advanced gas technology an advanced heat recovery system
TRANSCRIPT

Place your chosen
image here. The four
corners must just
cover the arrow tips.
For covers, the three
pictures should be the
same size and in a
straight line.
Advanced Gas Technology
An Advanced Heat Recovery System
for Commercial and Industrial Steam Boilers
Christopher A. Cavanagh, PE
Principal Project Manager

UK Electric
UK Gas
National Grid Overview
Customers
US – 8 Million
UK – 11 Million 2nd Largest US Utility
Pipes & Wires
US – 125,000 miles
UK – 215,000 miles
Largest UK Utility
Service Areas:
Gas
Both Electric and Gas
National Grid Gas and LIPA Electric
System
Electric

Agenda
Introduction
Technology Description
The Transport Membrane Condenser
Demonstration Results – Richardson Brands Candy
Energy Efficiency Program Evaluation
National Grid Energy Efficiency Programs
Evaluation of a Hypothetical Ultramizer Installation
Best Applications
Other Uses for the TMC
Q & A

Agenda
Introduction
Technology Description
The Transport Membrane Condenser
Demonstration Results – Richardson Brands Candy
Energy Efficiency Program Evaluation
National Grid Energy Efficiency Programs
Evaluation of a Hypothetical Ultramizer Installation
Other Uses for the TMC
Q & A

National Grid New York Gas Product
Development
Distributed Generation - Micro CHP
Yanmar 15 kW
Climate Energy – 1.2 kW Residential
Appliance
Fuel Cells – Plug Power
Alternative Fuel Vehicles
CNG Hydraulic Hybrid Garbage Truck
Hydrogen Blends
Efficiency
Commercial Steam Production (aka Super Bolier)

Introduction
A new Advanced Heat Recovery System for commercial and industrial fire-tube boilers
New installations
Retrofit
Recovers heat and water from boiler flue gasses
Reduces overall emissions production
Criteria pollutants (NOx)
Greenhouse gases

Agenda
Introduction
Technology Description
The Transport Membrane Condenser
Demonstration Results – Richardson Brands Candy
Energy Efficiency Program Evaluation
National Grid Energy Efficiency Programs
Evaluation of a Hypothetical Ultramizer Installation
Best Applications
Other Uses for the TMC
Q & A

Technology Description
The Transport Membrane Condenser
Conventional economizers first cools boiler flue gas to within about 20 to 50°F
of its dew point
Flue Gases from natural gas combustion passes over membrane outer surface
with boiler make-up on the inside. (not dual-fuel). The TMC recovers about 15-
40% of the available moisture in flue gas.
Water condenses in the micropores of the ceramic membrane at a temperature
above the normal condensation point
(dew point) because of the phenomenon of
capillary condensation.
Avoids corrosive condensate and contaminants (O2 & CO2)

Technology Development
The Transport Membrane Condenser
Initial Partners
History
2000 Concept Development at GTI.
2002 Cleaver Brooks Participation
2007-9 Initial Site Demonstrations (4 – CA,UT, AL)
2010 National Grid Demonstration at Richardson Brands
Commercialization
Licensed Nationally to Cannon Boiler Works of PA by GTI
Ultramizer see http://www.cannonboilerworks.com/ultramizer.html
NYSERDA Program Support - 2012

Agenda
Introduction
Technology Description
The Transport Membrane Condenser
Demonstration Results – Richardson Brands Candy
Energy Efficiency Program Evaluation
National Grid Energy Efficiency Programs
Evaluation of a Hypothetical Ultramizer Installation
Best Applications
Other Uses for the TMC
Q & A

Demonstration
Richardson Brands Candy
New Cleaver
Brooks 238 HP Fire-tube
boiler at 140 psig
Replaces
steam supply
from neighboring
Beechnut plant
Commissioned January 2011

Demonstration
Richardson Brands Candy
Canajoharie, NY
Steam Production
High and low
pressure
economizers
Low NOx burner
(9 ppm)
Limited headroom

Demonstration
Richardson Brands Candy

Demonstration
Richardson Brands Candy
7-8 inches Hg vacuum

Demonstration Results
System monitored Jan 2011 to April 2011
RBC Measured Fuel-Steam Efficiency : 92.3% May 2011
13-15% improvement attributable to the TMC
0.65 gpm water recovered at 100% firing rate
Flue Gas temperature reduced from 5151oF overall to 119oF
Good reliability
Minor control issues resolved
Vacuum leak in one module, replaced.

