a systematic approach to design high-performance feed drive systems
TRANSCRIPT

A systematic approach to design high-performance feed drive systems
Min-Seok Kima, Sung-Chong Chungb,*
aDepartment of Mechanical Design and Production Engineering, Hanyang University, 17 HaengdangDong, SungdongGu, Seoul 133-791, South KoreabSchool of Mechanical Engineering, Hanyang University, 17 HaengdangDong, SungdongGu, Seoul 133-791, South Korea
Received 20 October 2004; accepted 28 January 2005
Available online 14 March 2005
Abstract
A systematic design methodology for the mechatronic system composed of mechanical and control subsystems is proposed to design high-
speed and high-precision feed drive systems. Strict mathematical modeling and identification processes of the subsystems are performed in
this paper. Parametric studies and circular motion experiments in the x–y table are conducted to investigate the influence of interactions on
the performance of feed drive systems. Based on analyses of the system performance according to design and operating parameters, a
nonlinear constrained optimization problem including the relevant subsystem parameters of the feed drive system is formulated. The multi-
objective optimization procedure and normalization technique are introduced in the design process. A Pareto optimum solution set is applied
to investigate the relationships between objective functions. The effectiveness of the proposed design methodology is verified through
numerical case studies.
q 2005 Elsevier Ltd. All rights reserved.
Keywords: Abbe offset; Contour error; Digital control; Feed drive system; Integrated design; Mechatronic system; Multi-objective optimization; Pareto
optimum; Stability; x–y table; z transform
1. Introduction
High-speed/precision feed drive systems have been rapidly
adopted in aerospace, semiconductor, die and mold manu-
facturing industries. The need for the high performance feed
drive systems in manufacturing industries comes from the
demand for higher productivity and benefits in machining
processes such as good surface finish, improved chatter
stability and tool life. Feed drive systems in the semiconductor
industry require high-speed motion of 120 m/min peak speed
and 30 m/s2 rated acceleration. High-speed machine tools
require the feed drive systems providing more than 40 m/min
speed and 20 m/s2 peak accelerations [1,2]. However, these
specifications exceed the axis motion capabilities of conven-
tional feed drive systems. It is indispensable to devise an
advanced design methodology to fabricate high-precision/
speed feed drive systems.
Feed drive systems consist of several subsystems such as
force transmission mechanisms, actuators, sensors,
0890-6955/$ - see front matter q 2005 Elsevier Ltd. All rights reserved.
doi:10.1016/j.ijmachtools.2005.01.032
* Corresponding author. Tel.: C82 2 2290 0444; fax: C82 2 2298 4634.
E-mail address: [email protected] (S.-C. Chung).
controllers and amplifiers. Many studies concerning the
design and performance improvement of feed drive systems
have been reported so far [3,4]. Most of the studies are
performed based on the component design methodology,
which focus solely on the design or optimization of each
subsystem as shown in Fig. 1(a). However, performance of
feed drive systems depends upon not only the characteristics
of each subsystem but also the interaction among the
subsystems. This leads to the conclusion that it is impossible
to achieve maximum performance of the feed drive systems
through the component design methodology. Therefore, in
order to design high-performance feed drive systems, a
systematic design approach as shown in Fig. 1(b) is required
in which both mechanical and control subsystems are
simultaneously considered in the design process.
Some systematic design approaches have been reported
[5,6]. The integrated mechanism/control design method-
ology, which focuses on the pre-design of feed drive systems
related to motion systems, has been proposed [5]. However,
information about controller modification and dimensional
data for the mechanical subsystems, such as ballscrew
diameter and lead, were not included explicitly in the
research. The total tuning method for NC feed drive systems
has been proposed to reduce contouring errors of CNC
International Journal of Machine Tools & Manufacture 45 (2005) 1421–1435
www.elsevier.com/locate/ijmactool

Notation
Am gain margin of a feed drive system (dB)
A�m allowable gain margin (dB)
amax maximum acceleration of a table (m/s2)
Bm viscous damping coefficient of a motor shaft
(N m s/rad)
Btb width of a table (m)
Bt viscous damping coefficient of a table (N s/m)
C1(z) discrete transfer function of a position controller
C2(z) discrete transfer function of a velocity controller
c1–4 weighting factors of a multi-objective function
Da Abbe offset (m)
Daa double the Abbe offset (m)
