al alloy details with welding
TRANSCRIPT

8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 1/36
Wrought Aluminum Alloy Designationshave 4 digits.
Aluminum Alloying Elements. Aluminum is alloyed with anumber elements to provide improved weldability, strengthand corrosion resistance. The primary elements that alloywith aluminum are;
[] copper,[] silicon,[] manganese,[] magnesium,[] zinc.
Aluminum Alloys
First digit is principle aluminum alloy. First digit alsodescribes the aluminum series. Ksi is ultimate tensile strengthrange.
1XXX > 99% Aluminum non heattreatable
10-27 ksi
2XXX Alu - Copper approx.2 - 10% provides strengthand allows precipitationhardening. Watch for weld solidification
heat treatable 27-62 ksi

8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 2/36
cracking
3XXXAlu-Manganese. Providesincreased strength
non heattreatable
16-41 ksi
4XXX
Alu-Silicon. Reducesmelting temperature,welds more fluid. Whencombined withmagnesium provides analloy that can be heattreated.
Both heattreatable andnone heattreatable
25-55 ksi
5XXXAlu - Magnesium.Increases strength
none heattreatable
18-51 ksi
6XXX
Alu Magnesium andSiliconCreates a unique
compound magnesiumsilicide Mg2Si. Allowsspecial heat treatproperties, suitable for extrusion components
heat treatable 18 - 58ksi
7XXX
Alu- Zinc. When you addzinc copper andmagnesium you get aheat treatable alum alloyof very high strength.Watch for stress
corrosion cracking. Somealloys MIG weldablesome not
heat treatable 32 -88 ksi
None Heat Treatable Aluminum Alloys. With
these alloys it's possible to increase the alum strengththrough cold working or strain hardening. To attain thedesired strength, a mechanical deformation must first occur in the aluminum structure, the deformation will result in
increased resistance to strain producing both higher strengthand lower ductility.
These alloys are different from "heat-treatable alloys" as thenon-heat treatable alloys cannot form second-phaseprecipitates for improved strength. Non-heat-treatable alloyscannot achieve the high strengths characteristics of heattreatable precipitation-hardened alloys.
8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 3/36
The absence of precipitate-forming elements in the low- tomoderate-strength, non-heat-treatable alloys is beneficialfrom a welding perspective as many of the alloy additionsneeded for HEAT TREATABLE precipitation hardening,copper plus magnesium, or magnesium plus silicon can leadto hot cracking during welding. The heat affected zone (HAZ)mechanical properties are higher in not-heat treatable alloysas the HAZ is not compromised by coarsening or dissolutionof precipitates.
Non Heat Treatable wrought aluminum alloys can
be placed into one of four groups,
1xxx Al (Al 99% minimum purity)3xxx Al + Mn4xxx Al + Si (some exceptions)5xxx Al + MgFiller alloys used to join non-heat-treatable alloystypically come from three alloy groups:
1xxx4xxx5xxx
Commonly used filler alloys for none heat treatablealloys include,
1100, 1188,4043, 4047,5554, 5654, 5183, 5356, 5556.When MIG or TIG welding "non-heat treatable" aluminumalloys, note that the HAZ will be annealed during the weld.The none heat treatable alloys are annealed during weldingin the 600-700 F, range, the time required at this temperature
is short. The alum welds will have minimal impact on thetransverse ultimate tensile strength of a groove weld as theannealed HAZ of the none heat treatable alum alloys willusually be the weakest area of the weld joint.
Weld procedure qualification for the none heat treatalloys is typically based on the minimum tensile strength
8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 4/36
of the alum base alloy in its annealed condition.
When welding the non-heat-treatable alloys microstructuredamage will occur in the HAZ. The HAZ damage in non-heat-treatable alloys is however minimal effecting bothrecrystallization / grain growth. In contrast with the heattreatable alloys the mechanical properties loss is extensive.When welding all aluminum alloys, please note: To helpretain the properties in the Aluminum HAZ locations,always use low to conservative TIG or MIG weldparameters, think low weld heat. Low weld heat is one of the great real world benefits of using the pulsed MIGweld transfer mode on aluminum applications.
For the none heat treatable series that require strength, the5xxx- alloys are popular for applications where good jointstrengths can be obtained in the as-welded condition withoutthe need for post-weld heat treatment.
The 1xxx, 3xxx, and 5xxx series wrought aluminum alloys arenon-heat treatable and are strain hardenable only.
_________________________________________________
___________
Heat treatable aluminum alloys attain their
optimum mechanical properties through thermal controlledheat treatment.The 2xxx, 6xxx, and 7xxx series wrought aluminum alloys areheat treatable. In contrast the4xxx series consist of both heat treatable and non-heattreatable alloys, beware of hotcracking with some of these alloys.Heat treatable alloys attain their mechanical propertiesthrough thermal treatment. Solution heat treatment andartificial aging are the most common methods.Solution Heat Treatment is the process of heating totemperatures (around 990 Deg. F). In this temperature rangethe alloying elements or compounds go into solution. After

8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 5/36
heating the part is quenched typically in in water. The quenchproduces a supersaturated solution at room temperature.Solution heat treatment is usually followed by aging.
Aging. The precipitation of a portion of the elements or
compounds from a supersaturated solution in order to yieldthe required properties.Heat treatable aluminum alloys after welding. Thesealloys through "post heat treatment" after welding can regainthe strength lost during the welding process. When post heat-treat is applied to these alloys the heat must place the alloyelements into solid solution. The second step is providecontrolled cooling after the heat treatment, this produces asupersaturated solution. The third and final step in the heattreat process is to maintain the welded part at a lowtemperature. The time has to be long enough to allow acontrolled amount of precipitation of the aluminum alloyingelements.The affect of a weld on a heat treated alum alloy HAZ ispartially annealed and overaged, remember the higher theweld joules (volts - amps- travel speed) with heat treatablealloys, the lower the as welded strength of HAZ locations.With heat treatable or none heat treatable aluminum alloys, thedifferences between theMIG and TIG heat affected weld zones (HAZ) and the base metal
affected by the weld heat can be significant.
With none heat treatable aluminum alloys in the 1xxx - 3xxx -4xxx - 5xxx series, the reduction of the HAZ tensile strengthis typically predictable under normal weld conditions. Incontrast the HAZ area strength with heat treatable alloys2xxx - 6xxx - 7xxx can be reduced below the minimum tensilestrength required for the parts when the welding heat isexcessive during the weld. Higher tensile strength from thefiller and reduced strength from the part influenced by the
annealing effect of the weld and you have hot cracking in theHAZ of the base metal.
Alum Designations. Aluminum alloys can be classifiedby a temper designation.

