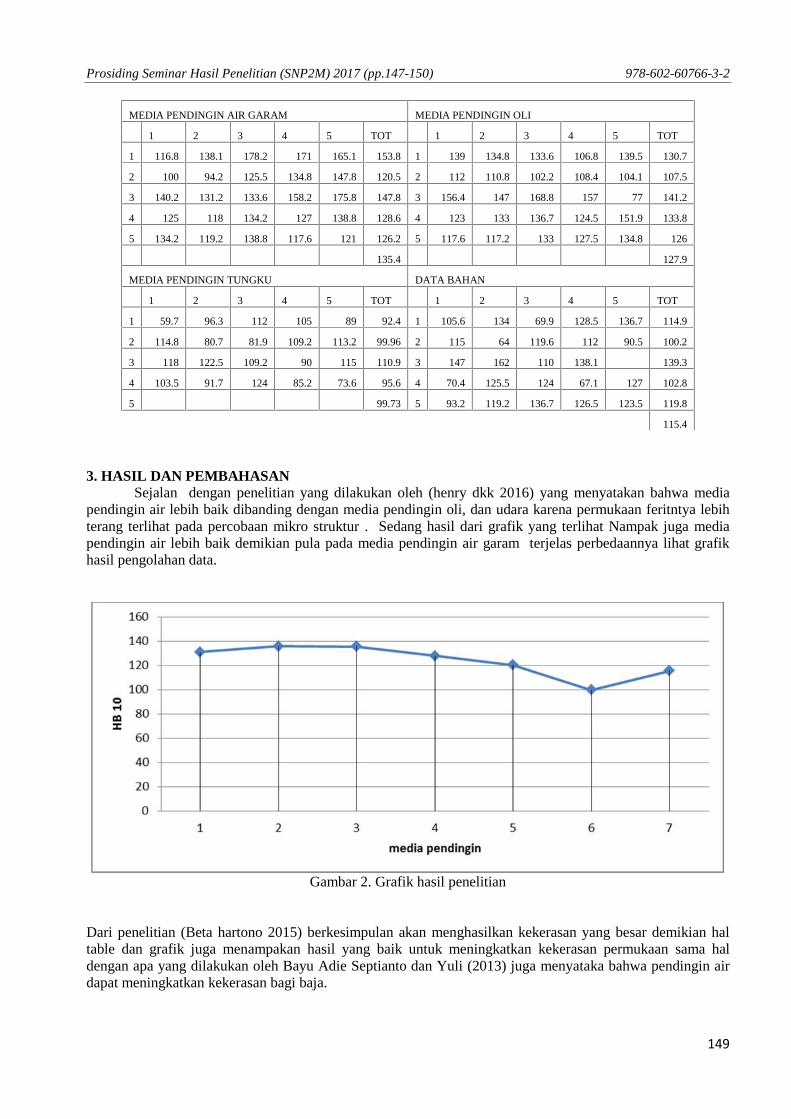
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.147-150) 978-602-60766-3-2
149
MEDIA PENDINGIN AIR GARAM MEDIA PENDINGIN OLI
1 2 3 4 5 TOT 1 2 3 4 5 TOT
1 116.8 138.1 178.2 171 165.1 153.8 1 139 134.8 133.6 106.8 139.5 130.7
2 100 94.2 125.5 134.8 147.8 120.5 2 112 110.8 102.2 108.4 104.1 107.5
3 140.2 131.2 133.6 158.2 175.8 147.8 3 156.4 147 168.8 157 77 141.2
4 125 118 134.2 127 138.8 128.6 4 123 133 136.7 124.5 151.9 133.8
5 134.2 119.2 138.8 117.6 121 126.2 5 117.6 117.2 133 127.5 134.8 126
135.4 127.9
MEDIA PENDINGIN TUNGKU DATA BAHAN
1 2 3 4 5 TOT 1 2 3 4 5 TOT
1 59.7 96.3 112 105 89 92.4 1 105.6 134 69.9 128.5 136.7 114.9
2 114.8 80.7 81.9 109.2 113.2 99.96 2 115 64 119.6 112 90.5 100.2
3 118 122.5 109.2 90 115 110.9 3 147 162 110 138.1 139.3
4 103.5 91.7 124 85.2 73.6 95.6 4 70.4 125.5 124 67.1 127 102.8
5 99.73 5 93.2 119.2 136.7 126.5 123.5 119.8
115.4
3. HASIL DAN PEMBAHASANSejalan dengan penelitian yang dilakukan oleh (henry dkk 2016) yang menyatakan bahwa media
pendingin air lebih baik dibanding dengan media pendingin oli, dan udara karena permukaan feritntya lebihterang terlihat pada percobaan mikro struktur . Sedang hasil dari grafik yang terlihat Nampak juga mediapendingin air lebih baik demikian pula pada media pendingin air garam terjelas perbedaannya lihat grafikhasil pengolahan data.
Gambar 2. Grafik hasil penelitian
Dari penelitian (Beta hartono 2015) berkesimpulan akan menghasilkan kekerasan yang besar demikian haltable dan grafik juga menampakan hasil yang baik untuk meningkatkan kekerasan permukaan sama haldengan apa yang dilakukan oleh Bayu Adie Septianto dan Yuli (2013) juga menyataka bahwa pendingin airdapat meningkatkan kekerasan bagi baja.
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.147-150) 978-602-60766-3-2
150
4. KESIMPULAN
Media Pendingin air dan air garam dapat meningkatkan kekerasan permukaan sedang perlakuan panasyang menggunakan tungku dan prose pendinginan secara perlahan-lahan dan direndam pada arang kayutidak meningkatkan kekerasan permukaan demikian halnya pedinginan benda kerja pada arang yangsedang terjadi pembakaran suhu terukur 650 - 700 C0 pada benda kerja lalu media pendingin ini ditutuprapat sehingga arang tersebut mengalami perubahan suhu secara cepat.
5. DAFTAR PUSTAKA
Abram Tangkemanda dkk. “2014.Analisis Variabel Temperatur Media Pendingin Air Garam Terhadap sifat mekanikBaja K-945 EMS 45”. Jurnal Sinergi 12(1) : 1 – 12.
Totten,GE, Bates,CE, Clinton, NA 1993. .Handdbook of Quenchant and Quenching Tecchnology , USA : ASMInternational.
Yusuf.2011.”Pengerasan Permukaan Baja Karbon St 40 dengan metode Nitridasi dalam larutan garam “. Jurnal RotasiUNDIP 13 (4): 20-23.
Vlit, Van !984. Teknologi untuk Bangunan Mesin (Ilmu –bahan I ) .Penerbit Erlangga Jakarta.Henry dkk, 2016, Pengaruh Heat Treatmentterhadap Kekerasan Dan Mikrostruktur Sprocket
Drivedan Sprocket Driven, Jurnal Widya Teknik Vol 24 No. 1.Hal. 27-60
Bayu Adie Septianto, dan Yuli Setiyorini, 2013,Pengaruh Media Pendingin pada Heat Treatment Terhadap StrukturMikro dan Sifat Mekanik Friction Wedge AISI 1340 JURNAL TEKNIK POMITS Vol. 2, No. 2 Jurusanteknik Mesin ITS Surabaya
ASEP TRI NUGROHO,2012, Peningkatan Kekerasan Pada Permukaan Bushing Dengan Heat TreatmentMetode Konvensiona, Naskah Publikasi Tugas akhir ,Fakultas teknik Universitas MuhmmadiyahSurakarta

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.151-156) 978-602-60766-3-2
151
RANCANG BANGUN ROBOT MANIPULATOR YANG BERGERAK SECARATRANSLASI DAN ROTASI
Dermawan Suddin1), Baso Nasrullah2)
1),2) Dosen Jurusan Teknik Mesin Politeknik Negeri Ujung Pandang, Makassar
ABSTRACT
In industrial applications, robot manipulator performance is expected to achieve good work such as high speedwith safe operation, improved positioning, lighter weight, and lower energy consumption.This study is devoted to themaking of a robot manipulator as a prototype by focusing on conditions of translational movement and rotation that takeplace simultaneously. In this research, it will also study a vibration measuring instrument used to measure frequency andamplitude using accelerometer ADXL 335. The data obtained will be displayed in the form of FFT frequency graph andFFT amplitude acceleration in the software spyder. By using Fast Fourier Transform method, it can be known thefrequency of vibration that occurs in manipulator. In this study, we used a manipulator of aluminum material with alength of 30 cm and 0.3 cm thick. From result of measurement that have been done hence obtained frequency of analysisequal to 6,71 Hz. While the experimental frequency obtained for 6.41 Hz. In this study, the researcher will later use acomputing program that will control the movement of robots. The method used is the method of Experimental Designand Analysis.
Keywords: Vibration, flexible manipulator, frequency
1. PENDAHULUANDalam hal gerakan, robot manipulator menimbulkan masalah baru karena harus mempertimbangkan
deformasi yang terjadi akibat gerak translasi dan rotasi. Getaran yang ditimbulkan karena fleksibilitasnyajuga menjadi persoalan yang sangat penting. Getaran ini harus mempu dikontrol agar sistem kerja dari robotmanipulator tetap dalam kondisi ideal. Agar bisa dilakukan pengontrolan maka perlu mengetahui frekwensidan amplitude dari sebuah sistem.
Gerak merupakan perpindahan posisi atau kedudukan suatu titik atau benda terhadap titik acuantertentu. Berdasarkan bentuk lintasannya gerak dapat dibedakan menjadi dua jenis yaitu gerak translasidan gerak rotasi. Gerak translasi dapat didefinisikan sebagai gerak pergeseran suatu benda dengan bentuk danlintasan yang sama di setiap titiknya. Jadi sebuah benda dapat dikatakan melakukan gerak translasi(pergeseran) apabila setiap titik pada benda itu menempuh lintasan yang bentuk dan panjangnya sama.Manipulator fleksibel yang mengalami gerak translasi bisa dilihat pada gambar di bawah ini:
Gambar 1. Arah gerak translasi pada manipulator
Dimana:
X = perpindahan = Kecepatan = percepatanSedangkan gerak rotasi dapat didefinisikan sebagai gerak suatu benda dengan bentuk dan lintasanmembentuk sudut gerak (Rotatinal angel). Gerak rotasi pada sistem manipulator fleksibel dapat dilihat padagambar 2 berikut:
1 Korespondensi penulis: Dermawan Suddin, Telp 08114100141, [email protected]
IX, ,
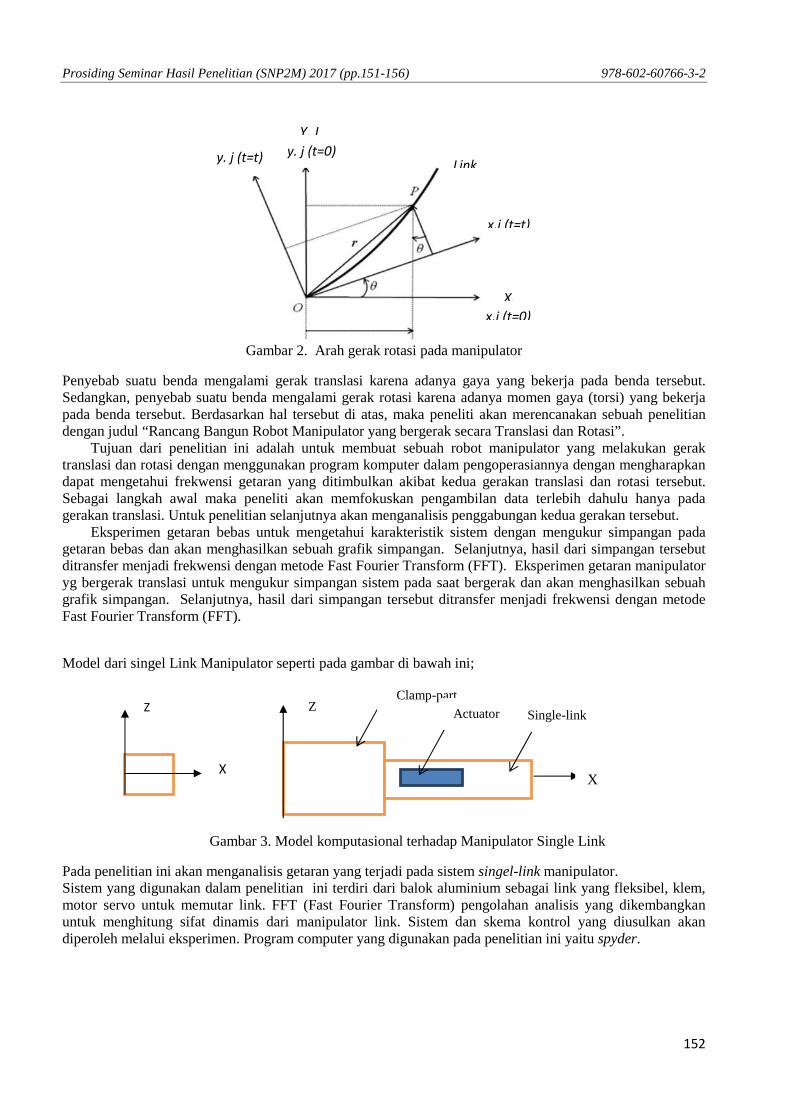
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.151-156) 978-602-60766-3-2
152
Gambar 2. Arah gerak rotasi pada manipulator
Penyebab suatu benda mengalami gerak translasi karena adanya gaya yang bekerja pada benda tersebut.Sedangkan, penyebab suatu benda mengalami gerak rotasi karena adanya momen gaya (torsi) yang bekerjapada benda tersebut. Berdasarkan hal tersebut di atas, maka peneliti akan merencanakan sebuah penelitiandengan judul “Rancang Bangun Robot Manipulator yang bergerak secara Translasi dan Rotasi”.
Tujuan dari penelitian ini adalah untuk membuat sebuah robot manipulator yang melakukan geraktranslasi dan rotasi dengan menggunakan program komputer dalam pengoperasiannya dengan mengharapkandapat mengetahui frekwensi getaran yang ditimbulkan akibat kedua gerakan translasi dan rotasi tersebut.Sebagai langkah awal maka peneliti akan memfokuskan pengambilan data terlebih dahulu hanya padagerakan translasi. Untuk penelitian selanjutnya akan menganalisis penggabungan kedua gerakan tersebut.
Eksperimen getaran bebas untuk mengetahui karakteristik sistem dengan mengukur simpangan padagetaran bebas dan akan menghasilkan sebuah grafik simpangan. Selanjutnya, hasil dari simpangan tersebutditransfer menjadi frekwensi dengan metode Fast Fourier Transform (FFT). Eksperimen getaran manipulatoryg bergerak translasi untuk mengukur simpangan sistem pada saat bergerak dan akan menghasilkan sebuahgrafik simpangan. Selanjutnya, hasil dari simpangan tersebut ditransfer menjadi frekwensi dengan metodeFast Fourier Transform (FFT).
Model dari singel Link Manipulator seperti pada gambar di bawah ini;
Gambar 3. Model komputasional terhadap Manipulator Single Link
Pada penelitian ini akan menganalisis getaran yang terjadi pada sistem singel-link manipulator.Sistem yang digunakan dalam penelitian ini terdiri dari balok aluminium sebagai link yang fleksibel, klem,motor servo untuk memutar link. FFT (Fast Fourier Transform) pengolahan analisis yang dikembangkanuntuk menghitung sifat dinamis dari manipulator link. Sistem dan skema kontrol yang diusulkan akandiperoleh melalui eksperimen. Program computer yang digunakan pada penelitian ini yaitu spyder.
Z
X
Clamp-part
Actuator Single-link
Y, J
X,
Link
x,i (t=t)
y. j (t=t)
x,i (t=0)
y. j (t=0)
X
Z

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.151-156) 978-602-60766-3-2
153
2. METODE PENELITIANPada penelitian ini, kami akan menggunakan Metode Desain dan Analisis Eksperimental dengan
tujuan merancang suatu robot manipulator yang bergerak secara translasi dan rotasi serta menganilisisgetaran yang terjadi akibat gerak translasi dan rotasi. Secara garis besar, akan digambarkan dalam sebuahdiagram alir penelitian. Pada pelaksanaan penelitian ini perlu dibuatkan sebuah tahapan seperti yangdituliskan di bawah ini;
Model Rancangan Robot ManipulatorModel rancangan robot manipulator yang mengalami gerak translasi dan rotasi:
Gambar 4. Model rancangan 2D Single-link manipulator gerak translasi dan rotasi
Sensor GetaranSensor getaran adalah suatu alat yang berfungsi untuk mendeteksi adanya getaran dan akan diubah ke
dalam sinyal listrik. Sensor getaran merupakan salah satu sensor yang dapat mengukur getaran suatu bendayang nantinya dimana data tersebut akan diproses untuk kepentingan percobaan ataupun digunakan untukmengantisipasi sebuah kemungkinan adanya bahaya. Salah satu jenis sensor getaran yang saat ini seringdigunakan adalah accelerometer yang berfungsi untuk mengukur percepatan, mendeteksi dan mengukurgetaran (vibrasi). Berikut ini merupakan contoh sensor accelerometer dengan tipe ADXL335.
Gambar 5. Sensor Accelerometer ADXL335
Pada pengukuran getaran ini, digunakan sensor Accelarometer ADXL335 yang berfungsi untuk mengukurgetaran (vibrasi) dengan tiga sumbu yakni sumbu X, Y dan Z. Bandwidth kerja accelerometer dapat diaturdengan menggunakan kapasitor Cx, Cy, dan Cz yang dipasang secara seri dengan pin Xout, Yout, dan Zout.Arduino Nano digunakan sebagai sistem akuisisi data, ini berisi USB to serial converter dan saluran ADCdan komputer adalah penganalisis FFT (Fast Fourier Transform), menggunakan library Python dan Numy,Scipy dan Matplotli. Arduino Nano mendengarkan perintah masuk dari komputer, yang memberitahukannyauntuk memulai atau menghentikan pengiriman bacaan ADC. ADC membaca saluran getaran akselerometer
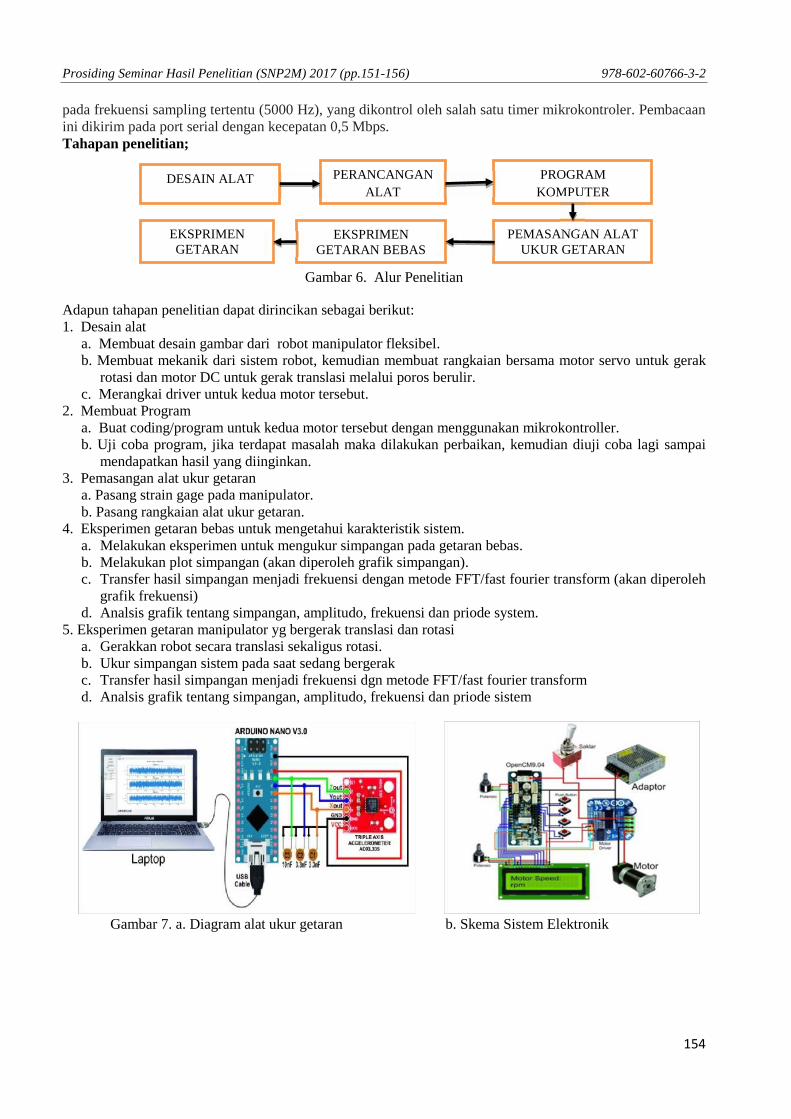
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.151-156) 978-602-60766-3-2
154
pada frekuensi sampling tertentu (5000 Hz), yang dikontrol oleh salah satu timer mikrokontroler. Pembacaanini dikirim pada port serial dengan kecepatan 0,5 Mbps.Tahapan penelitian;
Gambar 6. Alur Penelitian
Adapun tahapan penelitian dapat dirincikan sebagai berikut:1. Desain alat
a. Membuat desain gambar dari robot manipulator fleksibel.b. Membuat mekanik dari sistem robot, kemudian membuat rangkaian bersama motor servo untuk gerak
rotasi dan motor DC untuk gerak translasi melalui poros berulir.c. Merangkai driver untuk kedua motor tersebut.
2. Membuat Programa. Buat coding/program untuk kedua motor tersebut dengan menggunakan mikrokontroller.b. Uji coba program, jika terdapat masalah maka dilakukan perbaikan, kemudian diuji coba lagi sampai
mendapatkan hasil yang diinginkan.3. Pemasangan alat ukur getaran
a. Pasang strain gage pada manipulator.b. Pasang rangkaian alat ukur getaran.
4. Eksperimen getaran bebas untuk mengetahui karakteristik sistem.a. Melakukan eksperimen untuk mengukur simpangan pada getaran bebas.b. Melakukan plot simpangan (akan diperoleh grafik simpangan).c. Transfer hasil simpangan menjadi frekuensi dengan metode FFT/fast fourier transform (akan diperoleh
grafik frekuensi)d. Analsis grafik tentang simpangan, amplitudo, frekuensi dan priode system.
5. Eksperimen getaran manipulator yg bergerak translasi dan rotasia. Gerakkan robot secara translasi sekaligus rotasi.b. Ukur simpangan sistem pada saat sedang bergerakc. Transfer hasil simpangan menjadi frekuensi dgn metode FFT/fast fourier transformd. Analsis grafik tentang simpangan, amplitudo, frekuensi dan priode sistem
Gambar 7. a. Diagram alat ukur getaran b. Skema Sistem Elektronik
DESAIN ALAT PERANCANGANALAT
PROGRAMKOMPUTER
PEMASANGAN ALATUKUR GETARAN
EKSPRIMENGETARAN BEBAS
EKSPRIMENGETARAN
MANIPULATOR
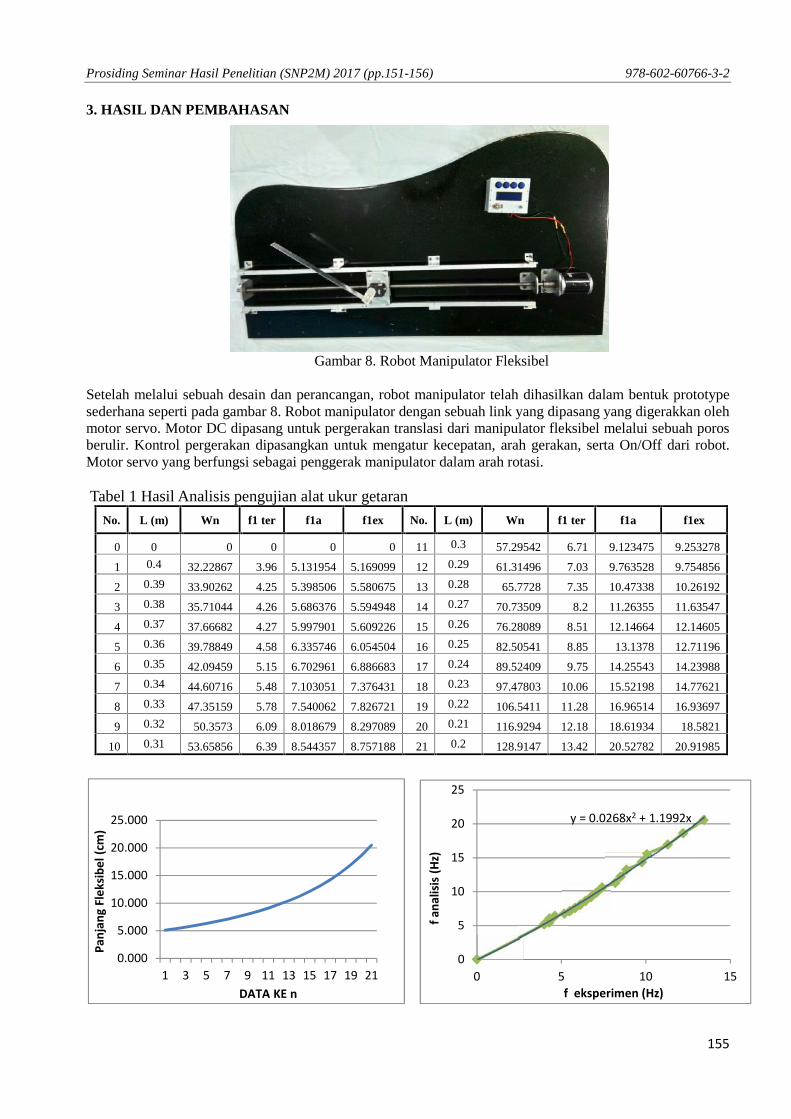
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.151-156) 978-602-60766-3-2
155
y = 0.0268x2 + 1.1992x
0
5
10
15
20
25
0 5 10 15
f ana
lisis
(Hz)
f eksperimen (Hz)
3. HASIL DAN PEMBAHASAN
Gambar 8. Robot Manipulator Fleksibel
Setelah melalui sebuah desain dan perancangan, robot manipulator telah dihasilkan dalam bentuk prototypesederhana seperti pada gambar 8. Robot manipulator dengan sebuah link yang dipasang yang digerakkan olehmotor servo. Motor DC dipasang untuk pergerakan translasi dari manipulator fleksibel melalui sebuah porosberulir. Kontrol pergerakan dipasangkan untuk mengatur kecepatan, arah gerakan, serta On/Off dari robot.Motor servo yang berfungsi sebagai penggerak manipulator dalam arah rotasi.
Tabel 1 Hasil Analisis pengujian alat ukur getaran
No. L (m) Wn f1 ter f1a f1ex No. L (m) Wn f1 ter f1a f1ex
0 0 0 0 0 0 11 0.3 57.29542 6.71 9.123475 9.253278
1 0.4 32.22867 3.96 5.131954 5.169099 12 0.29 61.31496 7.03 9.763528 9.754856
2 0.39 33.90262 4.25 5.398506 5.580675 13 0.28 65.7728 7.35 10.47338 10.26192
3 0.38 35.71044 4.26 5.686376 5.594948 14 0.27 70.73509 8.2 11.26355 11.63547
4 0.37 37.66682 4.27 5.997901 5.609226 15 0.26 76.28089 8.51 12.14664 12.14605
5 0.36 39.78849 4.58 6.335746 6.054504 16 0.25 82.50541 8.85 13.1378 12.71196
6 0.35 42.09459 5.15 6.702961 6.886683 17 0.24 89.52409 9.75 14.25543 14.23988
7 0.34 44.60716 5.48 7.103051 7.376431 18 0.23 97.47803 10.06 15.52198 14.77621
8 0.33 47.35159 5.78 7.540062 7.826721 19 0.22 106.5411 11.28 16.96514 16.93697
9 0.32 50.3573 6.09 8.018679 8.297089 20 0.21 116.9294 12.18 18.61934 18.5821
10 0.31 53.65856 6.39 8.544357 8.757188 21 0.2 128.9147 13.42 20.52782 20.91985
0.000
5.000
10.000
15.000
20.000
25.000
1 3 5 7 9 11 13 15 17 19 21
Panj
ang
Flek
sibel
(cm
)
DATA KE n

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.151-156) 978-602-60766-3-2
156
Gambar 9. Grafik Frekwensi Analisis vs Frekwensi Eksperimen
Dari hasil pengambilan data Grafik di atas menunjukkan bahwa fanalisis memiliki nilai yang hampir samadengan nilai feksperimen. Hal ini dapat dilihat pada grafik yang cenderung linear. Hal ini menunjukkan bahwaalat yang di desain telah memenuhi tujuan awal dari penelitian ini dan bisa digunakan sebagai alat praktikumdi laboratorium dan dapat digunakan untuk penelitian selanjutnya.
Hasil Eksperimen dapat dilihat pada gambar 10. dengan menggunakan robot manipulator: f1 = 6,41 Hz, f2 =50,05 Hz, f3 = 150,16 Hz. Jika dibandingkan dengan hasil analisis dan eksperimen tanpa menggunakangerakan robot, pada kondisi dan posisi di L= 30 cm, dapat ditunjukkan bahwa frekwensinya hampir samapada saat robot bergerak secara translasi. Hal ini disebabkan karena hasil dari desain dan perancangan robotmanipulator dapat mencapai kondisi ideal yang diinginkan. Dengan menggunakan program Spyder
Gambar 11. Grafik Frekwensi Eksperimen
Gambar 10. Grafik Frekwensi Analisis vs Frekwensi Eksperimen
4. KESIMPULAN1) Dari hasil analisis dan eksperimen menunjukkan bahwa frekwensi yang dimiliki tdk jauh beda. Hal ini
menunjukkan bahwa rancangan robot single-link manipulator fleksibel berhasil dengan baik.2) Robot manipulator berhasil dibuat dengan penggabungan dua buah gerakan yaitu gerak translasi dan
rotasi, walaupun eksperimen yang dilakukan masih pada gerakan translasi.3) Semakin panjang link manipulator, maka frekwensi yang dihasilkan semakin besar.
5. DAFTAR PUSTAKA
A.K. Muhammad, 2015, _Finite_Element_Analysis_for_Active force Control on Vibration of a Flexible Single linkManipulator, International Journal on Smart Material and Mechatronics, IJSMM Vol. 2 No. 2.
A.K. Muhammad et al, 2014, “Computer Simulations and Experiments on Vibration Control of a Flexible LinkManipulator Using a Piezoelectric Actuator”, Lecture Notes in Engineering and Computer Science: Proceeding ofThe International Multi Conference of Engineers and Computer Scientists 2014, IMECS 2014, 12 – 14 March, 2014,Hong Kong, pp. 262 – 267.
S. Mahto, A. K. Gogoi, and U. S. Dixit, 2016, “A Comparative Study of Improved Dynamics of Single Link FlexibleRevolute-Jointed Robotic Manipulator,” Procedia Eng., vol. 144, pp. 425–434.
H. N. Rahimi and M. Nazemizadeh, 2013 ,“Dynamic analysis and intelligent control techniques for flexiblemanipulators: a review,” Adv. Robot., vol. 28, no. 2, pp. 63–76,
X. Yang and Z. Zhong, 2013, “Dynamics and Terminal Sliding Mode Control of Two-Link Flexible Manipulators withNoncollocated Feedback,” IFAC Proc. Vol., vol. 46, no. 20, pp. 218–223.
Saeeb B. Niku, 2010, “Introduction to Robotics”, John Wiley & Sons, Second Edition, California.M. Lalanne et al, 1983, Mechanical Vibration for Engineers, John Wiley & Sons Ltd,.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.157-159) 978-602-60766-3-2
157
PEMANFAATAN LIMBAH JARAK SEBAGAI BAHAN BAKU UTAMA PEMBUATANBRIKET BAHAN BAKAR EKONOMIS
Irwan Paserangi1), Yanti1)
1) Dosen Jurusan Teknik Mesin Universitas Fajar
ABSTRACT
Results briquette making distance with wasp nests in six samples, each sample weight was 1000 grams of rawmaterials with a concentration of 0% -50% composition range of waste and rice husk. The results showed briquette withcomposition 0% husks have the time, temperature and the highest calorific value. Results of research on combustion ofbriquettes in real time using briquette stoves showed that the addition of the composition (%) effect on decreasing huskbriquette combustion time and maximum temperature are obtained. Results of laboratory studies showed that theaddition of the composition (%) husks effect on decreasing calorific value of briquettes. Husk serves as a trigger to burna distance with a mixture of chaff on the composition of waste briquettes used 10% range. The test results by analyzingthe chemical composition ultimasi, test results through the analysis proksimasi thermal properties and physicalproperties, generally fall within the existing standard briquettes (briquettes commercial standard reference, import, Japanand USA).
Keywords: briquette, rice husk, jatropia.
1. PENDAHULUANPada saat ini bahan bakar minyak (BBM) yang ada di pasaran disintesa dari produk petrokimia yang
menggunakan bahan baku berasal dari minyak bumi. Ketersediaan minyak bumi sangat terbatas danmerupakan sumber daya alam yang tidak dapat diperbaharui, sehingga harganya akan semakin meningkat.Indonesia yang saat ini dikenal sebagai salah satu negara pengekspor minyak bumi diperkirakan juga akanmengimpor bahan bakar minyak pada 20 tahun mendatang, karena produksi dalam negeri tidak dapat lagimemenuhi permintaan pasar yang meningkat cepat akibat pertumbuhan penduduk dan industri.
Untuk mengatasi krisis BBM ini, pemerintah mengeluarkan kebijakan penghematan BBM yangdituangkan dalam Instruksi Presiden No. 10 tahun 2005. Inpres ini mengatur tentang langkah-langkah yangharus dilaksanakan dalam rangka penghematan BBM. Selain upaya penghematan, maka upaya untukmengatasi krisis BBM juga dapat dilakukan dengan mengalihkan pemanfaatan energi fosil (minyak) kepadaenergi yang terbarukan (renewable energy) atau bahan bakar nabati.
Biodiesel berbahan baku buah jarak juga menjadi sumber perekonomian baru bagi masyarakat.Bahan bakunya diproduksi secara lokal dengan melibatkan petani sebagai produsen utama yang ikutmenentukan ketersediaan bahan baku, bahkan masyarakat bisa mengolah biji jarak menjadi minyak siappakai. Proses pengolahannya mudah dan teknologinya sederhana yaitu melalui proses pemerahan, dari intibiji akan dihasilkan bungkil perahan, yang kemudian diekstraksi. Hasilya berupa minyak jarak pagar danbungkil ekstraksi, Minyak jarak dihasilkan dari daging buah biji jarak melalui proses ekstraksi denganmenggunakan mesin pengepres minyak.
Limbah dari proses pengolahan minyak jarak (bungkil) beberapa tahun yang datang akan mengalamipeningkatan produksi seiring dengan pemanfaatan biodisel sebagai bahan bakar disamping itu, bungkilmempunyai potensi untuk dikembangkan sebagai bahan baku briket.
Paradigma tanaman jarak adalah kemungkinan pemanfaatan limbah biji jarak (bungkil) sebagaipengicu atau penyalak alternatif yang berfungsi untuk mempermudah proses pembakaran dan diduga dapatmeningkatkan kalori pembakaran yang disebabkan oleh kandungan minyak nabati dalam biji jarak tersebut.Kemungkinan penggunaan bijih jarak ini dapat dipadukan dengan memanfaatkan sekam padi sebagaipengicu.
Bertitik tolak dari uraian diatas maka diperlukan pengkajian tentang karasteristik pembakaran briketjarak dengan berbagai komposisi jarak dan sekam untuk mengetahui potensi energi yang terkandungdidalamnya.
2. METODE PENELITIAN
1 Korespondensi: [email protected]
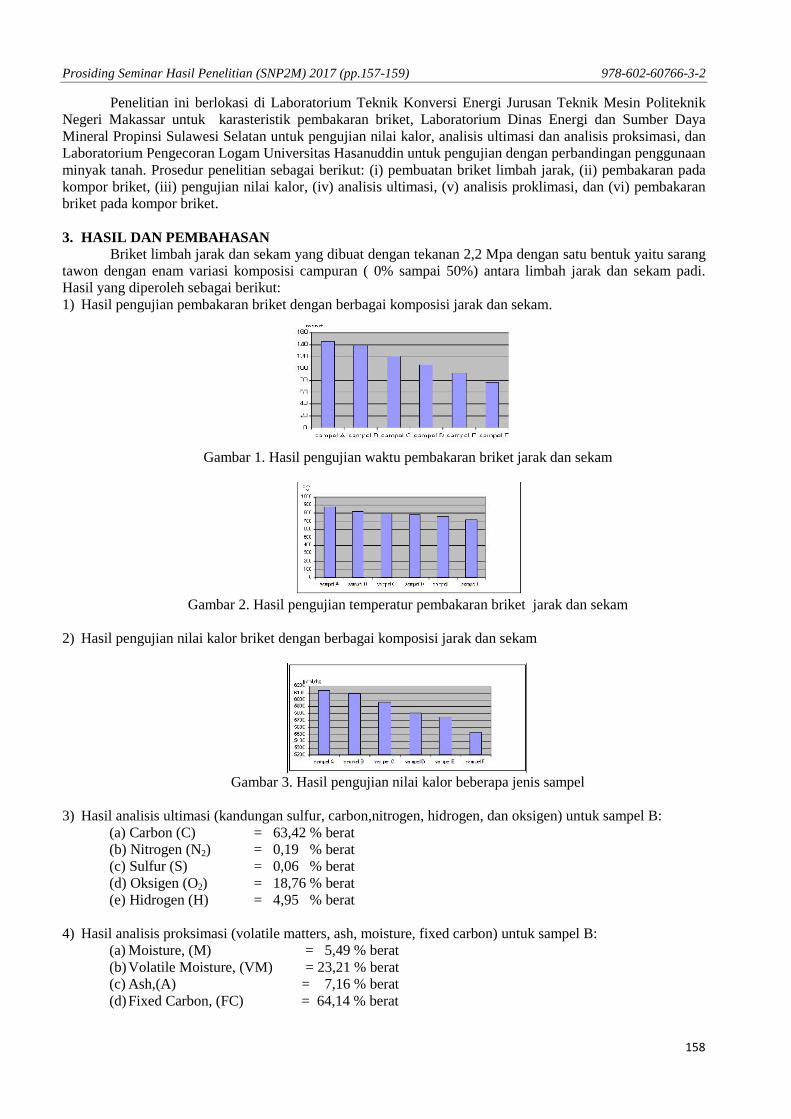
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.157-159) 978-602-60766-3-2
158
Penelitian ini berlokasi di Laboratorium Teknik Konversi Energi Jurusan Teknik Mesin PoliteknikNegeri Makassar untuk karasteristik pembakaran briket, Laboratorium Dinas Energi dan Sumber DayaMineral Propinsi Sulawesi Selatan untuk pengujian nilai kalor, analisis ultimasi dan analisis proksimasi, danLaboratorium Pengecoran Logam Universitas Hasanuddin untuk pengujian dengan perbandingan penggunaanminyak tanah. Prosedur penelitian sebagai berikut: (i) pembuatan briket limbah jarak, (ii) pembakaran padakompor briket, (iii) pengujian nilai kalor, (iv) analisis ultimasi, (v) analisis proklimasi, dan (vi) pembakaranbriket pada kompor briket.
3. HASIL DAN PEMBAHASANBriket limbah jarak dan sekam yang dibuat dengan tekanan 2,2 Mpa dengan satu bentuk yaitu sarang
tawon dengan enam variasi komposisi campuran ( 0% sampai 50%) antara limbah jarak dan sekam padi.Hasil yang diperoleh sebagai berikut:1) Hasil pengujian pembakaran briket dengan berbagai komposisi jarak dan sekam.
Gambar 1. Hasil pengujian waktu pembakaran briket jarak dan sekam
Gambar 2. Hasil pengujian temperatur pembakaran briket jarak dan sekam
2) Hasil pengujian nilai kalor briket dengan berbagai komposisi jarak dan sekam
Gambar 3. Hasil pengujian nilai kalor beberapa jenis sampel
3) Hasil analisis ultimasi (kandungan sulfur, carbon,nitrogen, hidrogen, dan oksigen) untuk sampel B:(a) Carbon (C) = 63,42 % berat(b) Nitrogen (N2) = 0,19 % berat(c) Sulfur (S) = 0,06 % berat(d) Oksigen (O2) = 18,76 % berat(e) Hidrogen (H) = 4,95 % berat
4) Hasil analisis proksimasi (volatile matters, ash, moisture, fixed carbon) untuk sampel B:(a) Moisture, (M) = 5,49 % berat(b)Volatile Moisture, (VM) = 23,21 % berat(c) Ash,(A) = 7,16 % berat(d)Fixed Carbon, (FC) = 64,14 % berat