Demonstration Results

300 Boiler HP AHRS Energy Savings
4.0
8.0
10.0
6.0
16.0
14.0
12.0
Sim
ple
Payb
ack*
* Typical unsubsidized simple payback assuming a large firm gas customer paying a total of $10.70 per DTH not including water savings.
2.0

300 Boiler HP AHRS Water Savings
* Typical water costs are range from $3.45 to $10.30 per 1,000 gallons Water recovery is about 4.5 gallons water per 1,000 scf gas input

Agenda
Introduction
Technology Description
The Transport Membrane Condenser
Demonstration Results – Richardson Brands Candy
Energy Efficiency Program Evaluation
National Grid Energy Efficiency Programs
Evaluation of a Hypothetical Ultramizer Installation
Best Applications
Other Uses for the TMC
Q & A

National Grid operates gas and electric programs approved by public utility commissions in all states served
New York
Massachusetts
Rhode Island
Since inception of energy efficiency programs:
More than 4.7 million National Grid customer efficiency projects completed in New England, saving more than $3.6 billion in energy costs
Programs save customers over $300 million annually
Over $1.5 billion invested in efficiency
Savings targets double between 2010 and 2012
Least cost procurement legislation approved in MA and RI within last two years
Reducing Reliance on Traditional Energy
Sources
ENERGY STAR®
Partner of the
Year — Energy
Efficient Program
Delivery

Energy Efficiency Program Evaluation -
MASSACHUSETTS
Customer Name
Project Description
Existing or Base Case
Condition Description
Proposed Description
State
Fuel Type
Program
Measure Description
Measure Code HTGO
Default Life 15
Life 20 overrides default measure life
Electric PA NSTAR Elec
Gas PA National Grid Gas
Conventional Steam Boiler at 80% Efficiency
Super Boiler 300 HP Steam with Ultramizer Heat Recovery
Dave Gaudet
MA
Utility Contact
Gas 000000Application ID
781-907-1560Phone
Heating Other
Retrofit
Massachusetts Customer in Boston
Super Boiler
Funding Type

Energy Efficiency Program Evaluation -
MASSACHUSETTS
Total Equipment Cost 193,000$
Total Labor Cost 150,000$
Total Cost 343,000$
Installed kW (CHP ONLY)
CHP Measure? No
This project is eligible for gas and/or electric incentives. Please contact your PA for
more information
COST DATA INPUTS

Energy Efficiency Program Evaluation -
MASSACHUSETTS
Annual Oil Savings (mmbtu)
Annual Propane Savings (mmbtu)
Annual Water Savings 400,000 (gallons)
Annual Sewer Savings (gallons)
Other Annual Benefits ($)
Other One-Time Benefits ($)
ANNUAL NON ELECTRIC NON GAS BENEFITS (COSTS) INPUTS

Energy Efficiency Program Evaluation -
MASSACHUSETTS
Gas - Seasonal Heating (therms)
Gas - Year Round Load 52,566.0 (therms)
Gas - All (Both of the above) (therms)
Total 52,566.0 (therms)
ANNUAL GAS SAVINGS (INCREASES) INPUTS

