a2 114 2014digilib.monenco.com/documents/10157/2528419/a2_114_2014.pdf · thermally upgraded paper...
TRANSCRIPT

Managing an ageing transformer fleet; Norwegian situation, research and initiatives
Lars E. Lundgaard, Cédric Lesaint, Knut B. Liland,
Dag Linhjell, Marit-Helen G. Ese SINTEF Energy Research
NORWAY
Ketil Sagen Energi Norge
NORWAY
Trond Ohnstad, Dejan Susa Statnett
NORWAY
Asgeir Mjelve Hafslund Nett
NORWAY
Bjørn Tandstad Statkraft
NORWAY
Arnt Sigmar Tødenes ABB
NORWAY
Claire Pitois ABB
SWEDEN
Geir Vårdal Sira Kvina Kraftselskap
NORWAY
Svein Olav Arnesen NVE
NORWAY
Julie van Peteghem Laborelec
BELGIUM
Knut Rydland Skagerak
NORWAY
Stig Kvanli Hydro Energi
NORWAY
Kjell Sundkvist NYNAS
SWEDEN
SUMMARY Faced with an ageing transformer population, Norwegian authorities, utilities and research organizations together with international manufacturers of apparatus and materials have focused research on thermal ageing and end-of-life assessment of transformer insulation. Based on a suggested possible life-extension of 40 years until insulation system end-of-life the value a postponed reinvestment is about 30 % of the present value of the transformer park. This requires focus on maintenance and improved thermal monitoring. The paper will describe the Norwegian situation with age distribution of transformers, typical designs and loading patterns and failure statistics. The main results from more than 10 years of laboratory ageing studies of cellulose insulation will be summarized, with focus on ageing kinetic formulas and parameters from a 5 year long ageing experiment. The
21, rue d’Artois, F-75008 PARIS A2 – 114 CIGRE 2014 http : //www.cigre.org

results from this experiment suggested that ageing could be described by either oxidation or acid assisted hydrolysis. This is supported by more dedicated investigations on these two mechanisms. In scrapping investigations cellulose insulation material is sampled and its ageing condition measured. This gives information about how cellulose ages in service. These results will be used to calibrate the ageing kinetic formulas derived from laboratory experiments, and for improving correlation between ageing markers and experienced ageing. The assumption is that it is the transformers weakest spot - the part of the windings where paper is aged to the lowest degree of polymerisation (DP) - that determines the end-of-life. Variation of DP with local temperatures and conditions makes it difficult to locate this spot. One therefore applies a statistical approach where first the hot-spot region is identified and described. Then based on experienced variations in DP over the winding, a certain number of samples are collected. Based on analyses of these results mean values and low percentile values are estimated. Materials are collected from service aged units and partitioning curves for ageing markers are developed using an in-house developed test rig. Findings from scrapping investigations and analysis of operating conditions and designs indicate that even if the age of the population is high, one may still postpone new investment for many years. This is partly due to low loading; in the grid because of load sharing due to redundancy and in the power stations due to loading below nominal load because of best-point operation of generators. Also high load situation will occur during wintertime where temperatures of cooling air and water is low. It also helps that a high percentage of the transformers is made with thermally upgraded paper. Obstacles for establish a road-path for end of life calculation based on ageing kinetic formulae's are incomplete and poor records on historical loading and temperature profiles. Furthermore there are often uncertainties on thermal design parameters like hot spot factors. To control the situation the Norwegian Regulator has introduced a mandatory reporting scheme of some simple condition parameters. These have been developed in collaboration with a Norwegian "User Group for Power and Industrial Transformers". The research has shown the importance of good design and specifications. Now sealed transformers and use of thermally upgraded paper has become dominating. It has also resulted in an increased focus on documentation of thermal design and testing of new transformers. KEYWORDS Transformer, asset management, ageing, diagnostics, cellulose, scrapping, winding.

3
Introduction After a long period with an investment rate in the grid of some 7 % per year, the situation changed in the early 1990ies. The investment and reinvestment rates went down below 1 %. Regulators and utilities were skeptical to the long term sustainability of the system with such low renewal. At the same time the energy market was liberalized. A consequence of the low reinvestment rates was closing of the domestic transformer factories.
With a 30 years design life of transformers there was doubt that they could remain in service for the 100 years that was required if 1 % renewal rate was kept. From the regulator side a regime with high penalties for non-delivered energy was installed. This all resulted in a focus on remaining life-estimation and diagnostic monitoring to rank units for decommission and renewal. From the manufacturer side the aftermarket now got a higher attention. International statistics on failure rates were rudimentary. CIGRE's last transformer statistic was from 1982 [1], and mainly focused on basis for estimation of availability for new grids.