8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 6/36
O = Annealed,T = Thermally treated,F = As fabricated,H = Strain hardened;W = Solution heat-treated which can designated both heattreatment, or cold working aging.Wrought aluminum alloys are alloys that are rolled fromingot or extruded. Alloys can also be divided into a castgroup of alloys. Cast alloys are those used to manufactureparts from molten alloys of aluminum poured into molds. Castalloys are precipitation hardenable but never strainhardenable. The weldability of cast alloys is affected bycasting type - permanent mold, die cast, and sand. A three-digit number, plus one decimal i.e. 2xxx designates thecopper cast alloys.
Cast Aluminum AlloyDesignations:
8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 7/36
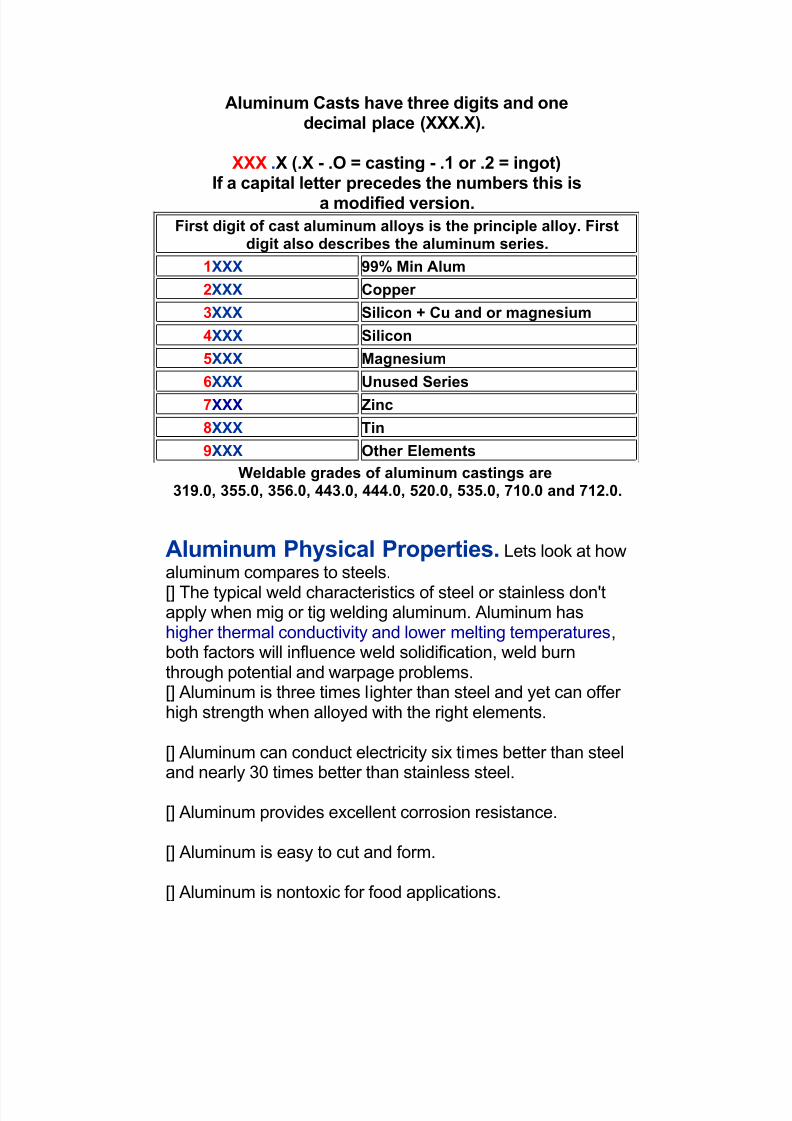
Aluminum Casts have three digits and onedecimal place (XXX.X).
XXX .X (.X - .O = casting - .1 or .2 = ingot)If a capital letter precedes the numbers this is
a modified version.
First digit of cast aluminum alloys is the principle alloy. Firstdigit also describes the aluminum series.
1XXX 99% Min Alum
2XXX Copper
3XXX Silicon + Cu and or magnesium
4XXX Silicon
5XXX Magnesium
6XXX Unused Series
7XXX Zinc
8XXX Tin
9XXX Other Elements
Weldable grades of aluminum castings are319.0, 355.0, 356.0, 443.0, 444.0, 520.0, 535.0, 710.0 and 712.0.
Aluminum Physical Properties. Lets look at how
aluminum compares to steels.
[] The typical weld characteristics of steel or stainless don'tapply when mig or tig welding aluminum. Aluminum hashigher thermal conductivity and lower melting temperatures,both factors will influence weld solidification, weld burnthrough potential and warpage problems.[] Aluminum is three times lighter than steel and yet can offer high strength when alloyed with the right elements.
[] Aluminum can conduct electricity six times better than steeland nearly 30 times better than stainless steel.
[] Aluminum provides excellent corrosion resistance.
[] Aluminum is easy to cut and form.
[] Aluminum is nontoxic for food applications.
8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 8/36
[] Aluminum is nonmagnetic therefore arc blow is not aproblem during welding.
[] Aluminum has a thermal conductivity rate five times higher than steel. The high thermal conductivity creates a great heatsink which can create insufficient weld fusion on parts over 4mm and weld burn through issues on parts less than 3 mm.The weld fusion concerns is one reason to consider spraytransfer instead of pulsed on specific alum applications.
[] Aluminum provides welds that are less less viscous whichis a problem when trying to get weld fusion with the shortcircuit mode. Pulsed MIG is beneficial on all thin aluminumapplications. The viscosity is beneficial when using spray or pulsed transfer for all position welds.
[] Aluminum has a low melting point 1,200 degrees F, this ismore than half that of steel. For a given MIG wire diameter the transition short to spray weld current for aluminum ismuch lower than it is for steel.
Aluminum Descriptions.
1XXX. Minimum 99% aluminum. This very low strengthseries is considered none-heat treatable and is usedprimarily for bus bars and some pipe and chemical tanks.This alloy provides superior corrosion resistance. Alloys withpurity levels greater than 99,5% are used for electricalconductors (for example alloy 1350). 1XXX series are easilywelded with 1100 and 4043 alloys.2XXX. Alu-Copper provide approx. 2 to 6% Cu with smallamounts of other elements. The Cu increases strength andenables precipitation hardening. The 2XXX series is mainlyused in the aerospace industry. Most of the 2XXX alloyshave poor weldability due to their sensitivity to hot cracking.These alloys are generally welded with 4043 or 4145 seriesfiller electrodes. These filler metals have low melting pointswhich help reduce the probability of hot cracking. Exceptionsto this are alloys 2014, 2219 and 2519, which are readilywelded with 2319 filler wires. Hot cracking sensitivity in these
Al-Cu alloys increases as copper is added up to 3% and
8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 9/36
decreases when the copper is above 4.5% Be wary of Alloy2024 as it is crack sensitive.
3XXX. Alu-Manganese when added to aluminum produces amoderate strength, none-heat treatable series typically usedfor radiators, cooking pans, air conditioning components and
beverage containers and storage equipment. The 3XXXseries is improved through strain hardening which providesimproved corrosion properties and improved ductility.Typically welded with 4043 or 5356 electrode, the 3XXXseries is excellent for welding and not prone to hot cracking.The moderate strength of this series prevent these alloysfrom being utilized in specific fabrication or structuralapplications.4XXX. Alu-Silicon reduces melting temperature improvesfluidity. The most common use is as a welding filler material.
The 4xxx-series alloys have limited industrial application inwrought form. If magnesium added it produces a precipitationhardening, heat treatable alloy. The 4XXX series has goodweldability and can be a non-heat-treatable and heattreatable alloy. Used for castings, weld wires. The 4xxx wiresare more difficult to feed than the 5xxx series.5XXX. Alu-Magnesium increases mechanical properties
through solid solution strengthening and improves strainhardening potential. These alloys have excellent weldabilitywith a minimal loss of strength. The 5 XXX series has lower
tendency for hot cracking. The 5XXX series provide thehighest strength of the nonheat-treatable aluminum alloys.These alloys are used for cryo vessels, chemical storagetanks, auto parts, pressure vessels at elevated temperatures,cryogenic vessels as well as structural applications, railwaycars, trailers, dump trucks and bridges because of thecorrosion resistance. 5xxx looses ductility when welded with4xxx series fillers due to formation of Mg2Si.
5xxx Series and Weld Crack Sensitivity: The 5xxx typicallywhile welding with or without filler metal have low cracksensitivity. Usually the filler metal will have a little more Mgthan the base metals being welded. Be wary of 5052especially if TIG welding without a filler metal, use a high Mgfiller like 5356 for the 5052 alloy. All aluminum concave filletwelds and concave craters are sensitive to hot cracks.6XXX. Alu-Magnesium & Silicon (magnesium-silicides)combine to serve as alloying elements for this medium-strength, heat-treatable series. 6XXX are principally used in

8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 10/36
automotive, pipe, structural, railings and extruded parts. Thisseries can be prone to hot cracking, but this problem can beovercome by the correct choice of joint and filler metal andweld procedures that minimize weld heat input. This seriescan be welded with either 5XXX or 4XXX series, adequatedilution of the base alloys with selected filler alloy isessential. 4043 electrode is the most common filler metal for this series. Be wary of liquation cracking in the HAZ whenusing specific 5xxx alloys. See Liquation cracking abovenotes.
6xxx Crack Sensitivity: As many of the 6xxx alloys have1.0% magnesium silicide, these alloys are crack sensitive.
Avoid welding without filler metal and do not use a 6xxxmaterial as a filler metal. Using 4xxx or 5xxx filler metalsreduces crack sensitivity as long as sufficient weld metal isadded and good weld dilution occurs with the 6xxx basemetals. Avoid weld joints in which minimal weld dilutionoccurs, a vee prep is superior to a square groove. All 6xxxaluminum applications that have concave welds and concavecraters are sensitive to hot cracks.7XXX. Alu-Zinc when added to aluminum with magnesiumand copper permits precipitation hardening and produces thehighest strength heat-treatable aluminum alloy. These alloys
are primarily used in the aircraft industry, armored vehiclesand bike frames. The weldability of the 7XXX series iscompromised in higher copper grades, as many of thesegrades are crack sensitive (due to wide melting ranges andlow solidus melting temperatures.) And susceptible to stresscorrosion cracking. Grades 7005 and 7039 are weldable with5XXX fillers.
7xxx Crack Sensitivity: The 7xxx Al-Zn-Mg alloys (typicallywelded with 5356 avoid 4043) resist hot cracking better than
the 7xxx Al-Zn-Mg-Cu alloys.8XXX. Other elements that are alloyed with aluminum (i.e.lithium) all fall under this series. Most of these alloys are notcommonly welded, though they offer very good rigidity andare principally used in the aerospace industry. Filler metalselection for these heat-treatable alloys include the 4XXXseries.