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.157-159) 978-602-60766-3-2
159
(e) Nilai Kalor atas, (HHv) = 61,37 % berat
5) Hasil Perhitungan berdasarkan formula Dulong untuk sampel B:
HHV = 10843,42lb
Btu= 6163,76 kcal/kg
4. KESIMPULANBerdasarkan hasil pembuatan briket limbah jarak dan sekam yang selanjutnya dilakukan pengujian,
perhitungan dan analisis data dalam penelitian ini, maka disusun beberapa kesimpulan :1) Hasil pengujian pembakaran briket limbah jarak dan sekam menunjukkan ada pengaruh pada menurunnya
temperatur pembakaran terhadap penambahan komposisi (%) sekam pada briket limbah jarak sekam.2) Hasil pengujian pembakaran briket limbah jarak dan sekam menunjukkan ada pengaruh pada menurunnya
waktu pembakaran terhadap penambahan komposisi (%) sekam pada briket limbah jarak sekam.3) Hasil pengujian nilai kalor (HHv) menunjukkan ada pengaruh pada menurunannya nilai kalor setiap
penambah komposisi (%) sekam pada briket limbah jarak4) Sekam berfungsi sebagai pemicu terbakarnya jarak dan nyala api pada sekam juga berfungsi untuk
mempertahankan temperatur selama dalam proses pembakaran dengan komposisi campuran sekam padabriket limbah jarak yang digunakan sebasar 10 %.
5) Sampel briket B dengan komposisi jarak 900 gr dan sekam 100 gr yang terbaik untuk persentasecampuran sekam dengan alasan: Sampel briket B memiliki waktu pembakaran terlama, Sampel briket Bmemiliki temperatur tertinggi, Sampel briket B nilai kalor tertinggi
6) Hasil pengujian analisis ultimasi (komposisi kimia ) dan Hasil pengujian analisis proksimasi (sifat termal)umumnya masuk dalam spesifikasi standart briket yang ada.
5. DAFTAR PUSTAKAAbdullah, K., A.K Irwanto, N.Siregar, E.Agustina, A.H.Tambunan, M.Yamin, E.Hartulistiyo dan Y.Purwanto, 1991,
Energi dan Listrik Pertanian, IPB-Bogor.Hambali, E., 2006, Jarak Pagar sebagai Bahan Biodiesel: Solusi Kelangkaan BBM, Penebar Swadaya, Jakarta.Paisal, Y., 2007, Studi Pembakaran Batubara Unggun Tetap Skala Laboratorium, IDTEK, Fakultas Teknik UVRI,
Makassar.Patabang, D., 2007, Studi Karakteristik Pembakarn Briket Arang Kulit Kemiri, Universitas Hasanuddin, Makassar.Priyanto, U., 2007, Menghasilkaan Biodesel Jarak Pagar Berkualitas, Agro Media Jakarta.Sule, Dj., 2005, Pembuatan Briket Tanpa Asap dan Tak Berbaudari Bstubsrs Halus dengan Sekam Padi dan Molas,
Departemen Teknik Pertambangan ITB, Bandung.Tirto, P.B., 2004, Jarak Pagar, Sang Primadona, Departemen Teknik Kimia, Laboratorium Termofluida dan Sitem
Utilitas, Kelompok Riset Biodesel ITB.
6. UCAPAN TERIMA KASIHUcapan terima kasih kepada DITLITABMAS DIKTI atas dana yang diberikan sehingga kegiatan PDP ini
dapat dilaksanakan, juga kepada teman-teman sejawat dan mahasiswa atas kerjasama dan bantuannya dalam kegiatan PDPini, serta Rektor yang memberikan izin untuk melaksanakan kegiatan tersebut, dan LPPM Universitas Fajar (UNIFA)atas bimbingan dan arahannya selama pelaksanaan kegiatan tersebut.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.160-167) 978-602-60766-3-2
160
KAJIAN NUMERIS KARAKTERISTIK ALIRAN UDARA KONVEKSI BEBAS PADAKONDENSOR TYPE CIRCULAR TUBE SUSUNAN DI TENGAH SALURAN TEGAK
MENGGUNAKAN CFD
Mangkona1), Abdul Halim2)
1),2) Dosen Jurusan Teknik Mesin Politeknik Negeri Samarinda
ABSTRACT
Further numerical study of the experiment conducted to examine the confected air flow characteristics free of gap ratio(S/D 1.05-4.20) on condenser with the capillary pipe length standard of the condenser refrigeration unit isothermalcircular-type consisting of 20 in-line array in the middle of vertical channel was examined using CFD fluent. Numericalresult shows S/D 1.05-4.20. It was obtained that the condensor heat transfer increased 4.4% to 226 W, which is equal tothe experimental result. Started from S/D1.05, there was a strong blockage effect that the air flow characteristicsbetween the tubes was dominated by recirculation, impacting the small temperature gradient and slow tangentialvelocity (vt). On the other hands, S/D2.10 blockage effect reduced drastically and the buoyancy force produced a rapidair flow across the tubes. The Tangential velocity (Vt) increased rapidly, causing the local Nusselt number (Nuθ) to popup four times at θ = 0o on the upstream tube 20. The average Nusselt number ( Nu ) on the tubes surface increases 135%.The result qkond increased significantly. Effect of S/D 3.15-4.20 temperature gradient relatively unchanged. LocalNusselt number (Nuθ) did not undergo significant changes. The Air flow running across the channel only reduced theimpact on the confected wall that in the gap ratio area the qkond increases were no longer significant.
Keywords: condensor, gap ratio, free convection, tangential velocity, temperature gradient, local Nusselt number.
1. PENDAHULUAN
Karakteristik aliran udara konveksi bebas pada kondensor refrigerator yang berada di dalam enclosuredianggap kurang optimal. Karena udara sebagai fluida pendingin kondensor hanya berputar-putar didalamnya. Oleh karena itu, kondensor refrigerator dalam kajian ini dibuat kisi-kisi pada ujung bawah dan atasuntuk memberi kesempatan terjadi aliran udara dari luar yang secara alamiah menembus saluran vertikal.Untuk meningkatkan perpindahan panas, type semicircular atau setengah tube terbenam di styrofoam padarefrigerator, dalam kajian ini array ditempatkan di bagian tengah saluran vertikal menjadi type circular.Karakteristik aliran dan perpindahan panas konveksi alamiah pada jajaran tube secara in-line dalam verticalchannel sangat dipengaruhi oleh jarak antara tube dan jarak antar dinding untuk panjang pipa kapiler yangsama sebagai beban panas tetap. Semakin dekat jarak antara tube, maka silinder kedua berada di daerah wakesilinder pertama akan menyebabkan turunnya perpindahan panas pada sisi upstream silinder kedua. Bilasilinder kedua berada jauh dari wake silinder pertama maka karakteristik aliran dan perpindahan panassilinder kedua mendekati silinder tunggal. Dalam penelitian ini jarak antar silinder dibuat konstanditempatkan pada daerah dimana tiap silinder dapat dianggap sebagai silinder tunggal untuk memberikanperpindahan panas yang lebih optimal. Dilakukan variasi jarak antar dinding, peningkatan jarak antaradinding tersebut akan mengurangi blockage aliran udara dan memperbaiki perpindahan panas.
Untuk mengetahui performace perpindahan panas konveksi alamiah vertical channel maupun pada enclosure,dapat dilihat melalui beberapa kajian. Sefcik,dkk melakukan eksperimen prilaku konveksi alamiah padaenclosure yang diberi ventilasi di ujung bawah dan atas untuk memberi aliran udara guna memperbaikiperpindahan panas. Sisi luar salah satu dinding vertikal dipanasi dengan aliran air panas untuk menjaga suhukonstan pada dinding konveksi sedangkan dinding lainnya diisolasi. Mengemukakan bilangan Nusselt rerataakan meningkat sesuai dengan besarnya bukaan kedua ventilasi. Choickh,dkk mengkaji pola aliran pada duasilinder dengan memvariasikan jarak kedua silinder tersebut. Diperoleh garis isotermal yang menunjukkanthermal boundary layer semakin tipis dengan meningkatnya bilangan Rayleigh. Prabowo,dkk melakukanstudi eksperimen dan numerik aliran kombinasi konveksi paksa dan bebas pada dua silinder disusun in-line.Bilangan Reynolds berada pada range Re = 150-600 dan bilangan Rayleigh modifikasi Ra* = 5x105-107 sertajarak antara silinder divariasikan. Menyimpulkan jarak antar kedua silinder mempengaruhi laju perpindahan
1 Korespondensi penulis: Mangkono, Telp 085247867899, [email protected]

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.160-167) 978-602-60766-3-2
161
perpindahan panas. Manca,dkk meneliti pengaruh variasi kemiringan pelat paralel yang dipanasi secaradiskret. Memperkenalkan distribusi temperatur dinding sebagai fungsi jarak dinding channel dan sudutkemiringan (). Pada sudut kemiringan < 85o air inflow menghambat aliran udara di sisi keluar sehinggameningkatkan temperatur di dalam channel. Ary B dan Prabowo melakuan kajian eksperimen dan numerikuntuk mengetahui pengaruh perubahan gap ratio dan laju massa fluida (oli panas) terhadap karakteristikaliran udara dan perpindahan panas konveksi bebas dari jajaran dua belas silinder dalam vertical channel.Menuliskan aliran udara dan perpindahan panas meningkat secara signifikan seiring dengan meningkatnyagap ratio maupun bertambahnya beban panas.
2. METODE PENELITIAN
Studi numerik dilakukan dengan membuat model uji sesuai dengan geometri dan dimensi pada studieksperimen yang diperlihatkan pada gambar 1, terdiri atas 20 array circular tube berada di tengah salurantegak. Urutan tube dihitung no.1 paling atas sampai no.20 paling bawah. Gap ratio (S/D) 1.05; 2.10; 3.15 dan4.20 pada panjang pipa kapiler 3.0 m (standard). S = jarak antar dinding, D = ¼" (dia. silinder).
Dinding tegak didefinisikan sebagai dinding adiabatik dan dinding konveksi. Saluran masuk dan keluardidefinisikan sebagai pressure inlet dan pressure outlet. Solusi numerik diselesaikan dengan metode upwinddifferencing dan metode SIMPLE.
3. HASIL DAN PEMBAHASANGrafik 1 memperlihatkan distribusi temperatur tube kondensor dalam variasi gap ratio. Perubahan S/D1.05-3.15 terjadi penurunan temperatur yang signifikan. Perubahan S/D1.05-2.10 menunjukkan besarnya pengaruhdinding konveksi terhadap perpindahan panas setelah blockage aliran terbuka. Sedangkan S/D2.10-3.15 lajualiran udara semakin bertambah, pengaruh dinding konveksi mulai berkurang. Bukaan S/D3.15-4.20penurunan temperatur tube yang terjadi tidak signifikan lagi. Fenomena ini menunjukkan bahwa tambahanjarak dinding konveksi tidak berpengaruh lagi meningkatkan perpindahan panas yang signifikan, karenakecepatan udara melintasi tube lebih dahulu telah terakselerasi.
Grafik 1. Distribusi temperatur tube kondensensor terhadap gap ratio.
Garis-Garis Isotermal Udara
Temperatur Tube untuk Kapiler 3m; Type D
40
42,5
45
47,5
50
52,5
55
57,5
60
62,5
0 2 4 6 8 10 12 14 16 18 20 22
Tube
Tem
pera
tur
(C)
S/D 1.05
S/D 2.10
S/D 3.15
S/D 4.20
Gambar 1. Domain numerik dan model grid.
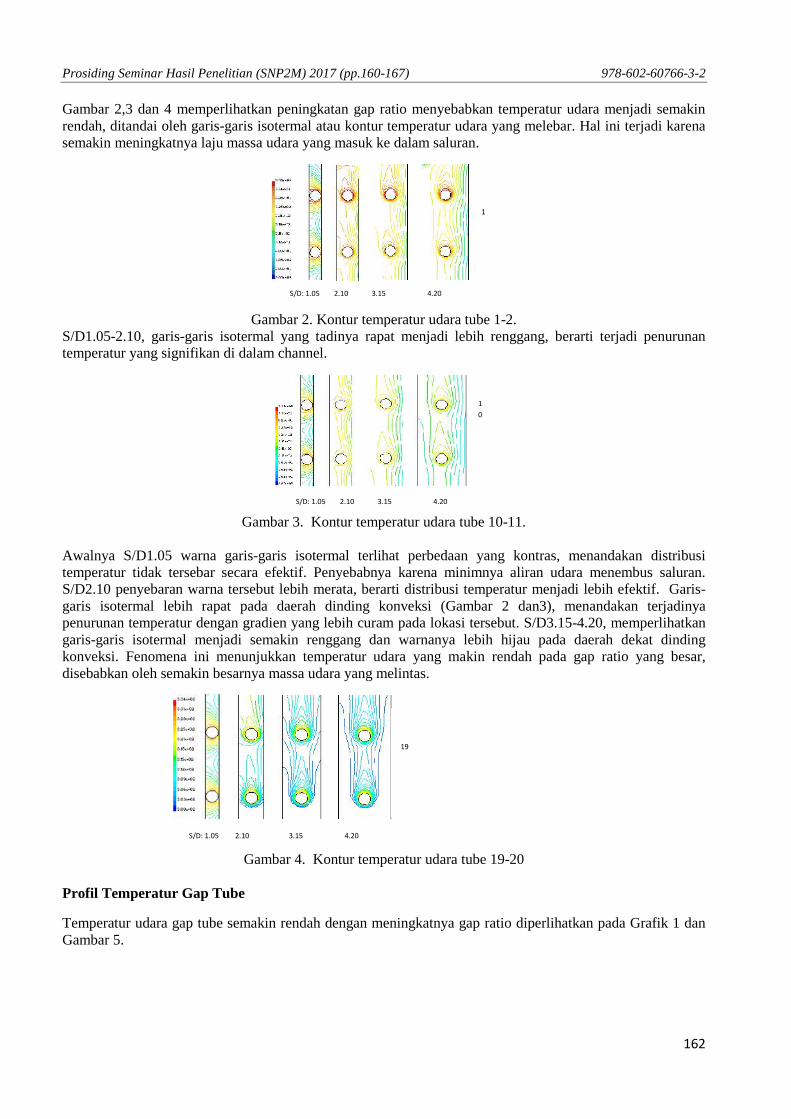
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.160-167) 978-602-60766-3-2
162
Gambar 2,3 dan 4 memperlihatkan peningkatan gap ratio menyebabkan temperatur udara menjadi semakinrendah, ditandai oleh garis-garis isotermal atau kontur temperatur udara yang melebar. Hal ini terjadi karenasemakin meningkatnya laju massa udara yang masuk ke dalam saluran.
Gambar 2. Kontur temperatur udara tube 1-2.S/D1.05-2.10, garis-garis isotermal yang tadinya rapat menjadi lebih renggang, berarti terjadi penurunantemperatur yang signifikan di dalam channel.
Gambar 3. Kontur temperatur udara tube 10-11.
Awalnya S/D1.05 warna garis-garis isotermal terlihat perbedaan yang kontras, menandakan distribusitemperatur tidak tersebar secara efektif. Penyebabnya karena minimnya aliran udara menembus saluran.S/D2.10 penyebaran warna tersebut lebih merata, berarti distribusi temperatur menjadi lebih efektif. Garis-garis isotermal lebih rapat pada daerah dinding konveksi (Gambar 2 dan3), menandakan terjadinyapenurunan temperatur dengan gradien yang lebih curam pada lokasi tersebut. S/D3.15-4.20, memperlihatkangaris-garis isotermal menjadi semakin renggang dan warnanya lebih hijau pada daerah dekat dindingkonveksi. Fenomena ini menunjukkan temperatur udara yang makin rendah pada gap ratio yang besar,disebabkan oleh semakin besarnya massa udara yang melintas.
Gambar 4. Kontur temperatur udara tube 19-20
Profil Temperatur Gap Tube
Temperatur udara gap tube semakin rendah dengan meningkatnya gap ratio diperlihatkan pada Grafik 1 danGambar 5.
S/D: 1.05 2.10 3.15 4.20
19
20
S/D: 1.05 2.10 3.15 4.20
10
11
S/D: 1.05 2.10 3.15 4.20
1
2
S/D: 1.05 2.103.15 4.20

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.160-167) 978-602-60766-3-2
163
Gambar 5. Profil temperatur udara gap tube1.S/D1.05-2.10 menyebabkan terjadinya penurunan temperatur udara gap dengan gradient yang curam.Penurunan temperatur ke arah dinding konveksi lebih curam dibandingkan ke arah dinding adiabatis untukgap tube 1 dan 10 pada grafik 1, Gambar 5 dan 6. Sedangkan fenomena yang terjadi di gap tube 20 padaGambar 6, memperlihatkan terjadinya penurunan temperatur antara permukaan tube dan udara dengangradient tercuram.
Gambar 6. Profil tempetratur udara gap tube10. Gambar 7. Profil tempetratur udara gap tube20.
Gap tube 20 menunjukkan profil temperatur yang relatif seimbang pada kedua sisi, karena tube 20merupakan laluan udara masuk yang berperilaku sebagai silinder tunggal. Penurunan temperatur yang lebihbesar pada gap tube 1 dibandingkan pada gap tube 10. Disebabkan oleh permukaan tube 1 merupakantemperatur tertinggi, karena tube ini merupakan sisi masuk berupa gas refrigerant panas lanjut darikompressor. Sebaliknya gap tube 10, temperatur tube jauh lebih rendah karena refrigerant di dalamnyasebagian sudah mencair. Perbedaan penurunan temperatur ini berdampak kepada perbedaan Nusselt numberdi permukaan tube tersebut. Sedangkan profil temperatur tube 1, garis-garis isotermal condong ke kanan,terjadi air inflow yang mengganggu aliran keluar di sisi kiri gap menyebabkan kontur temperatur condong kekanan. Terjadinya fenomena air inflow seperti ini juga dijumpai oleh Manca dkk pada eksperimen inclinedDisccretely heated plat and a parallel shroud below.
Vektor Kecepatan Udara
Gambar 8,10 dan 10 menunjukkan velocity vector di daerah tube 1-2, 10-11 dan 19-20, merupakan gambaranvelocity vektor dalam gap secara keseluruhan untuk semua variasi gap ratio dengan panjang pipa kapilerstandard.
Temperatur Udara Gap Tube 1; Kap.3m; Type D
295
300
305
310
315
320
325
330
335
-0,014 -0,012 -0,01 -0,008 -0,006 -0,004 -0,002 0 0,002 0,004 0,006 0,008 0,01 0,012 0,014
x (m)
Tem
pera
tur
(K)
1.05 2.10 3.15 4.20
Temperatur Udara Gap Tube 10; Kap.3m; Type D
295
300
305
310
315
320
325
330
335
-0,014 -0,012 -0,01 -0,008 -0,006 -0,004 -0,002 0 0,002 0,004 0,006 0,008 0,01 0,012 0,014
x (m)
Tem
pera
tur (
K)
1.05 2.10 3.15 4.20
Temperatur Udara Gap Tube 20; Kap.3m; Type D
295
300
305
310
315
320
325
330
335
-0,014 -0,012 -0,01 -0,008 -0,006 -0,004 -0,002 0 0,002 0,004 0,006 0,008 0,01 0,012 0,014
x (m)
Tem
pera
tur
(K)
1.05 2.10 3.15 4.20
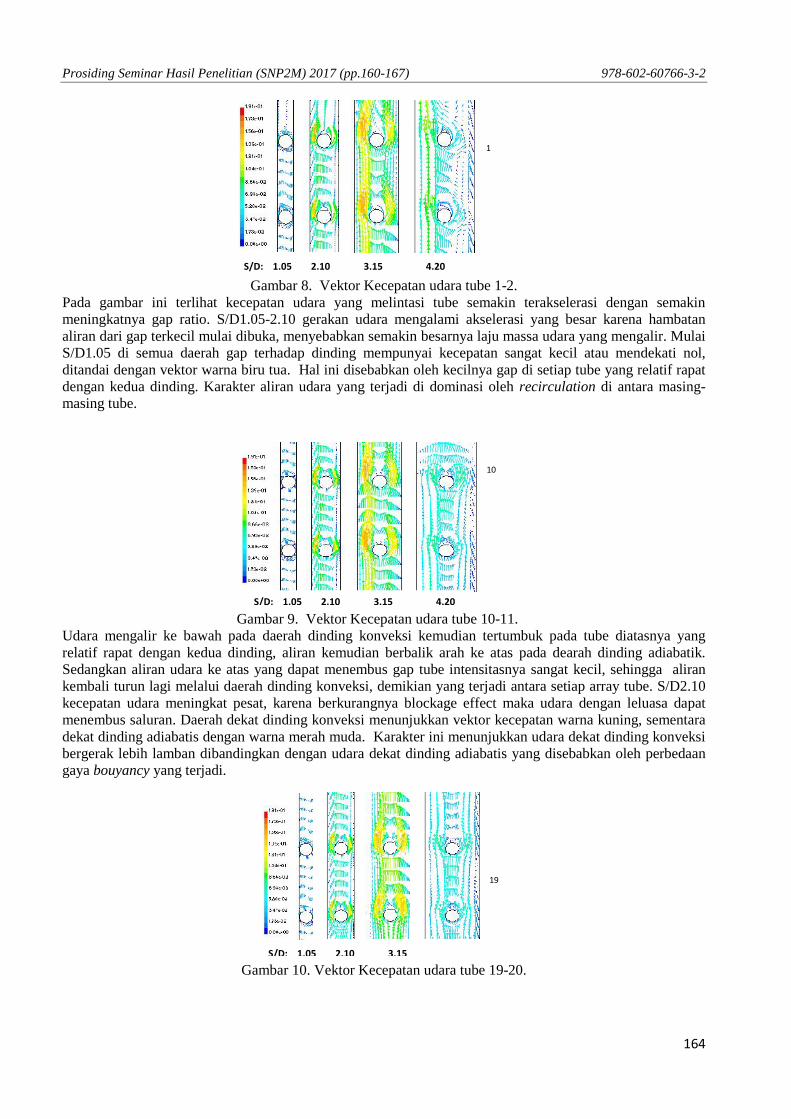
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.160-167) 978-602-60766-3-2
164
Gambar 8. Vektor Kecepatan udara tube 1-2.Pada gambar ini terlihat kecepatan udara yang melintasi tube semakin terakselerasi dengan semakinmeningkatnya gap ratio. S/D1.05-2.10 gerakan udara mengalami akselerasi yang besar karena hambatanaliran dari gap terkecil mulai dibuka, menyebabkan semakin besarnya laju massa udara yang mengalir. MulaiS/D1.05 di semua daerah gap terhadap dinding mempunyai kecepatan sangat kecil atau mendekati nol,ditandai dengan vektor warna biru tua. Hal ini disebabkan oleh kecilnya gap di setiap tube yang relatif rapatdengan kedua dinding. Karakter aliran udara yang terjadi di dominasi oleh recirculation di antara masing-masing tube.
Gambar 9. Vektor Kecepatan udara tube 10-11.Udara mengalir ke bawah pada daerah dinding konveksi kemudian tertumbuk pada tube diatasnya yangrelatif rapat dengan kedua dinding, aliran kemudian berbalik arah ke atas pada dearah dinding adiabatik.Sedangkan aliran udara ke atas yang dapat menembus gap tube intensitasnya sangat kecil, sehingga alirankembali turun lagi melalui daerah dinding konveksi, demikian yang terjadi antara setiap array tube. S/D2.10kecepatan udara meningkat pesat, karena berkurangnya blockage effect maka udara dengan leluasa dapatmenembus saluran. Daerah dekat dinding konveksi menunjukkan vektor kecepatan warna kuning, sementaradekat dinding adiabatis dengan warna merah muda. Karakter ini menunjukkan udara dekat dinding konveksibergerak lebih lamban dibandingkan dengan udara dekat dinding adiabatis yang disebabkan oleh perbedaangaya bouyancy yang terjadi.
Gambar 10. Vektor Kecepatan udara tube 19-20.S/D: 1.05 2.10 3.154.20
19
20
S/D: 1.05 2.10 3.15 4.20
10
11
S/D: 1.05 2.10 3.15 4.20
1
2
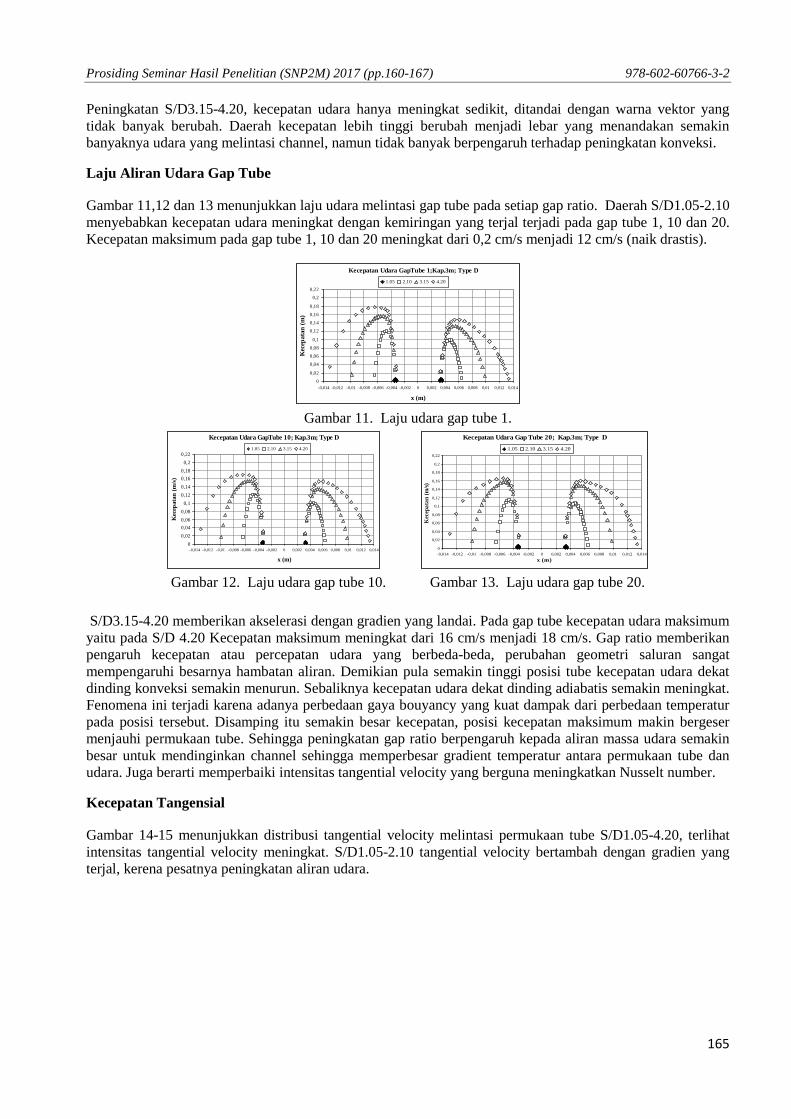
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.160-167) 978-602-60766-3-2
165
Peningkatan S/D3.15-4.20, kecepatan udara hanya meningkat sedikit, ditandai dengan warna vektor yangtidak banyak berubah. Daerah kecepatan lebih tinggi berubah menjadi lebar yang menandakan semakinbanyaknya udara yang melintasi channel, namun tidak banyak berpengaruh terhadap peningkatan konveksi.
Laju Aliran Udara Gap Tube
Gambar 11,12 dan 13 menunjukkan laju udara melintasi gap tube pada setiap gap ratio. Daerah S/D1.05-2.10menyebabkan kecepatan udara meningkat dengan kemiringan yang terjal terjadi pada gap tube 1, 10 dan 20.Kecepatan maksimum pada gap tube 1, 10 dan 20 meningkat dari 0,2 cm/s menjadi 12 cm/s (naik drastis).
Gambar 11. Laju udara gap tube 1.
Gambar 12. Laju udara gap tube 10. Gambar 13. Laju udara gap tube 20.
S/D3.15-4.20 memberikan akselerasi dengan gradien yang landai. Pada gap tube kecepatan udara maksimumyaitu pada S/D 4.20 Kecepatan maksimum meningkat dari 16 cm/s menjadi 18 cm/s. Gap ratio memberikanpengaruh kecepatan atau percepatan udara yang berbeda-beda, perubahan geometri saluran sangatmempengaruhi besarnya hambatan aliran. Demikian pula semakin tinggi posisi tube kecepatan udara dekatdinding konveksi semakin menurun. Sebaliknya kecepatan udara dekat dinding adiabatis semakin meningkat.Fenomena ini terjadi karena adanya perbedaan gaya bouyancy yang kuat dampak dari perbedaan temperaturpada posisi tersebut. Disamping itu semakin besar kecepatan, posisi kecepatan maksimum makin bergesermenjauhi permukaan tube. Sehingga peningkatan gap ratio berpengaruh kepada aliran massa udara semakinbesar untuk mendinginkan channel sehingga memperbesar gradient temperatur antara permukaan tube danudara. Juga berarti memperbaiki intensitas tangential velocity yang berguna meningkatkan Nusselt number.
Kecepatan Tangensial
Gambar 14-15 menunjukkan distribusi tangential velocity melintasi permukaan tube S/D1.05-4.20, terlihatintensitas tangential velocity meningkat. S/D1.05-2.10 tangential velocity bertambah dengan gradien yangterjal, kerena pesatnya peningkatan aliran udara.
Kecepatan Udara GapTube 1;Kap.3m; Type D
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0,18
0,2
0,22
-0,014 -0,012 -0,01 -0,008 -0,006 -0,004 -0,002 0 0,002 0,004 0,006 0,008 0,01 0,012 0,014
x (m)
Kec
epat
an (
m)
1.05 2.10 3.15 4.20
Kecepatan Udara GapTube 10; Kap.3m; Type D
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0,18
0,2
0,22
-0,014 -0,012 -0,01 -0,008 -0,006 -0,004 -0,002 0 0,002 0,004 0,006 0,008 0,01 0,012 0,014
x (m)
Kec
epat
an (
m/s
)
1.05 2.10 3.15 4.20
Kecepatan Udara Gap Tube 20; Kap.3m; Type D
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0,18
0,2
0,22
-0,014 -0,012 -0,01 -0,008 -0,006 -0,004 -0,002 0 0,002 0,004 0,006 0,008 0,01 0,012 0,014
x (m)
Kec
epat
an (
m/s
)
1.05 2.10 3.15 4.20

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.160-167) 978-602-60766-3-2
166
Gambar 14. Kecepatan tangensial tube 1. Gambar 15. Kecepatan tangensial tube 10.
S/D3.15-4.20 nilai tangential velocity hanya meningkat landai, pola profil tangential velocity hampir tidakmengalami perubahan. Daerah tube 1 (Gambar 14) menunjukkan aliran udara melintasi pemukaan tubemempunyai titik stagnasi sekitar θ = -12o, kemudian mengalami akselerasi hingga sekitar θ = 35o dan θ = -45o.Selanjutnya mengalami deselerasi, hingga θ = 86o dan θ = -92o aliran mulai terseparasi. Pada daerah antaraθ = 86o sampai 130o dan sekitar θ = -92o sampai -137o terdapat tangential velocity arah berlawanan. Arahyang berlawanan ini disebabkan oleh adanya vortex separasi di daerah downstream tube 1 yang mengganggutangential velocity dibelakang tube. Tangential velocity di permukaan tube daerah dinding konveksi lebihkecil dibandingkan pada permukaan tube daerah dinding adiabatis. Dimana semakin tinggi posisi tube titikstagnasi semakin ke kiri, hal ini disebabkan oleh terjadinya gaya bouyancy yang lebih besar di sebelah kirikarena temperaturnya lebih tinggi.
Gambar 15. Kecep. tangential tube 20. Gambar 16. Distribusi Nusselt number tube 1.
Local Nusselt number
Distribusi Local Nusselt number di permukaan tube pada S/D1.05-4.20 diperlihatkan pada grafik 5a-c.Peningkatan gap ratio menyebabkan Nusselt number yang bertambah. Fenomena ini dijumpai pula olehSefcik dkk dalam penelitian vertically vented enclosure tanpa tube, mengemukakan apabila ventilasienclosure dibuka lebih lebar secara umum meningkatkan koefisien perpindahan panas.
Peningkatan gap ratio pada range S/D1.05-2.10 menghasilkan Nusselt number menanjak dengan gradientyang terjal. Dimulai S/D1.05 Nusselt number dominan berada di daerah upstream dan downstream tube,disebabkan oleh aliran didominasi recirculation pada daerah antar tube. Pada S/D2.10 Nusselt numberkemudian meningkat karena adanya akselerasi yang kuat.
Gambar 17. Distribusi Nusselt number tube 10. Gambar 18. Distribusi Nusselt number tube 20.
Nusselt number Tube 1; Kapiler 3m; Type D
050
100150200250300350400450500550600650700
-180 -150 -120 -90 -60 -30 0 30 60 90 120 150 180
θ
Nusselt number
S/D 1.05
S/D 2.10
S/D 3.15
S/D 4.20
Nusselt Number Tube 10; Kapiler 3m; Type D
050
100150200250300350400450500550600650700
-180 -150 -120 -90 -60 -30 0 30 60 90 120 150 180θ
Nusselt number
S/D 1.05
S/D 2.10
S/D 3.15
S/D 4.20
Nusselt number Tube 20; Kapiler 3m; Type D
050
100150200250300350400450500550600650700
-180 -150 -120 -90 -60 -30 0 30 60 90 120 150 180
θ
Nusselt number
S/D 1.05
S/D 2.10
S/D 3.15
S/D 4.20
Tangential Velocity Tube 20; Kapiler 3m ; Type D
-0,03-0,025
-0,02-0,015
-0,01-0,005
00,005
0,010,015
0,020,025
0,03
-180 -150 -120 -90 -60 -30 0 30 60 90 120 150 180
θ
Tangential velocity (m/s)
S/D 1.05
S/D 2.10
S/D 3.15
S/D4.20
180o
90o-90o
o0
Tangential Velocity Tube 10; Kapiler 3m; Type D
-0,03
-0,025
-0,02
-0,015
-0,01
-0,005
0
0,005
0,01
0,015
0,02
0,025
0,03
-180 -150 -120 -90 -60 -30 0 30 60 90 120 150 180
θ
Tangential velocity (m/s)
S/D 1.05
S/D 2.10
S/D 3.15
S/D 4.20
Tangential Velocity Tube 1; Kapiler 3m; Type D
-0,03-0,025
-0,02-0,015
-0,01
-0,0050
0,005
0,010,015
0,02
0,0250,03
-180 -150 -120 -90 -60 -30 0 30 60 90 120 150 180θ
Tangential velocity (m/s)
S/D 1.05
S/D 2.10
S/D 3.15
S/D 4.20

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.160-167) 978-602-60766-3-2
167
Sebaliknya pada range S/D3.15-4.20 Nusselt number masih bertambah dengan gradient yang landai. DariGambar 16-18, menunjukkan distribusi Nusselt number tetap tertinggi di daerah upstream dibandingkandengan daerah downstream tube. Gejala ini terjadi oleh perbedaan tangential velocity dan temperaturegradient antara permukaan tube dan udara gap. Untuk semua tube tersebut, pada daerah titik separasi yangseharusnya mempunyai Nusselt number paling kecil ternyata mempunyai Nusselt number yang cukup tinggi,hal ini terjadi karena adanya vortex separasi yang mengisi daerah belakang titik separasi.Untuk semua tube dan gap ratio pada type circular ini, walaupun tangential velocity lebih tinggi pada daerahsebelah kiri tube tetapi profil Nusselt number tetap condong ke kanan. Disebabkan oleh pengaruh dindingadiabatik sehingga temperature gradient antara tube dan udara menjadi landai di sisi kiri tube, disusul olehmenurunnya Rayleigh number dipermukaan tube tersebut. Sedangkan untuk tiap gap ratio, Nusselt numberpada tube 1 lebih tinggi daripada tube 10, karena gradien temperatur pada tube 1 lebih curam daripada tube10. Nusselt number mempunyai angka maksimum 600 pada tube 20 (Gambar 17) dibandingkan 230 padatube 10; dan 260 di tube 1 (Gambar 16-18). Disebabkan oleh tube 20 mempunyai temperature gradient yangpaling curam. Sedangkan tube 1 mempunyai Nusselt number lebih besar daripada tube 10 , karena tube 1lepas ke udara luar.
4. KESIMPULANPeningkatan gap ratio S/D menyebabkan kecepatan aliran udara meningkat, terlihat dari semakin besarnyavektor kecepatan udara dan luasannya. Pada S/D1.05-2.10 terjadi peningkatan kecepatan yang signifikansehingga memberikan penurunan temperatur dengan gradient yang curam. S/D1.05 tangential velocity sangatkecil akibat blockage aliran. Karakter aliran didominasi oleh recirculation yang terjadi pada daerah diantaratube. Udara bergerak naik di sisi dinding adiabatis akibat bouyancy force, sebaliknya bergerak turun di sisidinding konveksi akibat gaya grafitasi. Pada S/D2.10 tangential velocity meningkat kuat karena blockageeffect yang berkurang secara drastis. Terbukanya blockage menghasilkan intensitas aliran udara yang kuat.Akibatnya temperatur antara permukaan tube dan udara mengalami penurunan dengan gradient yang curam.Sedangkan pada S/D3.15-4.20 terjadi peningkatan kecepatan dengan intensitas yang lemah, akibatnya hanyamemberikan penurunan temperatur yang kecil. Peningkatan gap ratio pada range ini untuk mengurangiblockage aliran sudah tidak signifikan lagi. Aliran udara di sisi sebelah kiri tube lebih cepat dibandingkandengan di sisi sebelah kanan, terjadi akibat adanya perbedaan gaya bouyancy.
5. DAFTAR PUSTAKA
Davidson, J., Wei Liii, 2002, “Natural Convection of a Horisontal Tube Heat Exchanger Immersed in a TiltedEnclosure”, Journal of Solar Energi Engineering, vol.III, p.1-35.
Krishna, Ary B., dan Prabowo, 2004, “Perpindahan Panas pada Heat Exchanger Vertical Channel”, Jurnal TeknikMesin Vo.4 no.3, ITS Surabaya.
Manca, O, Nardini, S dan Naso, V., 2002,“Effect on Natural Convection of the Distance Between an Inclined DiscretelyHeated Plat and a Parallel Shround Below”, Journal of Heat Transfer, vol.124, p. 441-451.
Newport, D.T., 2001, “On the Thermal Interaction Between an Isothermal Cylinder and Its Isothermal Enclosure forCylinder Rayleigh Numbers of Order 104”, Journal of Heat Transfer vol. 133 P 1052-1061.
Olajuwon, B.I., 2009, “Flow and Natural Convection Heat Transfer in a Power Law Fluid Past a Vertical Plate withHeat Generation”, International Journal of Science,Vol.7(2009) No.1, pp.50-56.
Prabowo, Tajima,N., Kikuchi,Y., 2000, “Hysteretic Phenomena of Combined Forced And Natural Convection FromSingle Row of Five Cylinders” , Journal of em. Fac. Eng. Hiroshima Univ.Vol.49.
Zahrani dan Kiwan, S, 2008, " Mixed Convection Heat Transfer in the Annulus Between Two Concentric VerticalCylinders Using Porous Layers”, Springer Netherlands, Vol. 76, p391-405.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.168-173) 978-602-60766-3-2
168
PENGARUH KONSENTRASI SILIKON OKSIDA (SiO2) DALAM AIR TERHADAPEFEKTIVITAS GENERATOR AIR COOLER PADA SISTEM PLTA
Abdul Rahman1), Firman2)
1),2)Dosen Jurusan Teknik Mesin Politeknik Negeri Ujung Pandang, Makassar
ABSTRACT
Generator Air Cooler is a main component in system of PLTA with the water is used as working fluid forcooling the hot air. Cooling water containt of sediment or soluted particle risk to influence heat transfer. The mainpurpose of this research is to determine the influence of soluted particle (SiO2) in water on the effectiveness of generatorair cooler in system of PLTA. The research on the effectiveness of generator air cooler (GAC) with 5 varies ofconcentration SiO2 in water and 5 varies of volume rate for each concentration is held in Laboratorium of Power PlantSystem II of Machine Department of State Polytechnic of Ujung Pandang. The temperature of air to GAC is keptconstant with the value of 950C. Then recording the temperature of water in and out GAC, the temperature of air in andout GAC. As a result, it was founded that the maximum value of effectiveness was 6% at concentration SiO2 of 4% andat the lowest volume flow rate of 0,54 l/min, then the value of effectiveness decreases along the increasing value ofvolume flow rate and concentration SiO2.
Keywords: Generator Air Cooler, effectiveness, SiO2, volume flow rate.
1. PENDAHULUANBerbagai jenis pembangkit tenaga listrik telah diaplikasikan, namun pembangkit listrik tenaga air
(PLTA) merupakan pembangkit listrik yang paling efisien dan efektif. Pembangkit Listrik Tenaga Air(PLTA) merupakan salah satu jenis pembangkit listrik yang banyak dioperasikan di Indonesia. Saat ini PLTAmerupakan pembangkit listrik yang memiliki potensi yang tinggi untuk dikembangkan di Indonesia karenamemiliki sumber daya air yang memadai. Menurut Ministry of Energy and Mineral Resources (2013), PLTAdi Indonesia memiliki kapasitas terpasang 6.654 GW dari kapasitas potensi hingga 75.670 GW.
Dalam suatu proses pembangkitan energi listrik tentunya setiap komponen diharapkan dapat bekerjasecara optimal, handal, dan efisien sehingga mampu menghasilkan listrik sesuai dengan standar daripembangkit tersebut. Generator merupakan salah satu dari komponen pembangkit energi listrik. Generatorberfungsi mengkonversikan energi mekanik menjadi energi listrik, apabila poros turbin telah berputar makagenerator juga demikian sehingga menghasilkan energi listrik. Dengan berputarnya poros turbin makamenyebabkan pula generator mengalami panas. Panas yang terjadi pada generator disebabkan dengan adanyarugi tembaga, rugi besi, gesekan, dan angin. Berdasarkan uraian sebelumnya panas yang berlebihan dapatmengakibatkan kerusakan pada isolasi penghantar, sebab itu diperlukan pendingin untuk menjaga suhu padagenerator.
Untuk menjaga suhu pada generator tetap stabil maka digunakan sebuah alat penukar kalor. Alatpenukar kalor digunakan untuk memindahkan panas dari sistem ke sistem yang lain, selain itu untukmengontrol temperatur dengan menambah atau mengurangi energi termal pada fluida-fluida di dalam alatpenukar kalor tersebut. Pada proses pendinginan generator, fluida yang didinginkan adalah udara panas,sedangkan yang digunakan untuk mendinginkan udara panas adalah fluida cair yang mengalir dalam tubepenukar kalor. Temperatur udara yang melewati cooler terus menurun seiring dengan pergerakan generatoryang mendorong udara melewati cooler. Temperatur air pendingin terus meningkat dari temperatur awalsebesar 280C menjadi 340C (Adzima, 2015). Efektivitas penukar panas, memiliki peningkatan karenadecreasing suhu udara beredar di dalam generator sebesar 37% (Anwar, 2011).
Dalam proses penukaran kalor pada generator menggunakan air sebagai pendingin udara panas.Dalam proses laju aliran massa biasanya terdapat partikel-partikel yang larut dalam air. Partikel-partikeltersebut sangat berpengaruh terhadap proses perpindahan panas baik dari jenis partikelnya maupun dari segiukuran partikelnya. Maka dari itu diperlukan penelitian lebih lanjut khususnya pengaruh partikel terlarutterhadap efektivitas pendingin generator pada sistem PLTA.
Jika dalam air pendingin terdapat sedimen yang terlarut maka hal ini akan berpengaruh terhadapperpindahan panas. Menurut Pragoyo (2009) pasir kuarsa mengandung SiO2 55,30 – 99,37%, Fe203 0,01 –9,14%, Al2O3 0,01 – 18%, TiO2 0,01 – 0,49%, CaO 0,01 – 3,24%, MgO 0,01 – 0,26%, K2O 0,01 – 17%.
1 Korespondensi: [email protected]
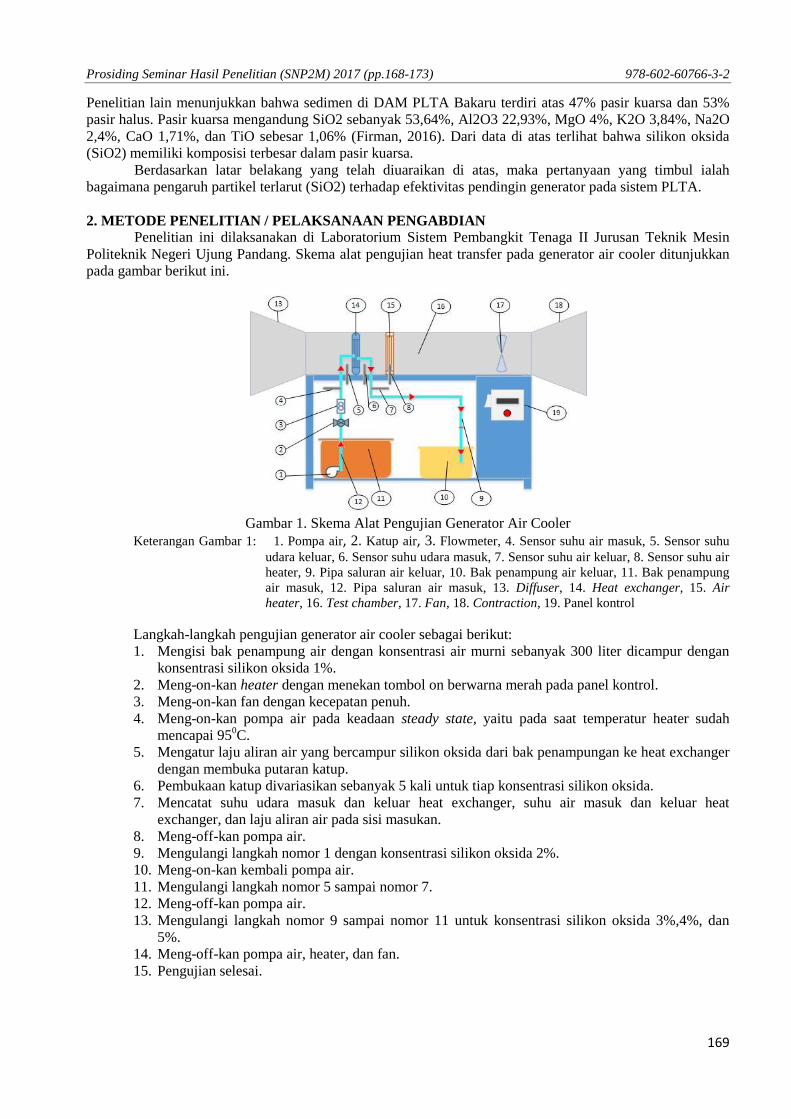
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.168-173) 978-602-60766-3-2
169
Penelitian lain menunjukkan bahwa sedimen di DAM PLTA Bakaru terdiri atas 47% pasir kuarsa dan 53%pasir halus. Pasir kuarsa mengandung SiO2 sebanyak 53,64%, Al2O3 22,93%, MgO 4%, K2O 3,84%, Na2O2,4%, CaO 1,71%, dan TiO sebesar 1,06% (Firman, 2016). Dari data di atas terlihat bahwa silikon oksida(SiO2) memiliki komposisi terbesar dalam pasir kuarsa.
Berdasarkan latar belakang yang telah diuaraikan di atas, maka pertanyaan yang timbul ialahbagaimana pengaruh partikel terlarut (SiO2) terhadap efektivitas pendingin generator pada sistem PLTA.
2. METODE PENELITIAN / PELAKSANAAN PENGABDIANPenelitian ini dilaksanakan di Laboratorium Sistem Pembangkit Tenaga II Jurusan Teknik Mesin
Politeknik Negeri Ujung Pandang. Skema alat pengujian heat transfer pada generator air cooler ditunjukkanpada gambar berikut ini.
Gambar 1. Skema Alat Pengujian Generator Air CoolerKeterangan Gambar 1: 1. Pompa air, 2. Katup air, 3. Flowmeter, 4. Sensor suhu air masuk, 5. Sensor suhu
udara keluar, 6. Sensor suhu udara masuk, 7. Sensor suhu air keluar, 8. Sensor suhu airheater, 9. Pipa saluran air keluar, 10. Bak penampung air keluar, 11. Bak penampungair masuk, 12. Pipa saluran air masuk, 13. Diffuser, 14. Heat exchanger, 15. Airheater, 16. Test chamber, 17. Fan, 18. Contraction, 19. Panel kontrol
Langkah-langkah pengujian generator air cooler sebagai berikut:1. Mengisi bak penampung air dengan konsentrasi air murni sebanyak 300 liter dicampur dengan
konsentrasi silikon oksida 1%.2. Meng-on-kan heater dengan menekan tombol on berwarna merah pada panel kontrol.3. Meng-on-kan fan dengan kecepatan penuh.4. Meng-on-kan pompa air pada keadaan steady state, yaitu pada saat temperatur heater sudah
mencapai 950C.5. Mengatur laju aliran air yang bercampur silikon oksida dari bak penampungan ke heat exchanger
dengan membuka putaran katup.6. Pembukaan katup divariasikan sebanyak 5 kali untuk tiap konsentrasi silikon oksida.7. Mencatat suhu udara masuk dan keluar heat exchanger, suhu air masuk dan keluar heat
exchanger, dan laju aliran air pada sisi masukan.8. Meng-off-kan pompa air.9. Mengulangi langkah nomor 1 dengan konsentrasi silikon oksida 2%.10. Meng-on-kan kembali pompa air.11. Mengulangi langkah nomor 5 sampai nomor 7.12. Meng-off-kan pompa air.13. Mengulangi langkah nomor 9 sampai nomor 11 untuk konsentrasi silikon oksida 3%,4%, dan
5%.14. Meng-off-kan pompa air, heater, dan fan.15. Pengujian selesai.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.168-173) 978-602-60766-3-2
170
3. HASIL DAN PEMBAHASANHasil Pengujian
Data dari hasil pengujian pengaruh konsentrasi silikon oksida dalam air terhadap efektivitasgenerator air cooler pada sistem PLTA ditampilkan sebagai berikut.Tabel 1. Hasil Pengujian untuk konsentrasi silika 1% Tabel 2. Hasil Pengujian untuk konsentrasi silika 2%
Tabel 3. Hasil Pengujian untuk konsentrasi silika 3% Tabel 4. Hasil Pengujian untuk konsentrasi silika 4%
Tabel 5. Hasil Pengujian untuk konsentrasi silika 5%
Perhitungan data Hasil PengujianUntuk contoh perhitungan diambil dari data hasil pengujian pada konsentrasi silikon oksida 1% padabukaan katup 1:vudara = 1,1 m/s (kecepatan udara)Theater = 95 0CQair = 0,54 ltr/mnt = 0,000009 m3/s (laju aliran air konsentrat)Th in = 52,50 0CTh out = 29,75 0CTc in = 27,50 0CTc out = 28,75 0CZ = 0,3 m (tinggi saluran udara test chamber)L = 0,4 m (lebar saluran udara test chamber)Perhitungan perpindahan panas aktual(qact)qact = Cc (Tc out–Tc in)qact = 37,48 (28,75–27,50) = 46,85 WPerhitungan perpindahan panas maksimum(qmax)qmax = Cmin (Th in–Tc in)qmax = 37,48 (52,50 –27,50) = 937 W
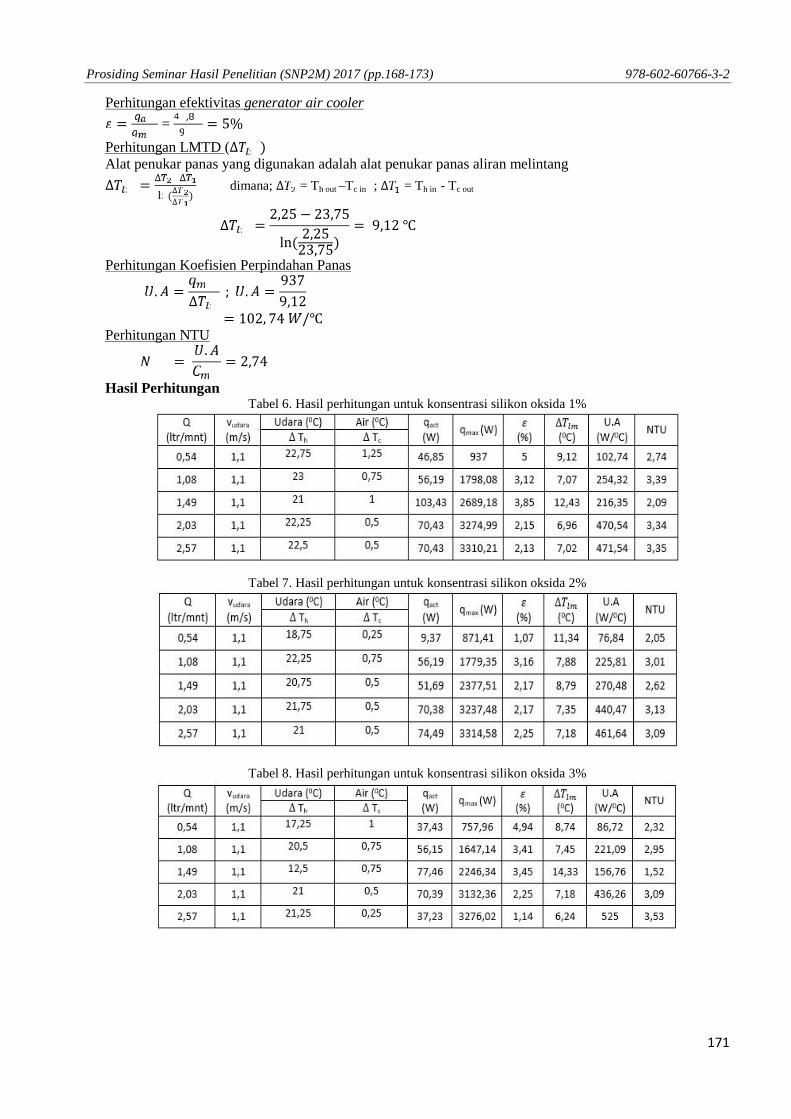
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.168-173) 978-602-60766-3-2
171
Perhitungan efektivitas generator air cooler= =, = 5%
Perhitungan LMTD (∆ )Alat penukar panas yang digunakan adalah alat penukar panas aliran melintang∆ = ∆ ∆(∆∆ ) dimana; ∆ = Th out –Tc in ; ∆ = Th in - Tc out∆ = 2,25 − 23,75ln( 2,2523,75) = 9,12 Perhitungan Koefisien Perpindahan Panas. = ∆ ; . = 9379,12= 102, 74 /Perhitungan NTU= . = 2,74Hasil Perhitungan
Tabel 6. Hasil perhitungan untuk konsentrasi silikon oksida 1%
Tabel 7. Hasil perhitungan untuk konsentrasi silikon oksida 2%
Tabel 8. Hasil perhitungan untuk konsentrasi silikon oksida 3%