International statistics indicate bushings and tap changers as frequent failure causes. However, from a strategic point of view the end-of-life of a transformer is expected to be dominated by winding failures. The failure scenario is that with time the mechanical integrity of the winding insulation will be reduced, and that short circuit stresses will result in winding movement and finally in a short circuit. IEC loading guide [2] showed how thermal stresses influence the expected life of cellulose insulation, but the data are based on ageing of an insulation in virgin conditions, while one know that this is not representative for aged systems.
To improve risk assessment of the ageing transformer fleet a large investigation was started, focusing on cellulose ageing, thermal conditions and diagnostics of cellulose.
Norwegian Transformer Fleet The transformer population would largely be delivered by two factories, ASEA and National Industry that later merged into ABB. In 2008 there were 3500 transformers in Norway in total representing an installed capacity of 130 000 MVA, with about 55 % in regional grids, 15% in the transmission grid and 30 % in the production system, having a total investment value of 15 Billion NOK. Figure 1 shows that 50 % of the units are over 30 years old.
Figure 1: Cumulative age distribution for power transformers in Norway
Failure statistics are not detailed enough for identifying root causes of major failures. On average over the last 10 years the rates has been around 0.5 %, with no indication of any increased failure rates. Documentation on technical details related to the failures are lacking
The oldest transformers were dried in a heating oven. In the mid 1960ies the vapor-phase technique was introduced, improving the drying process. Normal kraft paper was used except from the production from one of the factories that during the period 1965-80 delivered transformers with upgraded paper on a license from Westinghouse. Naphthenic inhibited oils have been dominating. Up towards 2000 transformers were mainly open breathing.
Oil and gas analysis has been used by most utilities since mid 1970ies; typical water content in cellulose is estimated to 2.5-3 % in the cellulose of older units.
Documentation of thermal stresses and service history will normally be difficult to find. In the grid most transformers would be low loaded, designed for 30 % overload when losing one unit according to the N-1 design criterion. Loads would then be below 60 % in high load periods, usually occurring at low winter temperatures. During emergency conditions load may reach 80 %. Cooling would normally be ONAN, ONAF or OFAF. Generator step up transformers will almost exclusively be located in hydropower stations, where water cooling would be dominant (ONWF/OFWF), where water temperatures would vary between 5 and 15 °C. Loading could typically be 90 % of nameplate rating as generators tend to be operated at best point. In the later years starting/stopping of the generator would be more frequent as operation would be more market regulated.

4
Laboratory investigation of cellulose ageing Even though some larger investigations on cellulose ageing was available [3, 4, 5, 6], it was decided to start a new experiment focusing on relevant paper types, ageing accelerating factors such as water, acids and oxygen, and paper qualities used in Norway.
A large 5 years investigation was started and reported midway [7]. The experiment was done with paper samples aged in oil in glass bottles under various conditions (70, 90,110, and 130 °C and with different water, acid and oxygen content). After two years ageing it was proposed that the temperature dependence of DP-reduction (i.e. activation energy) under influence from water (hydrolysis) was different from DP-reduction under influence of oxygen (oxidation).
It is well known that the ageing rate varies with progress of ageing, falling off with time, probably because of a consumption of amorphous regions [8]. During the first period of ageing down to a DP in the 500-600 range, the paper will retain most of its mechanical strength as seen from Figure 2.
Figure 2: Tensile strength versus DP for Munksjo Termo 70 paper.
Figure 3: Ageing rate (1/DP) vs time
The results are used for estimating parameters for an Arrhenius relation of the ageing according to Ekenstam [9]. Ekenstam considered random, first order chain scission and showed a direct relationship of reciprocal DP with time:
where DP is initial and aged degree of polymerisation, A is a constant showing how the ageing rate k depend on local conditions (water, oxygen etc.), EA is the so-called activation energy giving the temperature dependence of the ageing rate and T is the absolute temperature. The ageing rate governs the rate of chain scissionsη.
The Arrhenius model will give a linear relation when plotting the logarithm of the ageing rate versus inverse absolute temperature where the A value determines the vertical position of the line and the EA value determines the gradient. The experiments were terminated once the DP value fell below 200. However, in several of the experiments the reduction in DP was not so large (e.g. at low temperatures), sometimes not even down to 600. It was also seen that in many experiments the ageing rate varied with the progress of ageing, it was linear up to one chain scission (DP around 500) and then fell off as shown in Figure 3. It was therefore decided to compare only the initial first part of the ageing when ageing rate was constant.