Energy Efficiency Program Evaluation -
MASSACHUSETTS
TRC BCR:
ELECTRIC INDICES
LIFETIME MWH
LIFETIME kW-YEARS
ELECTRIC UNITS
CALCULATED
VALUES
AUTHORIZED
VALUES
ELECTRIC INCENTIVE -$
$/ ANNUAL kWH: N/A
$/UNIT: N/A
GAS INDICESLIFETIME THERMS
GAS INCENTIVE 78,849$
$/ANNUAL THERM 1.50$
PAYBACKS WITHOUT INCENTIVE
ELECTRIC
GAS
TOTAL
CALCULATED AUTHORIZED
TOTAL INCENTIVE: 78,849$ -$
ELEC PAYBACK N/A N/A
GAS PAYBACK 4.37 5.67
PAYBACK W/INCENTIVE N/A N/A
DUAL FUEL COST ALLOCATION
ELECTRIC INCENTIVE N/A -$
ELECTRIC BENEFITS
GAS INCENTIVE N/A -$
GAS BENEFITS
-
1,051,320
-
-
2.31
100%
5.67
5.67
N/A
N/A
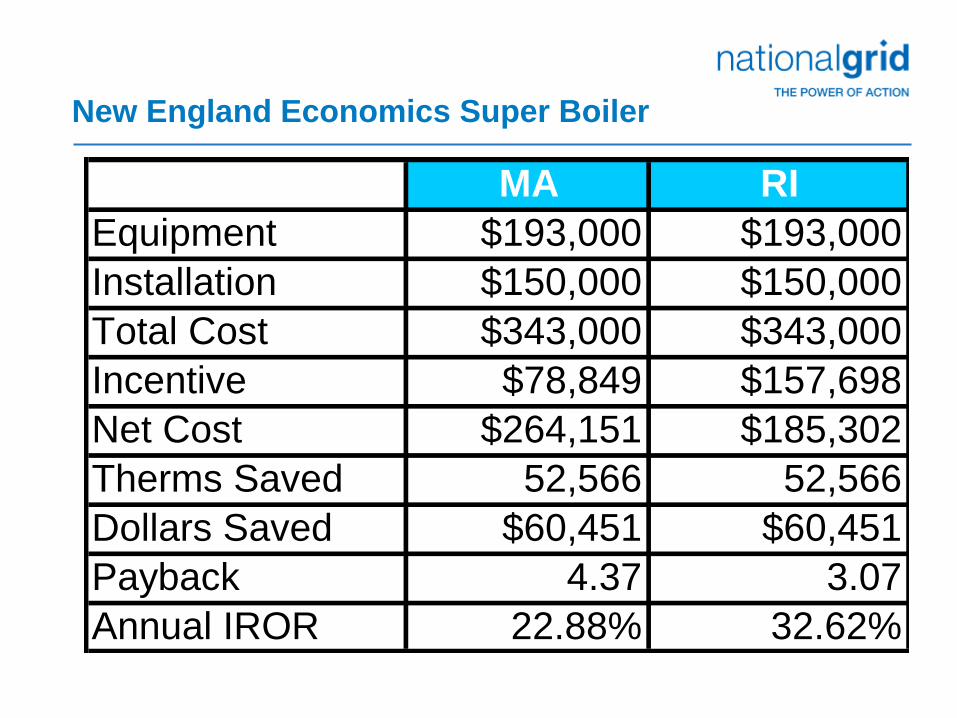
New England Economics Super Boiler
MA RI
Equipment $193,000 $193,000
Installation $150,000 $150,000
Total Cost $343,000 $343,000
Incentive $78,849 $157,698
Net Cost $264,151 $185,302
Therms Saved 52,566 52,566
Dollars Saved $60,451 $60,451
Payback 4.37 3.07
Annual IROR 22.88% 32.62%

Agenda
Introduction
Technology Description
The Transport Membrane Condenser
Demonstration Results – Richardson Brands Candy
Energy Efficiency Program Evaluation
National Grid Energy Efficiency Programs
Evaluation of a Hypothetical Ultramizer Installation
Best Applications
Other Uses for the TMC
Q & A

Best Applications
High Operating Hours
Target 6,000 hrs per year at 80% firing rate
Matched to boiler make-up rate. Make-up (% of feedwater):
Hospital 10-20%
Multi-family 3-15%
Industrial varies 4% to 100% (RBC > 50%)
Maximum Benefits above approx. 15% make-up before TMC.
Minimum efficiency benefits approximately 85% of maximum
benefits down to 1.2% make-up water

Agenda
Introduction
Technology Description
The Transport Membrane Condenser
Demonstration Results – Richardson Brands Candy
Energy Efficiency Program Evaluation
National Grid Energy Efficiency Programs
Evaluation of a Hypothetical Ultramizer Installation
Best Applications
Other Uses for the TMC
Q & A

Other Potential Uses for the TMC
Water-tube boilers (e.g. Nebraska Boiler)
High pressure superheated steam
Fuel flexible
Energy and Water Recovery from Flue Gasses and Waste Streams (non-boiler)
Open-air dryers employed in food processing (e.g. tortilla manufacturing)
Commercial cleaners
Sludge processing
High Efficiency Cogeneration (60- to 5,000-kW)
Stream Driven
Gas Turbines with Heat Recovery Steam Generators
Residential Humidifier

Agenda
Introduction
Technology Description
The Transport Membrane Condenser
Demonstration Results – Richardson Brands Candy
Energy Efficiency Program Evaluation
National Grid Energy Efficiency Programs
Evaluation of a Hypothetical Ultramizer Installation
Other Uses for the TMC
Q & A

Going Forward
With your help we can lead the way in creating the
climate for change
nationalgrid [email protected]