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.168-173) 978-602-60766-3-2
172
Tabel 9. Hasil perhitungan untuk konsentrasi silikon oksida 4%
Tabel 10. Hasil perhitungan untuk konsentrasi silikon oksida 5%
Grafik dan Pembahasan
Gambar 2. Grafik hubungan antara variasi laju aliran air (Q) terhadap efektivitas generator air cooler untukkonsentrasi silikon oksida 1%, 2%, 3%, 4%, dan 5%
Dari Gambar 2, dapat dianalisa pengaruh konsentrasi silikon oksida dalam air dengan variasi laju aliranterhadap efektivitas generator air cooler. Grafik tersebut memperlihatkan bahwa secara keseluruhan,efektivitas generator air cooler mengalami penurunan seiring bertambahnya laju aliran air. Dari limakonsentrasi silikon oksida yang diuji, efektivitas silikon oksida tertinggi terjadi pada konsentrasi silikonoksida 4% Hal ini dapat dilihat pada laju aliran air terendah 0,54 ltr/mnt dengan konsentrasi silikon oksida4% diperoleh efektivitas tertinggi yaitu sebesar 6%.
01234567
0.54 1.08 1.49 2.03 2.57
(%)
Q (ltr/mnt)
SiO2 (1%) SiO2 (2%) SiO2 (3%) SiO2 (4%) SiO2 (5%)

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.168-173) 978-602-60766-3-2
173
Gambar 3. Grafik hubungan antara variasi laju aliran air (Q) terhadap NTU untuk konsentrasi silikon oksida 1%,2%, 3%, 4%, dan 5%
Gambar 3 memperlihatkan hubungan antara variasi laju aliran air terhadap NTU pada konsentrasi silikonoksida yang berbeda-beda. Dari grafik diketahui bahwa NTU cenderung meningkat seiring dengan kenaikanlaju aliran air. Hal ini dikarenakan semakin besar laju aliran air maka penyerapan panas oleh air pendinginterhadap udara panas terjadi dengan sangat singkat sehingga perubahan temperatur ∆ semakin kecil yangmengakibatkan meningkatnya nilai NTU. Dari grafik, NTU maksimum yaitu 3,5 terjadi pada laju aliran airterbesar 2,57 ltr/mnt dan pada konsentrasi silikon oksida 3%.
4. KESIMPULAN Konsentrasi silikon oksida dalam air dan laju aliran berpengaruh terhadap NTU (Number of Transfer Unit)
dan efektivitas generator air cooler. Laju aliran air dan konsentrasi silikon oksida yang tinggi menyebabkanNTU mengalami peningkatan, sedangkan laju aliran yang rendah dan konsentrasi silikon oksida yang tinggimenghasilkan efektivitas yang tinggi.
NTU (Number of Transfer Unit) terbesar yaitu 3,5 diperoleh pada laju aliran 2,57 ltr/mnt dan konsentrasisilikon oksida 3%, sedangkan efektivitas generator air cooler tertinggi yaitu 6% terjadi pada laju aliran air0,54 ltr/mnt dan konsentrasi silikon oksida 4%.
5. DAFTAR PUSTAKA
Anwar, Khaeril. 2015. Efektivitas Alat Penukar Kalor Pada Sistem Pendingin Generator PLTA. Dalam Mektek, XIII(3):185-193.
Adzima, M.F. 2015. Pemeliharaan Sistem Air Pendingin (Cooling Water System). Laporan Praktek Kerja LapanganMahasiswa Jurusan Teknik Mesin Politeknik Negeri Ujung Pandang,
Cengel, Yunus A., 2002, “Heat Transfer : A Practical Approach “. Second Edition. Mc. Graw Hill.Firman., A.M. Shiddiq Yunus, M. Yusuf Yunus 2016. Sediment Characteristic on Hydropower Plant Bakaru, South
Sulawesi. International Conference on Engineering Science and Nanotechnology 2016. 3-5 Agustus 2016 HotelThe Alana di Solo.
Kahoul, A, H.M. Shafey, A.K. Abdel-Rahman. (2013). Performance STUDY of Generator Air Coolers for The Hydro-Power Plant at Aswan High Dam. Journal of Engineering Sciences, Assiut University, Faculty of Engineering,Vol. 41. No.3, May, 2013.
Long, Ch, and S. Naser. 2009. “Heat Transfer”. BookBoon, ISBN-13: 9788776814328.(online),(http://www.ebooksdirectory.com/detailsphp?ebook=2152), diakses 16 Nopember 2016.
Prayogo, T., B. Budiman. 2009. Survei Potensi Pasir Kuarsa di Daerah Ketapang Propinsi Kalimantan Barat. JurnalSains dan Teknologi Indonesia. Vol. II (126-132).
Ranesh K. Shah and Dusan P. Sekulic, 2003,”Fundamentals of Heat Exchanger Design”. John Wiley & Sons, Inc.Rasta, I Made. 2007. Pengaruh Laju Aliran Volume Chilled Water Terhadap NTU pada FCU Sistem AC Jenis Water
Chiller. Jurnal Teknik Mesin. Vol. IX (72-79).
00.5
11.5
22.5
33.5
4
0.54 1.08 1.49 2.03 2.57
NTU
Q (ltr/mnt)
SiO2 (1%) SiO2 (2%) SiO2 (3%) SiO2 (4%) SiO2 (5%)

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.174-178) 978-602-60766-3-2
174
PENGARUH PENAMBAHAN KANTONG PLASTIK TERHADAP KARAKTERISTIKSEKAM PADI
Muhammad Anshar1, Dahlang Tahir2, dan Makhrani2
1)Teknik Pembangkit Energi, Jurusan Teknik Mesin, Politeknik Negeri Ujung pandang, Makassar, Indonesia2)Jurusan Fisika, Falultas Matematika dan Ilmu Pengetahuan Alam, UNHAS Makassar, Indonesia
ABSRACT
This research is done by the addition of plastic bag (PB) to the characteristics of rice husk (RH) as fuel inpower plant. Testing of rice husk characteristics was done by adding plastic bag material in rice husk material about10% and 30%. Further proximate and ultimate analysis and Thermografimetrik test at temperature from 30 - 800⁰C,10⁰C / min heating rate range, nitrogen flow rate about 50 ml / min. The dehydration process takes place at atemperature of 40 - 100⁰C, while for thermal degradation processes occurs at a temperature of 200 - 340⁰C, 400-500⁰C,and 580 - 670⁰C. The activation energy and heating values of R9P1 and R7P3 increased significantly with the additionof PB about 10% and 30%. It was concluded that the addition of PB and RH in the co-pyrolysis process showed betterimprovement in the characteristics of rice husk fuel compared to the original state.
Keywords: Rice husk, Plastic bag, Co-pyrolysis, Thermogravimetric Analysis
1. PENDAHULUANPada tahun 2011, konsumsi bahan bakar fosil di Indonesia mencapai sekitar 95%. Penggunaan
minyak, batu bara, dan gas mencapai sekitar 49,5%, 26% dan 20,4% dari total energy, berturut-turut.Pemanfaatan sumber energi fosil tersebut akan habis sekitar 23, 55, dan 83 tahun dari tahun 2011, berturut-turut. Saat yang sama, ketersediaan energi listrik di Indonesia masih kurang. Rasio elektrifikasi di Indonesiabaru mencapai sekitar 72,95%, yang berarti bahwa masih ada 27,05% rumah tangga yang belum menerimalistrik, terutama di daerah terpencil [1]. Kondisi ini perlu diantisipasi dengan memanfaatkan energiterbarukan secara optimal untuk memenuhi kebutuhan energi listrik tanpa bergantung pada energy fosil.
Potensi residue pertanian dan MSW cukup besar, dapat dimanfaatkan sebagai sumber energi listrik.Pada tahun 2010, potensi sekam padi (RH) sekitar 13 juta ton dengan potensi energi sekitar 195,000,000 TJ[2]. Sementara itu, potensi sampah padat plastik (PSW) sekitar 693 ton dengan potensi energi sekitar28.752.528 MJ, setara dengan 1.065 ton batubara atau 593 ton minyak [3]. PSW, khusus kantong plastik (PB)terbuat dari hight density polyethylene (HDPE) dan memiliki energi yang besar dengan nilai kalori (CV)sekitar 41,2 MJ/kg. Nilai ini adalah dalam kisaran 39.030 - 41.500 MJ/kg [4], sedangkan CV dari RH sekitar13,44 MJ / kg adalah dalam kisaran 13 - 16 MJ / kg [5]. Berdasarkan CV dan potensi bahan bakar, studi co-pirolisis dan co-oksidatif dilakukan untuk menentukan kelayakan penerapan PB dan RH sebagai bahan bakaralternatif pada pembangkit listrik melalui co-pembakaran.
Beberapa studi sebelumnya telah dilakukan tentang co-pirolisis dan co-oksidatif PB dan RH sebagaisumber energy [6-9][6-10]. Sebuah analisa termogravimetri digunakan untuk mempelajari reaksi degradasi,mekanisme kinetika, dan pembakaran biomassa. Studi pirolisis dan oksidatif MSW telah dikenal untukmenyediakan sumber daya energi alternatif dan bahan baku kimia. Metode co-pyrolysis and co-oxidativetelah mendapat banyak perhatian karena metode ini memiliki potensi dalam mengurangi volume sampah,pemulihan berbagai bahan kimia dan sebagai pengganti bahan bakar fosil [10]. [11]. co-pyrolysis and co-oxidative RH dengan campuran PB sekitar 10%, 30%, 50%, diperoleh melalui perlakuan panas padaberbagai suhu dan jangka waktu.
2. METODE PENELITIANPB dikeringkan dalam oven pada suhu 105⁰C selama 1 jam, sedangkan RH dikeringkan selama 7
jam, sebagaimana penelitian sebelumnya [11-12] [12-13]. Campuran PB dan RH disaring untuk memperolehukuran homogen dalam kisaran 0,125 - 0,3 mm seperti pada penelitian sebelumnya [13-15]. Sampeldicampur dengan rasio massa, yaitu: 90% RH + 10% PB (R9P1), 70% RH + 30% PB (R7P3), dan 50% RH+ 50% PB (R5P5).
1 Korespondensi: [email protected]

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.174-178) 978-602-60766-3-2
175
Pengujian karakteristik sampel bahan bakar dilakukan dengan analisis proksimate dan ultimate.Analisis proksimat sampel dilakukan untuk menentukan kadar air, zat terbang, karbon tetap, dan kadar abudalam sampel bahan bakar. Selanjutnya, analisis ultimate dilakukan untuk mengetahui komponen kimia darisampel, misalnya: karbon, hidrogen, nitrogen, sulfur, dan oksigen. CV diperoleh dengan menggunakan bombcalorimeter, model IKA C 2000, according to DIN 51900 methods. Proximate analysis sampel dilakukanmenurut metode standar, yaitu: ASTM D3175 for volatile matters, ASTM D 3172 for fixed carbon, ASTMD3173 for moisture content and ASTM D3174 for ash, as in previous studies [16-18]. Selanjutnya, ultimateanalysis of the samples was done according to standard methods, i.e. ASTM D 4239 for sulfur, ASTM D3176 for oxygen and ASTM D 5373 for carbon, hydrogen and nitrogen.
Analisis termogravimetri dilakukan menggunakan TGA/SDTA851-Mettler Toledo untukmenganalisis study co-pirolisis dan co-oksidatif. Tingkat pemanasan (heating rates) dilakukan pada10⁰C/menit dari range temperature 30 -800⁰C dalam jangka waktu 0-82 menit. Proses co-pirolisismenggunakan laju aliran nitrogen sekitar 50 ml/menit, dan massa sampel 5,4 - 5,6 mg. Sedangkan proses co-oksidatif digunakan laju aliran udara sekitar 50 ml/menit dan massa sampel sekitar 5,5 - 5,8 mg, sebagaimanabeberapa studi sebelumnya [6-9, 19-21]. Proses dehidrasi dan degradasi termal pada proses co-pirolisis danco-oksidatif dianalisis dengan kurva TGA dan DTG dengan menggunakan software sma4wine.exe. Degradasitermal pada proses pirolisis biomassa berlangsung sempurna pada range temperature 500 - 600⁰C danmenghasilkan gas, cair, dan arang [22], seperti pada persamaan (1):
(C6H12O6)m (H2+CO+CH4+…+C5H12) + (H20+…+CH3OH+CH3COOH+…) + C (1)
3. HASIL DAN PEMBAHASANHasil analisis proksimat dan ultimate disajikan pada Tabel 1 yang menunjukkan parameter
karakteristik bahan bakar. Nilai kalor (CV) sekam padi (RH) sekitar 13,44 MJ/kg; penambahan PB sekitar10%, 30% dan 50% ke dalam RH meningkatkan CV dari R9P1, R7P3, dan R5P5 sekitar 17.85 MJ / kg,23,97 MJ / kg dan 28,93 MJ /kg, berturut-turut. Sementara itu, zat terbang (VM), karbon (C) dan hidrogen(H) meningkat dengan meningkatnya persentase PB dalam RH. CV menunjukkan korelasi positif dengan C,H dan VM bahan bakar. Sebaliknya, persentase oksigen (O), sulfur (S), nitrogen (N), karbon tetap (FC),kadar air (MC) dan abu menurun dengan meningkatnya persentase PB. Dalam kasus ini, CV memilikikorelasi negatif dengan FC, MC, O, N dan abu dari bahan bakar. Sifat fisik bahan bakar tergantung padakandungan CV dan MC, abu yang mempengaruhi proses pembakaran. Dalam proses pembakaran, CVdiharapkan mencapai nilai maksimum sedangkan MC dan kadar abu diharapkan mencapai nilai minimum.Energi dan daya yang dapat dihasilkan tergantung pada kandungan CV dalam bahan bakar.
Table 1. Hasil pengujian calorific value, proximate and ultimate analysis of RS dan PB
No. Parameters Unit RH R9P1 R7P3 PB1 Calorific value (MJ/kg) 13.44 17.85 23.97 41.212 Proximate Analysis
a. Fixed carbon (%) 14.81 13.62 10.89 0.72b. Volatile matter (%) 55.62 58.65 65.21 89.04c. Moisture content (%) 10.46 9.68 7.53 0.22d. Ash (%) 19.11 18.05 16.37 10.02
3 Ultimate Analysise. Carbon (%) 37.48 40.21 47.00 67.49f. Hydrogen (%) 5.08 5.82 7.10 10.25g. Oxygen (%) 37.81 35.45 29.13 11.92h. Nitrogen (%) 0.43 0.38 0.31 0.26i. Sulfur (%) 0.09 0.09 0.09 0.06j. Ash (%) 19.11 18.05 16.37 10.02
Heat (500 - 600⁰C)
Liquid CharGasBiomass

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.174-178) 978-602-60766-3-2
176
Penambahan PB di dalam RH dapat meningkatkan CV dan VM. Sebaliknya, menurunkan MC, S, Ndan abu. VC yang tinggidalam dapat meningkatkan dan memperbaiki kualitas proses pembakaran [27].Penurunan kandungan N akan mengurangi emisi NOx di udara, sementara penurunan S dapat mengurangiatau meminimalkan polusi dan korosi. Karakteristik penting yang dibutuhkan dalam proses pembakaranbahan bakar adalah volatilitas tinggi, abu dan MC rendah. Kadar abu yang tinggi dapat mempengaruhi lajudan proses pembakaran sehingga mengakibatkan penurunan energy dan pembakaran miskin. Selain itu,meningkatkan biaya penanganan untuk proses dan pembuangan abu. Kandungan MC yang tinggi akanmemperburuk sifat kimia bahan bakar dan mempersulit proses pembakaran [17].
Hasil pirolisis dari RH, PB dan co-pyrolysis R9P1, R7P3 dapat dilihat dari kurva TGA denganmenggunakan software sma4wine. Hasil analisa termogravimetri menunjukkan bahwa proses pirolisis RHdan PB terjadi proses degradasi dalam dua zona yang berbeda. RH terjadi pada suhu dari 40 - 100⁰C (prosesdehidrasi) dan 250 - 390⁰C (proses degradasi termal). Sedangkan proses degradasi termal PB terjadi padasuhu dari 380 - 500⁰C dan 620 - 680⁰C tanpa terjadi proses dehidrasi karena PB adalah bahan non-polar.Dalam proses co-pirolisis R9P1dan R7P3, proses dehidrasi terjadi pada suhu dari 40 - 100⁰C, prosesdegradasi terjadi pada temperature dari 240 - 390⁰C dan 410 - 510⁰C.
Tabel 2 menunjukkan proses pirolisis RH, dimana proses dehidrasi pada zona 1 (DPZ 1) terjadipada suhu 40 - 100⁰C dengan kerugian massa sekitar 5,5%. Dalam hal ini, kadar air dari RH telahdihilangkan sekitar 5,5% oleh proses pemanasan. Proses degradasi termal pada zona 2 (TDZ 2) terjadi padasuhu 250 - 390⁰C dengan kehilangan massa sekitar 52,8% untuk menghasilkan energi. Dengan demikian,massa yang tersisa dari residu adalah sekitar 41,7% yang terdiri dari cairan dan arang. Dalam proses co-pyrolysis R9P1, R7P3, dan R5P5, TDZ 2 terjadi pada range suhu 250 - 390⁰C dan kerugian massa sekitar42,5% dan 35,8%, berturut-turut, dan menghasilkan energi. Pada zona ini, jumlah kerugian massa (energiyang dilepaskan) berbanding terbalik dengan persentase PB dalam RH. Hal ini berbeda dengan proses TDZ3, di mana kehilangan massa (energi yang dilepaskan) dari R9P1 dan R7P3 berbanding lurus denganpersentase PB dalam RH, yaitu sekitar 11,4% dan 22%, masing-masing dan terjadi pada range suhu 420 -510⁰C. Proses TDZ 4 terjadi pada suhu dari 580 - 730C dan 600 - 660⁰C, dengan hilangnya massa sekitar5,2% dan 4,4%, berturut-turut. Dalam kondisi ini, komponen RH mengalami proses degradasi termal secarasempurna, sedangkan komponen PB mulai menurunkan pada suhu dari 420 - 510⁰C, bersama denganhilangnya massa sekitar 11,4% dan 22,0% dari R9P1 dan R7P3, masing-masing. Untuk kasus ini, tampakbahwa kandungan PB yang lebih besar dalam RH, massa yang hilang juga lebih besar. Dalam zona 4,tampak bahwa semakin besar kandungan PB dalam bahan bakar, semakin besar massa yang hilang itumenimbulkan. Secara total, co-pirolisis R9P1 dan R7P3 kehilangan massa terjadi sekitar 64,1% dan 66,7%.Oleh karena itu, residu arang yang dihasilkan adalah sekitar 35,9% dan 33,3%. Hal ini menunjukkan kadarabu yang lebih kecil dengan meningkatnya persentase PB dalam bahan bakar. Karakteristik ini menunjukkanbahwa penggunaan R9P1 dan R7P3 sebagai bahan bakar membutuhkan suhu pembakaran minimum dari 580- 730⁰C. Penambahan PB memiliki pengaruh signifikan pada karakteristik R9P1 dan R7P3 yang berbeda darikarakteristik RH.
Table 2. Parameter hasil studi kinetic pada proses pyrolysis
Fuel SM(mg)
DPZ 1 TDZ 2 TDZ 3 TDZ 4 Charresidues
(%)ML( %)
T(⁰C)
ML(%)
T(⁰C)
ML(%)
T(⁰C)
ML(%)
T(⁰C)
RH 5.6 5.5 40 - 100 52.8 250 - 380 - - - - 41.7
R9P1 5.4 4.8 40 - 100 42.5 250 – 390 11.4 420 - 490 5.2 580 - 680 35.9R7P3 5.5 4.5 40 - 100 35.8 260 – 390 22.0 420 - 510 4.4 600 - 660 33.3PB 5.6 - - 79.7 380 – 500 8.8 620 - 680 - - 11.6
Berdasarkan analisis data, co-pirolisis menunjukkan konten yang lebih besar dari plastik dalamsampel, menghasilkan besar dan meningkatkan energi aktivasi dan residu yang semakin kecil. Hal inidisebabkan plastik memiliki nilai kalori dan zat terbang besar dengan residu abu kecil. Namun, proses co-oksidatif menghasilkan kehilangan massa dan energi aktivasi lebih besar, dan residu abu yang lebih kecil dari

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.174-178) 978-602-60766-3-2
177
proses co-pirolisis. Hal ini disebabkan proses reaksi co-oksidatif terjadi dalam dua tahap, di mana pada tahapkedua, char menjalani proses oksidasi menghasilkan gas dan abu [7], sebagai persamaan (3) dan (4). Gasmenghasilkan energi aktivasi dan residu abu dengan persentase yang lebih kecil dari residu arang proses co-pirolisis. Karakteristik sekam padi dengan penambahan kantong plastic pada proses pyrolisis secara jelasdisajikan pada Gambar 1. Tampak bahwa sekamakin tinggi prosentase penambahan plastik kedalam selampadi maka semakin kecil residu arang yang dihasilkan. Demikian pula terjadi penurunan massa yang besar.Hal ini menunjukkan bahwa kualitas bahan bakar semakin baik karena menghasilkan energy yang lebih besardan residua rang yang lebih kecil.
Gambar 1. Kurva TGA RH, R9P1, R7P3 dan PB pada co-pyrolysis dengan peningkatan suhu 10⁰C/menit,degradasi suhu 30-800⁰C, dan tingkat pengaliran nitrogen 50 ml/menit
4. KESIMPULANKarakteristik termal dari RH co-pirolisis dan co-oksidatif dengan PB menunjukkan peningkatan
energi aktivasi, nilai kalor, zat terbang, dan kandungan karbon. Sebaliknya, abu, nitrogen, sulfur, dankelembaban menunjukkan penurunan. Penambahan sekitar 10%, 30%, dan 50% PB ke RH meningkatkanenergi aktivasi dan nilai kalor dari R9P1, R7P3, dan R5P5, secara signifikan. Co-pirolisis R9P1, R7P3, danR5P5 menghasilkan residu dari sekitar 30,9-35,9%, yang lebih besar dari rekan-oksidatif residu (21-26,1%).Degradasi termal dari co-pirolisis terjadi dalam tiga tahapan proses, sedangkan oksidatif terjadi dalam duatahap kecuali pada R5P5, dengan 3 tahap. Energi aktivasi yang dihasilkan oleh co-oksidatif lebih besar darienergi aktivasi oleh co-pirolisis. Co-pirolisis dan co-oksidatif hasil RH dan PB acara kelayakan dalampelaksanaan co-pembakaran sebagai sumber energi alternatif, yang diharapkan menjadi solusi dalammengatasi kekurangan energi listrik serta mengurangi penggunaan batu bara dan isu-isu dalam menanganiMSW dan PSW.
5. DAFTAR PUSTAKA[1] Directorate of Energy and Minerals Resources, Alignment of National Energy Policy (KEN) with the General
Plan National Energy (RUEN), Policy paper. 2012.[2] Directorate of Energy and Minerals Resources (2012). "Alignment of National Energy Policy (KEN) with the
General Plan National Energy (RUEN)." Policy paper.[2] Anshar, M., Ani, F. N., and Kader, A. S., Potential surplus of rice straw as a source of energy for rural
communities in Indonesia, Applied Mechanics and Materials, Trans Tech Publications, Switzerland. 695 (2015)806-810.
[3] Anshar, M., Ani, F. N., and Kader, A. S., The potential energy of plastic solid waste as alternative fuel for powerplants in indonesia, Applied Mechanics and Materials, Trans Tech Publications, Switzerland. 699 (2015) 595-600.
[4] C-Tech Innovation Ltd., Thermal methods of municipal waste treatment, Programme on Sustainable ResourceUse. 2003.
[5] Rozainee, M., Ngo, S. P., Salema, A. A., and Tan, K. G., Fluidized bed combustion of rice husk to produceamorphous siliceous ash, Energy for Sustainable Development. 12 (2008) 33-42.
1000 2000 3000 4000
Waktu (detik)
100
Keh
ilang
an m
assa
(%)
80
60
40
(30.9)(35.9)(41.7)
Kar
akte
rist
ik s
isa
(%)
(11.6)20
5
8000 200 400 600Temperatur (°C)
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.174-178) 978-602-60766-3-2
178
[6] Said, M. M., John, G. R., and Mhilu, C. F., Thermal characteristics and kinetics of rice husk for pyrolysis process,International Journal of Renewable Energy Research. 4 (2014) 1-4.
[7] Shen, D. K., Gua, S., Luo, K. H., Bridgwater, A. V., and Fang, M. X., Kinetic study on thermal decomposition ofwoods in oxidative environment, Fuel. 88 (2009) 1024–1030.
[8] Chattopadhyay, J., Kim, C., Kim, R., and Pak, D., Thermogravimetric characteristics and kinetic study of biomassco-pyrolysis with plastics, Korean J. Chem. Eng. 25 (2008) 1047-1053.
[9] Gai, C., Dong, Y., and Zhang, T., The kinetic analysis of the pyrolysis of agricultural residue under non-isothermalconditions, Bioresource Technology. 127 (2013 ) 298–305.
[10] Yuan, S., Dai, Z.-h., Zhou, Z.-j., Chen, X.-l., Yu, G.-s., and Wang, F. C., Rapid co-pyrolysis of rice straw and abituminous coal in a high-frequency furnace and gasification of the residual char, Bioresource Technology. 109(2012 ) 188–197.
[11] Xie, Z., and Ma, X., The thermal behaviour of the co-combustion between paper sludge and rice straw,Bioresource Technology. 146 (2013 ) 611–618.
[12] Chen, D., Zheng, Y., and Zhu, X., In-depth investigation on the pyrolysis kinetics of raw biomass. Part I: Kineticanalysis for the drying and devolatilization stages, Bioresource Technology. 131(2013) 40–46.
[13] Huang, Y. F., Kuan, W. H., Lo, S. L., and Lin, C. F., Total recovery of resources and energy from rice straw usingmicrowave-induced pyrolysis, Bioresource Technology. 99 (2008) 8252–8258.
[14] Calvo, L. F., Otero, M., Jenkins, B. M., Mora´n, A., and Garcı´a, A. I., Heating process characteristics and kineticsof rice straw in different atmospheres, Fuel Processing Technology. 85 (2004) 279– 291.
[15] Sait, H. H., Hussain, A., Salema, A. A., and Ani, F. N., Pyrolysis and combustion kinetics of date palm biomassusing thermogravimetric analysis, Bioresource Technology. 118 (2012) 382–389.
[16] Maiti, S., Dey, S., Purakayastha, S., and Ghosh, B., Physical and thermochemical characterization of rice husk charas a potential biomass energy source, Bioresource Technology. 97 (2006) 2065–2070.
[17] Kumar, S., and Singh, R. K., Pyrolysis kinetics of waste high-density polyethylene using thermogravimetricanalysis, International Journal of ChemTech Research. 6 (2014) 131-137.
[18] Adrados, A., de Marco, I., Caballero, B. M., López, A., Laresgoiti, M. F., and Torres, A., Pyrolysis of plasticpackaging waste: A comparison of plastic residuals from material recovery facilities with simulated plastic waste,Waste Management. 32 (2012) 826-832.
[19] Gómez-Siurana, A., Marcilla, A., Beltran, M., Martinez, Berenguer, D., García-Martíneza, R., and Hernández-Selva, T., Study of the oxidative pyrolysis of tobacco–sorbitol–saccharose mixtures in the presence of MCM-41,Thermochimica Acta. 530 (2012) 87– 94.
[20] Yokoyama, S., The Asian Biomass Handbook ,A guide for biomass production and utilization the Japan Instituteof Energy. (2008).
[21] Zhou, H., Long, Y., Meng, A., Li, Q., and Zhang, Y., The pyrolysis simulation of five biomass species by hemi-cellulose, cellulose and lignin based on thermogravimetric curves, Thermochimica Acta. 566 (2013) 36-43.
[22] Chin, B. L. F., Yusup, S., Shoaibi, A. A., Kannan, P., Srinivasakannan, C., and Sulaiman, S. A., Kinetic studies ofco-pyrolysis of rubber seed shell with high density polyethylene, Energy Conversion and Management. 87 (2014)746–753.
5. UCAPAN TERIMA KASIHTim pelaksana mengucapkan terima kasih kepada Menteri Riset, Teknologi, dan Pendidikan Tinggi atas
kepercayaan dan alokasi dana yang diberikan untuk melaksanakan Penelitian Pascadoktor melalui Unit Penelitian danPengabdian kepada Masyarakat (UPPM) Politeknik Negeri Ujung Pandang Tahun 2017.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.179-182) 978-602-60766-3-2
179
PEMANFAATAN LAHAN PEKARANGAN SEMPIT DENGAN TEKNOLOGIHIDROPONIK DALAM RANGKA MENINGKATKAN KETERSEDIAAN DAN
KONSUMSI SAYURAN SEHAT BAGI KELUARGA
Pipi D1), Saadah2), Rasyidah B3), Ilham B4), Nilda5)
1),2)3) Dosen Departemen Agribisnis, Fakultas Pertanian Universitas Hasanuddin, Makassar4)5) Dosen Departemen Teknik Industri, Fakultas Teknik Universitas Hasanuddin, Makassar
ABSTRACT
Tamangapa Sub-District is the largest sub-district in Maggala district of Makassar with 24,14 km2 of administrative area.There are 7 RWs in Tamangapa Sub-Distric but the population in this region is the smallest among the other sub-districts in Manggala District. In RW 02, there are 534 Households are recorded. Most of the households are located inthree cluster areas that have a narrow yard. This community service program from LP2M Hasanuddin University tried toincrease the availability and consumption of green vegetables for household members in RW 02 by introducinghydroponic technology to the local community. The household members have been taught to develop some hydroponicapparatus to grow variety of green vegetables. They also obtained some counseling about nutrition and how to manage asimple vegetable supply chain among the local community.
Keywords: hydroponic, green vegetables, narrow yard
1. PENDAHULUANHasil survei yang dilakukan oleh Badan Penelitian dan Pengembangan Kesehatan (Balitbangkes)
Kementerian Kesehatan 2014 (Balitbangkes, 2015) menunjukkan kurangnya konsumsi sayuran padamasyarakat Indonesia. Menurut survey tersebut, masyarakat Indonesia hanya mengkonsumsi sayuran 91gram per hari per orang. Jumlah ini dua kali lipat lebih rendah dari konsumsi sayuran masyarakat Thailanddan Filipina. Bahkan berbeda jauh jika dibanding kosumsi masyarakat Singapura yang sebesar 518 g. Jumlahkonsumsi sayuran masyarakat Indonesia tersebut juga masih sangat jauh dari jumlah standar kecukupanuntuk dapat hidup sehat yakni seseorang harus mengkonsumsi buah dan sayur sebanyak 5 porsi perhari atautotal 91,25 kilogram/kapita/tahun.
Salah satu dorongan pemerintah dalam pemanfaatan pekarangan rumah tangga untuk memenuhikebutuhan pangannya adalah Program Model Kawasan Rumah Pangan Lestari (M-KRPL). Program inidigagas oleh Departemen Pertanian RI sejak sekitar tahun 2011. Program yang telah lama di gagas olehpemerintah ini sebenarnya ditujukan untuk mendorong para keluarga di daerah pedesaan yang memilikibanyak lahan tidur untuk memanfaatkannya menjadi lebih produktif. Namun demikian sejalan dengankondisi perekonomian Indonesia yang tidak terlalu menguntungkan yang menyebabkan meroketnya hargakomoditas pangan tertentu seperti cabai, sayur, dan buah-buahan membuat Kementerian Pertanian RImenggalakkan lagi kegiatan pemanfaatan pekarang rumah untuk menanam tanaman sayuran produktif, tidakterkecuali bagi para keluarga yang tinggal di daerah perkotaan.
Kelurahan Tamangapa merupakan kelurahan yang terbesar di Kecamatan Manggala Kota Makassardengan luas mencapai 24,14 km2 (BPS, 2017). Di Kelurahan Tamangapa sendiri terdapat 7 Rukun Warga(RW). Walaupun kelurahan ini merupakan yang terbesar di Kecamatan Manggala, jumlah penduduk diKelurahan Tamangapa merupakan yang terkecil dibandingkan dengan kelurahan-kelurahan lainnya diKecamatan Manggala (BPS, 2017). Terdapat 543 Rumah Tangga (RT) yang berada di RW 02 yang tercatatpada data yang ada di Kantor Kelurahan Tamangapa. Sebagian besar wilayah RW 02 meliputi tiga buahkompleks perumahan dengan lahan pekarangan yang sempit sehingga pilihan teknologi hidroponikmerupakan teknologi yang paling tepat untuk memanfaatkannya untuk meningkatkan ketersediaan dankonsumsi sayuran hijau bagi anggota keluarganya.
Peningkatan kesejahteraan keluarga dapat dilaksanakan melalui budidaya tanaman sayur-sayuran dantanaman buah pot di pekarangan. Di daerah perkotaan sulit untuk mendapatkan tanah yang subur untukmedia pertanaman, budidaya secara hidroponik merupakan suatu alternatif yang dapat diterapkan.Hidroponik sebagai salah satu bentuk budidaya tanaman di daerah perkotaan, antara lain bertujuan agar usaha
1 Korespondensi penulis: Pipi D., Telp 08114442975, [email protected]

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.179-182) 978-602-60766-3-2
180
penyediaan tanaman sayur-sayuran dan buah-buahan untuk memenuhi gizi keluarga di perkotaan dapatterpenuhi dan juga akan menekan biaya untuk membelinya. Hidropnik diharapkan dapat meningkatkanpendapatan dan efisiensi dalam penggunaan lahan serta dapat menambah keserasian dan kenyamanan ataumeningkatkan kualitas lingkungan kota.
Budidaya secara hidroponik adalah budidaya tanaman tanpa menggunakan media tanah. Wadahmedia tanam dapat berupa pot, ember atau kantong plastik. Pada budidaya hidroponik ini media tanam bisaberupa pasir, kerikil, pecahan bata, pecahan genteng atau limbah organik seperti sabut kelapa, akar pakis danlain-lain.
Media tempat tegaknya tanaman sama sekali tidak mengandung hara yang dapat dimanfaatkan olehtanaman. Oleh karena itu unsur-unsur hara yang diperlukan tanaman ditambahkan melalui pemberian larutanunsur hara. Larutan hara dapat diberikan melaui penyiraman, penyemprotan atau pipa. Pada budaidayahidroponik hara yang dibutuhkan tanaman diberikan dalam bentuk larutan sehingga mudah diserap oleh akartanaman. Dengan demikian tanaman dapat tumbuh lebih baik dan subur.
Semua tanaman secara teknis dapat dihidroponikkan, tanaman hias yang berhasil dihidroponikanadalah Begonia, Draecerna, Philodenron dan Sansivera (Lingga, 1984). Tanaman sayur-sayuran yang berhasildihidroponikkan antara lain : cabai, tomat, selada, kangkung, bayam, paprika dan lain-lain. Wijayani danWidodo (2005) berhasil meningkatkan kualitas buah tomat dengan sistem budidaya hidroponik.
Dalam rangka membantu masyarakat untuk meningkatkan optimalisasi pengguanaan lahanpekarangan yang sempit, perlu dilakukan usaha yang meningkatkan daya guna pekarangan. Manfaat yangdiharapkan adalah masyarakat dapat memanfaatkan pekarangan dengan menanam tanaman sayur-sayuran dipekarangan secara hidroponik, dimana dengan cara ini pekarangan tetap bersih karena tidak menggunakantanah dan tanaman pertumbuhannya baik karena hara yang dibutuhkan tersedia.
Sempitnya lahan perkarangan yang tersedia dikompleks-komplek perumahan perkotaan. Belummemasyarakatnya pengetahuan warga tentang optimalisasi manfaat perkarangan meskipun luasnya terbatas.Terbatasnya informasi tentang hidroponik yang tidak hanya berfungsi untuk memfaatkan sempit tetapi jugasekaligus juga dapat meningkatkan gizi dan kesejahteraan keluarga.
Bercocok tanam tanpa tanah berarti mengubah cara pemberian kebutuhan tanaman melaluipengairan, tetapi bukan berarti kebutuhan tanaman dapat dihilangkan atau dikurangi. Demikian pula halnyadengan keperluan tanaman akan cahaya dan suhu. Tanaman memerlukan cahaya, suhu dan kelembabansesuai dengan aslinya. Hal ini perlukan dipertahatikan mengingat tanman tidak akan tumbuh berkembangdengan baik tanpa cahaya dan suhu yang sesuai dengan kebutuhannya (Lingga, 1984).
Tanaman yang akan dipindahkan pada media hidroponik terlebih dahulu akar tanaman dibersihkandari partikel tanah yang melekat. Pencucuian harus dilakukan hati-hati sekali, dan semua partikel tanah yangmenempel pada akar dibersihkan (Lingga, 1984). Pencucian sebaiknya dilakukan pada air mengalir danjangan sampai merusak akar yang lunak (Soeseno, 1985). Setelah akar-akar dibersihkan, ditanam padawadah dalam secara hati-hati. Ditaburkan media secukupnya sehingga menutupi akar tanaman (Douglass,1976, Hasyim, 1984).
Banyak kelebihan yang dimiliki sistem budidaya hidroponik dibandingkan dengan budidaya tanah.Hasyim (1984) menyatakan bahwa sistem budidaya hidroponik lebih murah dan praktis. Kemungkinantanaman untuk mati adakah kecil sekali, karena makanan terjamin. Disamping itu penggunaan pupuk lebihterkontrol dan lebih efisiensi..
Diantara pupuk yang dapat digunakan untuk hidroponik adalah Lewatit HD 5. Pemberian pupukLewatit HD-5 memberikan pertumbuhan terbaik untuk tanaman Begonia (Warnita, 1987). Banyak hara lainyang dapat digunakan antara lain Douglas, Sach, Joro A dan Joro B.
Pemberian nitrogen dengan konsentrasi tinggi akan berakibat serapannya menjadi rendah.Terjadinya hal ini karena konsentrasi tinggi akan menyebabkan larutan hara menjadi lebih pekat melampaikepekatan cairan sel, sehingga tak dapat diserap oleh akar secara maksimum karena tekanan osmosis selmenjadi lebih kecil dibanding tekanan osmosis di luar sel sehingga kemungkinan akan terjadi aliran balikcairan sel-sel tanaman atau plasmolisis (Marschner, 1986 ; Wijayani, 2000).
Tujuan yang ingin dicapai dalam kegiatan pengabdian kepada masyarakat ini adalah (1)meningkatkan pengetahuan dan kesadaraan para anggota rumah tangga mitra untuk melakukan diversifikasiasupan pangan serta mengkonsumsi sayur dan buah organik; (2) meningkatnya pengetahuan para anggotarumah tangga dalam membangun peralatan sistem pertanian hidroponik yang sesuai dengan masing-masingkondisi lahan yang dimiliki oleh mitra, (3) membangun sistem pertanian hidroponik yang sesuai dengan