Figure 4: Arrhenius plots of ageing of (a) Kraft paper (Munksjø Termo 70) and (b) Thermally upgraded paper (Insuldur).
Symbols are experimental values, and lines the Arrhenius fitting.

5
The Arrhenius relations revealed from the first period of ageing can be seen in Figure 4. The water contents given were the starting conditions the experiments. The plots in Figure 4a show that our earlier hypothesis that the temperature dependence for oxidative ageing is different from that of hydrolytic ageing, has become more evident; the gradients are not the same for oxygen and for water accelerated ageing. It can be seen that thermally upgraded paper was less influenced by presence of water than normal kraft was, and that the activation energy for this paper was closer to what was found for oxidation of normal kraft. The conclusion that activation energy of oxidation differs from that of hydrolysis is supported by observations done in a large microcalorimetric study [10].
Based on the data shown in Figure 4, EA and A values for the different ageing conditions were calculated. One should note that the EA and A values come in pairs: changing the estimate of the EA value will have a large effect in the A-value. The estimated Arrhenius parameters from the 5 year long experiment are listed in Table 1and in Table 2. These parameters will be used to estimate DP after a certain ageing time according to:
As this is based on parameters derived from the initial ageing period, results derived will be quite representative for ageing down to a DP in the 500 – 600 range, and overestimate ageing for lower DP-values as our parameters do not take the level-off values into consideration.
Table 1: Activation energy (EA) and environment factor (A) for oxidation and hydrolysis of Kraft cellulose based on extension of experiment described in [7].
Parameter Dry,
no oxygen. 1,5%-moisture 3,5%- moisture
Dry,
with oxygen.
EA-value [kJ/mol] 128 128 128 89
A-value [hour -1] 4,1·1010 1,5·1011 4,5·1011 4,6·105
Table 2: Activation energy (EA) and environment factor (A) for oxidation and hydrolysis of Insuldur upgraded Kraft cellulose based on extension of experiment described in [7].
Parameter Dry,
no oxygen. 1,5%-moisture 3,5%- moisture
Dry,
with oxygen
EA-value [kJ/mol] 86 86 86 82
A-value [hour -1] 1,6·104 3,0·104 6,1·104 3,2·104
We have earlier suggested that hydrolysis is an acid catalyzed process governed by H+-ions from dissociated acids [7]. It was therefore surprising that experiments dry cellulose was aged in acidic, service aged oil gave no acceleration. Later experiments suggest that this was because the high acidity of the service aged oil was mainly due to non-water soluble fatty acids, which will not be easily absorbed by cellulose [11]. Figure 5 suggest that the ageing rate will be more accelerated the smaller the acid is. Largely we believe that the active acids have to be water soluble.
Reaction Rate (initial)
0,00E+00
5,00E-04
1,00E-03
1,50E-03
2,00E-03
2,50E-03
3,00E-03
3,50E-03
0 50 100 150 200 250
Pressure (mbar)
k
110 °C
130 °C
90 °C
Figure 5: Acid influence on DP-reduction from hydrolysis [11].
Figure 6: Influence of oxygen pressure at reaction rate of ageing of a dry system under oxygen atmo-sphere [12].
The influence of oxygen concentration in the oil was also investigated [12]. We found, as shown in Figure 6, that the reaction rate isn't linearly dependent on oxygen concentration. One has to get well below a concentration equivalent to a partial pressure equivalent to 50 mbar to get a significant reduction in reaction rates. We have also learned that one cannot simply add oxidative and hydrolytic processes. After ageing under oxygen for some time hydrolysis seem to kick in due to production of water from the oxidative ageing. There seems to be synergetic effects between the two mechanisms, and it seems difficult to determine fixed values for activation energies. The values suggested in the tables above should therefore be used with care.

6
Thermal conditions For an ageing assessment one needs information about the temperatures in the windings, namely the hot-spot region. We have largely adapted the IEC loading guide scheme [2], and since we are mainly concerned about thermal ageing, only focused on steady state conditions.
Hot spot temperature of a transformer at a given load can be calculated based on the data available from a standard heat run test (rated top oil temperature rise – (∆θor), average winding to average oil (g), loss ratio (R) , and oil (x) and winding (y) exponents). For example for an ONAN cooled transformer the simplified formula for the hot spot temperature (θ) for steady state reads:
θ = θa + ∆θor [(1+RK2)/(1+R)]x + HgrKy
where θa is ambient temperature, K is load, Hgr is hot spot to top oil gradient.
However, for our old population designed according to domestic standards up to mid 1970ies, there are large uncertainties concerning the hot spot factor Hg. One therefore has to use the 1.3 value suggested in the IEC loading guide.