8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 11/36
Panasonic weld equipment issuesand lack of aluminum welding process
expertise:

8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 12/36
The company I visited welds 6xxx series, extruded aluminum,thin gage parts. They had purchased a Panasonic VROOGAL 11robot, with a Panasonic 350 amp Panastar RA350 pulsed power source. For the welds they used an 0.046,4043 wire and argon. The MIG wire spool was mounted ontop of the robot, and they used a regular four-drive roll feeder with a water-cooled gun.The problem robot welds were short lengths, 5/8 to ¾ long.The robot welds are made on aluminum square tubes 0.070thick. The 6xxx tubes are welded to a thicker alum part 3/16thick. Since they purchased the robot the completed welds

8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 13/36
never look consistent over their short lengths. All the thintube welds were made with the same weld data, yet in thesame locations on the parts, some welds look fluid whileother welds look cold. Most of the welds ended up with ablack and dirty appearance yet the push gun angle is correct.These welds caused so many issues the company was readyto give up the robot and go back to manual TIG. For the restof the story, click here.
Aluminum Welding Tips and Information

8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 14/36
Aluminum alloys can provide unique physical properties.
Weight. Aluminum is three times lighter than steel and yetaluminum can provide higher strength when alloyed with specificelements.
None Magnetic. Since aluminum is nonmagnetic, arc blow is not aproblem during aluminum welding.
Thermal Conductivity. With a thermal conductivity rate that is five tosix times higher than steel and the aluminum welds watch out for lack of weld fusion especially at the weld starts. With alum beingmore sluggish and less fluid, aluminum can be welded in allpositions with spray and pulsed with relative ease. In contrast tosteel the high conductivity of aluminum acts as a heat sink makingweld fusion and weld penetration more difficult to achieve on parts
> 4 mm.. However on thin parts, the rapid build up of heat in thealum parts can add to high weld fluidity and weld burn throughpotential.
Aluminum Porosity and Hydrogen. When MIG or TIGwelding aluminum, the weld decision maker should alwaysbe aware that this is one of the metals most susceptible toporosity. Hydrogen dissolved in the liquid weld metal will tryto escape as the aluminum solidifies and the trapped
8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 15/36
hydrogen will result in weld porosity which is often extensive.The main cause of porosity in aluminum welds is theabsorption of hydrogen in the weld pool which forms gaspores in the solidifying weld metal. The most commonsources of hydrogen are hydrocarbons and moisture fromcontaminants on the aluminum base metal and on the filler wire surface. Also water vapor from the MIG or TIG shieldinggas will provide the same results.
Hydrogen cracking is common with carbon steels buthydrogen cracking will not occur with aluminum. Hot crackingor solidification cracking is a primary cause for aluminumcracks.
ALUMINUM Welds and Solidification Cracking. Alum Solidification cracks can happen due to thermalexpansion and contraction during the aluminum these factorsgenerates high stresses sometimes tearing the weld apart..
Common causes of alum solidification cracks.
[a] incorrect choice of alum weld consumable.
[b] Concave welds, undersize welds, and welds withinsufficient weld throat. (The weld throat depth must besufficient to compensate for the weld contraction stresses).
[c] Weld joints too rigid.
[d] Poor weld weld geometry.
[e] Poor weld joint design. Weld restraint and weld stressescan be reduced by focussing on the weld edge prep, the weld
sequence.
[f] Excess weld heat, watch weld pass sequence and onmulti-pass welds consider interpass temperature control.
Solidification cracking is reduced with the selection of crack-resistant filler metal like the 4xxx and 5xxx filler metal. Be
8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 16/36
wary when choosing the filler metal to specifically reduceweld cracking, as the weld metal may provide lower strengththan the parent metal and will not respond to heat treatmentif applied.
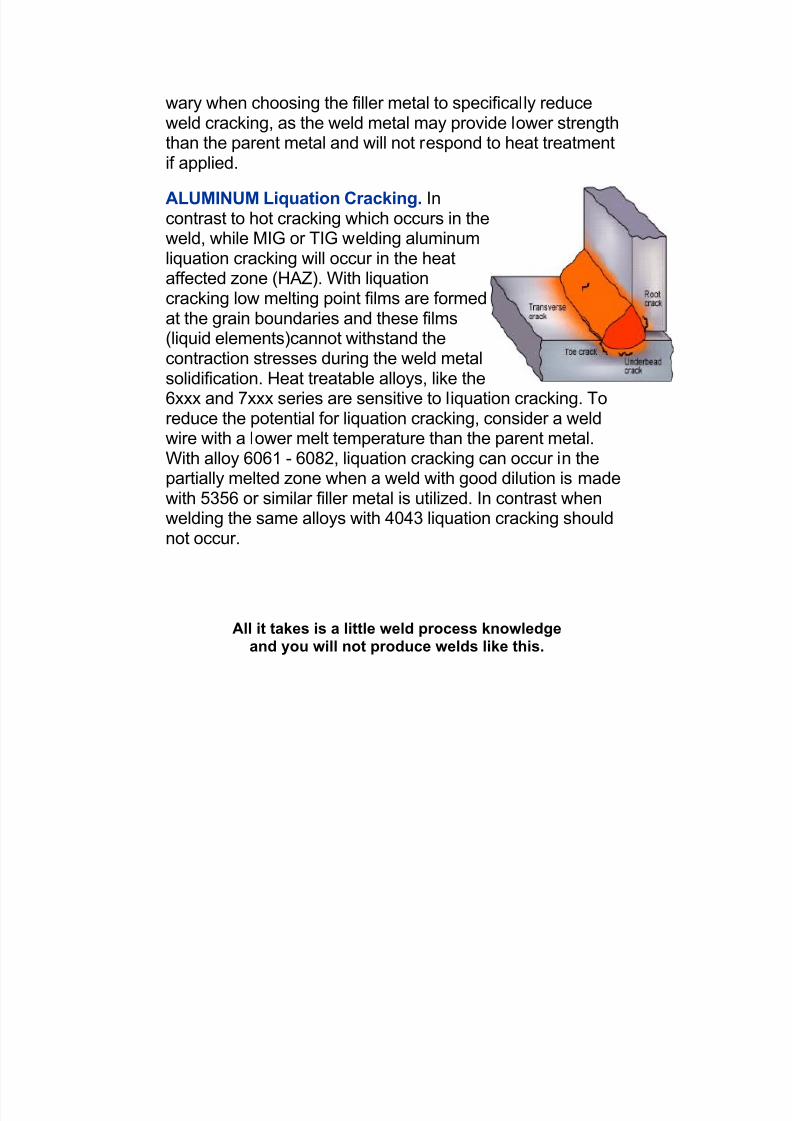
ALUMINUM Liquation Cracking. Incontrast to hot cracking which occurs in theweld, while MIG or TIG welding aluminumliquation cracking will occur in the heataffected zone (HAZ). With liquationcracking low melting point films are formedat the grain boundaries and these films(liquid elements)cannot withstand thecontraction stresses during the weld metalsolidification. Heat treatable alloys, like the
6xxx and 7xxx series are sensitive to liquation cracking. Toreduce the potential for liquation cracking, consider a weldwire with a lower melt temperature than the parent metal.With alloy 6061 - 6082, liquation cracking can occur in thepartially melted zone when a weld with good dilution is madewith 5356 or similar filler metal is utilized. In contrast whenwelding the same alloys with 4043 liquation cracking shouldnot occur.
All it takes is a little weld process knowledgeand you will not produce welds like this.
8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 17/36
Aluminum Oxides. Aluminum will combine with oxygen toform an aluminum oxide layer. This layer will form instantlyas the aluminum surface is ground or machined. Thealuminum oxide layer while very thin can also be veryporous. The oxide layer will readily trap moisture, oil, greaseand other materials adding to the potential for hydrogen
pickup. The aluminum oxide layer provides excellentcorrosion resistance, however this layer must be removedbefore welding as it prevents fusion due to its higher meltingpoint (3700 degrees F). The weld arc gas molecules, the forehand (push) technique, mechanical cleaning, wire brushing,solvents and chemical etching and voltage control are usedfor the oxide removal. One of the best practices to attainclean alum MIG welds is to use the lowest possible voltagewhich assures a short arc length, and a concentrated plasmawhich is beneficial for the oxide removal.
Aluminum alloys that are difficult to weld. Alloys that may be sensitive to hot cracking are found in the2xxxseries, alum-copper and in the 7xxx series alum-zinc.
With the 2xxx series hot cracking sensitivity increases with Cu < 3%and decreases with Cu > 4.5%. Avoid weld practices that promotehigh heat input as grain boundary segregation cracking potential.
8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 18/36
7xxx alloys that contain Al-Zn-Mg like 7005 resist hot cracking andhave better mechanical weld properties than Al-Zn-Mg-Cu alloyslike 7075 that contain small amounts of Mg and Cu which extendthe coherance range increasing the crack sensitivity. Zirconium isadded to refine grain size and reduce crack potential. Electrode
5356 is often recommended for this group as the magnesium helpsprevent cracking. The 4043 electrode would provide excess Sipromoting brittle Mg2Si particles in the welds.
Be careful when welding dissimilar alum alloys as extending thecoherence range increases the crack sensitivity. When weldingalloys that do have good weldability like welding a 5xxx alloy to a2xxx base alloy or a 2xxx filler on a 5xxx alloy and vice a versa youcan end up with high Mg and Cu and increase the coherence rangeincreasing the crack sensitivity.
Five Common Aluminum,MIG Filler Welding Metals:
5356 - 4043 - 1100 - 5556 -4047
Usually the filler metalselected should be similar incomposition to the base
metal alloy for example a1XXX filler wire for welding
1XXX - 3XXX-series base metal alloys. Special considerationis however required when weldability is an issue. Weldabilityof non-heat-treatable aluminum alloys should be measured inresistance to hot cracking and porosity potential. Hotcracking issues are encountered when welding with alloyssensitive to cracking, alloys subject to excess heat or partsthat are highly constrained.
Cracking issues can occur when low strength weld alloys like1XXX are used to join 5XXX alloys (or vice versa) or whenwelding dissimilar metals with different strengths. The bestfiller metals when hot cracking occurs is to use 4xxx fillers.
When considering an aluminum MIG filler