Daa0 initial value of the Abbe offset (m)
D�aa Daa/Daa0
Dbs ballscrew diameter (m)
Dcp coupling diameter (m)
Dc(z) characteristic polynomial of a feed drive system
Ebs elastic modulus of a ballscrew (Pa)
Elg elastic modulus of a linear guide (Pa)
Er contour error ratio
Er0 initial value of the contour error ratio
E�r (Er/Er0)2
Etb elastic modulus of a table (Pa)
e feedback error of a feed drive system (m)
Fx;y;zc external force vector (N)
Fd driving force (N)
Fw load due to table and workpiece weight (N)
F(z) discrete transfer function of a feedforward
controller
Gbs shear modulus of a ballscrew (Pa)
Gcp shear modulus of a coupling (Pa)
Gc(z) closed-loop discrete transfer function of a feed
drive system
Gm(s) transfer function of a mechanical subsystem in
continuous domain
Gm(z) Gm(s)/s in discrete domain
GmðzÞ input transfer function of the ARMAX model
Go(z) open-loop discrete transfer function of a feed
drive system
Gsat(z) discrete saturation transfer function of a feed
drive system
g1–8 vector of inequality constraints
HmðzÞ noise transfer function of the ARMAX model
Ibs moment of inertia of a ballscrew (m4)
Ilg moment of inertia of linear guides (m4)
Itb moment of inertia of a table (m4)
J cost function in the identification process
Jeq equivalent inertia of a feed drive system (kg m2)
Jeq0 initial value of the equivalent inertia (kg m2)
J�eq Jeq/Jeq0
Jm inertia of rotating elements (kg m2)
Jrt rotor inertia of a motor (kg m2)
Kemf back-e.m.f. constant of a motor (Vrpm/rpm)
Keq equivalent stiffness of a feed drive system (N/m)
Kff velocity feedforward controller gain (V/V)
Kl equivalent stiffness in the axial direction (N/m)
Knt nut stiffness (N/m)
Kpp proportional gain of a position controller (V/V)
Ksb stiffness of a support bearing (N/m)
Kt torque constant of a motor (N m/Arms)
Kvp proportional gain of a velocity controller (V/V)
Kvi integral gain of a position controller (V/V)
Kq equivalent stiffness in the radial direction
(N m/rad)
ke spring constant of an elastic foundation beam
Lbs ballscrew length (m)
Lcp coupling length (m)
Llg length of a linear guide (m)
Lm inductance of a motor amplifier (H)
Lsp distance between linear guides (m)
Lstr stroke of a feed drive system (m)
Ltb table length (m)
l ballscrew lead (m)
Mt table mass (kg)
n order of a closed-loop system
OP normalized multi-objective function for the
Pareto optimum method
OM multi-objective function
OMN normalized multi-objective function
Pb axial buckling load of a ballscrew (N)
R conversion ratio of linear-to-rotational motion
Ri radius of a circular motion command (m)
Rm resistance of a motor amplifier (U)
Ro radius of a circular motion output (m)
Ti sampling period of a reference input (s)
Tmax maximum torque of a motor (N m)
Ts sampling period (s)
Vc critical velocity of a ballscrew (m/s)
Vmax maximum velocity of a feed drive system (m/s)
Vt reference voltage referring to torque reference t
(V)
vt table velocity (m/s)
vt estimated velocity of a table (m/s)
W1,2 weighting factors of a multi-objective function
for the Pareto optimum method
xc position command (m)
xs transverse distance of a nut (m)
xss steady-state output of a feed drive system (m)
xt transverse distance of a table (m)
x1–7 vector of design variables
xL1–7 lower limit of design variables
xU1–7 upper limit of design variables
aa angular error (rad)
3 Abbe error (m)
M.-S. Kim, S.-C. Chung / International Journal of Machine Tools & Manufacture 45 (2005) 1421–14351422

fm phase margin of a feed drive system (dB)
f�m allowable phase margin (degree)
da allowable structural deformation error (m)
dc structural deformation error (m)
h efficiency of a driving mechanism
4 vector of a regressor
qm rotational angle of a motor shaft (rad)
qs rotational angle of a ballscrew (rad)
rbs ballscrew density (kg/m2)
rtb table density (kg/m2)
t torque reference (N m)
tm driving torque of a motor (N m)
ti time constant of an integral controller (s)
tmaxm maximum torque applied to the motor (N m)
tmaxc maximum magnitude of a control input (N m)
x white noise
uB bandwidth of a feed drive system (rad/s)
uB0 initial value of the bandwidth (rad/s)
u�B uB0/uB
ub natural frequency of a ballscrew shaft (rad/s)
ug gain crossover frequency (rad/s)
ui rotational speed of reference input (rad/s)
up phase crossover frequency (rad/s)
us sampling frequency (rad/s)
uwB bandwidth of a feed drive system in w-domain
(rad/s)
umaxm maximum velocity of a motor (rpm)
Fig. 1. Component design vs. systematic design approaches.
M.-S. Kim, S.-C. Chung / International Journal of Machine Tools & Manufacture 45 (2005) 1421–1435 1423
machine tools [6]. However, the proposed tuning process was
not an automatic design process but a conventional graphic-
interface process using the JK-map, which supports
designers to know the current states of servo performance
and the way to satisfy the desired performance.