Furthermore, for older stations there are few records of historical data on service temperatures. Temperature surveillance has mainly been a part of the protection scheme. One is therefore left with making quite rough estimates based on observed load and top-oil temperatures correlation, historical load patterns and meteorological data. With a quite uniform transformer population one expect that experience from single units can be applied for large groups.
Diagnostic schemes For long term condition assessment we see two possible paths: Either making parameter studies of ageing markers and compare these with laboratory studies or service experience of ageing, or making estimation of ageing based on ageing kinetic models combined with recorded service conditions. A combination of these two is probably the best to reduce uncertainties. A one to one connection between historical service data, diagnostic databases and failure databases would be a long term goal. Meanwhile we have to use what is available. Table 3 shows the parameter sets we recommend for estimation of oil and cellulose condition. In addition to the compounds we focused on in our laboratory experiments, alcohols seem to be promising markers [13].
Table 3: Markers and parameters measured in oil used for assessing ageing of oil and cellulose.
Marker substance Oil Cellulose Modelling Statistical Modelling Statistical
Temperature x x x x Total acid number x Surface tension x Dielectric losses x Sludge x x Breakdown voltage x Passivator x x Inhbitor content x Content of metals (Cu, Fe) x Oxygen x x Carbon Monoxide x x Carbon Dioxide x x Furanic compounds x Water soluble acids x x Methanol x Water content x x
During the ageing experiments we also sampled oil and paper condition, namely water content, furanes and acids in oil and in paper [14]. The results largely confirm earlier findings. For the normal kraft paper water content increased to about 2 % by weight after around 4 chain scissions. We also saw a steady increase in furanic compound content and in acidity of oil and of paper. However, Insuldur behaved anomalously compared to this. Less furanes were detected as shown in Figure 7, more acids were produced and water content remained stable or even was seen to be reduced.
Figure 7: Measured furanic compound concentration in oil for (a) Munksjø Termo 70 and (b) Insuldur paper for first two
years of ageing.
7
We have also focused on acids, namely water soluble, low molecular weight carboxylic acids like formic, acetic and laevulinic acids. It is seen that they are produced by ageing of both cellulose and mineral oils, and they accelerate the rate of bond breaking. Correlation to chain scissions of cellulose was clearly visible for the plain kraft paper and for the upgraded paper. Also oil ageing produces low molecular weight acids; the acids produced in the thermal stability test (IEC 61125) is the sum of acids measured in the aged oil and acids measured in the water trap at the outlet of the test tube.
For assessing the condition of the solid insulation of a transformer in service one needs to normalize the marker values found in the oil samples for temperature dependent marker partitioning, as is the case for e.g. water. To investigate this we have designed and built two rigs; one on-line paper sample filter for in-service installation [15] and one for laboratory investigations of material sampled from scrapped transformers [16]:
The in-service rig allows extraction of oil from the transformer, pumping it through a filter cartridge that can be set to a fixed temperature, and back into the transformer. The oil inlet and outlet for the rig is a set of coaxial tubes that can be easily fitted to the bottom valve of the transformer. In the filter cartridge one can place paper and/or board, that can - when set to a specific temperature - be representative for the hot-spot area of a transformer. The rig can be used both for learning more about hot-spot conditions, and also to learn more about partitioning.