8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 19/36
metalmake sure you ask the right filler metal questions.
What's the best alum filler for "corrosion resistance"?
What's the best alum filler to "match the color" of the basemetal?
What's the best alum filler for carrying "high weld current"?
What's the best alum filler for "good weld crack resistance"?
What's the best alum filler for the "desired strength"?
What's the best alum filler for "high temp or low tempservice"?
Weld mechanical properties such as yield, tensile strengthand elongation are affected by the choice of aluminum baseand filler alloys.
With groove welds, the heat affected zone (HAZ) dictates thestrength of the joint. The non-heat-treatable aluminum alloys HAZwill be annealed and their HAZ will be the weakest point.
Heat-treatable alloys require much longer periods atannealing temperatures combined with slow cooling tocompletely anneal them so that weld strength is lessaffected. When welding alum please remember thatpreheating, excess interpass temperatures and and excessweld heat from over sized welds, slow weld speeds andweaving all increase temperature and time at temperature allcan influence the strength levels that will be attained.
In contrast to groove welds the fillet weld strength is dependent onthe composition of the filler alloy used to weld the joint. For example the selection of 5XXX instead of 4XXX can provide twicethe weld strength.

8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 20/36
When to use either 4043 or 5356 filler wire?
4043 aluminum filler wire is an
aluminum wire with 5% silicon. This wirewas developed for welding the 6xxx
series aluminum alloys. 4043 may alsobe used to weld the 3xxx series or 2xxxalloys. 4043 is also used for welding castings.
[] 4043 has a lower melting point and provides more weldfluidity than 5xxx series filler alloys. 4043 will provide cleaner "less black soot because it doesn't contain magnesium.
[] 4043 is often preferred by welders as it provides better
weld wetting, smoother weld surface more stable transfer and is also less sensitive to weld cracking when welding the6xxx series base alloys.
[] 4043 provides more weld penetration than 5356, however the 4043 will produce welds with less shear strength andductility than those made using 5356.
[] 4043 is used for applications when the service temp above150 F, in contrast 5356 is not suited to applications where
prolonged heat is applied.
[] 4043 is not well suited for welding Al-Mg 5xxx alloys and should not be usedwith5xxx alloys with > 2.5% Mg, alloys suchas 5083, 5086 or 5456 as excess

8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 21/36
magnesium-silicide (Mg2Si) can develop in the weld structuredecreasing ductility and increasing crack sensitivity. (Oneexception to this 4043 rule is when welding the 5052 alloywhich has a low magnesium content.)
[] When shear strength is the concern consider 5xxx rather than 4xxx filler metals.
[] As welded 4043 will provide lower ductility than 5356, thisis important if you are shaping the welded part after weldingto remember this fact.
[] For MIG wire feedability note the 4043 or 1100 are softer than 5356 so expect more wire feed issues.
5356 wire is an aluminum wire with
5% magnesium. This is the mostcommon aluminum filler wire due tosuperior strength, ductility and superior MIG wire feedability. 5356 wasdeveloped to weld the 5xxx structural
alloys and also the 6xxx series extrusions. Do not use the5356 on castings as they are high in silicon. 5356 is notsuited to weld applications in which the service temperaturesexceed 150 degrees Fahrenheit (65 degrees Celsius). Theformation of Al2Mg at elevated temperatures at the grainboundaries makes the alloys prone to stress corrosion. For components that will be anodized after welding, 5356 isrecommended for the best color match, in contrast 4043, willturn black when anodized.
Weld Strength and Weld Heat
Considerations:
As mentioned, typically the resulting HAZ of a groove weldwill determine the strength of the joint and usually a variety of filler alloys will match or exceed this strength requirement.However, there are many other factors for considerationwhen welding the heat treat or non-heat treatable alloys.
8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 22/36
Heat treatable alloys require a specific time at temperature tofully reduce their strength. The strength reduction in the heattreatable alloy may be minimal or extensive during the welds,defendant on the weld procedures and technique and fixturesutilized. The amount of strength loss due to weld heat isinfluenced by both time / temperature. Faster weld speed or smaller welds produce less weld heat in the weld area.Fixtures that provide heat sinks lower the weld heat input.The lower the weld heat the higher the as welded strength.
The following can add unnecessary weld heat andrequire consideration on the influence of weld heat onaluminum alloys;
[1] lack of interpass weld temperature controls on, multi-passwelds.[2] excess preheating,[3] slow weld speeds,[4] wide (8 mm) weld weaves,[5] oversized welds,(>6 mm fillets),[6] welding thin parts or many welds concentrated is a smallarea,[7] unnecessary high weld current and voltage.
Shear or Tensile Strength. In contrast toaluminum groove welds, the fillet weldstrength is mostly dependent on thecomposition of the alum filler alloy used.The fillet joint strength is based on shear
strength which can be affected considerably by filler alloyselection.
When welding alum structural applications and considering
the 5xxx series or 4xxx series filler metals, the tensilestrength of groove welds differences may be minimal.However serious consideration is required when consideringthe shear strength of aluminum "fillet welds". The approx.transverse shear strength of 4043 is around 15 ksi while theshear strength of 5356 is approx. 26 ksi. The bottom line the5356 provides superior ductility and shear strength.
8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 23/36
WIRE TYPE AND FILLET WELD SIZE: Alcotec reports thattests have shown that a required shear strength value in afillet weld in 6061 base alloy required a 1/4 inch (6 mm) filletweld with 5556 filler compared to a 7/16. (11 mm) fillet with4043 filler alloy to meet the same required shear strength.This can mean the difference between a one run fillet and athree run fillet to achieve the same strength.
Ductility and alum welds may be a consideration if forming isto be performed after welding or if the alum weld is going tobe subjected to impact loading. Also ductility should be givenconsideration when bend tests are applied during weldprocedure qualification.
In contrast to the 5xxx series, the 4xxx series filler alloys
provide lower weld ductility, this is addressed with specialrequirements within the code or standards relating to theweld test sample thickness, bending radius, and materialcondition.
Corrosion Resistance: Most aluminum base alloy filler alloycombinations provide satisfactory protection for againstgeneral exposure to the atmosphere. One filler alloydeveloped for use within a specific corrosive environment, isthe 5654 alloy. The 5654 alloy was developed to weldstorage tanks that contain hydrogen peroxide. The differencein alloy performance can vary based upon the type of exposure. Filler alloy charts ratings are typically based onfresh and salt water only. Corrosion resistance can be acomplex subject when looking at service in specialized highcorrosive environments, and may necessitate consultationwith engineers from within this specialized field. Goodcontact Alcotec.
Service Temperature: Stress corrosion cracking (SCR) isan undesirable condition which can result in premature failureof a welded component. One condition which can assist inthe development of SCR is Magnesium segregation at thegrain boundaries of the material. This condition can bedeveloped in the Mg alloys of over 3 % through the exposureto elevated temperature. When considering service attemperatures above 150 Deg F, we must consider the use of