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.179-182) 978-602-60766-3-2
181
masing-masing kondisi lahan yang dimiliki oleh mitra, (4) membangun sistem pasca panen dan rantai pasoksederhana sayuran dan buah organik bagi kelompok rumah tangga mitra.
2. PELAKSANAAN PENGABDIANDemi tercapainya tujuan kegiatan pengabdian kepada masyarakat ini dengan baik maka kegiatan ini
perlu direncanakan dengan sebaik-baiknya. Kegiatan ini dilakukan melalui penyuluhan, percontohan danpenerapan langsung oleh masyarakat. Selama percontohan warga masyarakat selalu didampingi sampaimeraka benar-benar tahu dan terampil dalam menguasai teknologi yang diaplikasikan. Dengan membuatcontoh hidroponik diharapkan dapat memotivasi warga untuk membudidayakan tanaman sayuran dantanaman buah-buahan secara hidroponik di perkarangan sempit mereka masing-masing. Pengusahaantanaman secara higroponik ini dapat dilakukan sebagai usaha sambilan dan pemeliharaanya dapat dilakukanoleh keluarga lainnya. Manfaat lain dari hidroponik ini juga dapat menambah keindahaan perkarangan sertadapat memberi arti ekonomis dan peningkatan gizi keluarga.
Pada kegiatan ini dilakukan beberapa kegiatan antara lain : (1) Penyuluhan kepada petani tentangteknologi hidroponik dan manfaatnya, (2) Pelatihan dan praktek di lapangan mengenai teknologihiodroponik, (3) Membuat percontohan/demontrasi plot di lahan pekarangan masyarakat. Sasaran utamapengabdian masyarakat ini adalah para ibu rumah tangga, anggota PKK, anggota karang taruna dan pemukamasyarakat di ORW 02 Kelurahan Tamangapa Kota Makassar. Selain itu melalui kegiatan pengabdian inidiharapkan contoh yang dibuat oleh tim pengabdian akan dapat menjadi stimulan agar warga lainnya tergerakuntuk meniru percontohan tersebut.
Untuk mencapai tujuan pelaksanaan kegiatan pengabdian kepada masyarakat yang maksimal, makametodenya adalah sebagai berikut :
1. Melakukan persiapan berupa pengurusan perizinan dan berdialog dengan pemuka masyarakat agarkegiatan tersosialisasi dan terlaksana dengan baik.
2. Melalukan penyuluhan tentang teknik penanaman secara hidroponik dan keuntungan hidroponiktanaman sayur-sayuran dan buah-buahan, pemberian pupuk, cara penanaman dan kapan sayur harusdipanen.
3. Melakukan monitoring dan pendampingan agar teknologi yang disampaikan betul-betul diaplikasikanoleh masyarakat.
3. HASIL DAN PEMBAHASANKegiatan dirancang untuk dapat dihadiri oleh semua anggota warga / anggota PKK/ warga R ORW
02 Kelurahan Tamangapa Kota Makassar. Namun tidak semua warga dapat hadir karena sebagian jugapunya kegiatan lain. Kegiatan tersebut meliputi : persiapan, penanaman, pemupukan, penyiraman danpemeliharaan. Kegiatan penyuluhan kepada masyarakat dilakukan pada ibu – ibu anggota PKK / wargaORW 02 Kelurahan Tamangapa Kota Makassar. Selama kegiatan berlangsung Tim pengabdian selalumemonitor ke kelompok setiap minggu.
Kegiatan utama dari pengabdian pada masyarakat ini adalah penyuluhan dan praktek di Mesjid NurulIlham ORW 02 Kelurahan Tamangapa Kota Makassar. Pada saat itu telah berkumpul ibu – ibu anggotaPKK / warga ORW 02 Kelurahan Tamangapa Kota Makassar sebagai peserta. Pertemuan ini menggunakanmetode ceramah singkat yang diikuti diskusi dengan peserta yang hadir, percontohan tentang cara – cara danpembuatan dan pemeliharaan tanaman tanaman hidroponik.
Selanjutnya diberikan kesempatan yang tidak terbatas kepada para peserta yang hadir untuk bertanyatentang materi ceramah yang disampaikan ataupun tentang ilmu pertanian secara umum. Berdasarkan sistemdan metode penyuluhan tersebut, dimana materi disampaikan dengan cara penjelasan singkat dan langsungmemperlihatkan cara-cara teknis penanaman, ternyata materi yang disampaikan dapat diterima dengan baikoleh peserta. Hal ini dapat dibuktikan dari kegiatan diskusi dan tanya jawab, dimana banyak pertanyaanpeserta yang berhubungan dengan teknologi hidroponik. Selain itu terlihat minat peserta dalam berdiskusiyang juga mereka ingin segera dapat mempraktekkan budidaya hidroponik di rumah mereka masing-masing.Berdasarkan diskusi dengan peserta saat penyuluhan, dapat diketahui bahwa pengetahuan warga mengenaihidroponik yang baik dirasakan masih sangat kurang. Dengan adanya kegiatan pengabdian / penyuluhan ini,maka warga telah memiliki pengetahuan tentang budidaya secara hidrponik sehingga warga akan dapatmelaksanakannya secara mandiri. Kelihatannya peserta sangat antusias sekali dan ingin mengetahui dimanadan bagaimana cara untuk mendapatkan bibit buah-buahan dan sayur-sayuiran.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.179-182) 978-602-60766-3-2
182
Selesai acara penyuluhan dan diskusi, kegiatan dilanjutkan dengan penanaman tanaman sayur-sayuran dan buah-buahan secara hidroponik. Media hidroponik yang digunakan adalah pasir dan kerikil.Bahan tanaman yang digunakan adalah benih sayur-sayuran (kangkung, caisim, tomat) dan buah-buahan(jeruk). Tim pengabdian masyarakat mendemontrasikan bangaimana penanaman secara hidroponik.Nampaknya warga banyak yang tertarik dan berminat untuk melakukan budidaya secara hidroponik, hal inidapat dilihat dengan tingginya partisipasi warga dalam membantu menanam tanaman secara hidroponik ini.Pada akhir kegiatan dilakukan pendistribusaan benih sayur-sayuran kepada warga untuk dicobakan di rumahmasing - masing.
Sesuai dengan harapan, kegiatan penyuluhan ini dan demontrasi hidroponik yang dilaksanakan timpengabdian diikuti oleh sebagian besar warga yang kemudian menggunakan media yang berbeda yangmerupakan limbah. Kira-kira 60 % warga yang hadir yang pada kegiatan penyuluhan melakukan sendiri dipekarangan masing-masing. Dari kegiatan ini terlihat antusias warga dan responnya sangat baik.
4. KESIMPULANDari hasil kegiatan yang telah dilakukan maka dapat ditarik kesimpulan bahwa kegiatan pengabdian
ini dapat menambah pengetahuan warga tentang budidaya hidroponik dan penggunaan lahan pekarangansempit sehingga dapat mereka dapat memebudidayakan sendiri sayur-sayuran di pekarangan mereka yangakan bermuara meningkatkan gizi keluarga mereka.
5. DAFTAR PUSTAKAHasyim. I. Tanaman hidroponik ala Indonesia Asri. Jakarta. I. 14 : hal 56 – 59.Lingga, P. 1984. Hidroponik bercocok tanam tanpa tanah. PT. Penebar Swadaya. Jakarta. 165 hal.Marschner, H. 1986. Mineral Nutrition in Higher Plants. Academic press Horcourt brace Jovanovich Publisher.Warnita. 1987. Pengaruh komposisi larutan mineral terhadap pertumbuhan tanaman Begonia (Begonia glabra L.)
secara hidroponik. Fakulktas Pertanian Unand. 74 hal.Wijayani, A. 2000. Budidaya paprika secara hidroponik: Pengaruhnya terhadap serapan nitrogen/ dalam buah.
Agrivet Vol 4, Juli 2000. p. 60 – 65.__________ dan Widodo, W. 2005. Usaha meningkatkan beberapa varietas tomat dengan sistem budidaya hidroponik.
Ilmu Pertanian. Vol 12 No. 1. 2005 : 77 – 83.
6. UCAPAN TERIMA KASIHKegiatan penelitian ini terlaksana melalui dana pengabdian pada masyarakat Universitas Hasanuddin dengan
kontrak 3934/UN4.21/LK.23/2017.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.183-186) 978-602-60766-3-2
183
MODIFIKASI MESIN PENGIRIS BAWANG MERAH
Ikram1), Nur Wahyuni2)
1),2) Dosen Jurusan Teknik Mesin Politeknik Negeri Ujung Pandang, Makassar
ABSTRACT
This study aims to find out how to make a modification of onion slicing machine and to know the thicknessof onion slices. The research method used is to test the work of modification of onion slicing machine and check thethickness of onion slices. Specific targets to be achieved by modification of onion slicing machine used by homeindustry of fried onions.
Keywords: Modified onion slicer machine, thickness of onion slice
1. PENDAHULUANBawang merah termasuk salah satu umbian yang biasanya digunakan sebagai bumbu atau tambahan
masakan yang bertujuan untuk memberikan cipta rasa khusus dalam masakan tersebut. Selain itu Bawangmerah digunakan sebagai obat tradisional, fungsi dalam tubuh yang untuk memperbaiki dan memudahkanpencernaan serta menghilangkan lender-lendir dalam kerongkongan.
Dewasa ini, komoditi bawang merah menjadi salah satu penunjang perekonomian di Kota Makassar.Meningkatnya suplai bawang merah dari berbagai daerah di Sulawesi Selatan dan luar Sulawesi Selatan inisangat mempengaruhi harga jualnya. Untuk mengatasi banyaknya pasokan bawang merah tersebut tentu akanmengakibatkan penumpukan dan bilamana tidak terjual maka akan menimbulkan kesrusakan pada bawangmerah tersebut.
Oleh karena itu, untuk mengatasi hal tersebut maka pedagang bawang mensiasati dengan membuatbawang goreng. Kebutuhan akan bawang goreng sekarang ini sangat tinggi, terutama pada usaha makanan.Hal ini berdasarkan hasil wawancara kami di beberapa pedagang bawang goreng di pasar terong dan daya,rata-rata 3-5 kg/hari yang mereka jual. Tingginya permintaan akan bawang goreng tentu menjadi kendaladitingkat pedagang dikarenakan masih terbatasnya pengirisan yang dapat dilakukan perharinya.
Menurut bapak Haris pedagang dipasar Terong, mengatakan bahwa perharinya hanya dapat mengirissecara tradisional/manual kurang lebih 2-3 kg/jam dengan satu orang tenaga kerja. Kemudian dalampengirisan bawang merah dengan cara manual terkadang menghasilkan irisan yang tidak maksimal dimanaterkadang ada yang hasil irisannya terlalu tipis dan tebal, hal ini akan sangat mempengaruhi kualitas daribawang goreng tersebut karena adanya perbedaan ketebalan akan membuat hasil penggorengan tidak merata.
Lisdamayanti, dkk, 2014, melakukan rancang bangun mesin pengiris bawang merah denganmenggunakan gaya translasi dengan posisi piring pengiris horisontal, hasil yang didapatkan banyak irisanyang tidak sama tebalnya dan bawang merah masih kadang terlempar keluar dari corong pemasukan.
Tantan, dkk, 2010, melakukan rancang bangun alat pengiris bawang merah dengan pengiris vertical,didapatkan kapasitas optimum sebesar 1 kg/menit dengan putaran pisau pengiris 560 rpm pada sudutkemiringan pisau 40 adalah sudut yang paling baik yang menghasilkan irisan bawang yang seragam denganketebalan 1 mm.
Penelitian ini bertujuan untuk membuat modifikasi mesin pengiris bawang merah denganmenggunakan pengiris vertical dan alat penekan bawang.
2. METODE PENELITIANAda beberapa tahapan yang perlu dilakukan dalam proses pembuatan alat Pengirisan bawang merah
ini yaitu sebagai berikut :1. Melakukan perhitungan kekuatan terhadap komponen-komponen alat yang akan dirancang.2. Membuat gambar rancangan / desain alat (menggunakan software Autodesk Inventor).3. Memilih bahan untuk setiap komponen yang akan digunakan.4. Persiapan alat yang akan digunakan.
1 Korespondensi: [email protected]

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.183-186) 978-602-60766-3-2
184
5. Pembuatan komponen yang akan digunakan6. Melakukan perakitan (erection) dan penyetelan (adjusting) setiap komponen konstruksi.
3. HASIL DAN PEMBAHASANA. Pembuatan dan Pengerjaan Alat
B. Pengujian Alat

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.183-186) 978-602-60766-3-2
185
C. Pengambilan Data Uji Alat
Tabel 3.1. Dengan 2 Pisau Pengiris
Sampel(Berat (Kg))
WaktuPengerjaan
(detik)
Keterangan(Irisan bawang Rata)
1 Kg 60.3 Tercapai2 Kg 117.3 Tercapai3 Kg 179.7 Tercapai
Tabel 3.2. Dengan 4 Pisau Pengiris
Sampel(Berat (Kg))
WaktuPengerjaan
(detik)
Keterangan(Irisan bawang Rata)
1 Kg 30 Tercapai2 Kg 58.5 Tercapai3 Kg 120 Tercapai

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.183-186) 978-602-60766-3-2
186
Gambar 3.1. Grafik Berat Sampel vs Waktu PengerjaanBerdasarkan Tabel 3.1., Tabel 3.2., dan gambar 3.1., dapat disimpulkan bahwa mesin pengiris bawang merahdengan menggunakan 4 pisau pengiris, menghasilkan kapasitas produksi irisan bawang merah jauh lebihbanyak dengan efisiensi waktu yang digunakan sangat hemat, bila dibandingkan dengan menggunakan 2pisau pengiris, dengan hasil irisan bawang merah yang sama-sama rata.
4. KESIMPULAN1. Modifikasi Mesin Penggiris bawang merah yang kami buat itu, dengan 2 (dua) cara yakni : posisi
piringan penggiris dan penambahan alat penekan pada corong pemasukan. Posisi piringan pengiriskami pasang secara vertikal dan penambahan alat penekan bawang pada corong masukan, gunanyasupaya bawang merah yang dituang terproses semua dan tak bersisa atau terlempar keluar daricorong masukan.
2. Irisan bawang merah yang sama ketebalannya diperoleh dengan cara peletakkan posisi penggirissecara vertikal dengan sudut kemiringan 45°. Hasil data pengujian alat kami, menunjukkan mesinpenggiris bawang merah dengan menggunakan 4 pisau penggiris, menghasilkan kapasitas produksiirisan bawang merah jauh lebih banyak dengan efisiensi waktu yang digunakan sangat hemat, biladibandingkan dengan menggunakan 2 pisau penggiris, dengan hasil irisan bawang merah yang sama-sama rata. Pada berat sampel 3 Kg, waktu pengerjaan dengan 4 pisau penggiris sebesar 120 detik,sedangkan dengan 2 pisau penggiris, waktu yang dibutuhkan sebesar 179.7 detik.
5. DAFTAR PUSTAKALisdamayanti, 2014, Mesin Pengiris Bawang Merah, Politeknik Negeri Ujung Pandang, Makassar.Tantan W., dkk, 2010, Rancang Bangun Alat Pengiris Bawang Merah dengan Pengiris vertical, Seminarrekayasa kimia dan proses, Universitas Pasundan, Bandung.
6. UCAPAN TERIMA KASIHUcapan terima kasih Tim Penelti haturkan kepada Direktur PNUP, Pembantu Direktur I PNUP, Kajur Teknik
Mesin PNUP, Ka.UPPM PNUP khususnya, berkat dana DIPA PNUP ini,sehingga target dan luaran yang kami harapkandapat terwujud dan terlaksana dengan baik. Serta hasil penelitian kami ini dapat dirasakan dan dimanfaatkan secaranyata oleh masyarakat, terkhusus mitra kami, para pedagang bawang merah di pasar daya, Paccerakang, Makassar.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.187-191) 978-602-60766-3-2
187
PEMANFAATAN ETANOL DARI TUAK SEBAGAI BAHAN BAKAR RUMAH TANGGA
Muhammad Saleh1), Zulmanwardi2)
1,2)Dosen Jurusan Teknik Kimia Politeknik Negeri Ujung Pandang, Makassar
ABSTRACT
Palm wine is widely spread among the society because of the affordable price, as the result its presence causesa lot of problems in the life of the society, which is the occurrence of various type of violent crime. The previousresearch manage to succeed in separating ethanol from palm wine by fractionation distillation where the highest level ofalcohol produced is 82%. The purpose of this research is to find out the effect of palm wine alcohol concentration to theneeds of fuel (amount of fuel used), heat value, burning efficiency produced, and to determine the optimal ethanolconcentration of palm wine to be used as households fuel with kerosene as comparison. The benefit of this research isthe society can utilize ethanol from palm wine for daily needs of fuel that environmentally friendly. The research stepsto be done are: Producing ethanol from palm wine by fractionation distillation based on the optimal variable from theprevious research, the ethanol obtained are made in several concentration which are 70, 75, 80, and 82%, and test oneach ethanol concentration. The research result shows that the optimal ethanol concentration is 82% with test result thatconsist of: amount of fuel used is 0,2kg/hr (kerosene 0.06 kg/hr), heat value 6744,9806 cal/g (kerosene 13130,3509cal/g), burning efficiency 0,1534 (kerosene 0,0605). The optimal result obtained is still considered far when comparedwith kerosene. However the 82% concentration can be used as liquid fuel as alternative replacement of kerosene.
Keywords: ethanol concentration, household fuel, palm wine
1. PENDAHULUANPada penelitian sebelumnya (Saleh M, zulmawardi, Abigael T, 2016) yaitu menentukan kondisi
proses pemisahan etanol dari tuak menggunakan destilasi fraksionasi dimana kadar etanol tertinggi yangdiperoleh yaitu 87,37%. Ririn dan Djoko Sungkono (2013), menjelaskan bahwa penggunan etanol padakompor yang baik digunakan untuk bahan bakar rumah tangga adalah kadar 75% sampai dengan 95% dengannyala api yang stabil. Rumusan masalah penelitian adalah: (1) Bagaimana pengaruh konsentrasi etanol darituak terhadap temperatur nyala api, daya pembakaran, dan efisiensi pembakaran yang dihasilkan. (2) Berapakonsentrasi etanol dari tuak yang optimal untuk digunakan sebagai bahan bakar rumah tangga denganmenggunakan minyak tanah sebagai pembanding. Adapun tujuan penelitian adalah: (1) Untuk mengetahuipengaruh konsentrasi etanol dari tuak terhadap temperatur nyala api, daya pembakaran, dan efisiensipembakaran yang dihasilkan. (2) Untuk mengetahui konsentrasi etanol dari tuak yang optimal untukdigunakan bahan bakar rumah tangga dengan menggunakan minyak tanah sebagai pembanding.
Penelitian mengenai pemisahan/pemurnian etanol dari produk fermentasi sudah banyak dilakukan,diantaranya Nanik Astuti Rahman, Harimbi Setyawati (2012), memurnikan etanol dari kulit nenasmenggunakan cara adsorpsi dengan adsorben zeolit dan batu kapur. Kadar etanol hasil fermentasi sebesar3,9%, kadar etanol meningkat menjadi 27,22% setelah dilewatkan pada adsorben zeolit dan batu kapur. NiKetut Sari (2009), melakukan kajian produksi bioetanol dari rumput gajah, kadar etanol yang diperolehantara 7-11%, kemudian dilakukan proses pemisahan dengan destilasi batch dan diperoleh kadar etanol 70%.Hargono, Nugraha Bayu Samodra, Nadia Zahrotul Firdausi, Agnes Kinanthi Nugraheni, Lazuardy R. Zakaria(2013), melakukan pemisahan larutan crude etanol-air dengan menggunakan operasi destilasi batch dua tahap.Larutan crude etanol-air dipanaskan hingga suhu 80°C. Kemampuan kolom distilasi tahap 1 hanya mampumemurnikan crude etanol pada kisaran kadar 30%. Tahap 2 menggunakan kolom berisi bahan isian dapatdicapai sampai kadar 70%. Dony Fahmi, Bambang Susilo, Wahyunanto Agung Nugroho (2014), melakukanpemurnian bioetanol dengan metode destilasi vakum dan suhu destilasi vakum diatur dengan menggunakanRancangan Acak Lengkap (RAL) dan respon yang diamati adalah rendemen dan kadar etanol destilat.Dilakukan penentuan kondisi optimum proses sehingga dihasilkan produk etanol yang optimal.
Bertitik tolak dari uraian diatas, dapat disimpulkan bahwa sejauh ini belum ada yang memanfaatkanminuman keras jenis tuak yang beredar di masyarakat untuk diolah menjadi bahan bakar untuk keperluanrumah tangga. Penelitian yang telah dilakukan selama ini untuk memisahkan/memurnikan etanol dari produkfermentasi belum dapat menghasilkan kadar etanol yang dapat langsung digunakan sebagai bahan bakar
1 Korespondensi: [email protected]

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.187-191) 978-602-60766-3-2
188
khususnya untuk keperluan rumah tangga, sehingga diperlukan pengembangan dalam hal pemisahan etanoldari produk fermentasi antara lain yaitu tuak (salah satu jenis miras). Oleh sebab itu, penelitian ini dipilihtuak sebagai bahan baku untuk produksi etanol dan sekaligus digunakan sebagai bahan bakar rumah tanggamengingat potensi tuak di Sulawesi Selatan sangat banyak dan diproduksi skala rumah tangga. Potensi tuakuntuk dikembangkan sebagai bahan baku untuk produksi etanol sangat menjanjikan, ditunjang olehpertumbuhan nira nipa yang banyak tersebar dan tumbuh subur dibeberapa wilayah kota makassar dan dikabupaten-kabupaten di Sulawesi Selatan. Pada penelitian ini, etanol dari tuak diuji kemampuannya sebagaibahan bakar rumah tangga meliputi pengujian temperatur nyala api, pengujian daya pembakaran, danefisiensi pembakaran dengan menggunakan kompor yang biasa digunakan untuk minyak tanah dan sebagaipembanding adalah minyak tanah. Hasil ini selanjutnya dapat diaplikasikan dimasyarakat untuk dijadikanbahan bakar cair pengganti minyak tanah yang ramah lingkungan.
Penelitian pendahuluan penggunaan etanol sebagai bahan bakar rumah tangga yang pernah dilakukan,diantaranya oleh Ririn, Djoko Sungkono (2013), penggunan etanol pada kompor dalam bidang rumah tangga.Penelitian ini dilakukan dengan tujuan mengetahui tentang performa kompor etanol berbahan bakar etanoldengan variasi kadar etanol yaitu 50% sampai dengan 95% dengan interval 5%, yang didapatkan dari hasilpencampuran 99% bioetanol dan air suling. Dari penelitian ini kadar etanol yang baik digunakan adalahkadar 75% sampai dengan 95%, sedangkan untuk 60% sampai 70% dihasilkan nyala api yang tidak stabil,kadar 50% sampai dengan 55% tidak dihasilkan nyala api.
2. METODE PENELITIANAlat yang digunakan berupa destilasi fraksionasi untuk memproduksi etanol dari tuak sebagaimana
yang tampak pada Gambar 1.
Gambar 1. Destilasi Fraksionasi di Laboratorium Satuan Operasi Jurusan Teknik Kimia Politeknik NegeriUjung Pandang
Bahan yang Digunakan pada penelitian ini adalah tuak dari tanaman nipa sebagaimana yang terlihat pada bar
Gambar 2. Tuak yang dihasilkan dari tanaman nipa
Tahapan Penelitian1. Produksi etanol dari tuak

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.187-191) 978-602-60766-3-2
189
Produksi etanol dari tuak dengan menggunakan metode destilasi fraksionasi dengan kondisi prosesyang optimal pada penelitian sebelumnya yaitu: tuak yang telah dipersiapkan dimasukkan ke dalam labudestilasi sebanyak 5000 ml, air pendingin (200C) dari termostat dialirkan ke kondensor destilasi, melaluipanel kontrol disetting laju penguapan 7,02 ml/menit, refluks 1:10 dan waktu destilasi 90 menit. Hasiltersebut dilakukan destilasi 2 kali pada laju penguapan 4,66 ml/menit dan refluks 1:20 sehingga diperolehkadar etanol akhir sebesar 87,37%.
2. Pembuatan konsentrasi etanol dari tuakEtanol dengan kadar 82% yang dihasilkan dibuat dengan berbagai konsetrasi yaitu 70, 75, 80, dan
82% dengan cara ditambahkan air bersih dengan menggunakan rumus pengenceran yaitu:V1 x %1 = V2 x %2
Dimana:V1 = Volume yang diambil dari konsetrasi 82%%1 = Konsentrasi awal yaitu 82%V2 = Volume akhir pencampuran yaitu 1000 ml%2 = Konsentrasi akhir
Sedangkan untuk konsentrasi etanol 82% tidak ditambahkan penambahan air.3. Pengujian konsentrasi etanol dari tuak
Etanol dari tuak dengan konsentrasi yang berbeda dilakukan pengujian yaitu:1. Pengujian kebutuhan bahan bakar yang terpakai
Pengujian daya pembakaran dilakukan dengan menyalakan api kompor selama 2 jam, kemudiandiukur bahan bakar yang terpakai baik etanol maupun minyak tanah sebagai pembanding. Secara perumusanperhitungan daya pembakaran adalah sebagai berikut:=
Dimana:K = kebutuhan bahan bakar yang terpakai (kg/jam)mf = massa bahan bakar yang terpakai (kg)t = waktu (jam)Sumber: Penuntun Praktikum Kimia Fisika Jurusan Teknik Kimia Politeknik Negeri Ujung Pandang.
2. Nilai kalorNilai kalor bahan bakar etanol dan minyak tanah ditentukan menggunakan kalorimeter bobm sebagaimanayang tampak pada Gambar 3.
Gambar 3. Kalorimeter Bomb di Laboratorium Kimia FisikaJurusan Teknik Kimia Politeknik Negeri Ujung Pandang
3. Pengujian efisiensi pembakaranPengujian efisiensi dilakukan dengan mendidihkan air selama 1 jam, dengan perumusan sebagai
berikut:= ( . )( − ) + . ℎ.Dimana:mw = massa air yang dipanaskan (kg)cp = panas jenis air = 4,186 kJ/kg°KT1 = temperatur awal air (°C)T2 = temperatur didih air (°C)mg = massa air yang menguap (kg)
The image part with relationship ID rId15 was not found in the file.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.187-191) 978-602-60766-3-2
190
mf = massa bahan bakar yang terpakai (kg)hw = panas laten penguapan air = 2257 (kJ/kg)Q = nilai kalor bahan bakar (kJ/kg)Sumber: Penuntun Praktikum Kimia Fisika Jurusan Teknik Kimia Politeknik Negeri Ujung Pandang.Nilai kalor bahan bakar etanol dan minyak tanah ditentukan menggunakan kalorimeter bombsebagaimana yang tampak pada Gambar 3.
Gambar 3. Kalorimeter Bomb di Laboratorium Kimia FisikaJurusan Teknik Kimia Politeknik Negeri Ujung Pandang
3. HASIL DAN PEMBAHASANTabel 1. Hasil pengujian etanol dari tuak
KonsentrasiEtanol (%)
Pengujian
Bahan bakar yangterpakai (kg/jam)
Nilai kalor (kal/g) Efisiensi pembakaran
70 0.377 5823.7755 0.3340
75 0.265 5866.1959 0.253580 0.332 6503.7255 0.212082 0.200 6744.9806 0.1534
Minyak tanah 0.060 13130.3509 0.0605
Pada penelitian sebelumnya (Saleh M, zulmawardi, Abigael T, 2016) yaitu menentukan kondisiproses pemisahan etanol dari tuak menggunakan destilasi fraksionasi dimana kadar etanol tertinggi yangdiperoleh yaitu 87,37%. Ririn dan Djoko Sungkono (2013), menjelaskan bahwa penggunan etanol padakompor yang baik digunakan untuk bahan bakar rumah tangga adalah kadar 75% sampai dengan 95% dengannyala api yang stabil. Rumusan masalah penelitian adalah: (1) Bagaimana pengaruh konsentrasi etanol darituak terhadap temperatur nyala api, daya pembakaran, dan efisiensi pembakaran yang dihasilkan. (2) Berapakonsentrasi etanol dari tuak yang optimal untuk digunakan sebagai bahan bakar rumah tangga denganmenggunakan minyak tanah sebagai pembanding. Adapun tujuan penelitian adalah: (1) Untuk mengetahuipengaruh konsentrasi etanol dari tuak terhadap temperatur nyala api, daya pembakaran, dan efisiensipembakaran yang dihasilkan. (2) Untuk mengetahui konsentrasi etanol dari tuak yang optimal untukdigunakan bahan bakar rumah tangga dengan menggunakan minyak tanah sebagai pembanding.
Data pada tabel diatas memperlihatkan bahwa nilai kalor dari semua konsentrasi etanol masih jauhbila dibandingkan nilai kalor minyak tanah, termasuk bahan bakar yang terpakai dan efisiensipembakarannya. Hal ini disebabkan karena pengencer yang digunakan adalah air termasuk konsentrasi 82%meskipun tidak dilakukan pengenceran tetapi campurannya adalah air. Meskipun demikian untuk konsentrasi82% sudah layak untuk dijadikan bahan bakar rumah tangga, dimana bahan bakunya tersedia sehinggatermasuk bahan bakar terbaharukan.
4. KESIMPULANKesimpulan ditulis dengan ketentuan sebagai berikut:1. Tuak dari nira nipa dapat digunakan sebagai bahan bakar alternatif untuk kebutuhan rumah tangga.2. Konsentrasi etanol yang optimal untuk dapat digunakan sebagai bahan bakar yaitu pada konsentrasi
82%.
The image part with relationship ID rId15 was not found in the file.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.187-191) 978-602-60766-3-2
191
5. DAFTAR PUSTAKACicy Irna, Elida Mardiah, dan Zulkarnain Chaidir, 2013. Produksi Bioetanol dari Ampas Tebu Dengan Motode Simultan
dan Fermentasi. Jurnal Kimia Unand (ISSN No. 2303-3401), Vol. 2, No. 3, Agustus 2013, Hal. 13-19.Daniel De Idral, Marniati Salim, dan Elida Mardiah, 2012. Pembuatan Bioetanol dari Ampas Sagu dengan Proses
Hidrolisis Asam dan Menggunakan Saccharomyces cerevisiae. Jurnal Kimia Unand, Vol. 1, No. 1, November2012, Hal. 34-39.
Dony Fahmi, Bambang Susilo, Wahyunanto Agung Nugroho, 2014. Pemurnian Etanol Hasil Fermentasi Kulit Nanas(Ananas comosus L. Merr) dengan Menggunakan Distilasi Vakum. Jurnal Keteknikan Pertanian Tropis danBiosistem, Vol. 2, No. 2, Juni 2014, Hal. 131-137.
Dessy Agustina Sari, Hadiyanto, 2013. Proses Produksi Berbasiskan Bioteknologi. Jurnal Aplikasi Teknologi PanganVol. 2, No. 3, Tahun 2013, Hal 108 – 113.
Hargono, Nugraha Bayu Samodra, Nadia Zahrotul Firdausi, Agnes Kinanthi Nugraheni, Lazuardy R. Zakaria, 2013.Rancang Bangun Alat Destilasi Pemurnian Bioetanol Grade Teknis Berskala UKM : Kajian Kinerja AlatTentang Derajad Pemurniannya. TEKNIK - Vol. 34, No.3, Tahun 2013, ISSN 0852-1697, Hal.159-163.
Herling D. Tangkuman, Johnly A. Rorong, Dolfie Pandara dan Gerald Tamuntuan, 2010. Produksi Bioetanol dari NiraAren Menggunakan Energi Geotermal. Chem. Prog. Vol. 3, No. 1, Mei 2010, Hal. 20-23.
Mira Amalia Hapsari, Alice Pramashinta, 2013. Pembuatan Bioetanol dari Singkong Karet (Manihot glaziovii) UntukBahan Bakar Kompor Rumah Tangga Sebagai Upaya Mempercepat Konversi Minyak Tanah Ke Bahan BakarNabati. Jurnal Teknologi dan Industri, Vol. 2, No. 2, Tahun 2013, Hal. 240-245.
Ni Ketut Sari, 2009. Pembuatan Bioetanol dari Rumput Gaja dengan Destilasi Batch. Jurnal Teknik Kimia IndonesiaVol. 8, No. 3, Desember 2009, Hal. 94-103.
Nanik Astuti Rahman, Harimbi Setyawati, 2012. Peningkatan Kadar Bioetanol dari Kulit Nanas Menggunakan ZeolitAlam dan Batu Kapur. Jurnal Teknik Kimia : Vol. 6, No. 2, April 2012, Hal. 46-49.
Ririn, Djoko Sungkono, 2013. Pengaruh Kadar Bioetanol 50% sampai dengan 95% pada Unjuk Kerja Kompor Etanol.Jurnal Teknik Pomits Vol. 2, No. 1, (2013) ISSN: 2337-3539, Hal. 79-84.
Swastanti Britowati dkk, 2010. Penuntun Praktikum Satuan Operasi Teknik Kimia Jurusan Teknik Kimia PoliteknikNegeri Ujung Pandang.
Saleh M dkk, 2016. Potensi Tuak Sebagai Bahan Bakar Rumah Tangga yang Ramah Lingkungan.T. Handoko, G. Suhandjaja, H. Muljana, 2012. Hidrolisis Serat Selulosa Dalam Buah Bintaro Sebagai Sumber Bahan
Baku Bioetanol. Jurnal Teknik Kimia Indonesia, Vol. 11, No. 1, 2012, Hal. 26-33.Yuliani HR dkk, 2010. Penuntun Praktikum Kimia Fisika Jurusan Teknik Kimia Politeknik Negeri Ujung Pandang.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.192-196) 978-602-60766-3-2
192
RANCANG BANGUN ALAT SANGRAI BIJI KOPI DENGAN KONTROL TEMPERATUROTOMATIS UNTUK PENINGKATAN KUANTITAS DAN KUALITAS PRODUKSI KOPI
BUBUK
Musa Bondaris Palungan1, Agustina Yenny Biring2, Salma Salu3
1),3)Jurusan Teknik Mesin Fakultas Teknik, UKI Paulus Makassar, Makassar 902452)Jurusan Akuntansi Fakultas Ekonomi, UKI Paulus Makassar, Makassar 90245
ABSTRAK
Pengolahan biji kopi menjadi kopi bubuk oleh industri kecil masih sederhana dan bersifat manual yangdilakukan dengan beberapa tahapan yaitu proses pelepasan kulit tanduk biji kopi yang dilakukan dengan menumbuk bijikopi di dalam lesung dengan menggunakan alu, kemudian dijemur. Setelah biji kopi kering, dilanjutkan ke prosessangrai dengan menggunakan alat manual. Keadaan tersebut membuat penyangrai kurang efisien dimana suhu disekitarpenyangraian menjadi lebih panas dan tidak terkontrol, serta pengaduk yang tidak rata, hal ini menyebabkan pekerjamudah lelah. Untuk mengatasi permasalahan tersebut, maka dalam penelitian ini akan dibuat rancang bangun alatpenyangrai kopi. Alat ini dilengkapi motor listrik sebagai penggerak pengaduk kopi, Keadaan ini akanmempermudah dan mempercepat pekerja saat menyangrai kopi. Dengan demikian pekerja tidak perlu mengadukkopi dengan cara manual dan pekerja tidak cepat merasa kelelahan. Selain itu, alat ini juga dilengkapi sistemkontrol temperatur otomatis yang berfungsi untuk mengendalikan suhu penggorengan supaya kualitas kopi terjaga.Secara umum tujuan penelitian ini adalah untuk meningkatkan kuantitas dan kualitas produksi kopi bubuk bagi produsenkopi yang berskala industri kecil/rumah tangga.
Kata kunci : Alat sangrai, kontrol temperatur, kuantitas, kualitas biji kopi.
1. PENDAHULUAN
Perkembangan di dunia industri di Indonesia sudah sangat pesat. Beberapa sektor industri udahmemulai menggunakan teknologi secara baik dan optimal. Namun di berbagai daerah di Indonesia masihmenggunakan cara-cara manual dalam mengerjakan proses industri kopi bubuk, oleh sebab itu di era yangserba mudah ini peneliti dituntut untuk selalu berkreativitas menemukan sebuah inovasi terbaru untukmenunjang sebuah teknologi di dunia industri kopi sangrai. Salah satunya adalah dengan menciptakan alatyang dapat menunjang, mempermudah dan meningkatkan nilai jual kopi. Sesuai dari hasil survei yang telahdilakukan di Kabupaten Toraja Utara yang merupakan penghasil kopi terbesar di Propinsi Sulawesi Selatan,dan kopi dari daerah ini memiliki aroma dan rasa yang khas. Hasil pengolahan biji kopi oleh industri kecilsetempat masih dipasarkan dalam negeri, hal ini dikarenakan tingkat produktifitas dan kualitas kopi yangdihasilkan masih rendah karena proses penyangraian dilakukan secara manual. Sehingga saat prosespenyangrai kopi dilakukan, dibutuhkan waktu dan tenaga yang cukup banyak karena penggorengan masihmenggunakan alat manual. Keadaan tersebut membuat penyangrai kurang efisien dimana suhu disekitarpenyangraian menjadi lebih panas dan tidak terkontrol, serta pengaduk yang tidak rata, hal ini menyebabkanpekerja mudah lelah.
Apabila penyangraian dilakukan dalam skala besar, akan mempengaruhi kualitas dan produksivitaskopi tersebut. Untuk mengatasi permasalahan tersebut, maka dalam penelitian ini akan membahas “Rancangbangun alat sangrai kopi dengan kapasitas maksimal 11,5 liter”. Alat ini dilengkapi motor listrik sebagaipenggerak pengaduk kopi. Keadaan ini akan mempermudah dan mempercepat pekerja saat menyangrai kopi.Dengan demikian pekerja tidak perlu mengaduk kopi dengan cara manual dan pekerja tidak cepat merasakelelahan. Selain itu kualitas biji kopi sangat ditentukan oleh temperatur dan waktupenyangraian/penggorengan maka alat ini dilengkapi sistem kontrol temperatur otomatis yang berfungsiuntuk mengendalikan suhu penggorengan supaya kualitas dan kuantitas produksi biji kopi sangraimeningkat dan berdampak pada pendapatan ekonomi masyarakat industri kecil / rumah tangga meningkat.
2. METODE PENELITIAN
1 Korespondensi: [email protected]
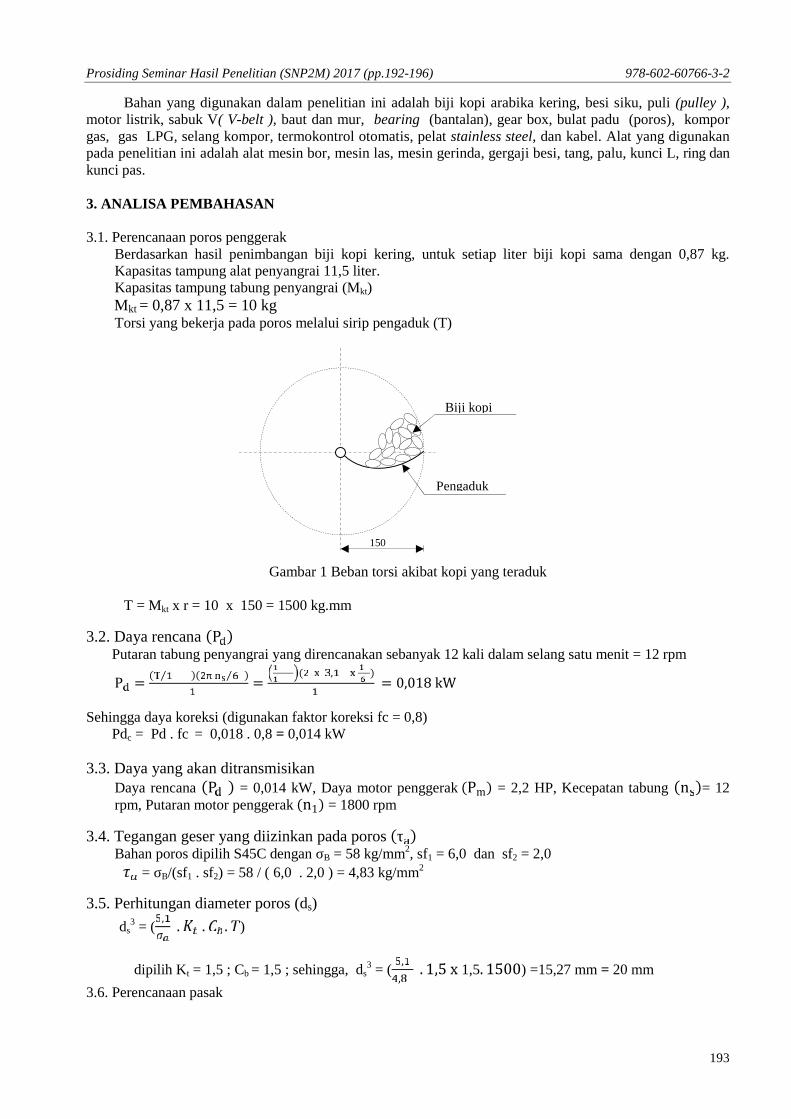
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.192-196) 978-602-60766-3-2
193
Bahan yang digunakan dalam penelitian ini adalah biji kopi arabika kering, besi siku, puli (pulley ),motor listrik, sabuk V( V-belt ), baut dan mur, bearing (bantalan), gear box, bulat padu (poros), komporgas, gas LPG, selang kompor, termokontrol otomatis, pelat stainless steel, dan kabel. Alat yang digunakanpada penelitian ini adalah alat mesin bor, mesin las, mesin gerinda, gergaji besi, tang, palu, kunci L, ring dankunci pas.
3. ANALISA PEMBAHASAN
3.1. Perencanaan poros penggerakBerdasarkan hasil penimbangan biji kopi kering, untuk setiap liter biji kopi sama dengan 0,87 kg.Kapasitas tampung alat penyangrai 11,5 liter.Kapasitas tampung tabung penyangrai (Mkt)Mkt = 0,87 x 11,5 = 10 kgTorsi yang bekerja pada poros melalui sirip pengaduk (T)
Gambar 1 Beban torsi akibat kopi yang teraduk
T = Mkt x r = 10 x 150 = 1500 kg.mm
3.2. Daya rencana (P )Putaran tabung penyangrai yang direncanakan sebanyak 12 kali dalam selang satu menit = 12 rpmP = ( ⁄ )( π ⁄ ) = ( , ) = 0,018 kW
Sehingga daya koreksi (digunakan faktor koreksi fc = 0,8)Pdc = Pd . fc = 0,018 . 0,8 = 0,014 kW
3.3. Daya yang akan ditransmisikanDaya rencana (P ) = 0,014 kW, Daya motor penggerak (Pm) = 2,2 HP, Kecepatan tabung (n )= 12rpm, Putaran motor penggerak (n1) = 1800 rpm
3.4. Tegangan geser yang diizinkan pada poros (τ )Bahan poros dipilih S45C dengan σB = 58 kg/mm2, sf1 = 6,0 dan sf2 = 2,0
= σB/(sf1 . sf2) = 58 / ( 6,0 . 2,0 ) = 4,83 kg/mm2
3.5. Perhitungan diameter poros (ds)
ds3 = (
, . . . )
dipilih Kt = 1,5 ; Cb = 1,5 ; sehingga, ds3 = (
,, . 1,5 x 1,5. 1500) =15,27 mm = 20 mm
3.6. Perencanaan pasak
150
Pengaduk
Biji kopi