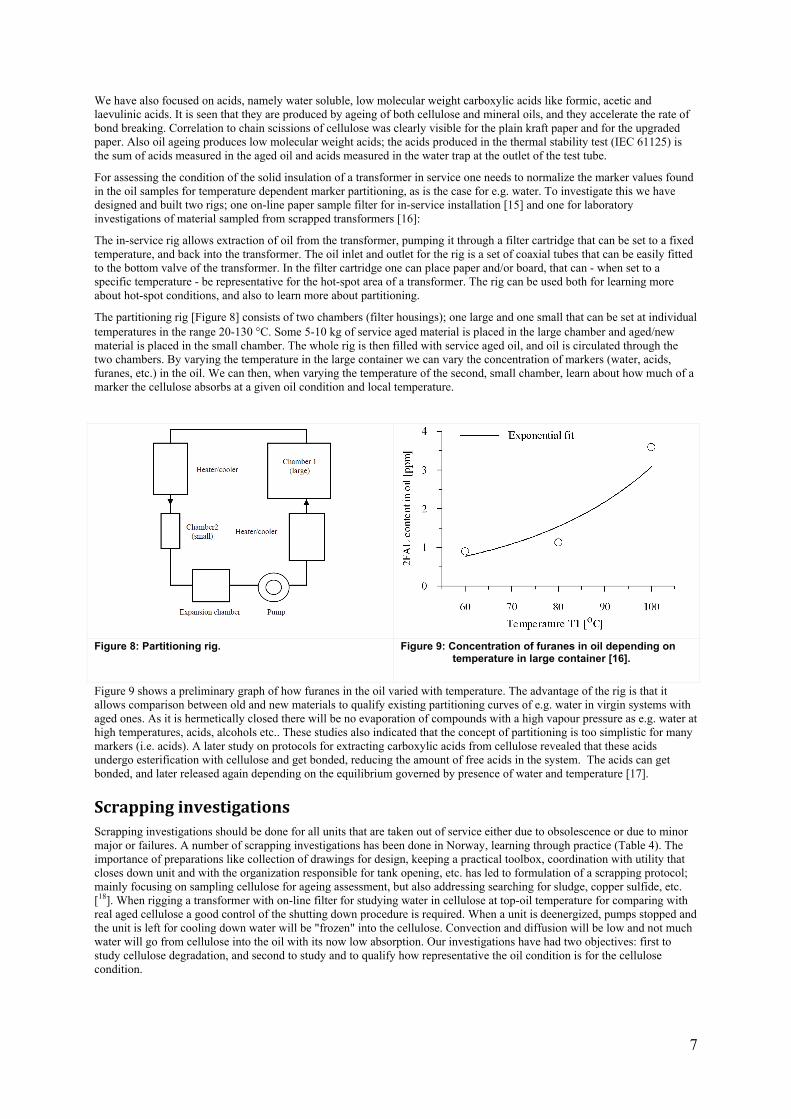
The partitioning rig [Figure 8] consists of two chambers (filter housings); one large and one small that can be set at individual temperatures in the range 20-130 °C. Some 5-10 kg of service aged material is placed in the large chamber and aged/new material is placed in the small chamber. The whole rig is then filled with service aged oil, and oil is circulated through the two chambers. By varying the temperature in the large container we can vary the concentration of markers (water, acids, furanes, etc.) in the oil. We can then, when varying the temperature of the second, small chamber, learn about how much of a marker the cellulose absorbs at a given oil condition and local temperature.
Figure 8: Partitioning rig.
Figure 9: Concentration of furanes in oil depending on temperature in large container [16].
Figure 9 shows a preliminary graph of how furanes in the oil varied with temperature. The advantage of the rig is that it allows comparison between old and new materials to qualify existing partitioning curves of e.g. water in virgin systems with aged ones. As it is hermetically closed there will be no evaporation of compounds with a high vapour pressure as e.g. water at high temperatures, acids, alcohols etc.. These studies also indicated that the concept of partitioning is too simplistic for many markers (i.e. acids). A later study on protocols for extracting carboxylic acids from cellulose revealed that these acids undergo esterification with cellulose and get bonded, reducing the amount of free acids in the system. The acids can get bonded, and later released again depending on the equilibrium governed by presence of water and temperature [17].
Scrapping investigations Scrapping investigations should be done for all units that are taken out of service either due to obsolescence or due to minor major or failures. A number of scrapping investigations has been done in Norway, learning through practice (Table 4). The importance of preparations like collection of drawings for design, keeping a practical toolbox, coordination with utility that closes down unit and with the organization responsible for tank opening, etc. has led to formulation of a scrapping protocol; mainly focusing on sampling cellulose for ageing assessment, but also addressing searching for sludge, copper sulfide, etc. [18]. When rigging a transformer with on-line filter for studying water in cellulose at top-oil temperature for comparing with real aged cellulose a good control of the shutting down procedure is required. When a unit is deenergized, pumps stopped and the unit is left for cooling down water will be "frozen" into the cellulose. Convection and diffusion will be low and not much water will go from cellulose into the oil with its now low absorption. Our investigations have had two objectives: first to study cellulose degradation, and second to study and to qualify how representative the oil condition is for the cellulose condition.

8
Table 4: Scrapping experience in Norway, (*: still under evaluation, **: reclaimed in 1999).
No. Type
Rated
Power (MVA)
Cooling
mode Load
Temp.