8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 24/36
filler alloys which can operate at thesetemperatures without any undesirable effects tothe welded joint. Filler alloys 5356, 5183, 5654
and 5556 all contain in excess of 3 % Mg, typically around5%. Therefore, they are not suitable for temperature service.
Alloy 5554 has less than 3 % Mg and was developed for hightemperature applications. Alloy 5554 is used for welding of 5454 base alloy which is also used for these high tempapplications. The Al – Si (4xxx series) filler alloys may beused for some service temperature applications dependenton weld performance requirements. More info contact
Alcotec.
Color Match After Anodizing: The color of an aluminumalloy when anodized depends on its composition. Silicon inaluminum causes a darkening of the alloy when chemicallytreated during the anodizing process. If 5% silicon alloy 4043filler is used to weld a 6061 application, and the weldedassembly is anodized, the weld becomes black and is veryapparent. A similar weld in 6061 with 5356 filler does notdiscolor during anodizing, so a good color match is obtained.
Post Weld Heat Treatment: Typically, the common heattreatable base alloys, such as 6061-T6, lose a substantialproportion of their mechanical strength after welding. Alloy6061-T6 has typically 45,000 PSI tensile strength prior towelding and typically 27,000 PSI in the as-welded condition.Consequently, on occasion its desirable to perform post weldheat treatment to return the mechanical strength to themanufactured component.
If post weld heat treatment is the option, it is necessary toevaluate the filler alloy used with regards to its ability torespond to the heat treatment. Most of the commonly used
filler alloys will not respond to post weld heat treatmentwithout substantial dilution with the heat treatable base alloy.This is not always easy to achieve and can be difficult tocontrol consistently. For this reason, there are some specialfiller alloys which have been developed to provide a heattreatable filler alloy which guarantees that the weld willrespond to the heat treatment.