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.192-196) 978-602-60766-3-2
194
Gambar 2 Pasak yang direncanakan
Jika Lk = panjang pasak (mm), b = lebar pasak (mm), h = tinggi pasak (mm), t1 = kedalaman alur pasak padaNaf (mm), t2 = Kedalaman alur pasak pada poros (mm), maka dapat dihitung:
Gaya tangensial (Ft)= = 150020 2 = 150 kgf
3.7. Dimensi pasakDiketahui ds = 20 mma. Lebar pasak = (0,25 - 0,35) . ds
b = 0,25 . ds = 0,25 . 20 = 5 mmb. Tinggi pasak = (0,25 - 0,35) . ds
h = 0,35 . ds = 0,35 . 20 = 7 mmc. Panjang pasak = (0,75 - 1,5) . ds
Lk = 0,8 . ds = 0,8 . 20 = 16 mmd. Kedalaman alur pasak pada poros (t1)
t1 = 0,6 . h = 0,6 . 7 =4,2 mm≈ 4 mme. Kedalaman alur pasak pada Naf (t2)
t2 = h - t1 = 7 - 4 = 3 mm
3.8. Tegangan geser yang diizinkanDipilih bahan poros yang memiliki kekuatan dibawah kekuatan poros yaitu S30 C dengan σB = 48kg/mm2, dengan sfk2 = 6 dan sfk1 = 3
τ = σ× = 483×6 = 2,66 kg/mm2
Tegangan geser pada pasak
τ = × ≤ τ = × ≤ 2,66 = 2,05 kg/mm2 (Aman)
3.9. Penentuan bantalan (Bearing)Penentuan bantalan didasarkan pada dimensi poros yang telah dihitung lebih awal dengan dimensi yangdiperoleh 20 mm. Bantalan yang digunakan dengan tipe NTN G.202 (Pemilihan disesuaikan dengankeadaan pasar).
3.10. Perhitungan puli dan sabuk
Gambar 3 Transmisi puli dan sabuk
h
b
ntabung
C

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.192-196) 978-602-60766-3-2
195
Keterangan : Dm = Diameter puli motor (mm)Dp = Diameter puli pengupas (mm)C = Jarak sumbu (mm)
Sistem kerja transmisi pada sangrai terdiri dari satu tingkat transmisi dimana putaran puli pada motorpenggerak diteruskan oleh sabuk langsung pada puli di poros silinder sangrai. Digunakan penampang sabuk-V : tipe A (diagram pemilihan sabuk-V), sehingga dipakai putaran motor (nm) =1800 rpm, diameter pulimotor 3 inch (Dm) = 76,2 mm, putaran poros roller (np) = 12 rpm. Selain menggunakan transmisi puli, jugadigunakan gear box untuk mereduksi putaran, selain itu gear box juga tahan terhadap panas. Gear box yangdigunakan memiliki tipe WPA 60, dengan perbandingan atau rasio putaran 1 : 50 (rpm).
Berdasarkan hal tersebut, dapat ditentukan perbandingan transmisi, pada setiap tingkatan atau posisitransmisi, sebagai berikut :
Perbandingan transmisi putaran pada gear box (ipGB)
iGB = = 0,02
Putaran paga gear box (nGB)nGB = 12 x 50 = 600 rpmPerbandingan transmisi antar gear box dan motor (ip)I = nn = 1800600 = 3Diameter terluar puli besar (Dp)Dp = Dm . Ip = 76,2 . 3 = 228,8 mmKecepatan sabuk ( )V = π× ×× = , × , ×× = 7,17 m/s
Panjang susunan puli ditentukan dengan :C − 12 D + D > 0500 − 12 (76,2 + 228,6) > 0195,2 > 0 (Aman)L = 2C + π2 D + D + 14C D − DL = 2(500) + , (76,2 + 228,6) + ( ) (228,6 − 76,2) = 1490,66 = 1499 mm
Jarak toleransi sumbu poros C (mm)C = b + b − 8(D − D )8 (mm)b = 2L – π(Dp + Dm) = 2(1499) – 3,14(228,6 + 76,2) = 2052,2mmC = , , ( , , )
= 507,3 mm
Sudut kontak( )θ = 180° − = 180° − ( , , ) = 162,6(°)Jumlah sabuk ( )N = PP × Kθ
(buah)Nilai Po = 1,54N = ,, × , = 0,088 (buah) N = 1 buah
Tegangan sabuk
(T1 – T2) = =. ,, = 0.015 kg

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.192-196) 978-602-60766-3-2
196
4. KESIMPULAN
Berdasarkan perhitungan yang telah dilakukan, maka diperoleh hasil elemen-elemen permesinan sebagaiberikut:
1. Poros yang digunakan berbahan S45C dengan diameter 20 mm2. Pasak yang digunakan berbahan S30C dengan dimensi Panjang (L) = 16 mm, Lebar (b) = 5 mm,
Tinggi (h) = 7 mm, Alur pada naf (t1) = 4 mm3. Bantalan bantalan yang digunakan mengikuti dimensi poros dengan tipe NTN. G.202 dengan dimensi
lubang 20,5 mm4. Sistem transmisi yang direncanakan menggunakan pasangan puli dan sabuk dengan dimensi
Diameter puli pada motor (Dm) = 3 inch, Diameter puli pada gear box = 9 inch, Sabuk yangdigunakan = A.59 (satu buah)
5. Motor listrik yang digunakan bertenaga 2,2 HP dengan jumlah putaran permenit sebesar 1420rpm Gear box yang digunakan dengan tipe WPA 60 RATIO 1 : 50
5. UCAPAN TERIMA KASIH
Kami selaku tim peneliti mengucapkan terima kasih kepada DRPM Kementerian Riset,Teknologi dan Pendidikan Tinggi yang telah membiayai pelaksanaan kegiatan penelitian ProdukTerapan tahun 2017.
DAFTAR PUSTAKA
Adrianus. 2006, Rekayasa Mesin sangrai Biji kopi. Jurusan Teknik Mesin UKI Paulus Makassar.
AR. Holowenko.1992. Dinamika Permesinan. Jakarta: Erlangga.
Biring, A, Y,. Palungan, M, B,. Salu, S,. Desain dan Optimasi Pemanfaatan Panas Buang Pada Mesin
Sangrai Untuk Meningkatkan Kualitas dan Kuantitas Produksi Kopi Bubuk, ADIWIDIA, Vol.IV. No. 1, Desember2014
Gerling. 1985. All about Machine Tools. New Delhi: Wiley Eastern Limited.
George H. Martin. 1985. Kinematika dan Dinamika Teknik. Jakarta: Erlangga.
Palungan, M, B,.Dising, Y,. Lande, S,. Desain Alat Pengupas Kulit Tanduk Biji Kopi Untuk Meningkatkan KualitasDan Kuantitas Biji Kopi, Industria, Vol. 2 No. 1, April 2013
Ridwansyah . 2003.Tahapan Pabrikasi Pengolahan Biji Kopi . Surabaya.
Rochim, T. 1993. Teori & Teknologi proses permesinan. Laboratorium Teknik Produksi dan Metrologi Industri JurusanTeknik Mesin Fakultas Teknologi Industri, ITB Bandung.
Sihotang, Benikdiktus.2008. Budidaya, Alat Mesin, Traktor, dan Pengolahan Panen Proses dan Peralatan PengolahanPanen.http://www.benss.co.cc/pengolahan-hasil-panen /83- pengolahan-pasca-panen-kopi? start=1-5 diaksestanggal 8 Juni 2009 jam 12.06
Singh Shamsher. 1997. Coffee, Markets Prospects and Depolopment Lending. Baltimore: The Johns Hopkins UniversityPress.
Sularso, Suga Kyokatsu. 1994. Dasar Perencanaan dan Pemilihan Elemen Mesin. Jakarta: Pradya Paramitha.
Tanisan Astamar Zainul, E. P. Popov, “Mekanika Teknik” Erlangga, Jakarta, 1994, 2004.
Timoshenko S., “Dasar-Dasar Perhitungan Kekuatan Bahan”. Restu Agung. Jakarta, 1989.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.197-202) 978-602-60766-3-2
197
RANCANG BANGUN PEMANTAUAN PEMAKAIAN ENERGI LISTRIKMENGGUNAKAN LABVIEW
Muhammad Yusuf Yunus1 & Marhatang2
1,2)Politeknik Negeri Ujung Pandang, Jln. Perintis Kemerdekaan km 10 Tamalanrea, Makassar
ABSTRACT
In conventional electric measurement devices, measurements are made on the use of electrical energy as a whole whereconsumers can only see information on the results of the use of electrical energy by looking at the total powerconsumption amount indicated on the meter kWh meter. Based on the above problems, the author aims to raise the title"Design of Monitoring System of Electricity Energy Usage using LabVIEW". The LabVIEW program has the ability tomeasure, monitor and store data quickly and accurately. With this tool will be realized a design system monitoring theuse of electrical energy in real time through the computer instead of kWH meter analog or digital. This concept is one ofthe energy management solutions that enable consumers to obtain statistical data on electrical energy consumption indetail. From the results of monitoring the use of loads, obtained very good results in monitoring the usage of energy,which in this case using household burden.
Keywords: LabView, ACS712, Current, Monitoring
1. PENDAHULUANPada alat pengukuran listrik konvensional, pengukuran dilakukan terhadap penggunaaan energi listrik
secara keseluruhan dimana konsumen hanya dapat melihat informasi hasil dari penggunaan energi listrikdengan melihat jumlah pemakaian daya total yang tertera pada alat ukur kWh meter. Dengan pemantauansecara terperinci, konsumen dapat membuat pola penghematan penggunaan energi listrik dan dengandemikian konsumen bisa memantau penggunaan listrik dan mengurangi pemborosan serta dapat menekanbiaya yang dikeluarkan akibat penggunaan energi listrik tersebut.
Sistem pemantauan energi listrik adalah sistem yang digunakan untuk mengukur penggunaan energilistrik yang dipakai oleh beban. Pemantauan terhadap pemakaian energi listrik diperlukan untuk mengurangipenggunaan daya energi listrik berlebihan, untuk itu perlu adanya instrumen pengukur yang dapat memantaupenggunaan daya listrik dan batasan penggunaan daya.
Saat ini, berbagai peralatan pemantauan dan pengukuran energi listrik juga semakin canggih mulai daripemakaian meter transaksi oleh PT. PLN pada setiap distribusi dan transmisi, Power Quality Analyzer (PQA)yang umum dipakai para laboran atau auditor energi, dan kWh meter elektronik yang dipakai masyarakat disetiap rumah (Utomo dkk., 2012). Dalam literatur beberapa kasus monitoring energi listrik, telah banyakmetode inovatif yang digunakan seperti dalam Rancang Bangun Alat Pemantau Penggunaan Energi ListrikRumah Tangga Berbasis Internet (Suryaningsih dkk., 2016), dimana alat ini menggunakan system pemantaudan penghitung jarak jauh penggunaan daya listrik pada suatu alat elektronik maupun keseluruhanpenggunaan daya listrik pada rumah tangga dengan menggunakan transmisi data media internet, dimana dayalistrik yang terpakai bisa ditampilkan pada halaman web.
Berdasarkan permasalahan diatas, penulis bertujuan mengangkat judul “Rancang Bangun SistemPemantauan Pemakaian Energi Listrik menggunakan LabVIEW”. Program LabVIEW mempunyaikemampuan mengukur, memonitor dan menyimpan data dengan cepat dan akurat (Ismujianto danIsdawimah, 2015). Dengan alat ini akan direalisasikan suatu desain sistem monitoring pemakaian energilistrik secara real time melalui komputer sebagai pengganti kWH meter analog maupun digital. Konsep inimerupakan salah satu solusi manajemen energi yang memungkinkan konsumen untuk memperoleh datastatistik konsumsi energi listrik secara terperinci.
2. METODE PENELITIANPada bagian ini prosedur atau langkah kerja terdiri atas :
Tahap Perancangan
1 Korespondensi : [email protected]
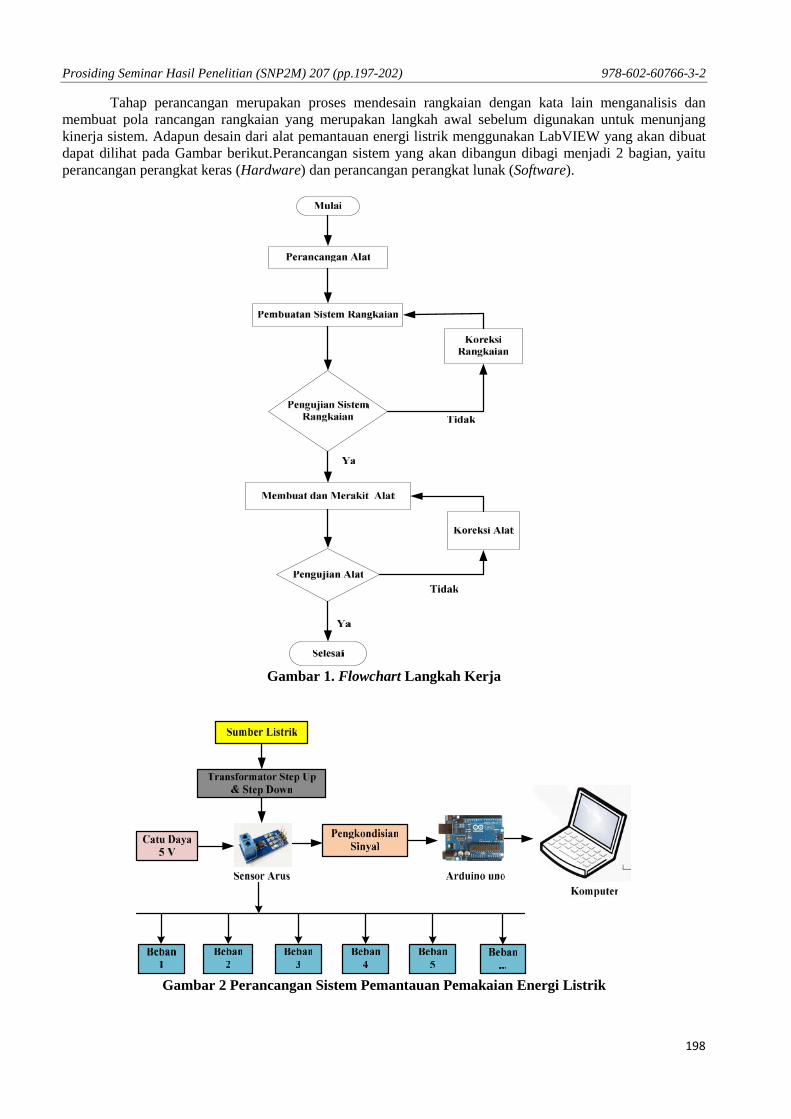
Prosiding Seminar Hasil Penelitian (SNP2M) 207 (pp.197-202) 978-602-60766-3-2
198
Tahap perancangan merupakan proses mendesain rangkaian dengan kata lain menganalisis danmembuat pola rancangan rangkaian yang merupakan langkah awal sebelum digunakan untuk menunjangkinerja sistem. Adapun desain dari alat pemantauan energi listrik menggunakan LabVIEW yang akan dibuatdapat dilihat pada Gambar berikut.Perancangan sistem yang akan dibangun dibagi menjadi 2 bagian, yaituperancangan perangkat keras (Hardware) dan perancangan perangkat lunak (Software).
Gambar 1. Flowchart Langkah Kerja
Gambar 2 Perancangan Sistem Pemantauan Pemakaian Energi Listrik

Prosiding Seminar Hasil Penelitian (SNP2M) 207 (pp.197-202) 978-602-60766-3-2
199
Gambar 3. Flowchart Pengujian Sistem Pemantauan Energi Listrik
3. HASIL DAN PEMBAHASANPengujian Fitur Pemantauan Beban Listrik Menggunakan LabviewTampilan pemantauan energi listrik pada LabVIEW terdiri dari beberapa menu, meliputi menu Home danMonitoring. Selanjutnya akan dibahas fungsi dari masing-masing menu tersebut.Menu Monitoring
Menu ini berisi beberapa fitur yang berfungsi untuk memantau penggunaan energi listrik. Sistem pemantauanterdiri dari beberapa alat ukur yang ditampilkan dalam bentuk analog maupun digital. Alat ukur tersebutdiantaranya, alat ukur arus, tegangan, daya, dan kWh. Tampilan dari menu monitoring dapat dilihat padagambar berikut.Adapun tampilan Block diagram dari LabVIEW dapat dilihat pada Gambar 4. Block diagram adalah jendelatempat menuliskan perintah dan fungsi, berisikan source code berupa simbol-simbol, node dan garis sebagaidataflow untuk mengeksekusi program, termasuk kode dari front panel.

Prosiding Seminar Hasil Penelitian (SNP2M) 207 (pp.197-202) 978-602-60766-3-2
200
Gambar 4. Tampilan Blok Diagram
Pengujian Beban TunggalBeban Dispenser 350 Watt
Gambar 5. Tampilan Menu Home pada Pengujian Beban Dispenser
Pada Gambar diatas terdapat 3 penununjukan yakni nilai port, ACS value, dan Arus. Untukmengetahui arus yang mengalir pada sistem maka digunakan persamaan (15), maka diperoleh:
Arus =⎝⎜⎛ port A0 ×
51023 -2,5
0,1 ⎠⎟⎞
Arus =⎝⎜⎛ 546 ×
51023 -2,5
0,1 ⎠⎟⎞
Arus = 1,68622Hasil perhitungan diatas sama dengan hasil pengukuran pada LabVIEW.Berikut adalah tampilan menu monitoring pada pengujian beban dispenser.

Prosiding Seminar Hasil Penelitian (SNP2M) 207 (pp.197-202) 978-602-60766-3-2
201
Gambar 6. Tampilan Menu Monitoring pada Pengujian Beban Dispenser
Pengujian Beban KombinasiBeban Dispenser 350 W, Kipas Angin 35 W, Setrika 350 W, dan Lampu 45 W
Gambar 7 Tampilan Menu Home pada Pengujian Beban Kombinasi Dispenser, Kipas Angin, Setrikadan Lampu
Arus=⎝⎜⎛ port A0 ×
51023 -2,5
0,1 ⎠⎟⎞
Arus=⎝⎜⎛ 588 ×
51023 -2,5
0,1 ⎠⎟⎞
Arus = 3,739 A

Prosiding Seminar Hasil Penelitian (SNP2M) 207 (pp.197-202) 978-602-60766-3-2
202
Gambar 8. Tampilan Menu Monitoring pada Pengujian Beban Beban Kombinasi Dispenser, KipasAngin, Setrika dan Lampu
4. KESIMPULAN1) Output dari penelitian ini adalah rancang bangun monitoring pemkaian energy listrik menggunakan
LabVIEW.2) Pengujian dilakukan dengan metode pengukuran langsung sebagai pembanding3) Dari hasil penerapan, monitoring dapat dengan baik dilakukan, yang ditunjukkan dengan selisih error
hasil pengukuran dengan pengukuran dari LabView.
5. DAFTAR PUSTAKA
Hutoro Koko (2015), “Desain Smart Meter Untuk Memantau Dan Identifikasi Pemakaian Energi Listrik Pada SektorRumah Tangga Menggunakan Backpropagation Neural Network”. ITS Surabaya.
J. Uteley, and L. Shorrock (2008), “Domestic Energy Fact File 2008”, Technical Report for Building ResearchEstablishment : Garston, UK.
K.E Martinez, K.A Donelly, and J.A Laitner (2010), “Advanced Metering Initiatives and Residential FeedbackPrograms: A Meta-Review for Households Electricity-Saving Opportunities”, Technical Report E105 forAmerican Council for an Energy-Efficient Economy (ACEE), USA.
Energy Consumption in United Kingdom, Technical Report for Department of Energy & Climate Change (2010),London.
G. W. Hart (1992), “Nonintrusive Appliance Load Monitoring”, Proceedings IEEE, Vol. 80, No. 12.J. G. Roos, I. E. Lane, E. C. Lane, and G. P. Hanche (1994), “Using neural networks for non-intrusive monitoring of
industrial electrical loads,” in Proceedings of IEEE Instrumentation and Measurement Technology Conference.Jian Liang, Simon K. K. Ng, Gail Kendall, and John W. M. Cheng (2010),” Load Signature Study—Part I: Basic
Concept, Structure, and Methodology,” IEEE Transactions On Power Delivery, Vol 25.Kusumadewi, S (2004), ”Membangun Jaringan Syaraf Tiruan Menggunakan MATLAB & EXCEL LINK”, Graha Ilmu.Purnomo, M.H, dan Kurniawan, A (2006), “Supervised Neural Networks dan Aplikasinya”, Graha IlmuC. Laughman, K. Lee, R. Cox, S. Shaw, S. B. Leeb, L. Norford, and P. Armstrong (2003), “Power Signature Analysis”.
IEEE Power & Energy Magazine.Y.Y Hong, and J.H Chou (2012), “Nonintrusive Energy Monitoring for Microgrids Using Hybrid Self-Organizing
Feature-Mapping Networks,” Energies, 2012.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.203-208) 978-602-60766-3-2
203
RANCANG BANGUN PROTOTIPE ROBOT MANIPULATOR UNTUK MEDIAPRAKTIKUM
Akhmad Taufik1), Abdul Kadir Muhammad1), Andi Baso2), John Michael Adiputra2)
1) Dosen Jurusan Teknik Mesin Politeknik Negeri Ujung Pandang, Makassar2) Mahasiswa S1 Terapan Teknik Mekatronika Politeknik Negeri Ujung Pandang, Makassar
ABSTRACT
Manipulator robots are commonly used for industrial applications such as to move, to lift and to manipulateworkpieces. The robots are widely used in various industries. Then, the understanding about the robots becomeimportant things for engineering students especially for mechatronics students. The students can study aboutmanipulator robots by using a prototype of manipulator robot. Therefore, a prototype of manipulator robot is the mainresult of this research. The prototype of manipulator robot can be used as a teaching tool in the Mechatronics Laboratory.The robot has a complete kinematics and dynamics analysis. The purposes of this research are (1) to formulate therotation, homogenous transformation, and position matrixes of the robot, (2) to design the mechanical, electrical andcontrol of the robot, and (3) to make a prototype of manipulator robot. The robot is equipped with an end effector. Then,the robot has a 3 Degree of Freedoms (DOFs) in its body and 2 DOFs in its end effector. A dynamixel AX-12A and aservo motor were used as the actuators of the robot. Then, an Arduino Mega was used as the controler of the robot. Asthe result of this research, the prototype of manipulator robot had been made based on the formulation and design. Therobot could work well in lifting and moving a sample workpiece from a coordinate (x1, y1) to other coordinate (x2, y2).
Keywords: manipulator robot, formulation, homogenous transformation matrix
1. PENDAHULUANRobot Manipulator merupakan robot yang bentuknya menyerupai lengan manusia dan berfungsi
membantu pekerjaan manusia sehari-hari termasuk pada dunia industri. Robot Manipulator juga dapatdigunakan sebagai pemindah barang dengan berat barang berskala besar dengan kecepatan dan ketepatanyang akurat, serta pengendaliannya pun bisa berupa otomatis atau secaramanual.Robot otomatis merupakanrobot yang dapat bergerak sesuai dengan sistem geraknya tanpa harus ada campur tangan manusia. Robotmanual merupakan robot yang bergerak sesuai dengan sistem geraknya tapi dengan bantuan operator sebagaipengendalinya. Lengan robot pada umumnya terdiri dari bahu, persendian dan tangan yang bisa berupasebuah gripper atau tangan yang memiliki jari seperti halnya tangan manusia sebagai pengambil objek.Bagian tangan robot dikenal sebagai manipulator tangan, yaitu sistem gerak yang berfungsi untuk manipulasi(memegang, mengambil, mengangkat, memindahkan, mengolah) objek. Untuk melakukan pengambilanobjek lengan robot ini dilengkapi dengan end effector (gripper) yang berupa jari-jari seperti halnya jarimanusia. Lengan robot didesain agar dapat mengikuti gerak sesuai dengan gerakan yang dilakukan olehgerakan lengan manusia, input pengontrol dibuat dengan potensiometer untuk persendian lengan dan flexsensor yang diletakkan pada jari-jari manusia dengan cara membuat pengendali yang sesuai dengan bentuklengan dan jari-jari manusia agar dapat digunakan sebagai penggerak sendi-sendi pada lengan robot (Selamatdan YudiWijanarko, 2015).
2. METODE PENELITIANMetode penelitian yang telah digunakan dalam proses pelaksanaan, pembuatan, dan analisis penelitian
ini adalah sebagai berikut:1. Literature Review
Untuk memperoleh landasan teori dalam penelitian dan pembuatan alat, maka tahap pertama yangkami lakukan adalah mengumpulkan berbagai informasi yang berkaitan robot manipulator 3 DOF.Adapun referensi yang digunakan adalah artikel-artikel ilmiah yang dipublikasikan pada jurnal,prosiding, dan buku.
2. Formulasi dan Simulasi
1 Korespondensi penulis: Akhmad Taufik, Telp 089612952852, [email protected]
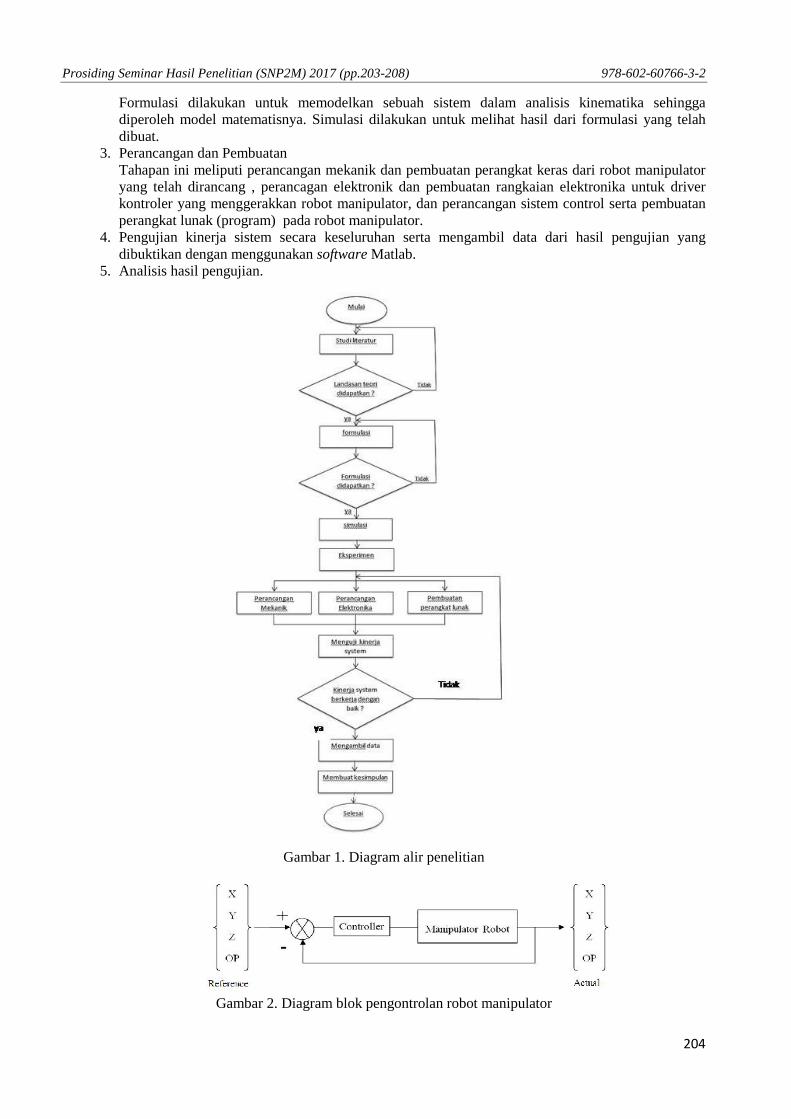
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.203-208) 978-602-60766-3-2
204
Formulasi dilakukan untuk memodelkan sebuah sistem dalam analisis kinematika sehinggadiperoleh model matematisnya. Simulasi dilakukan untuk melihat hasil dari formulasi yang telahdibuat.
3. Perancangan dan PembuatanTahapan ini meliputi perancangan mekanik dan pembuatan perangkat keras dari robot manipulatoryang telah dirancang , perancagan elektronik dan pembuatan rangkaian elektronika untuk driverkontroler yang menggerakkan robot manipulator, dan perancangan sistem control serta pembuatanperangkat lunak (program) pada robot manipulator.
4. Pengujian kinerja sistem secara keseluruhan serta mengambil data dari hasil pengujian yangdibuktikan dengan menggunakan software Matlab.
5. Analisis hasil pengujian.
Gambar 1. Diagram alir penelitian
Gambar 2. Diagram blok pengontrolan robot manipulator

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.203-208) 978-602-60766-3-2
205
Gambar 3. Rancangan robot manipulator dengan dimensi dalam satuan milimeter
3. HASIL DAN PEMBAHASAN
Untuk mendapatkan formulasi robot manipulator 5 DOF yang dirancang dan dibuat pada penelitian inimaka langkah awal yang dilakukan adalah membuat formulasi inverse kinematic (kinematik mundur) robotmanipulator 3 DOF untuk mendapatkan θ1, θ2, dan θ3.
Gambar 4. Inverse kinematic 1 DOF Gambar 5. Inverse Kinematic 3 DOF
Untuk mendapatkan rumus dari θ maka digunakan inverse kinematic 1 DOF seperti pada Gambar 4di atas. Berdasarkan Gambar 5 maka dapat diperoleh penurunan persamaan sebagai berikut:= + = ₂ × ₂ + ₃ × cos( ₃ − ₂) ……..(1)ℎ = − ₁ = ₂ × ₂ − ₃ × ( ₃ − ₂) ……..(2)² + ℎ² = + + ( − ₁)² ……..(3)
Pada persamaan ketiga kita dapat menggunakan operasi pangkat dua untuk memperoleh cos θ3
sebagai berikut : ₃ = ( ₁) ₂ ₃× ₂× ₃ ……..(4)
Adapun persamaan untuk solusi posisi link 3 seperti up-elbow dan down-elbow maka digunakan down-elbow.Dengan menggunakan hukum identitas trigonometri : ² + ² = 1
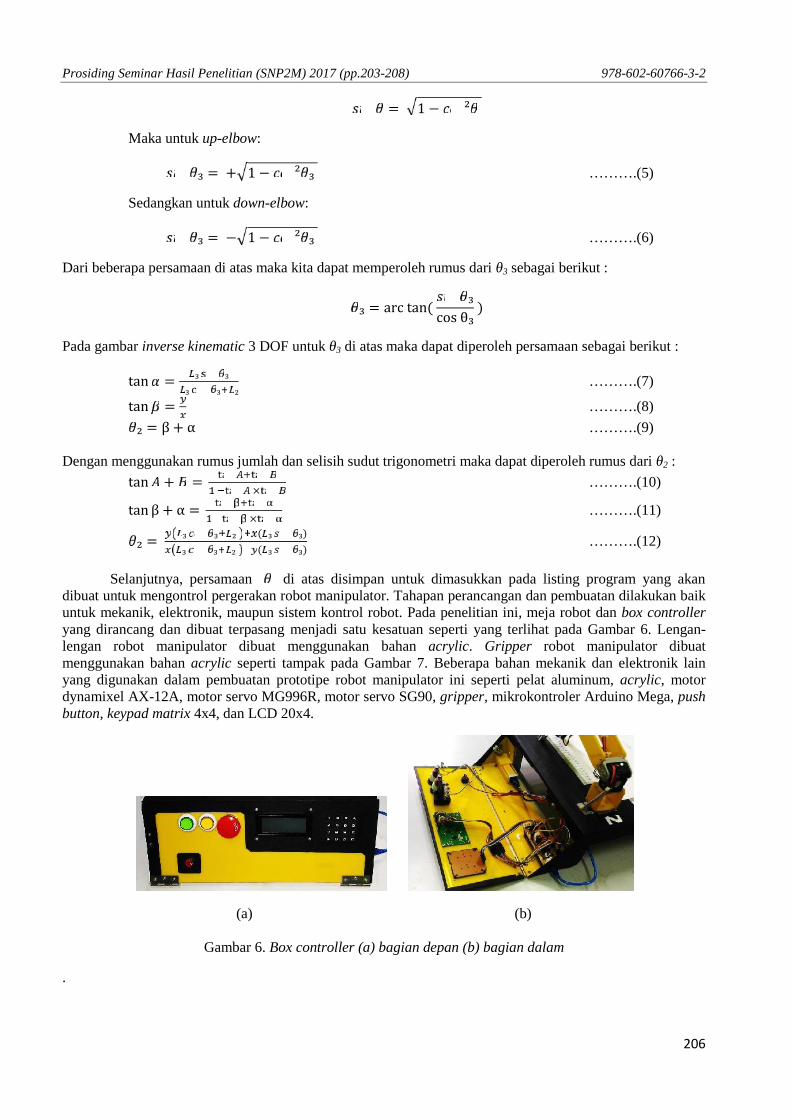
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.203-208) 978-602-60766-3-2
206
= 1 − ²Maka untuk up-elbow:₃ = + 1 − ² ₃ ……….(5)
Sedangkan untuk down-elbow:₃ = − 1 − ² ₃ ……….(6)
Dari beberapa persamaan di atas maka kita dapat memperoleh rumus dari θ3 sebagai berikut :₃ = arc tan( ₃cos θ₃ )Pada gambar inverse kinematic 3 DOF untuk θ3 di atas maka dapat diperoleh persamaan sebagai berikut :tan = ₃ ₃₃ ₃ ₂ ……….(7)tan = ……….(8)₂ = β + α ……….(9)
Dengan menggunakan rumus jumlah dan selisih sudut trigonometri maka dapat diperoleh rumus dari θ2 :tan + = × ……….(10)tan β + α = × ……….(11)₂ = ₃ ₃ ₂ ( ₃ ₃)₃ ₃ ₂ ( ₃ ₃) ……….(12)
Selanjutnya, persamaan di atas disimpan untuk dimasukkan pada listing program yang akandibuat untuk mengontrol pergerakan robot manipulator. Tahapan perancangan dan pembuatan dilakukan baikuntuk mekanik, elektronik, maupun sistem kontrol robot. Pada penelitian ini, meja robot dan box controlleryang dirancang dan dibuat terpasang menjadi satu kesatuan seperti yang terlihat pada Gambar 6. Lengan-lengan robot manipulator dibuat menggunakan bahan acrylic. Gripper robot manipulator dibuatmenggunakan bahan acrylic seperti tampak pada Gambar 7. Beberapa bahan mekanik dan elektronik lainyang digunakan dalam pembuatan prototipe robot manipulator ini seperti pelat aluminum, acrylic, motordynamixel AX-12A, motor servo MG996R, motor servo SG90, gripper, mikrokontroler Arduino Mega, pushbutton, keypad matrix 4x4, dan LCD 20x4.
(a) (b)
Gambar 6. Box controller (a) bagian depan (b) bagian dalam
.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.203-208) 978-602-60766-3-2
207
Gambar 7. Gripper Prototipe Robot Manipulator
Adapun hasil akhir dari rancang bangun prototipe robot manipulator 5 DOF ini dapat dilihat padaGambar 8.
Gambar 8. Hasil akhir rancang bangun prototipe robot manipulator 5 DOF
Prototipe robot manipulator 5 DOF tersebut telah diuji cobakan untuk memindahkan sebuah benda uji darisebuah posisi yang ditandai dengan koordinat (x1, y1) ke posisi-posisi lain yang ditandai dengan koordinat (x2,y2). Hasil pengujian menunjukkan bahwa prototipe robot manipulator tersebut dapat bekerja sesuai denganyang diharapkan sebagaimana yang ditunjukkan pada Gambar 9.
(a) (b)

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.203-208) 978-602-60766-3-2
208
(c) (d)
Gambar 9. (a) posisi awal robot manipulator(b) robot manipulator mengambil benda kerja pada posisi (x1, y1)(c) robot manipulator memindahkan benda kerja(d) robot manipulator menempatkan benda kerja pada posisi (x2, y2)
4. KESIMPULANBerdasarkan hasil yang diperoleh dari penelitian ini dapat disimpulkan sebagai berikut:
1. Formulasi inverse kinematic 3 DOF untuk prototipe robot manipulator telah dilakukan.2. Perancangan mekanik, elektronik dan sistem kontrol prototipe robot manipulator telah dilakukan.3. Pembuatan sebuah prototipe robot manipulator yang dapat dijadikan sebagai media praktikum
mahasiswa telah selesai dilakukan. Pengujian terhadap robot tersebut juga telah dilakukan.
5. DAFTAR PUSTAKA
Mogot, Miansari dan Jamil Mustarin. (2016). “Rancang Bangun Prototipe Robot Manipulator”.Skripsi. Makassar:Politeknik Negeri Ujung Pandang.
Caysar, Dina. (2014). “Pengaturan Pergerakan Robot Lengan Smart Arm Robotic Ax-12a Melalui Pendekatan GeometryBased Kinematic Menggunakan Arduino”.Jurnal. Jurusan Teknik Elektro Fakultas Teknik UniversitasBrawijaya. Indonesia.
Firdaus, AhmadRiyad. (2009).“Pemodelan Robot Manipulator”. Batam: Politeknik Batam.Fu,GonzalesdanLee. ( 1987). Matriks TransformasiHomogeneous, (Online),
(http://library.binus.ac.id/eColls/eThesisdoc/Bab2/2009-1-00450-SK%20Bab%202.pdf), diakses pada tanggal11 Februari 2017.
Muslimin, Selamat, S.T., M.Komdan Yudi Wijanarko, S.T., M.T.(2015). “Rancang Bangun Robot Berjari PengikutGerak Lengan Manusia Menggunakan Flex Sensor dengan Sistem Mikrokontroler ATMega 32”.PoliteknikNegeri Sriwijaya.
Nugraha, DenyWiria. (2011). “Pengendaian Robot Yang Memiliki Lima Derajat Kebebasan”, Jurnal Ilmiah ForistekVol.1, No. 1. Palu: Jurusan Teknik Elektro UNTAD.
Pitowarno, Endra. (2007). Robotika Disain, Kontrol, dan Kecerdasan Buatan. Edisi 1. Jakarta: Andi Publisher.Arduino. (2017). Sin(rad), (Online), (https://www.arduino.cc/en/Reference/Sin), diakses pada tanggal 7 Mei 2017.Rus, Daniela. ( 2011). Robotics systems and science Lecture 14: Forward and InverseKinematics,(Online),
(http://courses.csail.mit.edu/6.141/spring2011/pub/lectures/Lec14-Manipulation-II.pdf),diakses pada tanggal 21Maret 2017.
6. UCAPAN TERIMA KASIHUcapan terima kasih kami tujukan kepada semua pihak yang telah membantu terlaksananya penelitian ini,
khususnya pihak UPPM PNUP yang telah mengorganisir seluruh penelitian yang dilakukan oleh dosen PNUP.Penelitian ini didanai menggunakan DIPA PNUP Tahun Anggaran 2017.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.209-212) 978-602-60766-3-2
209
PENINGKATAN KAPASITAS PRODUKSI PENGRAJIN BATU BATA MELALUIPENERAPAN MESIN PENCETAK BATU BATA
Abdul Kadir Muhammad1), Muhammad Arsyad2), A.M. Anzarih3)
1)2)3)Dosen Jurusan Teknik Mesin Politeknik Negeri Ujung Pandang, Makassar
ABSTRACT
The purpose of this study is to improve the production process of brick craftsmen. Brick production processconsists of four stages: printing, drying, burning, and cooling. Of the four stages, which will be completed in thisresearch is the process of printing bricks. The printing process still uses simple equipment that is a rectangular woodenbeam with a size of 20 cm x 10 cm x 5 cm. The printing process includes: preparation of raw materials by hoeing thesoil, making the dough by trampling to the shape of a paste, printing using a printing tool. For this method, for 4 peoplecraftsmen can print bricks as much as 2,000 pieces / day (8 hours work / day). The number of bricks is ideal for oncecombustion of 40,000 pieces. For reach that amount it takes 20 days. The method applied in improving the productionprocess of brick craftsmen is the application of brick machine. The operation of the brick printing machine requires 4persons with their respective functions: 1 person to insert the soil into the printing machine, 1 person to cut the brick bar,1 person to move the bricks from the printing machine, 1 person to bring the bricks to the drying place. Based on theresult of the test, it is concluded that by using the brick machine, the dough making is easier and shorter, the productioncapacity increased to 6,780 bricks / day, the time required for the production of 40,000 pieces of bricks is 6 days.
Keywords— bricks, productivity, printing machines, dough.
1. PENDAHULUANBatu bata merupakan salah satu komponen bahan bangunan yang vital. Seiring dengan pesatnya
pembangunan infra struktur seperti ruko, hotel, rumah tinggal, dan bangunan lainnya mengakibatkan jumlahbatu bata yang dibutuhkan meningkat pula. Oleh karena itu, pengrajin batu bata dituntut untuk meningkatkanpula kapasitas produksinya. Untuk memenuhi hal tersebut, maka pengrajin tidak dapat lagi mempertahankancara-cara tradisional yang digunakan selama ini melainkan sudah waktunya ditunjang oleh tekonologi.Pembuatan batu bata terdiri dari beberapa proses yaitu persiapan bahan baku, pembuatan adonan, pencetakan,pengeringan, pembakaran, dan pendinginan.
Dalam industri batu bata terdiri dari 3 kelompok kepentingan yaitu (1) pemilik lahan, (2) pengrajin,dan (buruh). Pemilik lahan ialah orang yang mempunyai hak milik atas lahan yang diolah, Pengrajin ialanorang yang mengusahakan pembuatan batu bata, sedangkan Buruh ialah orang yang dipekerjakan olehPengrajin. Umumnya pengrajin batu bata menggunakan buruh minimal 2 orang dengan kapasitas produksimaksimal 1000 buah/orang dengan jam kerja 8 jam/hari. Untuk melakukan pembakaran yang efektif tiappembakaran, maka jumlah batu bata yang dibakar ialah 40.000 buah. Jumlah tersebut memerlukan waktukurang lebih 70 s.d 85 hari pada kondisi cuaca yang cerah dengan rincian: (a) waktu pencetakan 45 s.d 60hari, (b) waktu pengeringan selama 5 hari, (c) waktu pembakaran selama 10 hari, (d) waktu pendinginan siapjual selama 5 hari. Bahan bakar yang digunakan yaitu sekam padi yang tersedia melimpah di KabupatenSidrap, dan abu hasil pembakaran sekam padi tersebut digunakan juga sebagai pelapis batu bata bahkansebagai media pencampur adonan.
Berdasarkan hasil pengamatan dan wawancara tim peneliti dengan beberapa pengrajin batu bata diKabupaten Sidrap, permasalahan pokok yang sering dihadapi pengrajin ialah persoalan tenaga kerja/buruh.Buruh yang digunakana umumnya: (a) berasal dari daerah luar bahkan dari kabupaten lain, (b) selalu mintaupah duluan dengan besaran minimal Rp 5.000.000, (c) sering meninggalkan tempat dengan berbagai alasantanpa penyampaian bahkan biasa tidak kembali lagi. Buruh hanya mau bekerja kalau diberi upah terlebihdahulu yang besarannya bukan “main tingginya”. Dengan memberi upah duluan sebesar Rp 5.000.000 berartiburuh telah menerima upahnya untuk dua bulan setengah, disisi lain buruh sering meninggalkan tempat tanpasepengetahuan pengrajin. Permasalahan lain yang dihadapi ialah masih rendahnya efisiensi hasil pembakaranyaitu 82,5%. Jadi, hanya 33.000 dari 40.000 buah batu bata yang layak jual, berarti ada 7000 buah batu batayang tidak bisa dijual karena tidak terbakar secara sempurna. Hal ini terjadi karena proses pembakaran batubata dilakukan secara tradisional, yaitu batu bata disusun sedemikian rupa pada daerah (ladang) terbuka yang
1 Korespondensi: Muhammad Arsyad, Telp 081355021724, [email protected]