In this paper, an integrated design methodology as a
systematic design concept is proposed to design high-
performance feed drive systems. Strict mathematical model-
ing of subsystems of an x–y table is performed first. An
accurate identification process is conducted to verify the
obtained dynamics of the x–y table. Integration of the
subsystems is performed to formulate evaluative factors of
the feed drive system in terms of geometric errors, contour
error, relative stability conditions and so on. Parametric
studies and circular motion experiments on the x–y table are
conducted for better understanding of the influence of
interaction among subsystems on the system performance.
A nonlinear constrained optimization problem including
relevant subsystem parameters and the evaluative factors of
the feed drive system is formulated. A multi-objective
optimization method with non-dimensional variables is
applied to the optimization process. Finally, integrated
design procedures according to various design consider-
ations are conducted. In addition, a Pareto optimum solution
set [7,8] is presented in order to investigate relationships
between objective functions. The integrated design method-
ology provides not only useful knowledge of system
behavior according to subsystem characteristics but also
practical design results such as values of controller gains and
structural dimensions.
This paper presents the modeling and identification
procedures of subsystems in Sections 2 and 3, respect-
ively. In Section 4, evaluative factors of the feed drive
system are derived. Parametric studies and circular motion
experiments are provided in Section 5. Formulation of the
integrated design problems is described in Section 6.
Section 7 describes results of the integrated design and a
Pareto optimum solution set. Conclusions are described in
Section 8.
2. Modeling of feed drive systems
Accurate models of the mechanical and control sub-
systems are indispensable to perform the systematic design
satisfactorily. Mechanical characteristics of a feed drive
system such as overall flexibility, stiffness, natural
frequency and inertia affect significant effects to the design

Fig. 3. Stiffness of the support bearing according to ballscrew diameters.
Fig. 2. Freebody diagram of a feed drive system.
M.-S. Kim, S.-C. Chung / International Journal of Machine Tools & Manufacture 45 (2005) 1421–14351424
optimization. Mathematical models of the mechanical
subsystem are generally constructed by developing
equations of motion between the motor and components
of the feed drive system. Fig. 2 shows a freebody diagram of
the mechanical subsystem.
In Fig. 2, Jm is the inertia of rotating elements composed
of the motor rotor, coupling and ballscrew inertias. qm and qs
are rotational angles of the motor shaft and the ballscrew,
respectively. tm is the driving torque of the motor. xs and xt
are transverse distances of the nut and the table, respect-
ively. And Mt is the table mass, Fd is the driving force acting
on the mechanical component. R is a conversion ratio of
linear-to-rotational motion. Kl is the equivalent axial
stiffness composed of the ballscrew, nut and support bearing
stiffnesses. Kq is the equivalent torsional stiffness composed
of the ballscrew and the coupling.
Kl Z4Lbs
pEbsD2bs
C1
Knt
C1
2Ksb
� �K1
(1)
Kq Z32Lbs
pGbsD4bs
C32Lcp
pGcpD4cp
!K1
(2)
where Lbs and Dbs are length and diameter of a ballscrew,
respectively. Lcp and Dcp are length and diameter of a
coupling, respectively. And Ebs and Gbs are elastic and shear
moduli of a ballscrew, respectively. Gcp is shear modulus of
a coupling. Knt and Ksb are stiffnesses of the nut and the
support bearings, respectively (refer to Appendix A). The
equivalent inertia Jeq and stiffness Keq of the feed drive
system are described as Eqs. (3) and (4), respectively
Jeq Z R2Mt CJm (3)
Keq ZR2
h
1
Kq
C1
Kl
� �K1
(4)
where h is efficiency of the driving mechanism. It is
assumed that the stiffnesses of the support bearings and the
nut are proportional to the ballscrew diameter. Fig. 3 shows
the relationship between ballscrew diameters and stiffnesses
of the support bearings obtained from technical data [9].
From the above equations and Fig. 2, the mechanical
subsystem model of a feed drive system between the
reference voltage Vt related to torque reference t and table
velocity vt is derived as Fig. 4.
In Fig. 4, (LmsCRm)K1 represents dynamics of a motor
amplifier. Lm and Rm are inductance and resistance of the
amplifier, respectively. Kt and Kemf are the torque and back-
e.m.f. constants, respectively. Bm and Bt are the viscous
damping coefficients of a motor and a table, respectively.