8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 25/36
Filler alloy 4643 was developed for welding the 6xxx seriesbase alloys and developing high mechanical properties in thepost weld heat-treated condition. This filler alloy wasdeveloped by taking the well-known alloy 4043 and reducingthe silicon and adding .10 to .30 % magnesium. Thischemistry introduces Mg2Si into the weld metal and providesa weld that will respond to heat treatment.
Filler alloy 5180 was developed for welding the 7xxx seriesbase alloys. It falls within the Al-Zn-Mg alloy family andresponds to post weld thermal treatments. It provides veryhigh weld mechanical properties in the post weld heat-treatedcondition. This alloy is used to weld 7005 bicycle frames andwill respond to heat treatment without dilution of the thinwalled tubing used for this high performance application.Other heat treatable filler alloys have been developedincluding 2319, 4009, 4010, 4145, 206.0, A356.0, A357.0,C355.0 and 357.0 for the welding of heat treatable wroughtand cast aluminum alloys.
Work Hardening is used to produce strain-hardenedtempers in none-heat treatable alum alloys. (Increasesstrength). This is influenced by mechanical energy leading to
deformation. As the deformation occurs the alum alloybecomes stronger, harder and less ductile.
Precipitation Hardening (artificial aging). Precipitation heattreat precedes solution heat treat. Hold alloys at a specifictemp long enough to allow constituents to enter into solidsolution, then cool rapidly to hold constituents to remain insolid solution Artificial aging follows.The alloy is reheated to alower temp and holding for a specific time. This heat treat
produces superior mechanical properties. Please note on theheat treatable alloys that have undergone this treatment, theweld metal heat will change the mechanical properties inboth the HAZ and base metal.
Aluminum Filler Metal Information:
8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 26/36
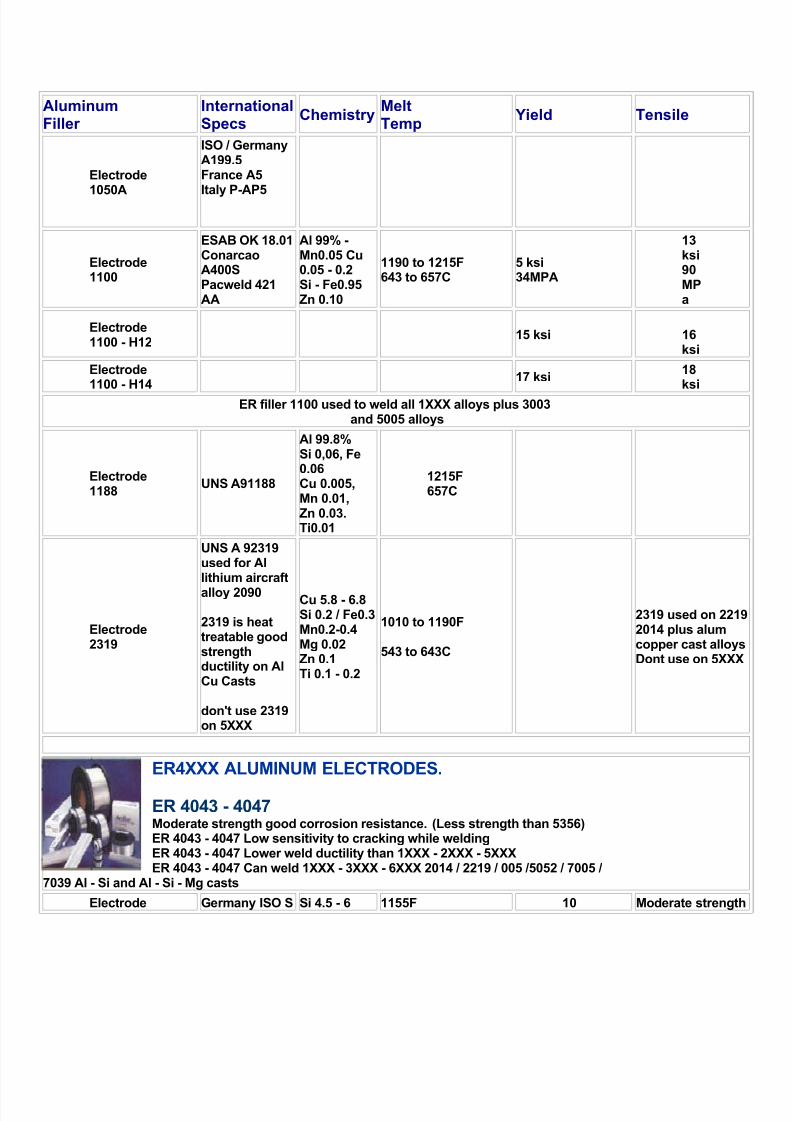
AluminumFiller
InternationalSpecs
ChemistryMeltTemp
Yield Tensile
Electrode
1050A
ISO / GermanyA199.5France A5
Italy P-AP5
Electrode1100
ESAB OK 18.01ConarcaoA400SPacweld 421AA
Al 99% -Mn0.05 Cu0.05 - 0.2Si - Fe0.95Zn 0.10
1190 to 1215F643 to 657C
5 ksi34MPA
13ksi90MPa
Electrode1100 - H12
15 ksi 16ksi
Electrode1100 - H14
17 ksi18ksi
ER filler 1100 used to weld all 1XXX alloys plus 3003and 5005 alloys
Electrode1188
UNS A91188
Al 99.8%Si 0,06, Fe0.06Cu 0.005,Mn 0.01,Zn 0.03.Ti0.01
1215F657C
Electrode2319
UNS A 92319used for Allithium aircraft
alloy 2090
2319 is heattreatable goodstrengthductility on AlCu Casts
don't use 2319on 5XXX
Cu 5.8 - 6.8Si 0.2 / Fe0.3Mn0.2-0.4Mg 0.02Zn 0.1Ti 0.1 - 0.2
1010 to 1190F
543 to 643C
2319 used on 2212014 plus alumcopper cast alloysDont use on 5XXX
ER4XXX ALUMINUM ELECTRODES.
ER 4043 - 4047Moderate strength good corrosion resistance. (Less strength than 5356)ER 4043 - 4047 Low sensitivity to cracking while weldingER 4043 - 4047 Lower weld ductility than 1XXX - 2XXX - 5XXXER 4043 - 4047 Can weld 1XXX - 3XXX - 6XXX 2014 / 2219 / 005 /5052 / 7005 /
7039 Al - Si and Al - Si - Mg casts
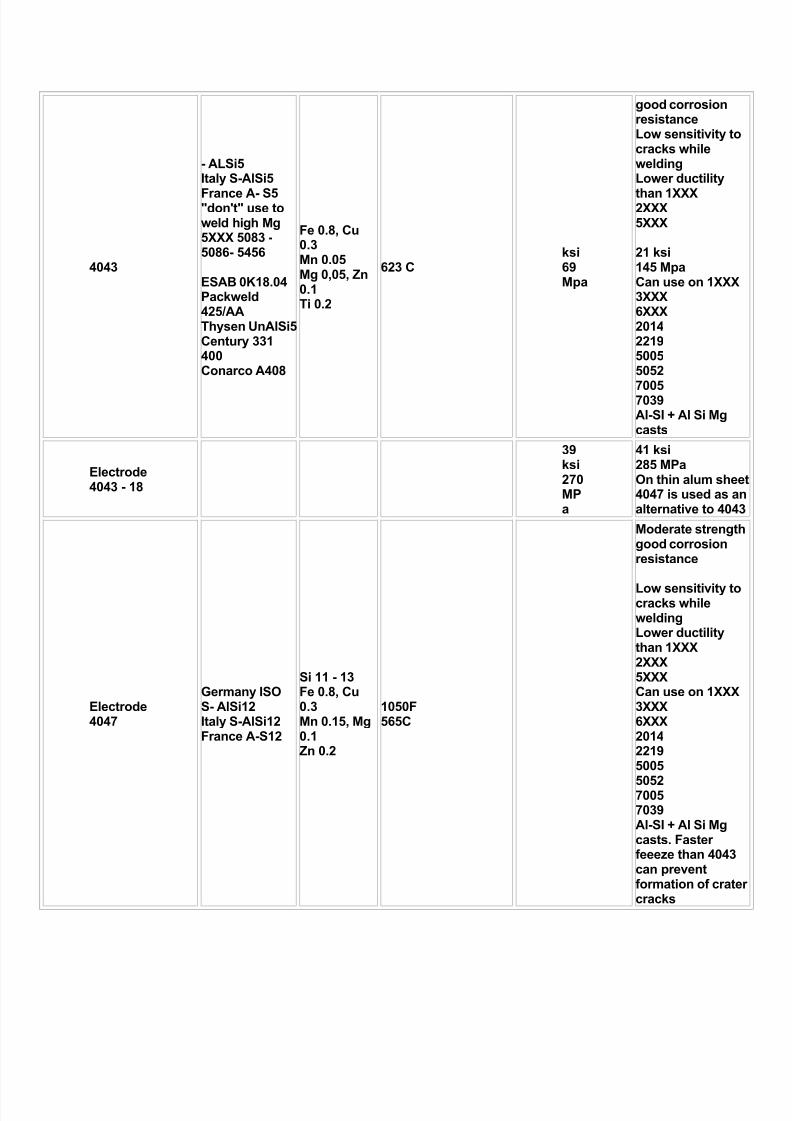
Electrode Germany ISO S Si 4.5 - 6 1155F 10 Moderate strengt
8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 27/36
4043
- ALSi5Italy S-AlSi5
France A- S5"don't" use toweld high Mg5XXX 5083 -5086- 5456
ESAB 0K18.04Packweld425/AAThysen UnAlSi5Century 331400Conarco A408
Fe 0.8, Cu0.3Mn 0.05Mg 0,05, Zn0.1Ti 0.2
623 Cksi69Mpa
good corrosionresistanceLow sensitivity tocracks whileweldingLower ductility
than 1XXX2XXX5XXX
21 ksi145 MpaCan use on 1XXX3XXX6XXX201422195005505270057039Al-SI + Al Si Mgcasts
Electrode4043 - 18
39ksi270MPa
41 ksi285 MPaOn thin alum shee4047 is used as aalternative to 4043
Electrode4047
Germany ISOS- AlSi12Italy S-AlSi12France A-S12
Si 11 - 13Fe 0.8, Cu0.3Mn 0.15, Mg0.1Zn 0.2
1050F565C
Moderate strengthgood corrosionresistance
Low sensitivity tocracks whileweldingLower ductilitythan 1XXX2XXX5XXXCan use on 1XXX3XXX6XXX201422195005
505270057039Al-SI + Al Si Mgcasts. Faster feeeze than 4043can preventformation of cratecracks
8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 28/36
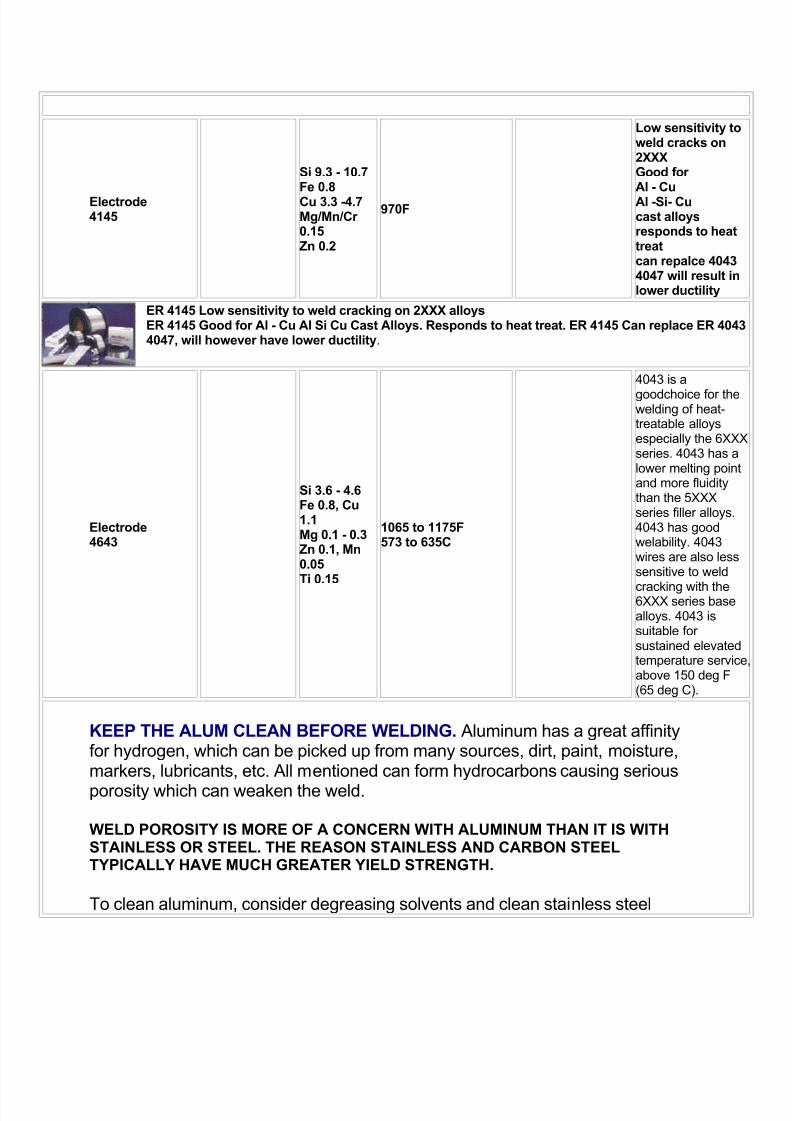
Electrode4145
Si 9.3 - 10.7Fe 0.8Cu 3.3 -4.7Mg/Mn/Cr 0.15Zn 0.2
970F
Low sensitivity toweld cracks on2XXXGood for Al - CuAl -Si- Cucast alloysresponds to heattreatcan repalce 40434047 will result inlower ductility
ER 4145 Low sensitivity to weld cracking on 2XXX alloysER 4145 Good for Al - Cu Al Si Cu Cast Alloys. Responds to heat treat. ER 4145 Can replace ER 4044047, will however have lower ductility.
Electrode4643
Si 3.6 - 4.6Fe 0.8, Cu1.1Mg 0.1 - 0.3Zn 0.1, Mn0.05Ti 0.15
1065 to 1175F573 to 635C
4043 is a
goodchoice for thewelding of heat-treatable alloysespecially the 6XXXseries. 4043 has alower melting pointand more fluiditythan the 5XXXseries filler alloys.4043 has goodwelability. 4043wires are also lesssensitive to weld
cracking with the6XXX series basealloys. 4043 issuitable for sustained elevatedtemperature servicabove 150 deg F(65 deg C).
KEEP THE ALUM CLEAN BEFORE WELDING. Aluminum has a great affinityfor hydrogen, which can be picked up from many sources, dirt, paint, moisture,markers, lubricants, etc. All mentioned can form hydrocarbons causing serious
porosity which can weaken the weld.
WELD POROSITY IS MORE OF A CONCERN WITH ALUMINUM THAN IT IS WITHSTAINLESS OR STEEL. THE REASON STAINLESS AND CARBON STEELTYPICALLY HAVE MUCH GREATER YIELD STRENGTH.
To clean aluminum, consider degreasing solvents and clean stainless steel