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.209-212) 978-602-60766-3-2
210
bagian atasnya diberi atap sebagai pelindung terhadap air hujan.Penerapan teknologi tepat guna pada industri kecil (termasuk industri batu bata) dapat
memberikan nilai tambah terhadap produk yang dihasilkan, mempunyai nilai saing yangtinggi,memberikan efisiensi dan efektivitas dalam proses produksi, mendorong transfer teknologi secaramurah dan cepat, dan dapat dimanfaatkan oleh setiap tenaga kerja tanpa memerlukan tingkat pendidikantertentu. Penggunaan mesin pencetak batu bata sudah banyak digunakan pada industri sejenis di PulauJawa sehingga industri tersebut berkembang pesat dan memiliki produktivitas dan daya saing yangtinggi. Berdasarkan dengan suvei dan pengamatan tim penelitia pada berbagai sentra pengrajin batubata, alat yang digunakan yaitu terbuat dari kayu sebagaimana pada gambar 1.
Gambar 1. Alat Pencetak Batu Bata Pengrajin
2. METODE PENELITIAN / PELAKSANAAN PENGABDIANMetode penanganan masalah dilakukan dengan cara memperbaiki proses pencetakan. Perbaikan proses
pencetakan dilakukan dengan cara merubah dari cara tradisional ke cara mekanis. Hal ini dilakukan dengancara merancang dan membuat mesin pencetak batu bata yang digerakkan oleh mesin diesel. Perancangan danpembuatan mesin tersebut akan memperhatikan kekurangan yang dimiliki mesin sebelumnya. Cara kerjamesin pencetak ini yaitu pengrajin memasukkan tanah liat (bahan baku) ke dalam mesin pencetak batu bata(corong pemasukan) kemudian mesin menghasilkan batu bata yang berbentuk batangan yang selanjutnyabegitu batubata batangan keluar melalui corong pengeluaran langsung dipotong secara manual sesuai denganukuran batu bata.
Tahapan pembuatan mesin pencetak batu terdiri dari: (1) perancangan, (2) pembelian bahan, (3)pembuatan komponen, (4) perakitan, dan (5) uji coba. Mesin pencetak batu bata ini terdiri dari 5 (lima)bagian yaitu (1) mesin penggerak, yang berfungsi untuk menggerakan semua komponen mesin pencetak batubata (2) corong pemasukan, yang berfungsi sebagai tempat laluan masuk bahan baku batu bata (tanah) kedalam silinder (3) silinder, berfungsi untuk mengaduk tanah hingga berbentuk pasta dan pada ujung akhirsilinder dibuat mengecil sehingga meningkatkan kepadatan tanah (4) corong pengeluaran, berfungsi sebagailaluan keluar batu bata batangan (5) alat pemotong berfungsi untuk memotong batu bata batangan sesuaidengan ukuran batu bata.
3. HASIL DAN PEMBAHASANMesin pencetak batu bata telah dikembangkan antara lain di Universitas Merdeka (1994 -1999)
dengan kemampuan produksi 1000 batu bata/jam untuk 5 tenaga kerja. Mesin tersebut menggunakanmotor listrik sehingga meringankan beban tenaga kerja. Mesin tersebut dapat dimodifikasi sesuaikapasitas produksi yang diinginkan oleh konsumen (Sujatmiko, 1999). Selanjutnya, mesin cetak yangtelah dikembangkan pada industri-industri keramik yang mempunyai kapasitas 2000 sampai 15000 batubata per jam dengan mcnggunakan motor penggerak 30 s.d 75 HP. Mesin tersebut dapat memproduksisecara besar-besaran dan kontinyu serta produknya lebih kuat (Razak, 1999). Alat cetak batu bata sistemgetar dan tekan yang terbuat dari rangka siku (50 x 50 x 5) cm dengan dimensi (100 x 70 x 74) cm,merupakan salah satu cara untuk memperbaiki posisi pengrajin pada saat mencetak yaitu dari posisiduduk menjadi berdiri. Alat tersebut dilengkapi : (a) meja penggetar yang menggunakan dinamo motorberdaya 0,5 pk, (b) alat penekan dari baja tersebut, dapat mencetak 600 s.d 700 buah batu bata per hariper orang (Tetty Setyawaty). Perbaikan sistem pencetakan batu bata juga dilakukan oleh Bakhriani ARauf. dkk dengan merancang dan membuat "Pencetakan Batu Merah Sistem Hammer Gravitasi". Alattersebut memperbaiki kualitas batu merah (batu bata) yang dihasilkan, dan mempercepat proses produksidengan cara menjatuhkan hammer dari ketinggian 100 cm. Setiap proses menghasilkan 8 buah batumerah. Kegiatan penelitian tentang mesin pencetak batu bata ini telah dilakukan beberapa kali, misalnyadalam (1) kegiatan Program Vucer, (2) kegiatan Program Hibah Kompetitif, dan (3) kegiatan terakhir

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.209-212) 978-602-60766-3-2
211
yang dilakukan yaitu Penerapan Mesin Pencetak Batu Bata pada industri batu bata melalui program IbMtahun 2013 (Arsyad, 2013). Pelaksanaan program yang satu dengan yang lainnya selalu dapatmenyelesaikan masalah, namun juga masih selalu muncul masalah baru. Masalah yang muncul padapelaksanaan program tahun 2013 yaitu batu bata batangan yang keluar dari corong pengeluaranbentuknya belum berbentuk kotak, bagian pinggirnya masih retak-retak, sehingga batu bata yangdihasilkan belum memenuhi standar.
Gambar 2. Mesin Pencetak Batu Bata
Tabel 1. Hasil Pengujian Mesin Pencetak Batu Bata
No. Waktu (s) Jumlah Kondisi Keterangan
1 55 Pembuatan Adonan 1’56 – 2’51
2 11 5 Baik 2’51 – 3’02
3 12 5 Baik 3’02 – 3’14
4 14 5 Baik 3’14 – 3’28
5 9 5 Baik 3’28 – 3’37
6 8 5 Baik 3’37 – 3’45
7 11 5 Baik 3’45 – 3’56
8 14 5 Baik 3’56 – 4’10
9 14 5 Baik 4’10 – 4’24
148 40 Baik
Berdasarkan Tabel 1. di atas memperlihatkan bahwa waktu yang dibutuhkan untuk membuatadonan yaitu sejak tanah dimasukkan melalui corong pemasukan hingga keluar melalui corongpengeluaran dalam bentuk batu batangan dan siap dipotong yaitu selama 55 detik. Sekali memotongmenghasilkan batu bata basah sebanyak 5 buah. Selain itu, waktu yang dibutuhkan untuk menghasilkan 40buah batu bata yaitu sebanyak 148 detik, dengan waktu setiap 5 buah batu bata berkisar antara 8 s.d 14detik.1. Proses Pembuatan Adonan: 55 Detik.2. Proses Pencetakan membutuhkan waktu 93 detik untuk mencetak sebanyak 40 buah atau 16 buah/menit
atau 970 buah/jam. Dalam satu hari, jam kerja diasumsikan sebanyak 8 jam (1 jam istirahat) sehinggaproduksi perhari ialah 6.780 buah.
3. Untuk menghasilkan batu bata sebagaimana poin 2 diatas, maka dibutuhkan Tenaga Kerja sebanyak 4orang yaitu : 1 orang bertugas memasukkan tanah ke dalam corong pemasukan, 1 orang bertugasmemotong batu bata batangan yang keluar dari corong pengeluaran, 1 orang bertugas memindahkanbatu bata dari tempat cetakan, dan 1 orang bertugas mengangkat batu bata ke lokasi pengeringan.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.209-212) 978-602-60766-3-2
212
Tabel 2. Perbandingan Metode Lama dengan Metode Baru
No. Waktu Tradisional Mesin Pencetak
1 Waktu 8 jam 8 Jam
2 Tenaga Kerja 4 orang 4 orang
3 Produksi 2.000 buah 6.780 buah
4 Waktu untuk 40.000buah
20 hari 6 hari
4. KESIMPULANSebagaimana telah dijelaskan pada bab sebelumnya, maka disimpulkan bahwa :
1. Proses Pembuatan Adonan menjadi mudah dan singkat2. Kapasitas produksi meningkat dari 2.000 buah/hari, 6.780 buah/hari,3. Waktu produksi untuk 40.000 buah, menurun dari 20 hari menjadi 6 hari.
5. DAFTAR PUSTAKA
Arsyad, M., Anzarih, A.M. 2003. Rancang Bangun Mesin Pencetak Batu Bata. Laporan Pelaksanaan Vucer.Makassar : UPPM Politeknik Negeri Ujung Pandang.
Arsyad, M., Firman. Anzarih, A.M. 2007. Optimalisasi Pendapatan Pengrajin Batu Bata Melalui Penerapan MesinPencetak Batu Bata dan Tungku Hemat Energi. Laporan Hibah Kompetitif. Makassar: UPPM Politeknik NegeriUjung Pandang.
Arsyad, M. Susanto, T.A. Arman. 2013. IbM Kelompok Usaha Batu Bata Di Kabupaten Sidrap Sulawesi Selatan.Laporan Pelaksanaan IbM. Makassar: UPPM Politeknik Negeri Ujung Pandang.
Arsyad, M., Arman. Susanto, T.A. 2014. Analisa Penerapan Mesin Pencetak Batu Bata Pada Sentra Industri Batu Bata.Teknik Industri. 20(1):1-8.
Rauf, Bakhrian. 2007. Pencetakan Batu Merah Sistem Hammer Gravitasi. http://www.dikti.org/p3m/03008s.htmlRazak, .R.A.1999.Industri Keramik. Jakarta: Balai Pustaka.Setiawaty, T.2007 Alat Cetak Batu Bata Sistem Getar dan Tekan. http://www.dikti.org/p3m/03007s.htmlSujatmiko.1999. Mesin Pencetak Batu Batu Dengan Prinsip Kerja Mesin Getuk Lindri : MAJALAH GAMMA:
edisi 2 Mei 1999. Jakarta: PT. Garda Media Mandiri..

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.213-216) 978-602-60766-3-2
213
PERANCANGAN DAN PEMBUATAN KURSI PENDERITA CEREBLAL PALSI
Muhammad Arsyad1, A.M. Anzarih
2
1),2)Dosen Jurusan Teknik Mesin Politeknik Negeri Ujung Pandang, Makassar
ABSTRACT
The general goal of this research is to help provide a means to train the muscles of the sufferers CelebralPalsy (CP). In especially, the objectives are: (1) Make a seat that has a function like easy stand, (2) Provide easy standchair at a price affordable by people suffering from CP. Problems to be solved through applied product researchactivities are (1) how to make a chair that has functions such as easy stand, (2) how to provide easy chair seat with lowprice that can be reached by CP sufferer. To achieve these goals be done designing and making a chair similar to chaireasy stand for people with CP. Stages of activities include designing, manufacturing components, assembling, testingand repair. Based on the test results, it is concluded that the celebral palsi chairs function well, including thecomponents such as knee retention, peut holder, and table. The price of one CP chair is Rp 10 million..
Keywords: Chair, Celebral Palsy, therapy
1. PENDAHULUANCerebral palsy atau biasa disebut Cereblal Palsi (CP) bukanlah suatu penyakit, melainkan
merupakan cedera neurologis non progresif yang merupakan gangguan kontrol otot dan koordinasi yangdisebabkan oleh cedera otak sebelum atau selama kelahiran atau pada anak usia dini. Penyandang cacatdapat di klasifikasikan sebagai berikut, penyandang cacat fisik, cacat mental, dan cacat ganda. Penderitapenyakit CP atau kelumpuhan otak besar termasuk cacat fisik, yang mana penderita penyakit ini mengalamikekakuan otak, kelumpuhan dan gangguan fungsi saraf lainnya (Cahyaningtyas, 2016). CP merupakanpenyebab umum terjadinya cacat fisik pada anak. CP merupakan salah satu bentuk brain injury, yaitukondisi yang mempengaruhi pengendalian sistem motorik sebagai akibat terganggunya suatu jaringandalam otak. Akibat dari adanya disfungsi otak, maka penyandang CP mempunyai kelainan pada fungsigerak dan koordinasi, psikologis, dan kognitif yang mempengaruhi proses belajar mengajar. Selainmengalami kesulitan belajar dan perkembangan fungsi kognitifnya, penderita CP seringkali mengalamikesulitan dalam komunikasi, persepsi, maupun kontrol gerakan. Gangguan fungsi kognitif yang terjadimulai dari yang ringan sampai yang berat. CP dapat memiliki dampak yang luar biasa pada kapasitas anakuntuk melakukan kegiatan sehari-hari seperti kemampuan untuk berjalan atau berpakaian. Anak yangmenerita CP menampakkan gejala kesulitan dalam hal motorik halus (menulis atau menggunakan gunting),masalah keseimbangan, berjalan, atau mengenai gerakan involunter (tidak dapat mengontrol gerakanmenulis atau selalu mengeluarkan air liur) dan jika sudah mencapai derajat berat akan mengakibatkan tidakmampu berjalan dan membutuhkan perawatan yang ekstensif dalam jangka panjang (Kharisma, 2016).
Survey awal di SLB “X” Bandung. Di sekolah tersebut terdapat 64 siswa yaitu 30 siswa tingkatSDLB, 20 siswa tingkat SMPLB, dan 14 siswa tingkat SMALB. Latar belakang kondisi yang berbeda padasiswasiswa tersebut beragam, diantaranya adalah keterbelakangan mental, autis, cerebral palsy, downsyndrom, ADHD (Attention Deficit Hyperactive Disorders), serta tunawicara. Sebagian besar siswa tersebut(21 siswa) didiagnosa mengalami cerebral palsy, yang memiliki derajat keparahan sedang hingga berat. CPmerupakan salah satu bentuk brain injury, yaitu kondisi yang memengaruhi pengendalian sistem motoriksebagai akibat terganggunya suatu jaringan dalam otak. Akibat dari adanya disfungsi otak, makapenyandang CP mempunyai kelainan pada fungsi gerak dan koordinasi, psikologis, dan kognitif yangmempengaruhi proses belajar mengajar. Selain mengalami kesulitan belajar dan perkembangan fungsikognitifnya, mereka pun seringkali mengalami kesulitan dalam komunikasi, persepsi, maupun kontrolgerakan. (Handayani, 2009).
Penyandang cerebral palsy berbeda dengan penyandang tunadaksa. Individu yang mengalamitunadaksa sama sekali tidak dapat menggerakkan bagian tubuhnya yang mengalami gangguan ataukerusakan, sedangkan individu cerebral palsy masih dapat menggerakkan anggota tubuhnya yang terserangmeskipun gerakan terganggu karena adanya kelainan pada tonus otot. Gangguan gerakan pada CP sering
1 Korespondensi penulis: Muhammad Arsyad, Telp 081355021724, [email protected]
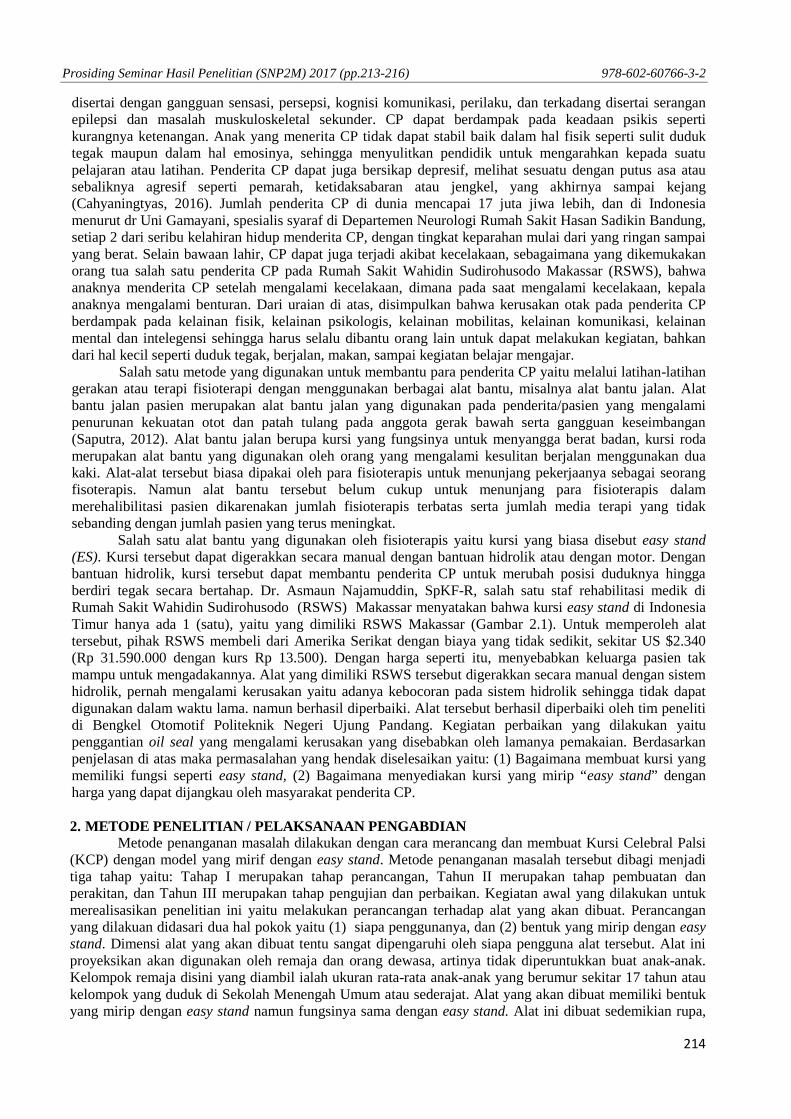
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.213-216) 978-602-60766-3-2
214
disertai dengan gangguan sensasi, persepsi, kognisi komunikasi, perilaku, dan terkadang disertai seranganepilepsi dan masalah muskuloskeletal sekunder. CP dapat berdampak pada keadaan psikis sepertikurangnya ketenangan. Anak yang menerita CP tidak dapat stabil baik dalam hal fisik seperti sulit duduktegak maupun dalam hal emosinya, sehingga menyulitkan pendidik untuk mengarahkan kepada suatupelajaran atau latihan. Penderita CP dapat juga bersikap depresif, melihat sesuatu dengan putus asa atausebaliknya agresif seperti pemarah, ketidaksabaran atau jengkel, yang akhirnya sampai kejang(Cahyaningtyas, 2016). Jumlah penderita CP di dunia mencapai 17 juta jiwa lebih, dan di Indonesiamenurut dr Uni Gamayani, spesialis syaraf di Departemen Neurologi Rumah Sakit Hasan Sadikin Bandung,setiap 2 dari seribu kelahiran hidup menderita CP, dengan tingkat keparahan mulai dari yang ringan sampaiyang berat. Selain bawaan lahir, CP dapat juga terjadi akibat kecelakaan, sebagaimana yang dikemukakanorang tua salah satu penderita CP pada Rumah Sakit Wahidin Sudirohusodo Makassar (RSWS), bahwaanaknya menderita CP setelah mengalami kecelakaan, dimana pada saat mengalami kecelakaan, kepalaanaknya mengalami benturan. Dari uraian di atas, disimpulkan bahwa kerusakan otak pada penderita CPberdampak pada kelainan fisik, kelainan psikologis, kelainan mobilitas, kelainan komunikasi, kelainanmental dan intelegensi sehingga harus selalu dibantu orang lain untuk dapat melakukan kegiatan, bahkandari hal kecil seperti duduk tegak, berjalan, makan, sampai kegiatan belajar mengajar.
Salah satu metode yang digunakan untuk membantu para penderita CP yaitu melalui latihan-latihangerakan atau terapi fisioterapi dengan menggunakan berbagai alat bantu, misalnya alat bantu jalan. Alatbantu jalan pasien merupakan alat bantu jalan yang digunakan pada penderita/pasien yang mengalamipenurunan kekuatan otot dan patah tulang pada anggota gerak bawah serta gangguan keseimbangan(Saputra, 2012). Alat bantu jalan berupa kursi yang fungsinya untuk menyangga berat badan, kursi rodamerupakan alat bantu yang digunakan oleh orang yang mengalami kesulitan berjalan menggunakan duakaki. Alat-alat tersebut biasa dipakai oleh para fisioterapis untuk menunjang pekerjaanya sebagai seorangfisoterapis. Namun alat bantu tersebut belum cukup untuk menunjang para fisioterapis dalammerehalibilitasi pasien dikarenakan jumlah fisioterapis terbatas serta jumlah media terapi yang tidaksebanding dengan jumlah pasien yang terus meningkat.
Salah satu alat bantu yang digunakan oleh fisioterapis yaitu kursi yang biasa disebut easy stand(ES). Kursi tersebut dapat digerakkan secara manual dengan bantuan hidrolik atau dengan motor. Denganbantuan hidrolik, kursi tersebut dapat membantu penderita CP untuk merubah posisi duduknya hinggaberdiri tegak secara bertahap. Dr. Asmaun Najamuddin, SpKF-R, salah satu staf rehabilitasi medik diRumah Sakit Wahidin Sudirohusodo (RSWS) Makassar menyatakan bahwa kursi easy stand di IndonesiaTimur hanya ada 1 (satu), yaitu yang dimiliki RSWS Makassar (Gambar 2.1). Untuk memperoleh alattersebut, pihak RSWS membeli dari Amerika Serikat dengan biaya yang tidak sedikit, sekitar US $2.340(Rp 31.590.000 dengan kurs Rp 13.500). Dengan harga seperti itu, menyebabkan keluarga pasien takmampu untuk mengadakannya. Alat yang dimiliki RSWS tersebut digerakkan secara manual dengan sistemhidrolik, pernah mengalami kerusakan yaitu adanya kebocoran pada sistem hidrolik sehingga tidak dapatdigunakan dalam waktu lama. namun berhasil diperbaiki. Alat tersebut berhasil diperbaiki oleh tim penelitidi Bengkel Otomotif Politeknik Negeri Ujung Pandang. Kegiatan perbaikan yang dilakukan yaitupenggantian oil seal yang mengalami kerusakan yang disebabkan oleh lamanya pemakaian. Berdasarkanpenjelasan di atas maka permasalahan yang hendak diselesaikan yaitu: (1) Bagaimana membuat kursi yangmemiliki fungsi seperti easy stand, (2) Bagaimana menyediakan kursi yang mirip “easy stand” denganharga yang dapat dijangkau oleh masyarakat penderita CP.
2. METODE PENELITIAN / PELAKSANAAN PENGABDIANMetode penanganan masalah dilakukan dengan cara merancang dan membuat Kursi Celebral Palsi
(KCP) dengan model yang mirif dengan easy stand. Metode penanganan masalah tersebut dibagi menjaditiga tahap yaitu: Tahap I merupakan tahap perancangan, Tahun II merupakan tahap pembuatan danperakitan, dan Tahun III merupakan tahap pengujian dan perbaikan. Kegiatan awal yang dilakukan untukmerealisasikan penelitian ini yaitu melakukan perancangan terhadap alat yang akan dibuat. Perancanganyang dilakuan didasari dua hal pokok yaitu (1) siapa penggunanya, dan (2) bentuk yang mirip dengan easystand. Dimensi alat yang akan dibuat tentu sangat dipengaruhi oleh siapa pengguna alat tersebut. Alat iniproyeksikan akan digunakan oleh remaja dan orang dewasa, artinya tidak diperuntukkan buat anak-anak.Kelompok remaja disini yang diambil ialah ukuran rata-rata anak-anak yang berumur sekitar 17 tahun ataukelompok yang duduk di Sekolah Menengah Umum atau sederajat. Alat yang akan dibuat memiliki bentukyang mirip dengan easy stand namun fungsinya sama dengan easy stand. Alat ini dibuat sedemikian rupa,
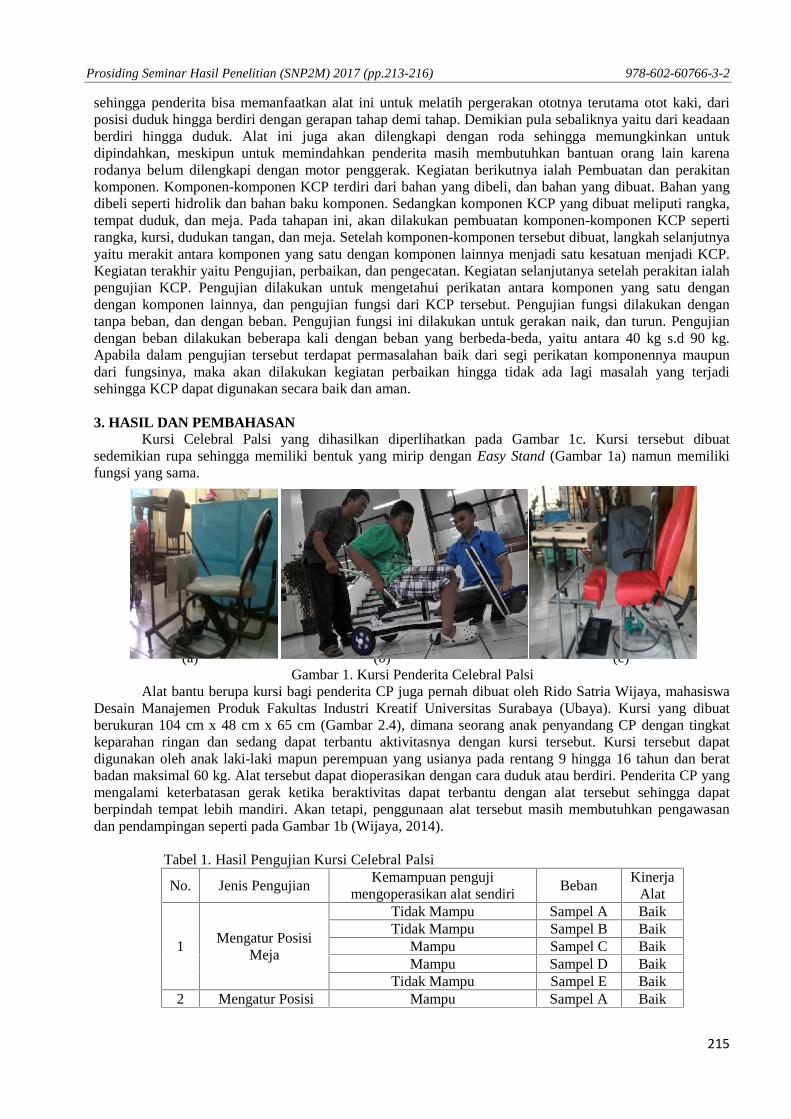
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.213-216) 978-602-60766-3-2
215
sehingga penderita bisa memanfaatkan alat ini untuk melatih pergerakan ototnya terutama otot kaki, dariposisi duduk hingga berdiri dengan gerapan tahap demi tahap. Demikian pula sebaliknya yaitu dari keadaanberdiri hingga duduk. Alat ini juga akan dilengkapi dengan roda sehingga memungkinkan untukdipindahkan, meskipun untuk memindahkan penderita masih membutuhkan bantuan orang lain karenarodanya belum dilengkapi dengan motor penggerak. Kegiatan berikutnya ialah Pembuatan dan perakitankomponen. Komponen-komponen KCP terdiri dari bahan yang dibeli, dan bahan yang dibuat. Bahan yangdibeli seperti hidrolik dan bahan baku komponen. Sedangkan komponen KCP yang dibuat meliputi rangka,tempat duduk, dan meja. Pada tahapan ini, akan dilakukan pembuatan komponen-komponen KCP sepertirangka, kursi, dudukan tangan, dan meja. Setelah komponen-komponen tersebut dibuat, langkah selanjutnyayaitu merakit antara komponen yang satu dengan komponen lainnya menjadi satu kesatuan menjadi KCP.Kegiatan terakhir yaitu Pengujian, perbaikan, dan pengecatan. Kegiatan selanjutanya setelah perakitan ialahpengujian KCP. Pengujian dilakukan untuk mengetahui perikatan antara komponen yang satu dengandengan komponen lainnya, dan pengujian fungsi dari KCP tersebut. Pengujian fungsi dilakukan dengantanpa beban, dan dengan beban. Pengujian fungsi ini dilakukan untuk gerakan naik, dan turun. Pengujiandengan beban dilakukan beberapa kali dengan beban yang berbeda-beda, yaitu antara 40 kg s.d 90 kg.Apabila dalam pengujian tersebut terdapat permasalahan baik dari segi perikatan komponennya maupundari fungsinya, maka akan dilakukan kegiatan perbaikan hingga tidak ada lagi masalah yang terjadisehingga KCP dapat digunakan secara baik dan aman.
3. HASIL DAN PEMBAHASANKursi Celebral Palsi yang dihasilkan diperlihatkan pada Gambar 1c. Kursi tersebut dibuat
sedemikian rupa sehingga memiliki bentuk yang mirip dengan Easy Stand (Gambar 1a) namun memilikifungsi yang sama.
(a) (b) (c)Gambar 1. Kursi Penderita Celebral Palsi
Alat bantu berupa kursi bagi penderita CP juga pernah dibuat oleh Rido Satria Wijaya, mahasiswaDesain Manajemen Produk Fakultas Industri Kreatif Universitas Surabaya (Ubaya). Kursi yang dibuatberukuran 104 cm x 48 cm x 65 cm (Gambar 2.4), dimana seorang anak penyandang CP dengan tingkatkeparahan ringan dan sedang dapat terbantu aktivitasnya dengan kursi tersebut. Kursi tersebut dapatdigunakan oleh anak laki-laki mapun perempuan yang usianya pada rentang 9 hingga 16 tahun dan beratbadan maksimal 60 kg. Alat tersebut dapat dioperasikan dengan cara duduk atau berdiri. Penderita CP yangmengalami keterbatasan gerak ketika beraktivitas dapat terbantu dengan alat tersebut sehingga dapatberpindah tempat lebih mandiri. Akan tetapi, penggunaan alat tersebut masih membutuhkan pengawasandan pendampingan seperti pada Gambar 1b (Wijaya, 2014).
Tabel 1. Hasil Pengujian Kursi Celebral Palsi
No. Jenis PengujianKemampuan penguji
mengoperasikan alat sendiriBeban
KinerjaAlat
1Mengatur Posisi
Meja
Tidak Mampu Sampel A BaikTidak Mampu Sampel B Baik
Mampu Sampel C BaikMampu Sampel D Baik
Tidak Mampu Sampel E Baik2 Mengatur Posisi Mampu Sampel A Baik

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.213-216) 978-602-60766-3-2
216
Penahan Lutut Mampu Sampel B BaikMampu Sampel C BaikMampu Sampel D BaikMampu Sampel E Baik
3Merubah posisiKursi (duduk-berdiri-duduk)
Mampu Sampel A BaikMampu Sampel B BaikMampu Sampel C BaikMampu Sampel D BaikMampu Sampel E Baik
Setalah dilakukan pengujian, baik tanpa beban maupun dengan beban maka diperoleh hasilsebagaimana pada Tabel 4.1. Tabel 4.1 menunjukkan bahwa pada pengujian1 (mengatur posisi meja),sampel C dan D mampu mengatur posisi meja naik-turun dan maju-mundur walau sedikit kesulitan padasaat menaikkkan meja. Sampel A, B dan E tidak mampu untuk menaikkan posisi meja, sehingga dibutuhkanorang lain untuk menaikkan posisi meja. Hal tersebut terjadi karena gesekan pada stand meja serta beratmeja itu sendiri. Jadi, untuk menaikkan posisi meja tanpa bantuan orang lain diperlukan fisik yang kuat.Untuk pengujian 2 (mengatur posisi penahan lutut), sampel A, B, C, D dan E mampu mengatur posisipenahan lutut dengan baik tanpa bantuan orang lain. Begitupun pada pengujian 3 (mengubah posisi kursi).Sampel A, B, C, D dan E mampu mengubah posisi dari posisi duduk ke posisi berdiri menggunakan tuaspada bagian samping kanan kursi dan kembali ke posisi duduk dengan menekan handle yang juga terpasangpada tuas tersebut. Berdasarkan hasil pengujian sebagaimana diperlihatkan pada Tabel 1 menunjukkanbahwa KCP dapat berfungsi dengan baik, termasuk komponen-komponen pendukung lainya sepertipenahan lutut, penahan perut, dan meja.
Bersdasarkan dengan bahan-bahan yang digunakan maka harga kursi celebral palsi berkisar Rp8.000.000 s.d Rp 10.000.000. Harga ini jauh lebih murah dibandingkan dengan kurs Easy Stand yangberkisar Rp 30.000.000.
4. KESIMPULANBerdasarkan dengan uraian sebelumnya, maka disimpulkan bahwa:
1. Kursi celebral palsi dapat berfungsi seperti Easy Stand.2. Harga Kursi Celebral Palsi lebih murah dari Easy Stand
5. DAFTAR PUSTAKA
1. Cahyaningtyas, A. 2016. Upaya Peningkatan Kemampuan Berpakaian Melalui Metode Drill Pada Anak CerebralPalsy Di Sekolah Luar Biasa Daya Ananda. Skripsi. Yogyakarta : Universitas Negeri Yogyakarta.
2. Handayani, V. 2009. “Melatih Keterampilan Berpakaian Anak Keterbelakangan Mental Ringan denganMenggunakan Teknik Total Task Presentation Chaining”. Jurnal Psikomedia, 6(2):19-28.
3. Kharisma, A., Indrojarwo, B.T. 2016. Desain Kursi Roda dengan Sistem Kemudi Tuas sebagai Sarana Mobilitasbagi Anak Penderita Cerebral Palsy Usia 6 hingga 10 tahun. Jurnal Sains Dan Seni, 5(2):271-275.
4. Saputra, Robby. 2012. Alat Bantu Berjalan Pasien. http://robbysaputrasiakper.blogspot.co.id/2012/04/sop-alat-bantu-berjalan-pasien.html diakses tgl 25.02.2017.
5. Wijaya, R.S. 2014. Alat Bantu Cerebral Palsy http://www.ubaya.ac.id/2014/content/vote/1417/Mahasiswa-Ubaya-ciptakan-alat-bantu-cerebral-palsy.html diakses tgl 25.02.2017.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.217-222) 978-602-60766-3-2
217
ANALISIS TEMPURUNG KELAPA SEBAGAI SUMBER ENERGI ALTERNATIFDITINJAU DARI VARIASI PENGUAT
Sallolo Suluh1), Martina Pineng2)
Program Studi Teknik Mesin Fakultas Teknik Universitas Kristen Indonesia Toraja
ABSTRAK
The purpose of this study are to : (1) determine the calorifid value, (2) determine performance efficient coconutshell charcoal briquette with variation of reinforcement material. The research used the experimental method by utilizingthe charcoal briquettes from the coconut shell in review from variation of materials where sand and clay combined to b emolded into briquette form of honeycomb as fuel on stove to boil water. The results of The Calorific values obtained is(B1) 5542 cal/gram, (B2) 5773.333 cal/gram, dan (B3) 5839.333 cal/gram,. The result of combustions tests on the threedifferent types of briqutte that B3 types (codes) of the most superior briquette stoves in terms of the ability to boil asmany as seven times and combustion efficiency 64,15 %
Keywords: coconut shell charcoal briquette, calorific value, and the efficiency thermal
PENDAHULUANIndonesia dahulu dikenal sebagai salah satu negara OPEC , organisasi penghasil minyak dunia. Akan
tetapi, sejak tahun 2003 Indonesia telah berubah menjadi Negara pengimpor minyak. Pada tahun 2005,konsumsi energi Indonesia sekitar 700 setara barel minyak (SBM) pertahun. Jumlah tersebut , sekitar 57%energi berasal dari minyak bumi, 24% gas, 13% batubara, dan sisanya dari tenaga air, panas bumi, dansebagainya.
Beberapa jenis sumber energi yang dapat diperbaharui dan dapat dikembangkan antara lain energimatahari, energi panas laut (OTEC) dan energi biomassa. Biomassa atau bahan-bahan organik ini dapatdiolah dan dijadikan sebagai bahan bakar alternatif contonya dengan pembuatan briket.
Arang tempurung kelapa adalah produk yang diperoleh dari pembakaran tidak sempurna dari tempurungkelapa. Arang memberikan kalor yang lebih tinggi dan asap yang lebih sedikit, arang dapat dihaluskankemudian dikempa menjadi briket dalam berbagai macam bentuk, dimana penggunaan briket ini akan lebihpraktis, hemat dan ekonomis serta mudah di dapatkan dibanding kayu bakar.
Oleh karna itu, berdasarkan pertimbangan diatas maka saya mengadakan penelitian dan mengkombinasiarang tempurung kelapa kelapa dengan bergai penguat sebagai tugas akhir dengan judul : “ANALISISTEMPURUNG KELAPA SEBAGAI SUMBER ENERGI ALTERNATIF DENGAN VARIASIKOMPOSISI PENGUAT”.
METODOLOGI PENELITIANMetode penelitian yang digunakan adalah metode eksperimental dengan memanfaatkan briket
tempurung kelapa sebagai bahan bakar kompor yang diuji. Bentuk briket arang yang digunakan adalahbentuk sarang tawon karena berdasarkan beberapa penelitian sebelumnya bahwa bentuk sarang tawonmempunyai bidang permukaan nyala yang lebih besar. Selanjutnya dilakukan pengujian nilai kalor danefisiensi pembakaran pada kompor.
Adapun variasi bahan penguat dengan kombinasi bahan baku, antara lain sebagai berikutTabel 3.1 Komposisi Variasi Bahan Briket Tempurung Kelapa
1 Korespondensi: Sallolo Suluh, Telp 081354648847, [email protected]
No SampelBahan Baku Tempurung
Kelapa(gr)
Variasi Bahan
Bahan Perekat Bahan Penguat
Tepung Tapioka (gr)Tanah Liat (gr)
Pasir (gr)
1 B1 800 100 75 252 B2 800 100 50 503 B3 800 100 25 75

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.217-222) 978-602-60766-3-2
218
3.1 Bahan dan Peralatan Yang Digunakan1. Bahan yang dibutuhkan
a. Arang Tempurung Kelapab. Tepung Tapioka (Kanji) sebagai perekatc. Pasir sebagai penguatd. Air sebagai Pelarut
2. Peralatan yang digunakana. Mesin cetak briket sebagai alat pencetak briket tempurung kelapa
b. Drum karbonisasi sebagai tempat pembakaran tempurung kelapa sampai menjadi arangc. Lesung sebagai tempat menghancurkan arangd. Ayakan untuk memisahkan arang yang halus dan kasare. Kompor briket sebagai alat pengujian mutu pembakaran briketf. Thermokopel sebagai alat untuk mengukur temperature titik api dan temperature titik airg. Timbangan sebagai alat pengukur berat bahan briketh. Ketel air sebagai alat untuk memanaskan airi. Bom kalorimeter sebagai alat untuk mengukur besarnya nilai kalorj. Panci aluminium sebagai alat untuk memanaskan airk. Gelas ukur sebagai alat untuk mengukur berat air.
3.2. Langkah-langkah pengambilan data di kompor dengan cara mendidihkan air pada kompor adalah sebagaiberikut1. Mengatur termokopel untuk pembacaan temperatur pada dua titik yaitu pada nyala api kompor dan
air dalam panci2. Timbang air sebanyak 800 gram dan masukkan kedalam panci aliminium yang akan dipanaskan.3. Catat temperatur awal air yang akan dipanaskan.4. Timbang massa briket yang akan di uji sebanyak 3 buah5. Briket direndam dalam minyak tanah kemudian dibakar selama ±10 menit untuk menghabiskan
minyak tanah6. Masukkan briket yang telah dibakar kedalam kompor briket dan naikkan panci yang telah berisi air
ke atas kompor briket. Kemudian mengatur posisi termokopel pada nyala api briket dan air dalampanci.
7. Catat pembacaan termokopel pada kedua titik setiap 5 (lima) menit.8. Setelah air mendidih (100oC), air dipindahkan kemudian ditimbang massanya. Selanjutnya
dipanaskan lagi air yang baru yang sudah ditentukan massanya (800 gram).9. Apabila temperatur air konstan (tidak mendidih) dan temperatur briket turun terus-menerus maka
pengujian dihentikan.10. Timbang massa briket yang tersisa11. Ulangi poin 1-10 untuk jenis kode variasi bahan penguat yang lain.
HASIL DAN PEMBAHASAN1. Hasil Penelitian
Hasil penelitian ini meliputi pembuatan briket, pengujian proksimasi, nilai kalor dan uji pembakaran(kinerja) pada tiga jenis briket arang tempurung kelapa berdasarkan variasi komposisi penguat.
1.1 Pengujian nilai kalorPengujian nilai kalor dilakukan di Laboratorium Kimia MakananTernak Fakultas Peternakan Universitas Hasanuddin dengan hasil dapat dilihat pada tabel berikut ini :
Tabel 4.1. Rekapitulasi hasil nilai kalorNo Kode Sampel Nilai Kalor (cal/gram)1 B1 55882 B1 55233 B1 55164 Rata - rata 5542.3335 B2 57986 B2 5784

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.217-222) 978-602-60766-3-2
219
7 B2 57388 Rata-rata 5773.3339 B3 580910 B3 584611 B3 586312 Rata - rata 5839.333
1.2 Efisiensi ThermalEfisiensi merupakan besarnya energi panas yang digunakan selama proses perubahan bentuk energi
yang bermanfaat dibagi besarnya energi panas yang dilepaskan oleh bahan bakar selama proses pembakaran.A. Efisiensi Thermal B1
Perhitungan diambil efisiensi termal untuk briket B1 dalam mendidihkan air sebanyak 6 kali dantemperatur api di dapatkan sebesar 565 oC dengan waktu pembakaran briket selama 220 menit ( lebih 3 jam).Dan menghabiskan briket yang terbakar sebanyak 0.43 kg. Selanjutnya dapat dilihat data-datanya sebagaiberikut : ma = massa air yang dipanaskan (kg) = 0.8 kg mp = massa panci (kg) = 0.25 kg mbb = massa briket yang telah terpakai (kg)
= 0.43 kg mu = massa uap air (kg) = 0.78 kg HL = Kalor laten dari uap (kJ/kg) = 2256.487 kJ/kg Cpair = kalor spesifik air (kJ/kg 0C = 4.1769 kJ/kg 0C Cpal = kalor spesifik aluminium (kJ/kg 0C) = 0.9 kJ/kg 0C LHV = nilai kalor bawah briket (kJ/kg)
= ((5542.333 * 4.1866 kJ/kg) - 3240 kJ/kg) = 19963.532 kJ/kg Tb = temperatur air awal (oC) = 27 oC Ta = temperatur didih air dalam panci (oC) = 100 oC Tc = temperatur api (0C) = 565 oC
Dengan menggunakan persamaan, maka diperoleh efisiensi termal sebagai berikut :
ηth = 100%= ( . ∗ . ∗ ∗( ) ( ). ∗ . ∗( ) ( ) ( )( ) ( ) ( ) ( ) ( . ∗ . ). ∗ . 100%= (2365.79616) + (2397.935)8584.318 100%= 55.49%Hasil selanjutnya untuk efisiensi B2 dan B3 dapat dilihat pada tabel 4.2 dibawah ini :
Tabel 4.2. Rekapitulasi pengujian efisiensi thermal
DiketahuiKode Sampel
B1 B2 B3( ) 0.8 0.8 0.8( ) 0.25 0.25 0.25( ) 0.78 0.91 0.98( ) 0.43 0.44 0.43( / ) 2256.487 2256.487 2256.487
(kJ/kg 0C) 4.1769 4.1769 4.1769
(kJ/kg 0C) 0.9 0.9 0.9