(hot spot)
Paper
humidity
Oil Acidity
(mgKOH/g)
Scrapping
Reason Sampling
Leads
DP
Hotspot
DP
Year of production /
year of termination
1 GSU 190 OFWF Low 63 °C 1 % 0.11 core fault (T3)
Very
Extensive x 650 1971 / 2007
2 Net 40 OFAF Low 61 °C 2 % 0.59 age Moderate - 220 1966 / 2007
3 GSU 63 OFWF Low 60 °C 2.4 % 0.05 age Very Limited 310 - 1960 / 2009
4 NET 20 ONAN High 80 °C 2.9 % 0.24 age Moderate 210 150 1978 / 2009
5 GSU 50 OFWF Low 65 °C 3.6 % 0.13 age Moderate 345 262 1958 / 2010
6 Net 107 OFAF Low 63 °C 3.5 % 0.11 age Extensive 435 230 1965 / 2011
7 GSU 40 OFWF Low - - 0.10 age Moderate 246 105 1942 / 2011
8** Net 133 OFAF Low 46 °C 1.4 % 0.02 age Moderate 1965 / 2011
9 Net - - Low - - - - Limited 434 306 1961?/ 2011
10 Net 116 - - 62 °C 3.2 % 0.09 age Moderate 577 354 1961 / 2012
11 Net 80 - - 67 °C 3.5 % 0.05 age Moderate - 250 1961 / 2010
12* GSU - - - - - - age - - - -
13* GSU 95 OFWF - - - 0.12 age - 400 740 1965 / 2013
The table showing the scrapped units lacks some of the data. It is possible to recover some additional data but the quality of the recorded load and temperature data are in many cases very poor and questionable. Most of the scrapped transformers listed above have been in service for about 50 years and the monitoring of these units have been poorly when put in service, in addition the maintenance routines have changed with time and also depended on the owner. Furthermore, the operational conditions have developed during the years. Our experience is that this should be more streamlined in the future to make the ageing evaluation process possible.
Scrapping investigations can be costly: a large scale sampling require several people that work over 1-2 days to collect maybe dozens or hundreds of samples. Then comes cost for the measurement of DP, etc. Figures in the range of several hundreds of thousands of NOK can be expected. Another issue is that even if the task is downsized, all efforts may be lost if the process is handled badly by a scrap yard. It will normally be necessary to carry out some larger scrappings to find how the cellulose aging correlates with temperature distributions and to get an overview of how ageing will vary.
A large investigation was done for a transformer taken out of service due to a T3 failure revealed by DGA analysis. The transformer was a 36 years 190 MVA OFWF GSU [19]. The transformer insulation consisted of two different materials; conductor insulation was made of thermally upgraded paper and spacer-pressboard system was made of kraft paper. Samples were taken from all three legs, and both from low and from high voltage windings. A total of 77 samples was taken from the windings and from ribs and spacers, varying systematical radial, angular and vertical locations, concentrating on windings C as shown in Figure 10.
The DP values for conductor paper and for the spacers, shown in Figure 11, were correlated, and using the EA and A values from the tables above suggested with 4800 hours per year in operation, a hot spot temperature was calculated. The best fit was found for a temperature around 56 °C, using the parameters for a dry oxygen rich environment. This was found reasonable applying a thermal modelling based on load factor of 0.86, cooling water of 8 °C and a top oil temperature of 34 °C. The DP values were calculated from an average of the four layers used for the LV conductors, see
Table 5. This paper would have partly been open to the oil channel and partly next to the next turn in the disc. Remaining life (to reach a DP of 200) for this transformer was estimated to 130 years provided it was operated at the same conditions.
Table 5: DP values at hot-spot at LV winding.
Paper layer 1
(Inner) 2 3
4
(Outer)
DP value 730 680 660 650

9
Figure 10: Sampling plan for Phase C, (a) Low voltage 2nd turn, (b) HV 2nd turn and (c) high and low voltage winding at position 0°.
Figure 11: DP values for C winding: left side is LV winding and right side is HV winding; (a) values from upgraded winding paper and (b) values from kraft spacer.
One has to use experience and knowledge on design and thermal models to identify the hot-spot area. Once that is done one has to decide on how many locations to sample to get a reasonable estimate of the average DP value and how it varies within this region. In a transformer winding there are many parallel oil ducts, each with their specific hydraulic resistance. As windings are handmade, and cellulose dimensions may vary one may expect differences in cooling from one duct to another and thus in local temperatures. Therefore one scrapping investigation was done with an extensive sampling at hot spot region; DP was measured for all the ducts (360 ° of the circumference) for the HV winding and for half the ducts (180° of the circumference) for the LV-winding. The transformer, a 107 MVA, 300 kV unit with three windings had been in service in the central grid since 1965. In 1998 it got a new conservator with a rubber membrane installed and the oil was reclaimed. In 2007 it was moved to a new location and the oil regenerated. The windings were made with ordinary kraft paper. With some uncertainties the water in cellulose was estimated to have been around 2%, and the operating top oil temperature had been around 50 °C. The average DP of HV winding was found to be 260 ± 7% and for the LV winding the average DP was 435 ± 2%. Figure 12 shows how the DP values varied with the circumferential position. Remaining life (to reach a DP of 200) for this transformer was estimated to 50 years if operated under the same conditions.