8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 29/36
brushes. Caution some grinding wheels will contaminate aluminum, (use wheelsrecommended for alum). Also on heat treatable alloys, plasma gouging andcutting can cause micro cracks on component edges, (remove edges withgrinder)
ER5XXX ELECTRODES:
ER 5XXX Higher strength than other aluminum electrodesER 5XXX used to weld 5XXX - 6XXX - 7005 alloysDon't use ER5XXX filler on 2XXX alloysER 5XXX Higher Mg Higher strength and crack sensitivity decreasesER 5XXX Pre heat and interpass max temp 150F 65C
Electrode5056
ISO/Germany
AlMg5France A-G5MCItaly P-AG5
Electrode5083
ISO /GermanyAlMg4.5MnFrance A-G4,5MC
Electrode5154
ISO AlMg3.5Germany AlMg3France A-G3C
Electrode5183
Germany S-AlMg4.5MnFranceAlMg4.5Mn
Mg 4.3 - 5.2Si/Fe 0.4Cu 0.1Mn 0.5 -1Cr 0.05 -0.25Zn 0.25Ti 0.15
1075 to 1180F579 TO 637 C
Dont use on hightemp applications
5183 is for weldinhigh magnesiumalloys to meethigher tensilestrengthrequirements than5356.Use on 5083 and5654 basematerials whenrequired tensilestrengths are>40,000 psi (276MPa) or greater.Typicalapplications are inthe marine andcryogenicindustries, andhigh strengthstructuralaluminumfabrication.
8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 30/36
REDUCE THE ALUMINUM "BLACK OXIDES"
The black soot that frequently occurs with MIG aluminum welds, is a combinationof aluminum and magnesium alloys that combine with oxygen and form oxides that
appear black. The oxides that form have a lower boiling point than the arctemperature, they evaporate and condense on the weld or HAZ area. Expect moresoot from higher magnesium alloys. For example the common 5356 filler metal canprovide more soot than E4043 filler metal.
Excess soot is usually an indication of weld porosity issues. The soot can causedand corrected by the following.
[A] INSUFFICIENT WELD ENERGY. TO ASSIST IN THE REMOVAL OF THE ALUMSURFACE OXIDES. INCREASE WELD CURRENT / WIRE FEED OR DECREASEWIRE SIZE FOR MORE CURRENT DENSITY.
[B] ARC LENGTH THAT IS TOO LONG. INSUFFICIENT PLASMA ARC ENERGYCONCENTRATION FOR THE SURFACE OXIDE REDUCTION.REDUCE THE ARC LENGTH BY LOWERING WELD VOLTS.
[C] INCORRECT WELD GUN ANGLE. ENSURE THE FOREHAND (PUSH)TECHNIQUE IS USED TO DIRECT THE ARC TO BREAK UP THE ALUM OXIDE SKININ FRONT OF THE WELD. BACK HAND (PULL) WILL PROVIDE THE WORSTRESULTS.
[D] INSUFFICIENT GAS COVERAGE. USE 40 TO 60 CUFT/HR AND ENSURE THE
GAS CUP IS A LITTLE WIDER THAN THE WELD AND HEAT AFFECTED ZONEWIDTH. IF USING HELIUM ENSURE HELIUM FLOW METER IS USED AND ENSUREHELIUM FLOW RATE IS A MINIMUM OF 45 CUFT/HR
[E] WELD SPEED TO FAST. MAY NOT ALLOW ADEQUATE BREAKUP ORREMOVAL OF ALUMINUM SURFACE OXIDES.
[F] ALUM SURFACE CONTAMINATED. NEEDS CLEANING.
[G] CYLINDER GAS CONTAMINATED, TYPICALLY DUE TO POOR DISTRIBUTORGAS FILLING PRACTICE WHICH LEAVES EITHER CO2, OXYGEN OR MOISTURE IN
THE CYLINDERS.
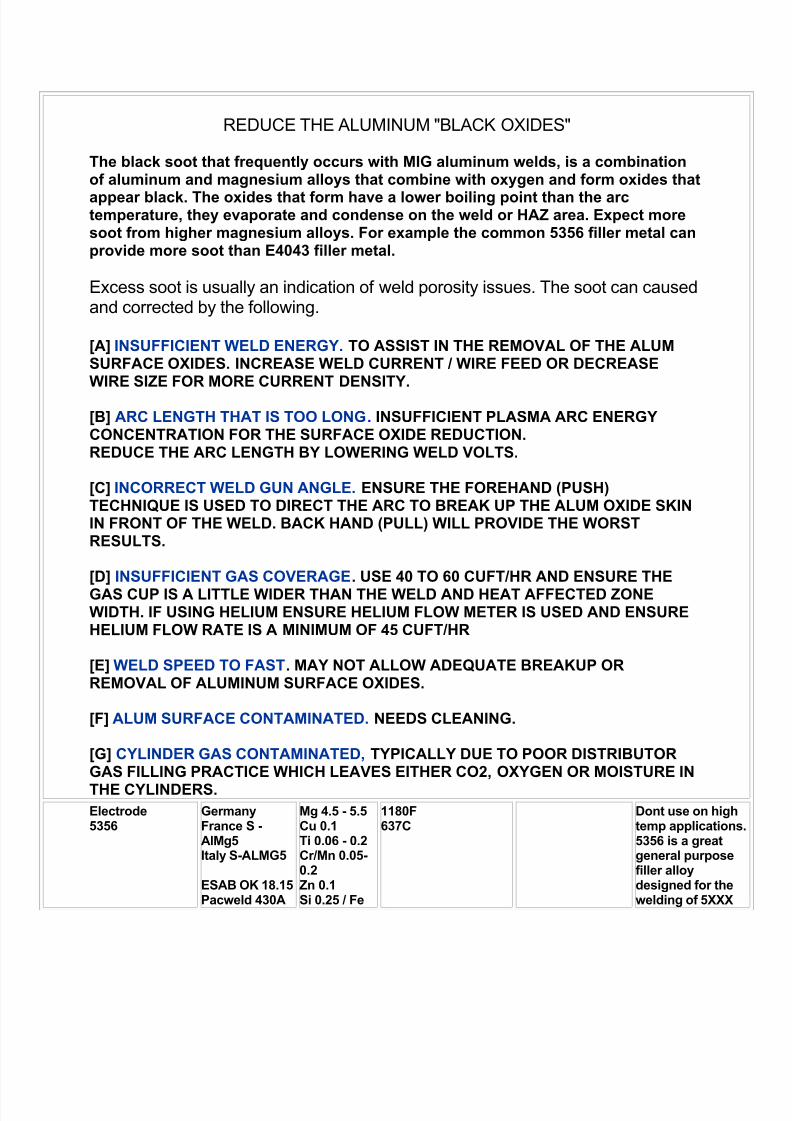
Electrode5356
GermanyFrance S -AlMg5Italy S-ALMG5
ESAB OK 18.15Pacweld 430A
Mg 4.5 - 5.5Cu 0.1Ti 0.06 - 0.2Cr/Mn 0.05-0.2Zn 0.1Si 0.25 / Fe
1180F637C
Dont use on hightemp applications5356 is a greatgeneral purposefiller alloydesigned for thewelding of 5XXX