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.217-222) 978-602-60766-3-2
220
Ta(0C) 100 100 100
Tb (0C) 27 27 27
Tc(0C) 565 675 667
LHV(kJ/kg) 19963.532 20930.64 21206.952(%) 55.49 63.92 64.152. Pembahasan
Berdasarkan hasil penelitian yang terdapat pada sub bab hasil penelitian, maka pembahasan pada bagianini meliput :1. Hasil pembuatan briket arang tempurung kelapa2. Hasil pengujian nilai kalor
3. Hasil pengujian pembakaran dan pendidihan air pada kompor briket4. Hasil perhitungan efisiensi thermal
2.1 Hasil pembuatan briket arang tempurung kelapa berdasarkan variasi bahan penguat.Briket tempurung kelapa telah berhasil dibuat menjadi briket dalam bentuk sarang tawon dengan mesin
pencetak. Jumlah briket tempurung kelapa yang dihasilkan dalam penelitian ini sebanyak 30 buah.Sebelumya telah dilakukan berbagai usaha untuk meningkatkan kualitas briket itu sendiri antara lain :memaksimalkan penggeringan bahan baku sebelum dan sesudah penggarangan, kemudian memisahkan arangdan abu dengan menggunakan jenis saringan yang berukuran 40 mesh sehingga abu dapat terbuang. Selainitu juga ditambahkan tepung tapioka, tanah liat dan pasir untuk menambah kerapatan dan kuat tekan briket.2.2 Hasil pengujian nilai kalor
Tinggi rendahnya nilai kalor dipengaruhi oleh kadar air dan kadar abu briket arang. Semakin rendahnilai kadar air dan kadar abu briket arang maka nilai kalor bakar briket arang semakin baik. Hasil penelitianmembuktikan jika kadar abu tinggi maka akan dihasilkan nilai kalor yang rendah atau sebaliknya. Selain itunilai kalor juga dipengaruhi oleh nilai kadar karbon terikat yang terkandung didalam briket arang. Semakintinggi nilai kadar karbon terikat dalam briket arang maka semakin tinggi pula nilai kalor briket arang.
Kandungan nilai kalor yang didapatkan untuk ketiga jenis briket tempurung kelapa dapatdilihat pada Gambar sebagai berikut :
Gambar 4.1.Grafik hubungan komposisin variasi bahan penguat terhadap nilai kalorPada grafik diatas dapat dilihat bahwa pengujian nilai kalor terhadap ketiga jenis briket tempurung kelapa
menghasilkan nilai kalor yang paling rendah pada B1 sebesar 5542 cal/gram, kemudian diikuti dengan B2sebesar 5773.333 cal/gram, dan yang memghasilkan nilai kalor paling tinggi adalah B3 sebesar 5839.333cal/gram. Nilai kalor yang dihasilkan dari ketiga jenis briket berbeda – beda dikarenakan variasikomposisi dari bahan penguat yaitu tanah liat dan pasir.2.3 Hasil pengujian pembakaran briket dan pendidihan air pada kompor briket
Metode pembakaran dengan mendidihkan air dalam panci sebanyak 800 gram dan mencatat temperaturapi dan air setiap 5 menit sampai air dalam panci mendidih. Setelah mendidih (temperatur 100 oC), kemudianair panas dikeluarkan dari panci untuk ditimbang beratnya. Setelah itu panci kembali diisi dengan air yangbaru, siap di didihkan ulang. Hal ini dilakukan secara berulang-ulang sampai briket tidak bisa lagi untukmendidihkan air. Pengujian dilanjutkan dengan menimbang briket sisa pembakaran dan menimbang berat airyang telah mendidih. Berat briket yang digunakan pada pengujian adalah tetap yaitu sebesar 450 gramsedangkan berat panci aluminium yang digunakan 250 gram.
5542
5773.3335839.333
5300540055005600570058005900
B1 B2 B3
Nila
i Kal
or (c
al/g
ram
)
Komposisi Variasi Bahan Penguat
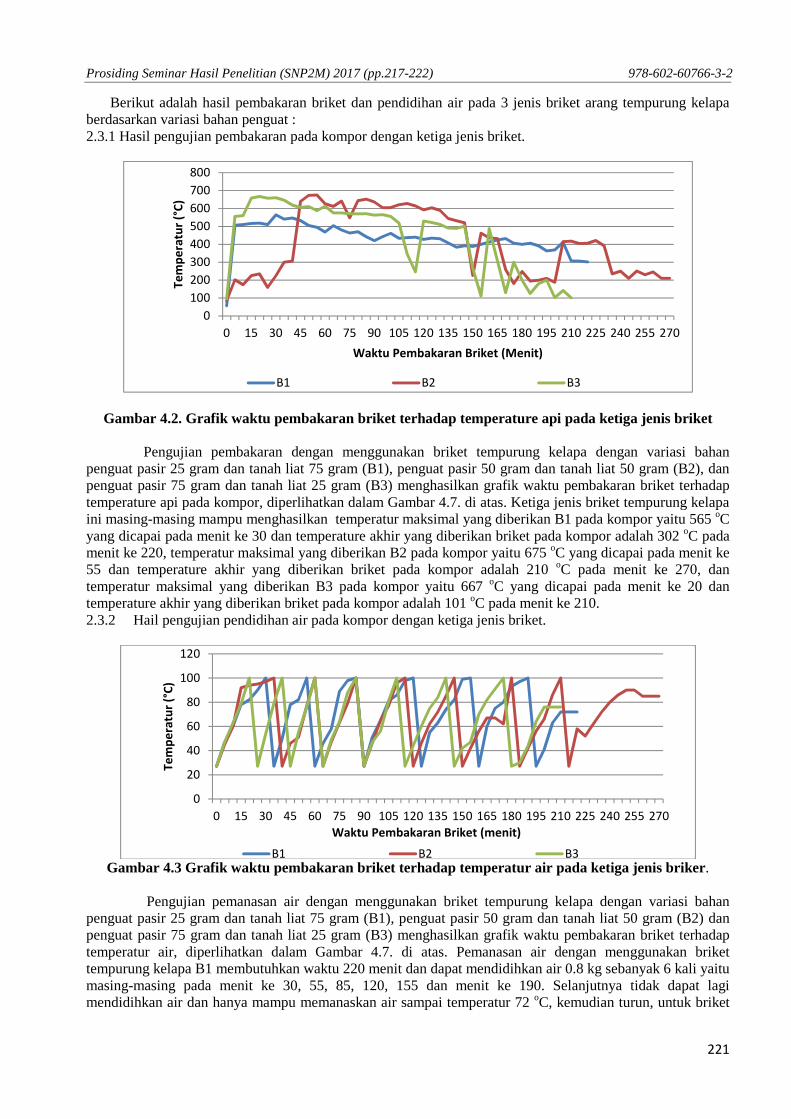
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.217-222) 978-602-60766-3-2
221
Berikut adalah hasil pembakaran briket dan pendidihan air pada 3 jenis briket arang tempurung kelapaberdasarkan variasi bahan penguat :2.3.1 Hasil pengujian pembakaran pada kompor dengan ketiga jenis briket.
Gambar 4.2. Grafik waktu pembakaran briket terhadap temperature api pada ketiga jenis briket
Pengujian pembakaran dengan menggunakan briket tempurung kelapa dengan variasi bahanpenguat pasir 25 gram dan tanah liat 75 gram (B1), penguat pasir 50 gram dan tanah liat 50 gram (B2), danpenguat pasir 75 gram dan tanah liat 25 gram (B3) menghasilkan grafik waktu pembakaran briket terhadaptemperature api pada kompor, diperlihatkan dalam Gambar 4.7. di atas. Ketiga jenis briket tempurung kelapaini masing-masing mampu menghasilkan temperatur maksimal yang diberikan B1 pada kompor yaitu 565 oCyang dicapai pada menit ke 30 dan temperature akhir yang diberikan briket pada kompor adalah 302 oC padamenit ke 220, temperatur maksimal yang diberikan B2 pada kompor yaitu 675 oC yang dicapai pada menit ke55 dan temperature akhir yang diberikan briket pada kompor adalah 210 oC pada menit ke 270, dantemperatur maksimal yang diberikan B3 pada kompor yaitu 667 oC yang dicapai pada menit ke 20 dantemperature akhir yang diberikan briket pada kompor adalah 101 oC pada menit ke 210.2.3.2 Hail pengujian pendidihan air pada kompor dengan ketiga jenis briket.
Gambar 4.3 Grafik waktu pembakaran briket terhadap temperatur air pada ketiga jenis briker.
Pengujian pemanasan air dengan menggunakan briket tempurung kelapa dengan variasi bahanpenguat pasir 25 gram dan tanah liat 75 gram (B1), penguat pasir 50 gram dan tanah liat 50 gram (B2) danpenguat pasir 75 gram dan tanah liat 25 gram (B3) menghasilkan grafik waktu pembakaran briket terhadaptemperatur air, diperlihatkan dalam Gambar 4.7. di atas. Pemanasan air dengan menggunakan brikettempurung kelapa B1 membutuhkan waktu 220 menit dan dapat mendidihkan air 0.8 kg sebanyak 6 kali yaitumasing-masing pada menit ke 30, 55, 85, 120, 155 dan menit ke 190. Selanjutnya tidak dapat lagimendidihkan air dan hanya mampu memanaskan air sampai temperatur 72 oC, kemudian turun, untuk briket
0100200300400500600700800
0 15 30 45 60 75 90 105 120 135 150 165 180 195 210 225 240 255 270
Tem
pera
tur (
°C)
Waktu Pembakaran Briket (Menit)
B1 B2 B3
0
20
40
60
80
100
120
0 15 30 45 60 75 90 105 120 135 150 165 180 195 210 225 240 255 270
Tem
pera
tur (
°C)
Waktu Pembakaran Briket (menit)B1 B2 B3
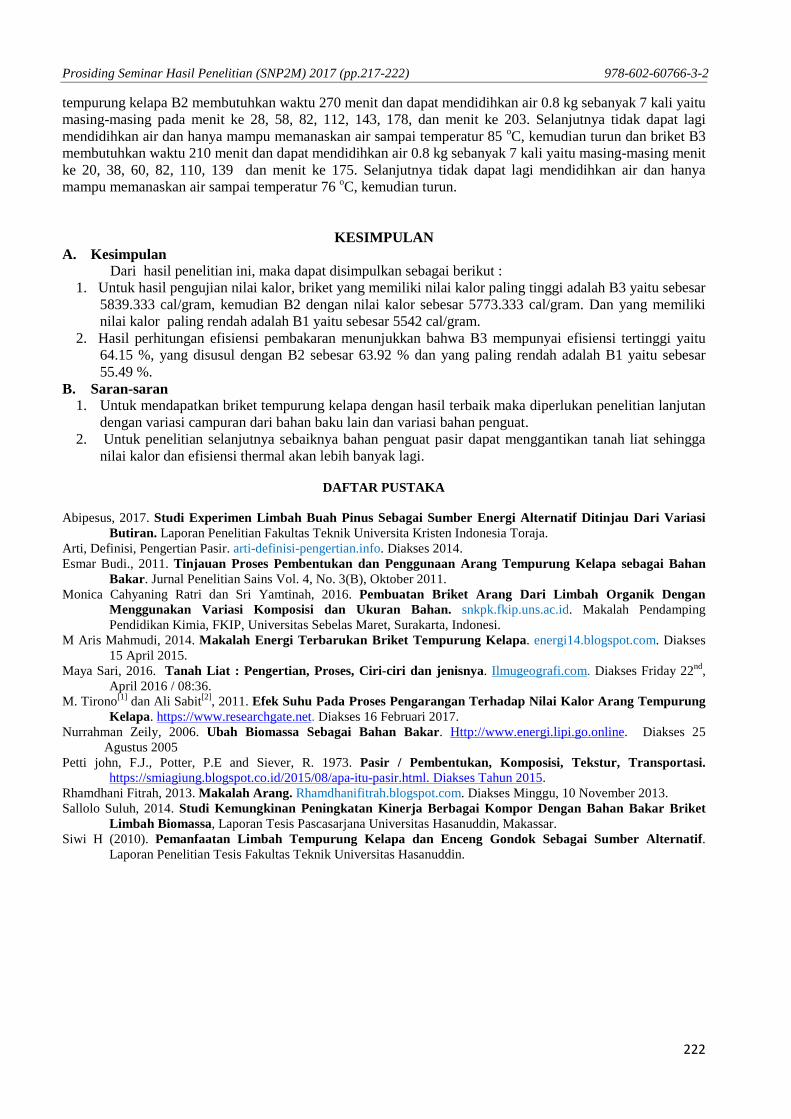
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.217-222) 978-602-60766-3-2
222
tempurung kelapa B2 membutuhkan waktu 270 menit dan dapat mendidihkan air 0.8 kg sebanyak 7 kali yaitumasing-masing pada menit ke 28, 58, 82, 112, 143, 178, dan menit ke 203. Selanjutnya tidak dapat lagimendidihkan air dan hanya mampu memanaskan air sampai temperatur 85 oC, kemudian turun dan briket B3membutuhkan waktu 210 menit dan dapat mendidihkan air 0.8 kg sebanyak 7 kali yaitu masing-masing menitke 20, 38, 60, 82, 110, 139 dan menit ke 175. Selanjutnya tidak dapat lagi mendidihkan air dan hanyamampu memanaskan air sampai temperatur 76 oC, kemudian turun.
KESIMPULANA. Kesimpulan
Dari hasil penelitian ini, maka dapat disimpulkan sebagai berikut :1. Untuk hasil pengujian nilai kalor, briket yang memiliki nilai kalor paling tinggi adalah B3 yaitu sebesar
5839.333 cal/gram, kemudian B2 dengan nilai kalor sebesar 5773.333 cal/gram. Dan yang memilikinilai kalor paling rendah adalah B1 yaitu sebesar 5542 cal/gram.
2. Hasil perhitungan efisiensi pembakaran menunjukkan bahwa B3 mempunyai efisiensi tertinggi yaitu64.15 %, yang disusul dengan B2 sebesar 63.92 % dan yang paling rendah adalah B1 yaitu sebesar55.49 %.
B. Saran-saran1. Untuk mendapatkan briket tempurung kelapa dengan hasil terbaik maka diperlukan penelitian lanjutan
dengan variasi campuran dari bahan baku lain dan variasi bahan penguat.2. Untuk penelitian selanjutnya sebaiknya bahan penguat pasir dapat menggantikan tanah liat sehingga
nilai kalor dan efisiensi thermal akan lebih banyak lagi.
DAFTAR PUSTAKA
Abipesus, 2017. Studi Experimen Limbah Buah Pinus Sebagai Sumber Energi Alternatif Ditinjau Dari VariasiButiran. Laporan Penelitian Fakultas Teknik Universita Kristen Indonesia Toraja.
Arti, Definisi, Pengertian Pasir. arti-definisi-pengertian.info. Diakses 2014.Esmar Budi., 2011. Tinjauan Proses Pembentukan dan Penggunaan Arang Tempurung Kelapa sebagai Bahan
Bakar. Jurnal Penelitian Sains Vol. 4, No. 3(B), Oktober 2011.Monica Cahyaning Ratri dan Sri Yamtinah, 2016. Pembuatan Briket Arang Dari Limbah Organik Dengan
Menggunakan Variasi Komposisi dan Ukuran Bahan. snkpk.fkip.uns.ac.id. Makalah PendampingPendidikan Kimia, FKIP, Universitas Sebelas Maret, Surakarta, Indonesi.
M Aris Mahmudi, 2014. Makalah Energi Terbarukan Briket Tempurung Kelapa. energi14.blogspot.com. Diakses15 April 2015.
Maya Sari, 2016. Tanah Liat : Pengertian, Proses, Ciri-ciri dan jenisnya. Ilmugeografi.com. Diakses Friday 22nd,April 2016 / 08:36.
M. Tirono[1] dan Ali Sabit[2], 2011. Efek Suhu Pada Proses Pengarangan Terhadap Nilai Kalor Arang TempurungKelapa. https://www.researchgate.net. Diakses 16 Februari 2017.
Nurrahman Zeily, 2006. Ubah Biomassa Sebagai Bahan Bakar. Http://www.energi.lipi.go.online. Diakses 25Agustus 2005
Petti john, F.J., Potter, P.E and Siever, R. 1973. Pasir / Pembentukan, Komposisi, Tekstur, Transportasi.https://smiagiung.blogspot.co.id/2015/08/apa-itu-pasir.html. Diakses Tahun 2015.
Rhamdhani Fitrah, 2013. Makalah Arang. Rhamdhanifitrah.blogspot.com. Diakses Minggu, 10 November 2013.Sallolo Suluh, 2014. Studi Kemungkinan Peningkatan Kinerja Berbagai Kompor Dengan Bahan Bakar Briket
Limbah Biomassa, Laporan Tesis Pascasarjana Universitas Hasanuddin, Makassar.Siwi H (2010). Pemanfaatan Limbah Tempurung Kelapa dan Enceng Gondok Sebagai Sumber Alternatif.
Laporan Penelitian Tesis Fakultas Teknik Universitas Hasanuddin.
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.223-228) 978-602-60766-3-2
223
ANALISIS LAJU KOROSI BAJA KARBON RENDAH DALAM MEDIA BAHAN BAKAR(PREMIUM dan PERTALITE)
Ramang Magga1, M. Zuchry2, Yusnaini Arifin3
1,2 Teknik Mesin Universitas Tadulako3 Teknik Elektro Universitas Tadulako
ABSTRAK
Corrosion is one of the issues that concerns today because it can lead to destruction of metal. Low steel carbon is one ofmetal types that has been widely used in industry, such as motorcycle component (fuel tank), and fuel shelter. However,low carbon steel use is highly suceptible to corrosion. The corrosion of motorcycle components (fuel tank) can decreasestrength, tank life, that will harm the safety of motorists. In addition, corrosion in fuel shelters (premium and pertalite)can result in leakage of the container. The leakage is very vulnerable to fire. This research aims to analize corrosion rateof low carbon steel speciments that immerse in fuels, premium and pertalite. Method of research includes preparation,cutting and weighing of specimens before immersing the specimen in the fuel. Every 30 days the specimens wereremoved from the fuel then cleaned from the impurities and re-weighed. Weight loss wass used in calculating thecorrosion rate occurring in the speciments. The result show that pertalite and premium corrode the speciments, lowcarbon steel. Corrosion rate of speciments immersed for 30 days in premium was faster than in pertalite. The specimentsimmersed in premium experienced with weight reduction from 14.312 gram to 14.307 gram, 0.05 mm/year of corrosionrate. Meanwhile rate of corrosion of the speciments immersed in pertalite was 0.005 mm/year by which reduced theweight from14.312 gram to 14.307 gram.Keywords— Corrosion Rate, Premium And Pertalite, . ASTM G 31- 72.
1. PENDAHULUANKorosi merupakan proses pengrusakan logam akibat bereaksi dengan lingkungan dimana logam
berada baik secara kimia maupun elektrokimia (Jones, 1996). Hal ini dapat menurunkan kekuatan logam.Salah satu jenis logam adalah baja karbon rendah. Baja Karbon Rendah banyak digunakan dalam kehidupanmanusia sehari-hari, misalnya sebagai tempat penampungan bahan bakar minyak baik pada skala besarseperti tangki timbun pada SPBU (Stasiun pompa bahan bakar umum), tangki pada transportir bahan bakar,maupun dalam skala kecil seperti tangki bahan bakar pada kendaraan roda dua atau roda empat. Namun bajakarbon rendah sangat rentan terserang korosi. Korosi pada logam penampungan bahan bakar minyak, lambatlaun akan menyebabkan kebocoran pada media penampungan tersebut. Hal tersebut dapat menyebabkanterjadinya kebakaran.
Laju korosi dapat dihitung dengan mengetahui pengurangan berat specimen, logam yang digunakan,dengan menggunakan persamaan sebagai berikut:
Mpy = 534 W/DATDimana :W = kehilangan berat (gr).ρ = massa jenis (gr/cm3).A = luas permukaan yang direndam (cm2).T = waktu (jam).
Minyak bumi (crude petroleum) umumnya mengandung senyawa sulfur. Walaupun dalam prosespengilangan terdapat proses pembersihan kandungan sulfur, tetapi ada sebagian senyawa sulfur tetap terikutpada produk akhir (gasoline). Kandungan senyawa sulfur dari produk minyak bumi ini bersifat korosifterhadap logam (J. Monzo, J. Garcia-Anton, and J.L. Guinon, 1992).
Penggunaan bahan bakar minyak khususnya dibidang industry dan transportasi untuk saat iniberkembang dengan pesat. Bahan bakar tersebut digunakan sebagai bahan bakar penggerak mesin di industrydan alat transportasi. Di bidang transportasi, menurut Kepala Korps Polisi Lalu Lintas (Kakorlantas) PolriIrjen Pol Agung Budi Maryoto, populasi kendaraan yang ada di seluruh bagian Nusantara mencapai124.348.224 unit. Data tersebut didapat dari pendaftaran registrasi kendaraan terhitung sampai Juli 2016.Setiap tahun pertumbuhan kendaraan enam juta unit per tahun. Sebesar 10 – 15 persen kontribusinya datangdari mobil (Kompas.com, 2016).
1 Korespondensi: ramang.magga@gmail
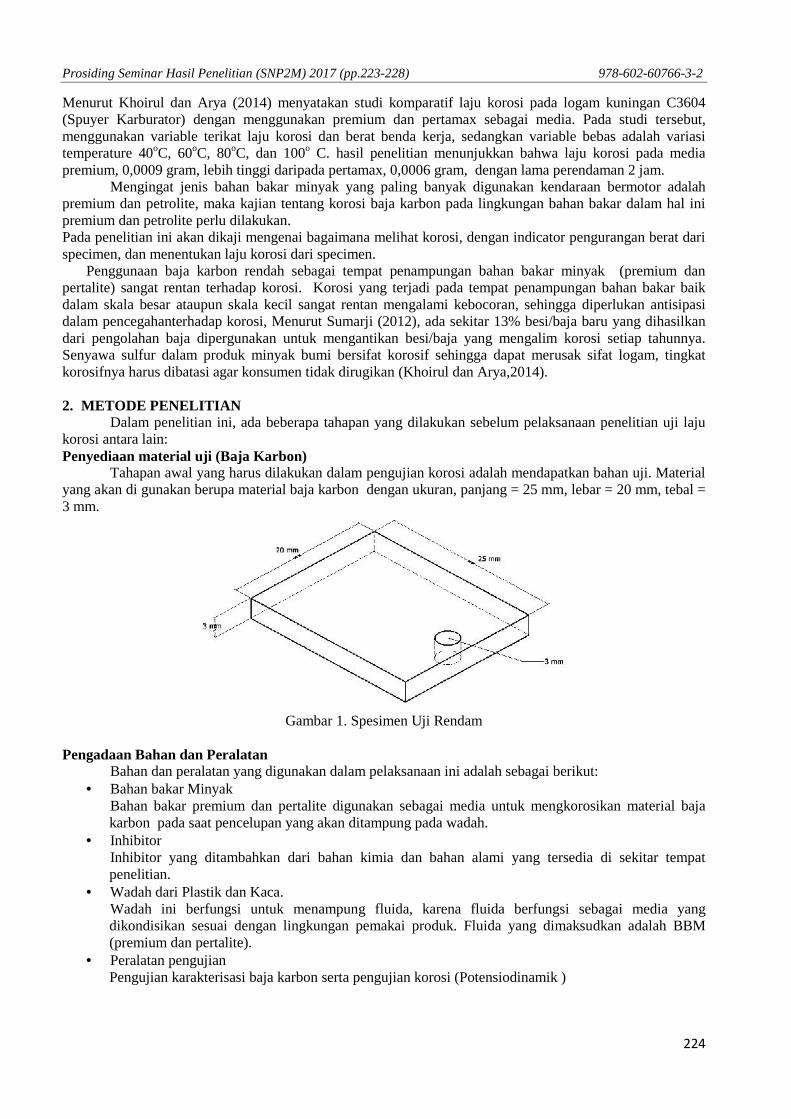
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.223-228) 978-602-60766-3-2
224
Menurut Khoirul dan Arya (2014) menyatakan studi komparatif laju korosi pada logam kuningan C3604(Spuyer Karburator) dengan menggunakan premium dan pertamax sebagai media. Pada studi tersebut,menggunakan variable terikat laju korosi dan berat benda kerja, sedangkan variable bebas adalah variasitemperature 40oC, 60oC, 80oC, dan 100o C. hasil penelitian menunjukkan bahwa laju korosi pada mediapremium, 0,0009 gram, lebih tinggi daripada pertamax, 0,0006 gram, dengan lama perendaman 2 jam.
Mengingat jenis bahan bakar minyak yang paling banyak digunakan kendaraan bermotor adalahpremium dan petrolite, maka kajian tentang korosi baja karbon pada lingkungan bahan bakar dalam hal inipremium dan petrolite perlu dilakukan.Pada penelitian ini akan dikaji mengenai bagaimana melihat korosi, dengan indicator pengurangan berat darispecimen, dan menentukan laju korosi dari specimen.
Penggunaan baja karbon rendah sebagai tempat penampungan bahan bakar minyak (premium danpertalite) sangat rentan terhadap korosi. Korosi yang terjadi pada tempat penampungan bahan bakar baikdalam skala besar ataupun skala kecil sangat rentan mengalami kebocoran, sehingga diperlukan antisipasidalam pencegahanterhadap korosi, Menurut Sumarji (2012), ada sekitar 13% besi/baja baru yang dihasilkandari pengolahan baja dipergunakan untuk mengantikan besi/baja yang mengalim korosi setiap tahunnya.Senyawa sulfur dalam produk minyak bumi bersifat korosif sehingga dapat merusak sifat logam, tingkatkorosifnya harus dibatasi agar konsumen tidak dirugikan (Khoirul dan Arya,2014).
2. METODE PENELITIANDalam penelitian ini, ada beberapa tahapan yang dilakukan sebelum pelaksanaan penelitian uji laju
korosi antara lain:Penyediaan material uji (Baja Karbon)
Tahapan awal yang harus dilakukan dalam pengujian korosi adalah mendapatkan bahan uji. Materialyang akan di gunakan berupa material baja karbon dengan ukuran, panjang = 25 mm, lebar = 20 mm, tebal =3 mm.
Gambar 1. Spesimen Uji Rendam
Pengadaan Bahan dan PeralatanBahan dan peralatan yang digunakan dalam pelaksanaan ini adalah sebagai berikut:
Bahan bakar MinyakBahan bakar premium dan pertalite digunakan sebagai media untuk mengkorosikan material bajakarbon pada saat pencelupan yang akan ditampung pada wadah.
InhibitorInhibitor yang ditambahkan dari bahan kimia dan bahan alami yang tersedia di sekitar tempatpenelitian.
Wadah dari Plastik dan Kaca.Wadah ini berfungsi untuk menampung fluida, karena fluida berfungsi sebagai media yangdikondisikan sesuai dengan lingkungan pemakai produk. Fluida yang dimaksudkan adalah BBM(premium dan pertalite).
Peralatan pengujianPengujian karakterisasi baja karbon serta pengujian korosi (Potensiodinamik )

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.223-228) 978-602-60766-3-2
225
Tahapan PenelitianPenelitian yang dilakukan secara garis besarnya terdiri dari persiapan yaitu (pembuatan spesimen uji,
pengujian komposisi, pengujian mekanis (uji tarik, uji kekerasan), uji mikrostruktur menggunakan mikroskopoptik dan SEM, dan uji korosi menggunakan metode loss weight dan polarisasi potensiodinamik
Sampel uji tarikPreparasi sampel uji tarik dilakukan berdasarkan standar ASTM E8/E8M-09. dimana sampeldipotong dengan ukuran dan dibuat gaugh length berdasarkan ketebalan sampel yang akan diuji.
Gambar 2. Spesimen Uji TarikUntuk sampel yang digunakan dalam penelitian ini dengan ketebalan mm, standar yang digunakan.Uji tarik dilakukan pada arah melintang dan membujur (searah pengerolan) pada material
Persiapan sampel uji kekerasanPengujian kekerasan dilakukan untuk mengetahui kekerasan dari masing-masing permukaan padabaja karbon. Pada pengujian ini dilakukan uji kekerasan pada permukaan, melintang dan membujur.Hal ini disebabkan karena proses pengerolan menyebabkan peningkatan kerapatan dislokasi(dislocation density) dan menyebabkan pengerasan regangan (strain hardening) pada arah rol.Peralatan uji digunakan Beuhler microhardeness tester.
Gambar 3. Spesimen uji Kekerasan Persiapan uji mikrostruktur
Pengujian struktur mikro dilakukan dengan menggunakan mikroskop optik dan scanning electronmikroscope (SEM) pengamatan dilakukan pada tiga bidang yaitu permukaan melintang danmembujur. Persiapan spesimen untuk uji mikrostruktur kemudian dipoles dan dietsa dengan Keller’sreagent (1 ml HF + 1,5 ml HCl + 2,5 ml HNO3 dan 95 ml H2O) selama 10 – 20 detik.
Persiapan sampel uji KomposisiUji komposisi dilakukan dengan Optical Emission Spectrometer, sampel dibuat dengan ukuran 2 x 2cm2 kemudian permukaan sampel diratakan dengan menggunakan kertas amplas.
Pengujian KorosiMetode kehilangan berat (loss Weight) adalah mengukur kembali berat awal dari benda uji (objek
yang ingin diketahui laju korosi yang terjadi padanya), akibat kekurangan berat dari berat awal merupakannilai kehilangan berat. Kekurangan berat dikembalikan kedalam rumus untuk mendapatkan laju kehilanganberatnya. Metode ini bila dijalankan dengan waktu yang lama dan suistinable dapat dijadikan acuan terhadapkondisi tempat objek diletakkan (dapat diketahui seberapa korosif daerah tersebut) juga dapat dijadikanreferensi untuk treatment yang harus diterapkan pada daerah dan kondisi tempat objek tersebut.
Laju korosi dapat dihitung dengan mengetahui pengurangan berat specimen, logam yang digunakan,dengan menggunakan persamaan sebagai berikut :

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.223-228) 978-602-60766-3-2
226
Mpy = 534 W/DATDimana :w= kehilangan berat (gr).ρ = massa jenis (gr/cm3).A = luas permukaan yang direndam (cm2).T = waktu (jam).
Pengujian korosi potensiodinamik dilakukan menggunakan potensiostat PGZ301 produksiRadiometer. Potensiostat dihubungkan pada sel elektrokimia yang terbuat dari tabung kaca yang terdiri daridua tabung dalam dan luar. Tabung dalam memuat 100 ml larutan dimana kalomel (SCE) sebagai elektrodaacuan dan Platina (Pt) sebagai elektroda bantu. Sebuah kabel dihubungkan dengan cara disolderkan padabagian atas elektroda kerja untuk dihubungkan ke potensiostat dan kemudian dibungkus dengan resin epoksisehingga bagian atas akan kedap terhadap larutan elektrolit dan hanya bagian bawah saja yang terbuka. Posisielektroda kerja dan elektroda bantu (Platina) dibuat berhadapan untuk memastikan arus yang melewatielektroda hanya terpusat pada elektroda kerja.
3. HASIL DAN PEMBAHASANKomposisi kimia spesimen uji Tescan Vega 3SB terdiri atas Fe, Si, Al dan O, untuk uji laju korosi, spesimenuji diuji di laboratorium teknik mesin dengan menggunakan pengukuran berat dari spesimen berdasarkanstandar ASTM G 31- 72. Metode dalam mengetahui tingkat laju korosi yang terjadi dipergunakan denganwaktu/lama perendaman, waktu perendaman yang digunakan dengan variasi setiap 30 hari dilakukanpengambilan berat spesimen. Adapun pengambilan data yang dilakukan pada hari 30 sebagai berikut :
Tabel 1. Data Awal, 30 hari, dan 60 hari pada media Pertalite
PERTALITE
AW
AL
A1 13,724 B1 13,75 C1 14,094 D1 14,176 E1 13,217
A2 13,733 B2 14,077 C2 13,685 D2 13,813 E2 14,371
A3 14,162 B3 14,235 C3 14,075 D3 14,316 E3 13,922
A4 13,796 B4 14,647 C4 13,554 D4 13,772 E4 14,233
A5 14,325 B5 14,27 C5 13,92 D5 14,069 E5 14,121
30 H
AR
I
A1 13,723 B1 13,74 C1 14,084 D1 14,171 E1 13,21
A2 13,724 B2 14,071 C2 13,679 D2 13,811 E2 14,369
A3 14,158 B3 14,229 C3 14,067 D3 14,308 E3 13,917
A4 13,789 B4 14,638 C4 13,549 D4 13,769 E4 14,232
A5 14,32 B5 14,268 C5 13,917 D5 14,063 E5 14,119
60 H
AR
I
A1 13,719 B1 13,735 C1 14,078 D1 14,172 E1 13,204
A2 13,719 B2 14,056 C2 13,678 D2 13,802 E2 14,362
A3 14,149 B3 14,226 C3 14,059 D3 14,298 E3 13,909
A4 13,745 B4 14,631 C4 13,54 D4 13,763 E4 14,224
A5 14,311 B5 14,247 C5 13,902 D5 14,06 E5 14,11

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.223-228) 978-602-60766-3-2
227
Tabel 2. Data Awal, 30 hari, dan 60 hari pada media Premium
PREMIUMA
WA
LA1 14,399 B1 13,641 C1 14,32 D1 13,986 E1 13,726
A2 14,698 B2 14,499 C2 13,938 D2 14,183 E2 14,272
A3 14,079 B3 13,815 C3 14,204 D3 13,905 E3 13,879
A4 14,346 B4 14,361 C4 14,337 D4 13,92 E4 14,348A5 14,49 B5 14,308 C5 14,174 D5 14,214 E5 13,896
30 H
AR
I
A1 14,394 B1 13,622 C1 14,303 D1 13,971 E1 13,714
A2 14,65 B2 14,48 C2 13,926 D2 14,165 E2 14,259
A3 14,067 B3 13,799 C3 14,193 D3 13,889 E3 13,867
A4 14,332 B4 14,344 C4 14,323 D4 13,905 E4 14,332
A5 14,467 B5 14,294 C5 14,024 D5 14,199 E5 13,877
60 H
AR
I
A1 14,296 B1 13,602 C1 14,292 D1 13,961 E1 13,701
A2 14,567 B2 14,472 C2 13,914 D2 14,155 E2 14,245
A3 14,052 B3 13,788 C3 14,182 D3 13,872 E3 13,853
A4 14,317 B4 14,33 C4 14,301 D4 13,883 E4 14,322
A5 14,45 B5 14,283 C5 14,011 D5 14,187 E5 13,867
Gambar 1. Data untuk spesimen A (Pertalite) Gambar 2. Data untuk spesimen A (Premium)
Pengaruh media pengkorosian terhadap berat spesimen, selisih berat spesimen dengan mediapengkorosian bahan bakar premium dan pertalite, memperlihatkan bahwa premium lebih besar penguranganberatnya jika dibanding pertalite (laju pengurangan berat premium 30 hari 0,0204 gr, 60 hari 0,0456 gr ataurata-rata 0,22 mill/year dan pertalite 30 hari 0,0052 gr, 60 hari 0,0142 gr atau rata-rata 0.81 mill/year ).Sedang jika ditinjau dari lama perendaman maka semakin lama waktu perendaman maka laju korosi semakinbesar diakibatkan semakin lama lapisan permukaan spesimen akan terkikis diakibatkan habisnya lapisankekerasan permukaannya. Sejalan dengan penelitian Feriansyah dan Sakti (2014) perendaman 2 jam sebesar0,0008 gram dan perendaman 1 jam 0,0002 gram.
Pengaruh laju korosi pada pengujian ini dipengaruhi juga oleh PH masing masing bahan bakardimana hasil pengambilan PH, ph premium lebih tinggi dari pertalite sehingga jika ph kecil maka diperlukan
13.4
13.6
13.8
14
14.2
14.4
A1 A2 A3 A4 A5
BE
RA
T (
gram
)
SPESIMEN
PERTALITE
DATA AWAL
DATA 30 HARI
DATA 60 HARI
13.6
13.8
14
14.2
14.4
14.6
14.8
A1 A2 A3 A4 A5
BE
RA
T (
gram
)
SPESIMEN
PREMIUM
DATA AWAL
DATA 30 HARI
DATA 60 HARI

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.223-228) 978-602-60766-3-2
228
waktu yang lebih lama untuk mengkorosi baja. Sesuai dengan penelitian yang dilakukan oleh Nur’aini (2015)dimana ph premium 7,3 dan pertamax 5,7.
4. KESIMPULANHasil penelitian yang telah dilakukan dapat diambil keimpulan :
1) Bahan bakar premium lebih cepat memberikan laju korosi dibanding dengan pertalite2) Baja karbon yang tidak dilapisi dengan galvanis lebih cepat terkorosi3) Pengaruh ph pada bahan bakr juga mempengaruhi kecepatan penurunan berat material
5. DAFTAR PUSTAKAASTM International. 2004. ASTM D-130: Standard Practice for Laboratory Immersion Corrosion Testing of Metals.
United State.ASM. (1992). ASM Handbook Volume 13 : Corrosion. Ohio: ASM International. Ohio: ASM International.ASM. (2003). ASM Handbook Volume 13A : Corrosion Fundamental Test. Ohio: ASM International.ASM. (2005). ASM Handbook Volume 13B : Materials. Ohio: ASM International.ASM. (2006). ASM Handbook Volume 13C : Corrosion: Materials, Environments, and Industries. Ohio: ASM
International.ASTM. (1967). Annual Book of ASTM Standards. Section 03: Metals Test Methods and Analytical Procedures Volume
3.02 : Wear and Erosion; Metal Corrosion, Designation: G1 – 03 Standard Practice for Preparing, Cleaning, andEvaluating Corrosion Test Specimens. Philadelphia, PA: ASTM International.
ASTM. (2000). Annual Book of ASTM Standards. Section 5 : Petroleum Products, Lubricants, and Fossil Fuels.Volume 05.01 Designation: D 130 – 04 Standard Test Method for Corrosiveness to Copper from PetroleumProducts by Copper Strip Test. Philadelphia, PA: ASTM International.
Feriansyah Khoirul dan Sakti Arya M. (2014), Studi Komparatif Laju Korosi Logam Kuningan C3604 (SpuyerKarburator) Di Media Premium Dan Pertamax Menggunakan Metode Astm D-130. Jurnal Teknik Mesin Volume03 Nomor 02 Tahun 2014, 348-354
Jones, D. A, (1996), Principles and Prevention of Corrosion, Second Edition, Prentice Hall, Inc, United State ofAmerica.
J. Monzo, J. Garcia-Anton, and J. L. Guinon. (1992). Study of corrosion on copper strips by mixtures of mercaptans,sulphides and disulphides with elemental sulphur in the ASTM D-130 test by means of electron microscopy (SEM)and energy dispersive X-ray (EDX). Fresenius Journal Analitical Chemistry by Springer-Verlag, 343:593- 596.
Nu’aini dan Marsudi, (2015), Perhitungan Laju Korosi Duraluminium (Pada Mangkuk Karburator) Dengan MediaPremium Dan Pertamax Menggunakan Metode Astm D-130, JTM. Volume 4 Nomor 1 Tahun 2015, 1-6
6. UCAPAN TERIMA KASIHUcapan terimakasih kami berikan kepada DPRM Dikti atas kesempatan melakukan penelitian,Staf Lab. teknik Mesin Universitas Tadulako dan staf Lab. Mikro struktru Universitas NegeriMakassar atas dana dan kerjasamanya sehingga penelitian ini berjalan dengan baik.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.229-233) 978-602-60766-3-2
229
STUDI KELAYAKAN POTENSI DAYA AIR UNTUK PEMBANGUNAN PEMBANGKITLISTRIK TENAGA MIKROHIDRO
Lewi1), Jamal2)
1),2) Dosen Jurusan Teknik Mesin Politeknik Negeri Ujung Pandang, Makassar
ABSTRACT
This study aims to conduct a survey of potential water power in areas that have no PLN electricity connection.Survey is expected to be one of the reference in the development of microhydro power plant. The research wasconducted by surveying the potential of water power, to generate electricity in meeting the electricity needs ofsurrounding communities. Research begins by measuring the flow rate of water (m3/s) as well as measuring the head (m),as well as calculating the electricity needs of surrounding communities. The survey results at five locations, onewaterfall location that has a very large water potential and only used a small part to meet the needs of the community.Moreover, flood is often occur at the location therefore it is very dangerous when PLTMH is constructed. There are alsothree other waterfall locations that have the potential of water that can meet the needs of the community but most of thewater will be used for PLTMH so the development of waterfalls as a tourist resort cannot be implemented. There is oneirrigation that has potential for hydro power and capable of meeting the needs of the community but the entire irrigationwater flow will be used for the PLTMH and after being used for the PLTMH the water can be returned to the irrigationstream. Based on the water power survey, the most suitable irrigation water flow is developed for the development ofPLTMH.
Keywords: PLTMH, potential, water power, electricity
1. PENDAHULUANIndonesia merupakan salah satu negara yang berada dalam krisis energi, karena merupakan negara
pengimpor bhan bakar minyak bumi dimana kebutuhan bahan bakar Indonesia melebihi produksi minyakbuminya. Kekurangan energi memaksa untuk terus dilakukan ekplorasi energi, bahkan mengarah kepadapengembangan energi baru dan terbarukan, hingga pada skala kecil.
Kekurangan energi di Indonesia juga berdampak pada terjadinya kekurangan suplai listrikkemasyarakat yang menyebabkan masih banyak wilayah belum terjangkau listrik PLN, utamanya daerahterpencil yang terletak di pedalaman hutan serta biasanya terletap dekat dengan aliran sungai.
Ketersediaan sungai pada daerah terpencil tersebut merupakan potensi untuk memenuhi kebutuhanlistrik masyarakat. Aliran air sungai merupakan salah satu potensi energi alternatif terbarukan dan ramahlingkungan, dimana salah satu potensi energi alternatif yang sangat besar di negara ini adalah energi air.
Penelitian ini bertujuan untuk melakukan survei potensi daya air pada masyarakat yang belumterjangkau aliran listrik PLN. Survei diharapkan menjadi salah satu acuan dalam pembangunan pembangkitlistrik tenaga mikrohidro.
Menurut Napitupulu (2008), Indonesia memiliki potensi energi air 74.976 MW, dan 70.776 MWterdapat di luar Pulau Jawa, dan yang sudah dimanfaatkan sebagai pembangkit listrik 3.105,76 MW.Pembangkit listrik yang berkapasitas antara 200–5.000 kW potensinya 458,75 MW.
Pembangunan pembangkit listrik tenaga mikrohidro (PLTMH) banyak dilakukan didaerah terpencilyang tidak terjangkau listrik PLN utamanya daerah terpencil yang memiliki potensi daya air yang mampumemenuhi kebutuhan listrik masyarakat sekitar.
Potensi pengembangan PLTA di Indonesia sebesar 75.000 MW, dan sekitar 7.500 MW dapatdikembangkan untuk pembangunan PLTMH, yang dimanfaatkan untuk pembangunan PLTMH sebesar 60MW (Kurniawan, 2007).
Teknologi PLTMH adalah teknologi berskala kecil yang dapat diterapkan pada sumber daya airuntuk mengubah potensi tenaga air yang ada menjadi daya listrik. Pengembangan PLTMH merupakanpilihan tepat untuk penyediaan energi listrik untuk daerah terpencil dengan jumlah penduduk sedikit dan sulitdijangkau jaringan listrik dari PLN. PLTMH merupakan salah satu pembangkit listrik yang cukup unikkarena meskipun dalam skala kecil tetapi memiliki banyak kelebihan, yakni (Kurniawan, 2007):1. Energi yang tersedia merupakan energi terbarukan.
1 Korespondensi penulis: Jamal, Telp 081343670304, [email protected]
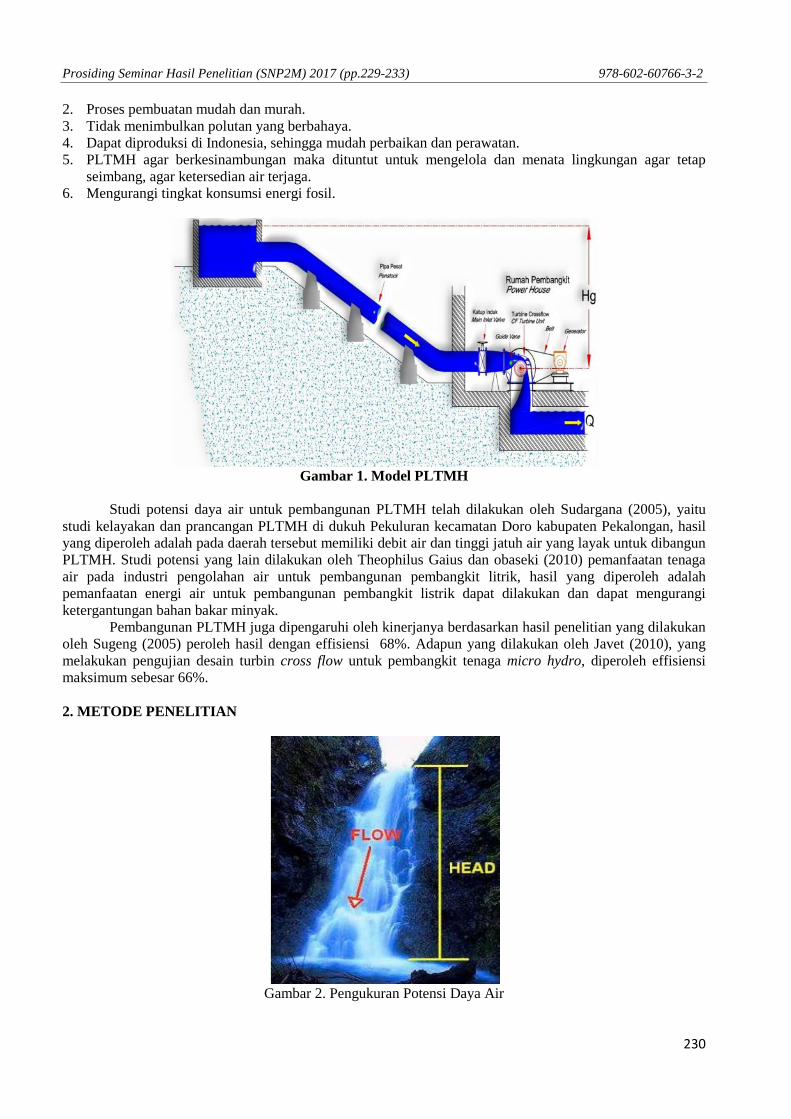
Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.229-233) 978-602-60766-3-2
230
2. Proses pembuatan mudah dan murah.3. Tidak menimbulkan polutan yang berbahaya.4. Dapat diproduksi di Indonesia, sehingga mudah perbaikan dan perawatan.5. PLTMH agar berkesinambungan maka dituntut untuk mengelola dan menata lingkungan agar tetap
seimbang, agar ketersedian air terjaga.6. Mengurangi tingkat konsumsi energi fosil.
Gambar 1. Model PLTMH
Studi potensi daya air untuk pembangunan PLTMH telah dilakukan oleh Sudargana (2005), yaitustudi kelayakan dan prancangan PLTMH di dukuh Pekuluran kecamatan Doro kabupaten Pekalongan, hasilyang diperoleh adalah pada daerah tersebut memiliki debit air dan tinggi jatuh air yang layak untuk dibangunPLTMH. Studi potensi yang lain dilakukan oleh Theophilus Gaius dan obaseki (2010) pemanfaatan tenagaair pada industri pengolahan air untuk pembangunan pembangkit litrik, hasil yang diperoleh adalahpemanfaatan energi air untuk pembangunan pembangkit listrik dapat dilakukan dan dapat mengurangiketergantungan bahan bakar minyak.
Pembangunan PLTMH juga dipengaruhi oleh kinerjanya berdasarkan hasil penelitian yang dilakukanoleh Sugeng (2005) peroleh hasil dengan effisiensi 68%. Adapun yang dilakukan oleh Javet (2010), yangmelakukan pengujian desain turbin cross flow untuk pembangkit tenaga micro hydro, diperoleh effisiensimaksimum sebesar 66%.
2. METODE PENELITIAN
Gambar 2. Pengukuran Potensi Daya Air