10
Figure 12; DP variation in ducts around circumference of HV winding (left) and LV winding (right).
Presently our scrapping investigations aim at sampling papers from cellulose aged at top-oil temperature, e.g. from leads, collars or barriers and from the hot-spot region. Unless detailed thermal modelling is done we aim for three samples from the next-upper disc to get a valid estimation of the mean condition. Based on expected variance an estimate of the worst condition can be done. Also estimates of top-oil to hot-spot temperature rise will be done to see how ageing condition of the two locations fit with what can be expected, assuming that the cellulose age similarly. The long term goal is to further simplify the sampling and only sampling paper external to the winding and use thermal models and experience to evaluate the hot-spot condition.
There has been a discussion of how representative the EA and A values found are for cellulose material from other sources. Figure 13 shows that there may be significant variation both between upgraded and non- upgraded qualities. This shows that it will be hazardous to base assessment on global material parameters. There are for example, no guarantee that conductor paper from the winding will age at the same speed as the crepe paper used around intake leads.
Figure 13: Relative ageing for different paper qualities aged at 110 °C, 3 % water under argon atmosphere [20].
Discussions Experience tells that there is an inherent end-of life, which far exceeds the nominal 30 years. This is partly due to low loading for grid transformers and low ambient temperatures during high loading at winter time. For many units one also has the benefit of having used upgraded paper for the windings. However, some units has a high water content both due to less efficient drying for the older units, and possibly due to neglected maintenance of driers in breathing arrangement.
In 2008 we had about 3500 installed units with a capacity of 130 000 MVA. Based cost estimates on an average size of 40 MVA this population represents a present value of around 13 billion NOK. If one could safely extend the expected life from 40 to 80 years the net present value of this would be 5 billion NOK. The calculation is very rough but demonstrates that there is a large potential for saving on reinvestments, provided this can be done in a well controlled way. That means to control and reduce uncertainties in condition assessment of both whole populations and singular units. Adequate maintenance is also an element in life-extension by e.g. drying of cellulose, reclaiming and reinhibiting of oils, etc.
To meet the challenges of keeping a high quality on the electricity supply with an ageing transformer population the Norwegian regulator "Norwegian Water Resources and Energy Directorate (NVE)" requests reports on all failures that result in interruption of power supply from the utilities. This is used to issue yearly reports on availability of various components in grid and power stations. In addition they have also built up a database over all installed transformer units in Norway, and lately also requested reports from utilities on the latest verified condition of the transformers (e.g. oil condition, water in cellulose, loading and potential failure codes from DGA).
A user group of owners of power transformers was established in 2003. The group has designed an internet tool for collecting more detailed information about transformer failures than what can be found from NVE's database. This should offer a tool for early warning of increasing failure rates
0,10,20,30,40,50,60,70,80,9
11,1
0 1000 2000 3000 4000 5000 6000 7000 8000
DP/D
P 0
Time (hours)
Non Upgrade 1
Non upgrade 2
Non Upgrade 3
Upgrade 1
Upgrade 2
Upgrade 3
Upgrade 4
upgrade 5

11
These data bases will together with experience harvested from scrappings, reduce uncertainties in condition assessment and allow for a utilization of the inherent life of the transformer population. At present high costs is often an obstacle for doing scrapping investigations. It is therefore important to arrive at qualified minimum sampling technique for a scrapping. Also more attention is needed to monitor thermal history of transformers.
To get a wide experience from scrapping is essential. First, it can be used as a reference for condition of similar transformers type and with a similar history. Second, it can be used to calibrate ageing kinetic formulas so that the condition of transformers with other service condition can be predicted. Third, if one correlates the status of several aged transformer with the ageing markers collected during their service life this can be used to increase the precision of diagnostic interpretation rules. All-in-all, results from scrappings will help reducing uncertainties in condition assessment of service aged transformers and be a good basis for extending service life.
One can conclude that the basic understanding and tools for managing our ageing fleet of transformers is in place. However it requires that it is all followed up with good reporting and willingness to keep on with collecting experience in a systematic way.
Finally, these studies have also had an impact on transformer procurement and operation. New transformers will normally be specified with upgraded cellulose and with a rubber bellow in the expansion tank. More attention is also put on thermal testing and documentation of hot-spot factor and time constants, and on monitoring of loads and temperatures during service.