8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 31/36
Conarco A404ThyssenUnAlMg5
0.4
series alloys whe<40,000 psi (276MPa) tensilestrength isrequired.5183 and 5556
sometimes usedas an alternative t5356
Electrode5454
ISO AlMg3MnGermanyAlMg2.7MnFrance A-G2.5MC
Electrode5554
Italy S-AlMg3Mn
Cu 0.1,Mn0.05-1Mg 2.4 - 3Cr/Ti 0.05-0.2Zn 0.25
1115 to 1195F601 to 646C
Electrode5556
ISO -AlMg5.2MnCr GermanyAlMg5
ESAB OK 18.6Pacweld 431AAConarco A4045
Mg 4.7 - 5,5Si 0.25, Fe0.4Cu 0.1,Mn 0.5 - 1Cr 0.05 -0.2Zn 0.25Ti 0.05 -0.2
1180F637C
5556 weld deposiwill providematching tensilestrengths for the5XXX alloys, suchas 5083 and 5654Containsincreased amountof magnesium andmanganese. Dontuse on high tempapplications
Electrode5654
Mg 3.1 - 3.9Cu 0.05,Mn0.01Cr 0.15-0.35Ti 0.05 -0.15Zn 0.02
dont use on hightemp applications
ALUMINUM WELD TIPS AND DATA:

8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 32/36
THIS ALUMINUM MIG WIRES A BARGAIN.
If you get your aluminum MIGwire at a bargain price, its likelyyou will have weld
consequences. To test analuminum MIG wire, take two 1/4alum plates, six inches long.Start a 3/16, horizontal fillet weldapprox. one inch from the end of
the plate. Make the weld is four inches long. Don't weave usefore hand. After the weld has cooled, put welded plate in viceand use hammer to fold the plates in on the weld.
In contrast to steel welds, a good, alum weld with proper side
wall fusion should break in most cases in the weld metal.Examine the broken weld surface for porosity. Clean looking,small pore porosity is found in the best of aluminum welds.Blackish looking small porosity often results from lubricantsfrom the material surface. Small gray, oxidized weld porosityoften results from air trapped in the joint or oxygen from thegas cylinders or lines. Extensive shiny porosity may be anindication of moisture pickup. Ensure synthetic impermeablehoses are used for your aluminum MIG gas delivery rather than neoprene or rubber hoses.Weld porosity can be blamed on many materials that cancontaminate both the weld wires and base metals. Withaluminum, hydrogen is the prime cause. The bottom linekeep the plates clean and at the ambient shop temperature.If necessary for your application grind the weld edges.Provide a protective cover for the alum weld wires. When theweld wires are not in use store in clean dry area. Good
8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 33/36
manufacturers of aluminum MIG wires willuse extensive manufacturing controls toensure you have a clean consistent MIGwire. There is a price to be paid for this weldwire quality. Compare your bargain pricedaluminum wire with a quality and consistentproduct from a company like Alcotec.
Aluminum, Oxidation, Hydrogen andPorosity.
Aluminum has a high maximum solubility for hydrogen atoms
in the liquid form and a low solubility at the solidificationpoint.
Hydrogen dissolved in the liquid weld metal will try to rise outof the weld during the aluminum solidification. Somehydrogen gas pores will be trapped and porosity will occur.
Aluminum combines with oxygen to form an aluminum oxidelayer. This micro surface layer will form instantaneously if theoxide is removed by machining or grinding. The oxide layer is
porous and can easily trap moisture, oil, grease and other materials. The aluminum oxide layer provides excellentcorrosion resistance, but must be removed before welding asit prevents fusion due to its much high melting point pointthan the aluminum alloy .
Arc polarity, plasma molecular action, mechanical cleaning,solvents and chemical etching are all used to attack the oxidelayer. When MIG welding if the layer is not removedsufficiently a black soot will appear either side of the weld. To
eliminate the soot, first try to lower the arc length (voltage) asthis makes the MIG plasma more dense which provides amore concentrated plasma cleaning action.
The majority of aluminum weld porosity results fromentrapped hydrogen gas in the weld pool. Hydrogen is highlysoluble in molten aluminum. Hydrogen can be derived from
8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 34/36
many sources.
[a] Hydrogen from base metal contaminates, hydrocarbons,lubricant, oils dirt, grease, moisture, paints and compressedair and contaminates from pneumatic cleaning tools or cleaning brushes.
[b] Hydrogen from lubricant contaminates on the alum weldwire surface.
[c] Hydrogen from moisture, water leaks in water cooledtorches. Water from the gas cylinders. Water from theporous, hydrated, alum oxide layer on the base metalsurface.
[d] Hydrogen that results from high humidity, condensationon parts and weld wires.
[e] Hydrogen that results from contaminates from grindingwheels.
To minimize hydrogen and weld porosity potential consider,cleaning, degreasing, stainless wire brushes or carbidewheels to remove the oxide surface. Remember you can
always find porosity in the alum weld, the real question ishow much is acceptable and what inspection and weldprocess control method will be used to control the porosity.
To reduce aluminum weld porosity potential, slow down theweld solidification rate to allow the hydrogen to exit. Reducealum weld porosity with the following 11 points.
[1] To remove the alum surface oxide consider a die grinder (>30,000-rpm) rotary, coarse carbide file. An effective
cleaning solution is acetone, beware highly flammable..
[2] Increasing weld parameters, with MIG increase the wirefeed rate.
[3] Increase weld size.

8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 35/36
[4] Avoid weaves.
[5] Slow down weld travel speed.
[6] Use smaller diameter MIG wires.
[7] Evaluate the weld procedure so that weld heat and weldsequence is used as a tool for porosity reduction.
[8] Use lowest possible MIG weld voltage. Low weld voltageresults in short arc lengths which create more energy in thearc plasma providing improved arc cleaning action of thesurface alum oxides.
[9]Use a higher energy gas mix like 60 helium - 40 argon.The helium requires higher weld voltage. The 60 helium mixis superior to the common 75 helium 25 argon mix, as the thehigher argon content helps stabilize the arc and providessuperior weld cleaning action.
[10] Don't use MIG wire wipes clipped on the wire.
[11] Don't use anti spatter within 2 inches of the weld. If youknow how to set a weld you would not use anti-spatter.
If you are teaching your self, or providingweld process control training for others, thefollowing resources are the key to attainingMIG and flux cored weld process optimization.
Item.1. The Book: "A Management & EngineersGuide To MIG Weld Quality, Productivity & Costs"
Item 2. A unique robot MIG training or self teachingresource."Optimum Robot MIG Welds from Weld ProcessControls".
Item 3. A unique MIG training or self teachingresource.

8/2/2019 AL Alloy Details With Welding
http://slidepdf.com/reader/full/al-alloy-details-with-welding 36/36
" Manual MIG Weld Process Optimization fromWeld Process Controls".
Item. 4. A unique flux cored training or self teaching resource.
"Optimum Manual and Automated Flux Cored Plateand Pipe welds.
Item 5a."Proceso de Soldadura MIG Manual" (MIGMade Simple. Self teaching in Spanish)
Item 6a. The Self Teaching MIG Book/ Video. (MIGMade Simple in English).
Note: Items 2-3-4 are the most comprehensiveprocess control, self teaching and training
programs ever developed..
Visit Ed's MIG / flux cored process control booksand CD training resources.