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.229-233) 978-602-60766-3-2
231
Penelitian dilakukan dengan survei lapangan langsung terhadap sumber-sumber aliran air yangmemiliki potensi untuk dimanfaatkan sebagai pembangkit listrik tenaga air skala kecil, yaitu pembangkitlistrik tenaga mikrohidro.
Survei potensi daya air dilakukan untuk mengetahui seberapa besar potensi daya air tersebut untukmembangkitkan tenaga listrik dan apakah mampu memenuhi kebutuhan listrik masyarakat disekitar potensidaya air tersebut. Perhitungan potensi daya air dimulai dengan mengukur laju aliran air (flow) dalam debit(m3/s) serta mengukur tinggi jatuh air (head) dalam tinggi (m).
Hasil pengukuran tersebut kemudian dimasukkan dalam persamaan besar daya air yang mampudibangkitkan oleh potensi air tersebut yaitu dengan persamaan:
P = ρ x g x Q x hdengan :
P = Daya air yang dibangkitkan (Watt)ρ = Massa jenis air (1000 kg/m3)g = Percepatan grafitasi bumi (9,81 m/s2)Q = Debit aliran air (m3/s)h = Tinggi jatuh air (m)
Hal lain menjadi pertimbangan dan perlu untuk diketahui adalah seberapa banyak dan seberapa jauhpengguna listrik jika potensi daya air tersebut dibuatkan sebuah pembangkit. Pengguna listrik dalam hal iniadalah masyarakat disekitar potensi daya air tersebut.
3. HASIL DAN PEMBAHASANSurvey potensi daya air yang dilakukan adalah dengan meninjau lima lokasi yang letaknya di
kabupaten Gowa dan kabupaten Maros, yang terdiri dari empat air terjun dan satu aliran irigasi yang curam.Lokasi survei pertama (gambar 3) dilakukan di kelurahan Lanna kecamatan Parangloe Kabupaten
Gowa. Lokasi pertama merupakan air terjun yang sangat berlimpah airnya dan bagus untuk PLTMH karenamemiliki ketinggian air sekitar 25 meter dengan debit 1,254 m3/s jumlah masyarakat disekitar lokasi adalah20 rumah dengan jarak lokasi dari rumah penduduk yang terdekat sekitar 2 km, akan tetapi menurut wargasetempat sering terjadi air bah sehingga dapat membahayakan keselamatan kerja pada saat pengerjaan.
Lokasi survei kedua (gambar 3) terdapat di dusun Taipa Tompobulu kabupaten Maros. Lokasi keduamerupakan air terjun yang memiliki ketinggian 25 meter dengan debit air sekitar 0,0354 m3/s jumlahmasyarakat disekitar lokasi adalah 12 rumah dengan jarak lokasi dari rumah penduduk yang terdekat sekitar 2km, air terjun ini berpotensi wisata dan jika digunakan sebagai PLTMH maka sebagian besar airnya akanterserap untuk PLTMH sehingga air terjun tidak dapat lagi dimanfaatkan sebagai tempat wisata.
Gambar 3. Lokasi survei pertama dan kedua

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.229-233) 978-602-60766-3-2
232
Gambar 4. Lokasi survei ketiga dan keempat
Lokasi survei ketiga (gambar 4) juga terdapat di dusun Taipa. Lokasi ketiga merupakan air terjunyang memiliki ketinggian 12 meter dengan debit air sekitar 0,0786 m3/s jumlah masyarakat disekitar lokasiadalah 12 rumah dengan jarak lokasi dari rumah penduduk yang terdekat sekitar 1,5 km, jika digunakansebagai PLTMH maka sebagian besar airnya akan terserap untuk PLTMH sehingga tidak dapat lagidimanfaatkan sebagai tempat wisata.
Lokasi survei keempat (gambar 4) juga masih terdapat di dusun Taipa. Lokasi keempat merupakanair terjun yang memiliki ketinggian 9 meter dengan debit air sekitar 0,114 m3/s jumlah masyarakat disekitarlokasi adalah 12 rumah dengan jarak lokasi dari rumah penduduk yang terdekat sekitar 1 km, jika digunakansebagai PLTMH maka sebagian besar airnya akan terserap untuk PLTMH sehingga tidak dapat lagidimanfaatkan sebagai tempat wisata.
Gambar 5. Lokasi survei kelima

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.229-233) 978-602-60766-3-2
233
Lokasi survei kelima (gambar 5) juga terdapat di Dusun Taipa dengan koordinat garis lintang05⁰07’08,08” LS dan garis bujur 119⁰42’48,22” BT ketinggian 148 MDPL yang merupakan saluran irigasipersawahan dengan, pada aliran irigasi terdapat daerah yang memiliki ketinggian 6,27 meter dan debit aliranair adalah 0,1428 m3/detik. Kelebihan lokasi ini adalah bukan merupakan wilayah potensi wisata dan hanyaberjarak 80 meter dari perkampungan masyarakat, jumlah rumah sekitar lokasi kelima sebanyak 12 rumahnamun beberapa rumah memiliki jarak yang berjauhan dengan rumah yang lainnya. Pembangunan PLTMHpada lokasi kelima tidak mengganggu irigasi karena setelah digunakan untuk PLTMH maka air akandikembalikan lagi ke aliran irigasi dan juga memiliki jalur kendaraan roda 4 dari desa sebelah sehinggamemudahkan dalam pengadaan bahan. Di lokasi ini juga sudah tersedia sebagian bahan untuk bangunan sipilseperti batu dan pasir.
Tabel 1. Daya air yang dibangkitkan dan kebutuhan masyarakatDaya / Lokasi 1 2 3 4 5
Daya air yang tersedia (W) 307.544 8.682 9.253 10.065 8.783
Kebutuhan masyarakat (W) 8.800 5.280 5.280 5.280 5.280
4. KESIMPULANBerdasarkan hasil survei yang dilakukan pada lima lokasi dapat disimpulkan beberapa hal, yaitu:
1) Terdapat satu lokasi air terjun yang memiliki potensi daya air yang sangat besar dan hanya terpakaisebahagian kecil untuk memenuhi kebutuhan masyarakat tetapi lokasi tersebut sering terjadi air bahsehingga sangat berbahaya saat pembangunan PLTMH.
2) Terdapat pula tiga lokasi air terjun lain yang memiliki potensi daya air yang mampu memenuhikebutuhan masyarakat tetapi sebagian besar airnya akan digunakan untuk PLTMH sehinggapengembangan air terjun sebagai daerah wisata tidak dapat dilakukan.
3) Terdapat satu lokasi aliran irigasi yang memiliki potensi daya air yang mampu memenuhi kebutuhanmasyarakat tetapi seluruh air aliran irigasi akan digunakan untuk PLTMH namun setelah digunakanuntuk PLTMH air dapat dikembalikan ke aliran irigasi.
4) Berdasarkan survei daya air tersebut maka air aliran irigasi yang paling layak dikembangkan untukpembangunan PLTMH.
5. DAFTAR PUSTAKAJavet C. dkk. 2010. Design Of A Cross Flow Turbine For Micro Hydro Power Application. Proceeding of the ASME
Power Comfrence Power 2010, Cicago USA July, 13-15 2010.Kurniawan B. 2007. Mengapa Mikrohidro. Seminar nasional teknologi (SNT 2007) ISSN : 1978-9777, Yogyakarta.Napitupulu F.H. 2008. Potensi Air Terjun Sebagai Pembangkit Listrik Tenaga Minihidro (PLTMH) di Sumatera Utara.
Pidato Pengukuhan Jabatan Guru Besar Tetap dalam Bidang Ilmu Mekanika Fluida pada Fakultas Teknik, diucapkandi hadapan Rapat Terbuka Universitas Sumatera Utara.
Sudargana dkk. 2005. Studi Kelayakan dan Perancangan Pembangkit Listrik Tenaga Mikrohidro di Dukuh PekuluranKec. Doro Kab. Pekalongan. Jurnal ROTASI Volume 7, Nomor 2, Halaman 1-5.
Sugeng Permadi dkk. 2005. Studi Experimen dan Rancang Bangun Nosel Guide Vane Pada Nosel Turbin Cross FlowBerbasis Coputational Fluida Dynamic.
Theophilus Gaius dan obaseki. 2010. Hydropower opportunities in the water industry. International Journal ofEnvironmental Sciences Volume 1, No 3, Hal 392-402. ISSN 0976 – 4402.
6. UCAPAN TERIMA KASIHPenulis mengucapan terima kasih kepada kemenristekdikti yang telah membiayai pelaksanaan penelitian ini
melalui skema Unggulan Perguruan Tinggi tahun anggaran 2017.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.234-237) 978-602-60766-3-2
234
PEMANFAATAN LIMBAH TEMPURUNG KEMIRI SEBAGAI ABSORBEN DALAMMENURUNKAN KADAR BESI (Fe) PADA AIR BERSIH
St. Mu`tamirah1)A.Sry Wahyuni 2)
1),2)Dosen Akademi Kesehatan Lingkungan Muhammadiyah Makassar
ABSTRACT
The problem of water supply is one of the priorities in improving the health status of the community. One form of waterproblem is the frequency of water containing iron content (Fe) that does not meet the standards set by PermenkesNumber 32 Year 2017 as Standard of Environmental Health Quality Standard and Water Health Requirements forSanitation Hygiene, Swimming Pool, Solus Per Aqua and The General Baths, that the maximum level of iron (Fe) forclean water is 1.0 mg / L. The aim of this research is to know the ability of charcoal shell with variation of thickness 40cm, 60 cm, 80 cm with contact time 45 minutes to decrease iron content (Fe) in dug well water. This experimentalresearch type, which is to see the ability of charcoal shell charcoal to reduce the iron (Fe) in the well water dug in JalanRappocini Raya Lr.11 No.20 RT 001 RW V Kel.Buakana Kec. Rappocini Makassar City. From research conductedusing charcoal charcoal media screen with 40 cm thickness decrease until 1,41 mg / L or equal to 42,47%, withthickness 60 cm decrease until 0,92 mg / L or equal to 62,39% and thickness 80 cm decreased to 0.46 mg / L or 81.29%.From the results of this study can be concluded that, with iron content (Fe) 2.46 mg / L by using charcoal shell charcoalmedia with variation of thickness 60 cm, 80 cm more effective decrease in iron content (Fe) in dug well water and inaccordance with Permenkes Number 32 of 2017 as Standard of Environmental Health Quality Standard and WaterHealth Requirements for Sanitation Hygiene, Swimming Pool, Solus Per Aqua and Public Baths: that the maximumlevel of iron (Fe) for clean water is 1.0 mg / L.Keywords : Bamboo shell charcoal, thickness variation, Iron content (Fe), Water Well Dug
1.PENDAHULUANAir bersih menjadi salah satu prioritas dalam perbaikan derajat kesehatan masyarakat. Salah satu
bentuk permasalahan air adalah seringnya dijumpai air yang mengandung kadar besi (Fe) yang tidakmemenuhi standar yang telah ditetapkan Permenkes Nomor 32 Tahun 2017 sebagai Standar Baku MutuKesehatan Lingkungan dan Persyaratan kesehatan air untuk keperluan Higiene Sanitasi, Kolam Renang,Solus Per Aqua dan Pemandian Umum: bahwa kadar maksimum besi (Fe) untuk air bersih yaitu 1,0 mg/L.
Totok sutrisno (2004), menyatakan konsentrasi yang lebih dari 1 mg/l dapat menyebabkan warna airmenjadi kemerah-merahan, dapat membentuk endapan pada pipa, logam dan bahan cucian. Untuk menyikapitingginya kadar besi (Fe) pada air sumur gali, maka ada beberapa cara pengolahan yang biasa dilakukanmulai dari pengolahan yang rumit dengan menggunakan alat modern dan bahan-bahan kimia sampai carayang paling sederhana. Salah satu cara sederhana untuk mengolah Air Sumur Gali yang mengandung kadarbesi (Fe) yang melebihi 1.0 mg/l yaitu dengan mengalirkan air melalui lapisan karbon.
Menurut Eko Pramudi 2003 (dalam Ira Nurdin, 2007), bahwa beberapa karbon yang dapat digunakandalam menurunkan kadar besi dalam air dan salah satunya adalah dengan menggunakan arang tempurungkemiri karena memiliki kandungan lignoselulosa (lignin, selulosa dan hemiselulosa) yang tinggi sehinggabeberapa daerah di Indonesia, tempurung kemiri digunakan sebagai arang. Arang tempurung kemiri selainmemiliki kandungan lignoselulosa, bahannya juga mudah diperoleh, terkadang dibuang begitu saja disekitarpemecahan buah kemiri serta cara mengaplikasikannya tidak memerlukan keterampilan khusus.
Adapun usaha pengembangan penurunan kadar besi (Fe) dalam air dengan memanfaatkan arangtempurung kemiri pernah dilakukan oleh peneliti sebelumnya yaitu A.Nugraha (2009), menggunakan mediaarang aktif tempurung kemiri dengan ketebalan 80 cm dengan waktu kontak 30 menit dan hasilnyamengalami penurunan kadar besi (Fe) sebesar 69,30 % dan memenuhi persyaratan Permenkes Nomor 32Tahun 2017 sebagai Standar Baku Mutu Kesehatan Lingkungan dan Persyaratan kesehatan air untukkeperluan Higiene Sanitasi, Kolam Renang, Solus Per Aqua dan Pemandian Umum bahwa, kadar maksimumbesi (Fe) untuk air bersih yaitu 1,0 mg/L.
Berdasarkan uraian diatas maka penulis tertarik untuk melakukan penelitian dengan judul“ Kemampuan Arang Tempurung Kemiri dengan Variasi Ketebalan untuk menurunkan kadar besi (Fe) padaair sumur gali”.
1 Korespondensi: St.Mu`tamirah, Telp 082347017767, [email protected]

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.234-237) 978-602-60766-3-2
235
2. METODE PENELITIAN
Lokasi Penelitian
Lokasi pengambilan sampel Air bersih (Air Sumur Gali), yakni di Jalan Rappocini Raya Lr 11 No.20 RT 001RW V Kelurahan Buakana Kecamatan Rappocini Kota Makassar. Tempat pemasangan instrumen penelitiandan pelaksanaan percobaan atau pengolahan sampel air sumur gali di lokasi Kampus AKL MuhammadiyahMakassar. Selanjutnya, tempat pengujian Kadar besi (Fe) sebelum pengolahan dan setelah pengolahan diLaboratorium BTKL Makassar.Jenis Penelitian
Penelitian ini merupakan penelitian eksperimen yang dilakukan dengan analisis laboratorium denganmenggunakan pendekatan deskriptif sebagai analisis suatu hubungan yang terkait dengan parameter yangditeliti.
Prosedur PenelitianSebelum dilakukan pengolahan dengan menggunakan media saringan Arang Tempurung Kemiri terlebihdahulu dilakukan pemeriksaan awal terhadap kadar besi (Fe) pada air sumur gali. Air sumur gali yangdiperiksa merupakan air yang selama ini digunakan masyarakat untuk memenuhi kebutuhan sehari-hari,yang salah satunya berada di Jalan Rappocini Raya LR.11 No.20 RT.001 RW.V Kelurahan Buakana.Persiapan selanjutnya yaitu mempersiapan media yang akan digunakan berupa Arang Tempurung Kemiri,kemudian direndam selama 1 (satu) minggu untuk menghilangkan isi kemiri yang masih melekat padatempurung. Tempurung kemiri yang telah direndam kemudian dicuci bersih agar tidak ada lagi sisa kemiriyang melekat pada tempurung yang dapat mengganggu pada proses pembakaran berlangsung. Dimana isikemiri yang masih melekat pada tempurung kemiri akan menghasilkan minyak pada saat pembakaran,minyak ini akan menutupi pori-pori Arang Tempurung Kemiri,sehingga pada saat penyaringan hasilnyatidak akan maksimal karena tertutupi oleh minyak yang berasal dari isi kemiri tersebut.Setelah Tempurung kemiri telah dibersihkan kemudian di bakar atau dikarbonisasi. Proses ini dilalui 2 tahap,yaitu :1. Proses Pembakaran
Dimana tempurung kemiri dibakar dalam tungku selama satu malam (8 jam)sampai tempurung kemiri telah menjadi arang.
2. Proses PendinginanArang tempurung kemiri yang telah mengalami proses pembakaran kita diamkan selama 6 jam. Pada
proses pendinginan ini, tungku ditutup rapat dan perlu diketahui bahwa arang tempurung kemiri yangdidinginkan tidak bisa berkontak dengan udara. Jika hal ini terjadi arang tempurung kemiri yang didinginkanakan menjadi abu. Selanjutnya, arang tempurung kemiri dibersihkan dengan tujuan agar air yang keluar padaoutlet nantinya tidak berwarna hitam. Bentuk arang yang digunakan berupa butiran (granular).Langkah selanjutnya, arang tempurung kemiri yang berbentuk butiran dimasukkan ke dalam pipa yangberukuran 3 inci sesuai dengan variasi ketebalannya masing-masing, yaitu 40 cm, 60 cm dan 80 cm.Kemudian air dialirkan ke pipa-pipa tersebut dan satunya lagi untuk kontrol. Untuk pengambilan sampeldilakukan setelah pengoperasian filtrasi (penyaringan) selama 45 menit dan dilakukan sebanyak 2 (dua) kalipercobaan.
Analisis DataData yang diperoleh dari hasil pemeriksaan laboratorium diolah secara manual dengan menggunakan alatperhitungan dan disajikan dalam bentuk tabel serta analisa secara deskriptif yaitu untuk mengetahui besarnyapenurunan kadar besi (Fe) pada air setelah perlakuan melalui filtrasi (penyaringan) dengan media arangtempurung kemiri.
3.HASIL DAN PEMBAHASANTabel Rata-rata penurunan kadar besi (Fe) sebelum pengolahan dan sesudah pengolahan dengan
variasi ketebalan dengan Kontak 45 menitNo. Ketebalan Kadar Besi (Fe) mg/L Penurunan
(mg/L)Persentase (%)
PenurunanSebelum Sesudah

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.234-237) 978-602-60766-3-2
236
1.2.3.
406080
2,462,462,46
1,410,920,46
1,041,532,00
42,4762,3981,29
Sumber : Data Primer yang Diolah, September 2017
GrafikPersentase Penurunan Kadar Besi (Fe) pada Air Sumur Gali dengan menggunakan Media Arang
Tempurung Kemiri dengan Variasi Ketebalan
Pada grafik diatas, menunjukkan bahwa kadar besi (Fe) sebelum pengolahan pada percobaan pertamasebesar 2,46 mg/L dan setelah pengolahan diperoleh hasil sebesar 0,59 mg/L, besarnya penurunan yaitu 1,87mg/L, dengan persentase penurunan sebesar 76,01 %. Pada percobaan kedua kadar besi (Fe) sebelumpengolahan yaitu sebesar 2,46 mg/L dan setelah pengolahan sebesar 0,33 mg/L, adapun besarnya penurunanyaitu 2,13 mg/L dengan persentase penurunan sebesar 86,58 %, jadi rata-rata besarnya penurunan yaitu 2,00mg/L dengan rata-rata persentase penurunan sebesar 81,29 %.
Pada proses pengolahan penurunan kadar besi (Fe) pada air sumur gali di atas menggunakan media arangtempurung kemiri dengan ketebalan 60 cm dan 80 cm dengan waktu kontak selama 45 menit diperoleh hasilkadar besi (Fe) yang memenuhi standar Permenkes Nomor 32 Tahun 2017 sebagai Standar Baku MutuKesehatan Lingkungan dan Persyaratan kesehatan air untuk keperluan Higiene Sanitasi, Kolam Renang,Solus Per Aqua dan Pemandian Umum: bahwa kadar maksimum besi (Fe) untuk air bersih yaitu 1,0 mg/L.
4. Kesimpulan
Dari hasil penelitian yang dilakukan maka dapat disimpulkan bahwa dengan menggunakan media arangtempurung kemiri dengan variasi ketebalan 60 cm dan 80 cm yang paling efektif dalam menurunkan kadarbesi (Fe) dalam air sumur gali atau sebesar 62,39 % dan 81,29 %.sesuai dengan Permenkes Nomor 32Tahun 2017 sebagai Standar Baku Mutu Kesehatan Lingkungan dan Persyaratan kesehatan air untukkeperluan Higiene Sanitasi, Kolam Renang, Solus Per Aqua dan Pemandian Umum: bahwa kadar maksimumbesi (Fe) untuk air bersih yaitu 1,0 mg/L.
5. DAFTAR PUSTAKA
Anonim, Adsorpsi Dengan Karbon aktif, ( http//nuphynonoto.blogspot.com ) diikutip 22 Maret 2016Anonim, Karbon Aktif. ( http://smk3ae.wordpress.com ) dikutip 22 Maret 2016_______, Potensi Karbon Aktif sebagai Media Adsorspsi (http;//smk3ae.wordpress.com)
Dikutip 22 Maret 2016_______. Karakteristik Pembakaran Cangkang Kemiri (http.//bisrulhapis weblog.co.id.2008)

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.234-237) 978-602-60766-3-2
237
Dikutip 24 Maret 2010Ain Khaer. Kemampuan Sistem Kombinasi Aerasi Dan Filterasi Zeolit Dan Karbon Aktif
Dalam Penurunan Kadar Besi ( Fe ) Pada Air Sumur. Departemen Kesehatan RIPoliteknik Kesehatan Makassar Jurusan Kesehatan Lingkungan 2008 (KTI TidakDiterbitkan)
Andi Asmawati. Upaya Penurunan Zat Besi terlarut Dengan Cara Pemberian Air KapurTohor Pada Sumur Gali. AKL Muhammadiyah Makassar 1998 (KTI TidakDiterbitkan)
Andi Nugraha, Kemampuan Arang Aktif Tempurung Kemiri untuk menurunkan Kadar Besi(Fe) Pada Air Sumur Gali. Departemen Keshatan RI Politeknik KesehatanMakassar Jurusan Kesehatan Lingkungan Makassar ,2009 (KTI Tidak Diterbitkan)
Benny Palanti, Kemampuan Media Saring Arang Sekam Padi dengan Variasi Ketebalandalam menurunkan Kadar Zat Organik pada Air sumur Gali, Jurusan KesehatanLingkungan Politeknik Kesehatan Makassar, 2006. (KTI Tidak diterbitkan)
Djasio Sanropie et.al, Penyediaan Air Bersih, Akademi Penilik Kesehatan Teknologi Sanitasi(APK-TS), Jakarta, 1984
Edy Suharto, Struktur Biji dan Karakteristik Benih Kemiri, 2003Ira Nurdin, Adsorpsi Karbon Aktif Tempurung Kemiri terhadap Zat Warna Congo Red,
Jurusan Kimia Fakultas MIPA UNM, 2007 (Skripsi Tidak Diterbitkan).Muhammad shaleh, Penurunan Kadar Besi pada Air Sumur Pompa Tangan dengan Metode
Try Aerator, Jurusan Kesehatan Lingkungan Politeknik Kesehatan Makassar,2002 (KTI Tidak Diterbitkan).
Mulyadi, Kemampuan Arang Aktif Tempurung Kelapa untuk Menurunkan Kadar Besi (Fe)pada Air Sumur Gali, Jurusan Kimia Fakultas MIPA UNM, 2000 (Skripsi TidakDiterbitkan).
Nur Hakim, Efektifitas Penyaringan Arang Tempurung Kelapa dengan Variasi Ketebalandalam Menurunkan Kadar BOD pada Limbah Domestik, Jurusan KesehatanLingkungan Politeknik Kesehatan Makassar, 2005 (KTI Tidak Diterbitkan)
Rahmawati R, Kemampuan Arang Sabuk dalam Menurunkan Kadar Zat Organik pada AirSumur Gali, AKL Muhammadiyah Makassar, 1998 (KTI Tidak Diterbitkan)
Rukmiyanti, Kemampuan Tray Aerator Dalam Menurunkan Kadar Mangan (Mn) air SumurGali, AKL Muhammadiyah Makassar, 2003 (KTI Tidak Diterbitkan)
Sugiharto, Penyediaan air Bersih Bagi Masyarakat, SPPH Tanjung Karang, 1983, ProyekPengembangan Pendidikan Tenaga Sanitasi Pusat, 1985
Totok Sutrisno, Teknologi Penyediaan Air Bersih, Jakarta 2004Wahyuni Sahani, Penuntun Praktikum Kimia Lingkungan, Jurusan Kesehatan Lingkungan
Poltekkes Makassar, 2003
6.UCAPAN TERIMAKASIHPenulis menyampaikan terimakasih kepada DIKTI yang telah mendanai penelitian ini melalui program
Penelitian Dosen Pemula DRPM 2017

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.238-242) 978-602-60766-3-2
238
EFFECTIVENESS OF USE ACTIVATED CARBON (BROWNCOAL EASTKALIMANTAN) TO REDUCE VALUE OF TOTAL SUSPENDED SOLID IN WASTE
LIQUID INDUSTRY WAREHOUSE SARUNG SAMARINDA
Yuli Patmawati1) dan Alwathan2)
1),2) Dosen Jurusan Teknik Kimia Politeknik Negeri Samarinda
ABSTRACT
Indonesia is one of the countries that have a lot of coals reserves in the world, however, its utilization is still limited tothe manufacture of briquettes and used as fuel for power generation. Coal has potential as raw material for makingactivated carbon, because it has high carbon content. Activated carbon can be utilized in the process of waste treatmentincluding industrial Sarong Samarinda. This study aims to determine the effect of the amount of adsorbent added to thedegradation of parameters Total Suspended Solid (TSS) and pH wastewater of industrial sarong cloth. Coal that has beencarbonized and uniformed size -40 + 65 mesh is physically activated at T = 800 C with a 2.5 hour activation time.Furthermore, the analysis of activated carbon testing in accordance with the quality requirements of Indonesian industrystandard SII 0258-79. Activated carbon resulting from the process of physics activation is then applied to the processingof industrial liquid waste Sarong Samarinda , which located in Samarinda Seberang. This research was done by adding5% .10% and 15% activated carbon weight to 700 ml of industrial liquid waste sample of Samarinda Sarong cloth anddone by adsorption process, filtering process and parameter analysis of environmental pollutant parameters such as TSSand pH. The initial liquid waste of the Sarong Samarinda cloth industry has a TSS value exceeding the industry liquidwaste quality standard threshold of 93.652 mg/liter and pH 5.59. After the adsorption process on the addition ofactivated carbon 5%, 10% and 15% obtained value of TSS respectively of 17.332 mg/liter; 1.838 mg/liter; 1.410mg/liter and pH respectively 6.13; 6.46; 6.92. The decrease of TSS value happened 81.49% - 98.49%. From the resultsobtained, the use of KALTIM browncoal active carbon is quite effective to reduce the value of TSS and increase pH ofthe liquid waste in the Sarong Samarinda cloth industry in accordance with KepMen LH. 51/MENLH/10/1995.
Keywords: activated carbon, adsorption, browncoal, sarong samarinda, total suspended solid
1. PENDAHULUANLimbah tekstil yang dihasilkan industri kain Sarung samarinda sebagian besar dalam bentuk cair yang
dihasilkan dari proses pewarnaan, pembilasan/pencucian sangat berpotensi mencemari lingkungan. Hal inidisebabkan karena air limbah tekstil tersebut mengandung bahan-bahan pencemar yang sangat kompleks danintensitas warnanya tinggi. Nilai biological oxygen demand (BOD) dan chemical oxygen demand (COD)untuk limbah tekstil berkisar antara 80-6.000 mg/L dan 150-12.000 mg/L (Azbar et al., 2004). Nilai tersebutmelebihi ambang batas baku mutu limbah cair industri tekstil jika ditinjau dari KepMen LHNo.51/MENLH/10/1995. Keberadaan limbah industri tekstil dalam perairan dapat mengganggu penetrasisinar matahari, akibatnya kehidupan organisme dalam perairan akan terganggu dan sekaligus dapatmengancam kelestarian ekosistem akuatik.
Pengolahan limbah cair industri kain Sarung samarinda secara fisika dengan metode adsorpsimenggunakan karbon aktif hasil aktivasi brown coal Kalimantan Timur sangat layak untuk diterapkanmengingat metode adsorpsi lebih sederhana dan ekonomis dibandingkan dengan metode pengolahan limbahcair industri tekstil lainnya. Selain itu karbon aktif adalah spesies dengan karakter amfoterik yaitu dapatbermuatan negatif atau positif dan tergantung pada pH larutan untuk menyerap bahan-bahan organik maupunanorganik, penyerapan warna, penghilangan bau dan sebagainya.
Penelitian Adsorpsi Pencemaran Limbah Cair Industri Penyamakan Kulit Oleh Kitosan yang MelapisiArang Aktif Tempurung Kelapa yang dilakukan Musrowati Lasindrang, arang aktif yang dilapisi kitosandengan variasi pH pada jumlah adsorben 5 gr dan limbah cair sebesar 25 ml telah mampu menurunkan nilaiBOD, COD dan kandungan logam Cr dalam limbah cair sebesar 99,5 %, 98,47 % dan 91,9% Cr (total).Penelitian lain terkait kemampuan penyerapan karbon aktif dari batubara Tanjung Tabalong KalimantanSelatan yang telah dilakukan terhadap unsur-unsur organik dan unorganic dalam limbah industeri denganvariasi jumlah adsorben dan waktu pengadukan menyebutkan bahwa penggunaan 2,5 grm karbon aktif dapatmenyerap limbah COD masing-masing sebesar 6,9-67,5 % sedangkan untuk pemakaian 9 grm masing-masing dapat menyerap COD sebesar 88,9-100 %.
1 Korespondensi penulis: Yuli Patmawati, Telp 081347724965, [email protected]

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.238-242) 978-602-60766-3-2
239
Dari penelitian-penelitian yang telah banyak dilakukan terkait dengan penggunaan karbon aktif sebagaiadsorben dalam proses pengolahan limbah, maka sangatlah mungkin untuk memanfaatkan karbon aktif yangdiperoleh dari aktivasi fisika batubara peringkat rendah (brown coal) Kalimantan Timur sebagai adsorbenpada pengolahan limbah cair industri kain Sarung samarinda. Pada penelitian ini akan dilakukan pengolahanlimbah cair industri kain Sarung samarinda menggunakan karbon aktif dengan variasi jumlah adsorben yangditambahkan untuk melihat pengaruh jumlah adsorben terhadap penurunan nilai parameter TSS dan pHlimbah cair industri kain Sarung samarinda sehingga aman dibuang ke lingkungan sesuai dengan KepMenLH No.51/MENLH/10/1995.
2. METODE PENELITIAN / PELAKSANAAN PENGABDIANPengolahan limbah cair industri kain Sarung samarinda dilakukan dengan metode adsorpsi
menggunakan Browncoal KALTIM (yang telah diaktivasi) pada kecepatan putaran pengaduk tertentu danwaktu adsorpsi 120 menit dengan variasi penambahan jumlah adsorben sebesar 5%, 10% dan 15% beratsampel. Adapun prosedur penelitian dapat dilihat pada Gambar 1 di bawah ini.
Gambar 1 Prosedur Penelitian
3. HASIL DAN PEMBAHASANDari proses aktivasi fisika yang dilakukan diperoleh hasil sebagaimana ditunjukkan pada Tabel 1.
Tabel 1. Karekteristik Karbon Aktif Hasil Aktivasi Fisika Selama 2,5 jam Pada T = 8000C
NoParameter, % SII 258-79* Activated Browncoal
1 Kadar Air Max. 10% 0,642 Kadar Abu Max.2,5% 13,743 Bagian yang hilang pada pemanasan 950 C Max. 15% 12,424 Daya serap terhadap I2 Min. 20% 46,755 Rendemen - -
Pembuatan karbon aktif dari brown coal KALTIM denganaktivasi fisika selama 2,5 jam pada T = 8000C
Memasukkan karbon aktif ke dalam 700 ml larutan limbah cairkain Sarung samarinda yang telah dianalisa karakteristiknya (TSS
dan pH)
(BOD, COD, TSS dan pH )
Melakukan proses adsorpsi pada temperature ruangan denganbeberapa variasi massa adsorben selama 120 menit
Memisahkan larutan limbah cair kain Sarung samarinda danadsorben setelah proses adsorpsi selesai
Mengulangi proses adsorpsi dengan variasi massa adsorben yanglain
Analisa pengujian karakteristik limbah cair kain Sarungsamarinda (TSS dan pH)

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.238-242) 978-602-60766-3-2
240
6 Penampakan Fisik - arang bentuk granular
Dari Tabel 1 dapat dilihat bahwa hasil aktivasi Browncoal KALTIM telah memenuhi standar karbonaktif yang dipersyaratkan SII 258-79* sehingga dapat diaplikasikan lebih lanjut pada pengolahan limbahindustri kain Sarung samarinda. Tujuan aktivasi adalah untuk memperbesar pori yaitu dengan caramemecahkan ikatan hidrokarbon atau mengoksidasi molekul–molekul permukaan sehingga karbonmengalami perubahan sifat, baik fisika maupun kimia, yaitu luas permukaannya bertambah besar danberpengaruh terhadap daya adsorpsi yang ditunjukkan dengan kemampuan/daya serap terhadap iodine/I2.Besarnya persen daya serap terhadap I2 menyebabkan kemampuan penjerapan karbon aktif akan semakinbaik.
Tabel 2 Karekteristik Limbah Cair Industri Kain Sarung samarinda Sebelum dan Sesudah Proses AdsorpsiMenggunakan Karbon Aktif Hasil Aktivasi Fisika Browncoal KALTIM
Parameter,mg/L
Kadar Maksimummenurut KepMen LH Limbah Cair
AwalProses Adsorpsi
No. 51/MENLH/10/1995 5% 10% 15%Biochemical oxygendemand (BOD)
60 - - - -
Chemical oxygendemand (COD)
150 - - - -
Total suspended solid(TSS)
50 93,652 17,332 1,838 1,410
pH 6,00 - 9,00 5,59 6,13 6,46 6,92Warna, Pt-Co
- : tidak dilakukan analisa
Dari data hasil analisa limbah cair industri kain Sarung samarinda mula-mula yang disajikan padaTabel 2 terlihat bahwa nilai TSS dan pH limbah cair melebihi ambang batas baku mutu limbah cair industriyang dipersyaratkan KepMen LH No.51/MENLH/10/1995. Sementara itu untuk nilai Biochemical oxygendemand (BOD) dan Chemical oxygen demand (COD) tidak dilakukan analisa pada penelitian ini.
Total Suspended Solid/TSS merupakan zat yang tersuspensi, biasanya terdiri dari zat organik dananorganik yang melayang-layang dalam air. Secara fisika zat ini menyebabkan terjadinya kekeruhan pada air.Limbah cair yang mempunyai kandungan zat tersuspensi tinggi melebihi ambang batas yang dipersyaratkantidak boleh dibuang langsung ke badan air karena dapat menyebabkan pendangkalan perairan sungai/laut.Disamping itu pula adanya nilai TSS yg tinggi di perairan dapat menghalangi masuknya sinar mataharikedalam dasar air sehingga proses fotosintesa mikroorganisme di dalam perairan tidak dapat berlangsungoptimal.
Berdasarkan data pada Tabel 2 diperoleh grafik hubungan antara jumlah/massa karbon aktif yangditambahkan pada proses pengolahan limbah cair kain Sarung samarinda terhadap penurunan nilai TSS dankenaikan nilai pH seperti ditunjukkan pada Gambar 2 dan Gambar 3 di bawah ini.

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.238-242) 978-602-60766-3-2
241
Gambar 2 Grafik Penurunan Nilai TSS pada VariasiPenambahan Massa Adsorben Karbon Aktif
Gambar 3 Grafik Peningkatan Nilai pH Limbah Cair Industri Kain SarungSamarinda pada Variasi Penambahan Massa Adsorben Karbon Aktif
Dari Tabel 2 dan grafik yang ditunjukkan pada Gambar 2 dapat dilihat kemampuan karbon aktif hasilaktivasi browncoal Kalimantan Timur dalam menjerap zat organik dan anorganik yang tersuspensi dalamlimbah cair kain Sarung samarinda. Pada penambahan karbon aktif dalam limbah cair industri kain Sarungsamarinda sebesar 5%, 10% dan 15% terjadi penurunan nilai TSS dari 93,652 mg/liter menjadi 17,332mg/liter; 1,838 mg/liter dan 1,410 mg/liter. Atau terjadi penurunan nilai TSS sebesar 81,49% - 98,49%.Semakin banyak jumlah adorben karbon aktif yang ditambahkan pada pengolahan limbah cair industri kainSarung samarinda maka semakin besar pula penurunan nilai TSS yang diperoleh. Hal ini disebabkan karenasemakin besar persen massa adsorben yang ditambahkan pada volume limbah yang tetap maka akan semakinbanyak zat-zat tersuspensi yang mampu dijerap oleh karbon aktif.
Besarnya penurunan nilai TSS pada limbah cair industri kain Sarung samarinda setelah prosespengolahan dengan metode adsorpsi ini terkait dengan karakteristik adsorbat (limbah cair kain sarung) dankarakteristik adsorben yang digunakan sebagai salah satu faktor yang mempengaruhi proses adsorpsi.Adsorben yang digunakan berupa karbon aktif yang dihasilkan dari aktivasi browncoal Kalimantan Timurdengan ukuran partikel -40 +65 mesh sementara limbah cair yang dihasilkan industri kain Sarung samarindasebagian besar adalah zat warna, terutama zat warna sintetik dengan struktur yang kompleks, rantaibercabang dan berat molekul yang tinggi.
Selain karakteristik adsorben dan adsorbat (limbah cair kain sarung), tingkat keasaman/pH adsorbatjuga berpengaruh pada proses adsorpsi. Dari Tabel 2 dan grafik yang ditunjukkan pada Gambar 3 terlihatadanya kenaikan nilai pH seiring dengan menurunnya nilai TSS limbah cair industri kain Sarung samarinda.Hal ini disebabkan karena adanya zat-zat organik pada limbah cair yang lebih mudah teradsorpsi pada pHrendah, sehingga pada saat proses adsorpsi (pH limbah cair mula-mula 5,59) karbon aktif sangat efektifmenurunkan nilai TSS limbah cair industri kain Sarung samarinda.
0102030405060708090
100
0 5 10 15 20
Nila
i TSS
, mg/
liter
Massa Adsorben, % berat
012345678
0 5 10 15 20
pH
Massa Adsorben, % berat

Prosiding Seminar Hasil Penelitian (SNP2M) 2017 (pp.238-242) 978-602-60766-3-2
242
4. KESIMPULANDari penelitian yang telah dilakukan dapat disimpulkan bahwa kualitas air buangan limbah cair
industri kain sarung samarinda memiliki nilai TSS = 93,652 mg/liter melebihi ambang batas baku mutulimbah cair an pH 5,59. Disimpulkan pula bahwa semakin banyak jumlah adorben karbon aktif yangditambahkan pada pengolahan limbah cair industri kain Sarung samarinda maka semakin besar pulapenurunan nilai TSS yang diperoleh. Selain itu, nilai TSS dan pH terbaik yang dihasilkan pada pengolahanlimbah cair industri kain Sarung samarinda diperoleh pada penambahan adsorben 15% berat sampel limbahcair dengan nilai TSS = 1,410 mg/liter dan pH 6,92. Kesimpulan lainnya ialah pengolahan limbah cairindustri kain sarung samarinda dengan metode adsorpsi menggunakan karbon aktif hasil aktivasi browncoalKALTIM telah mampu menurunkan parameter pencemar lingkungan TSS sebesar 81,49% - 98,49% dan pHlimbah cair industri kain Sarung samarinda sehingga sesuai dengan KepMen LH No. 51/MENLH/10/1995.
5. UCAPAN TERIMA KASIHTerima kasih kami ucapkan kepada Lembaga Penelitian dan Pengabdian Masyarakat Politeknik Negeri
Samarinda selaku penyandang dana sehingga penelitian ini dapat dilaksanakan. Terimakasih juga kamiucapkan kepada seluruh staf laboratorium Jurusan Teknik Kimia Politeknik Negeri Samarinda yang telahmembantu selama proses penelitian .
6. DAFTAR PUSTAKADepartemen Perindustrian dan Perdagangan. 2003. Syarat Mutu dan Uji Arang Aktif SII No. 0258-79. Palembang.Keputusan Menteri Lingkungan Hidup No. 51/MENLH/10/1995 tentang Baku Mutu Limbah Cair bagi Kegiatan
Industri. Kementrian Lingkungan hidup.Ningrum, S.N. 2002. Pembuatan Kkarbon Aktif dari Batubara Peringkat Rendah. Bandung: PPPTMB, Departemen
Sumberdaya Mineral dan Energi.Theresia, M. 2004. Polutan dalam Zat Warna dan Dampaknya terhadap Lingkungan. Arena Tekstil, XIX (1): … .