Acknowledgement This study has been done at SINTEF Energy Research in the project "Transformer Insulation Life Assessment" under a contract with Energi Norge. It is supported by The Norwegian Research Council under contract 208666, and also by Statnett SF, Hafslund Nett, Statkraft SF, ABB, Sira Kvina Kraftselskap, Skagerak Nett, Norsk Hydro, NVE, Nynas and Laborelec. BIBLIOGRAPHY [1] Cigre WG12.05” An International Survey on Failure in Large Power Transformer Service”, Electra; No.88, May 1983. [2] IEC 60076-7: " Loading guide for oil-immersed power transformers" [3] J. Fabre and A. Pichon, “Deteriorating processes and products of paper in oil. Application to transformers,” in CIGRÉ,
Paris, France, 1960, Paper 137. [4] H. P. Moser, V. Dahinden, P. Brupbacher, E. Schneider, H. Hummel, O. Potocnik, R. Amann, H. Brechna, and F. Zuger,
“Application of cellu- losic and non cellulosic materials in power transformers,” in CIGRE, Paris, France, 1986, paper 12-12.
[5] D. H. Shroff and A. W. Stannett, “A review of paper aging in power transformers,” Proc. Inst. Elect. Eng. C, vol. 132, no. 6, pp. 312–319, Nov. 1985
[6] A.M.Emsley, G.C.Stevens.: “Review of chemical indicators of degradation of cellulosic electrical paper insulation in oil filled transformers”, IEE Proc. –Sci. Meas. Technol., Vol. 141, No. 5, Sept. 1994, pp 324-334.
[7] L.E.Lundgaard, W.Hansen, et.al., “Ageing of oil-impregnated paper in power transformers”, IEEE TDEI Vol. 19, No.1, Jan 2004, pp230-239.
[8] P.Calvini; A.Gorassini, A.L.Merlani: " On the kinetics of cellulose degradation: looking beyond the pseudo zero order rate equation", Cellulose, Vol 14, No. 2 pp 193-203, 2008
[9] A.Ekenstam: “The behaviour of cellulose in mineral acid solutions: Kinetic Study of the decomposition of cellulose in acid solutions”, Berichte der Deutchen Chemischen Gesellschaft, Vol 69, Issue 3,1936, pp 553-559.
[10] K. B. Liland, M. Kes, M. H. Ese, L. Lundgaard and B. E. Christensen., “Oxidation and Hydrolysis of Oil Impregnated Paper Insulation for Transformers using a Microcalorimeter”. IEEE TDEI, Vol18, No. 6, pp 2059 - 2068, 2011.
[11] L.E.Lundgaard, W.Hansen, S.Ingebrigtsen: “Ageing of Mineral Oil impregnated Cellulose by Acid Catalysis”, IEEE Trans Diel. and El. Ins. Volume 15, Issue 2, April 2008, pp 540 – 546.
[12] M.H.G.Ese, K.B.Liland, L.E.Lundgaard, “Oxidation of Cellulose Insulation in Power Transformers”, IEEE TDEI, Vol. 17, No. 3, pp 939- 946,2010.
[13] J.Jalbert, R.Gilbert, P Tétrault, B.Morin, D. Lessard-Déziel: “Identification of a chemical indicator of the rupture of 1,4-β-glycosidic bonds of cellulose in an oil-impregnated insulating paper system”, Cellulose 14: 295-309.
[14] L.E.Lundgaard, D.Linhjell, W.Hansen, M.U.Anker: "Ageing and restoration of transformer windings", SINTEF Enery Research, TR A5540, 2001.
[15] K.B.Liland, L.Lundgaard, D.Susa, D.Linhjell: "On-Line Assessment of Power Transformer Ageing Accelerators", IEEE ICDL Conf., Trondheim, 2011.
[16] D.Linhjell, L.Lundgaard, C-Selsbak: " Temperature-dependent Contaminant Distribution between Oil, Paper and Pressboard", , IEEE ICDL Conf., Trondheim 2011.
[17] M.-H.G.Ese, K.B.Liland, C.Lesaint, M.Kes: "Esterification of low molecular weight acids in cellulose", Paper accepted for publication in IEEE TDEI
[18] Internal memo on scrapping, SINTEF Energy Research [19] D. Susa, K.B.Liland, L.E.Lundgaard, G.Vårdal:“Generator Step-up Transformer Post Mortem Assessment”, ETEP,
2011. [20] K.B.Liland, M.-H. G.Ese, C.Selsbak, L.Lundgaard: " Ageing of Oil Impregnated Thermally Upgraded Papers", , IEEE
ICDL Conf., Trondheim, 2011.