Because Rm/Lm is much smaller than Bm/Jm, it is reasonable
to neglect the amplifier dynamics in the mechanical
subsystem model. Transfer function of the mechanical
subsystem Gm(s) between torque command and the table
velocity is given by
GmðsÞ ZRKtKeqh
s3 Cp1s2 Cp2s Cp3
p1 ZJmBt C ðKtKemf CBmÞMt
JmMt
;
p2 ZðKtKemf CBmÞBt
JmMt
CðJmh CR2MtÞKeq
JmMth
p3 ZðKtKemf CBmÞKeq
JmMt
CR2BtKeq
JmMth; R Z
l
2p
(5)
where l is the ballscrew lead.
PID feedback controllers are generally used to compen-
sate for steady-state error and disturbances such as external
loads and friction forces. However, the PID controllers have
several drawbacks such as poor tracking performance and
severe overshoot. A direct velocity feedforward controller
adding a velocity command to the velocity feedback loop
improves tracking performance and reduces overshoot.
Therefore, a two-degree-of-freedom (2-DOF) controller
composed of a PID feedback controller and a simple direct
feedforward controller is adopted in this paper.
In general, a controller is designed in the continuous-time
domain, s-domain, and implemented in the discrete-time
domain, z-domain, through various transformation
methods. However, discrepancies between the two control-
lers exist whatever transformation methods are used.

Fig. 4. Mechanical subsystem model including amplifier dynamics.
Fig. 5. Block diagram of the position control loop.
M.-S. Kim, S.-C. Chung / International Journal of Machine Tools & Manufacture 45 (2005) 1421–1435 1425
Therefore, although performance of a controller designed in
the continuous time domain is proper, there is a practical
limitation to implement to the digital controller. In this paper,
a 2-DOF controller is designed and implemented in the
discrete time domain. When the controller is designed
directly in z-domain, quantization errors of controller gains
are able to be reduced because the controller to be
implemented has poles and zeros that are no longer crowded
near the zZ1. Fig. 5 shows the block diagram of the control
subsystem.
In Fig. 5, xc is a position command and e is a feedback
error. Transfer functions consist of the control subsystem
are given by
C1ðzÞ Z Kpp; C2ðzÞ Z Kvp 1 CKviz
z Kti
� �;
FðzÞ Z Kff
z K1
Tsz
� � (6)
where C1(z) is the position controller, C2(z) is the velocity
controller, and F(z) is the feedforward controller. Kff is the
velocity feedforward controller gain, Kpp is the position
controller gain, Kvp and Kvi are the proportional and integral
gains of the velocity controller, respectively. Ts is the sampling
period and ti is the time constant of the integral controller.
The discrete transfer function Gm(z) is obtained by
applying a zero-order hold equivalent method to the
mechanical subsystem model Gm(s)/s as
GmðzÞ Z ð1 KzK1ÞZGmðsÞ
s2
� �(7)
From Eqs. (1)–(7) and Fig. 5, the open-loop transfer
function Go(z) and the closed-loop transfer function Gc(z) of
the feed drive system are given by Eqs. (8) and (9),
respectively.
GoðzÞ ZeðzÞ
xcðzÞ
ZC2ðzÞGmðzÞ½C1ðzÞCFðzÞ�Tsz
ð1 KFðzÞC2ðzÞGmðzÞÞTsz CC2ðzÞGmðzÞðz K1Þ
(8)
GcðzÞ ZxtðzÞ
xcðzÞ
ZC2ðzÞGmðzÞ½C1ðzÞCFðzÞ�Tsz
ð1 CC1ðzÞC2ðzÞGmðzÞÞTsz CC2ðzÞGmðzÞðz K1Þ
(9)
An interpolator in which reference trajectories are
generated plays an important role to the performance of
feed drive systems [10]. For simplicity, a trapezoidal
velocity profile for acceleration and deceleration is
considered in this paper. Since maximum acceleration
is specified as a design parameter described in Section 6,
parameters of the trapezoidal velocity profile are easily
determined by simple equations. In addition, an interp-
olator design procedure is separated from the design
procedure in a viewpoint of the integrated design
concept, because it is not required to consider design
information of the feed drive system during the
interpolator design. In this paper, therefore, it is assumed
that an interpolator has already been designed so that
generated trajectories have smooth profiles to avoid
excitation of the natural modes in the mechanical
subsystems.
3. Identification of the feed drive system
In order to verify the obtained mathematical model, an
accurate identification process of the mechanical subsystem
is conducted Auto Regressive Moving Average with
eXogenous (ARMAX) model [11] is used for the identifi-
cation. Parameters of the ARMAX model given by Eq. (10)
are estimated by using a weighted least squares penalty
function method in the frequency domain as described in
Eq. (11).
vtðkÞ Z GmðzÞtðkÞC HmðzÞxðkÞ (10)
Jð4Þ Z1
N
XN
kZ1
fvtðkÞK vtðk;4Þg2 (11)
where GmðzÞ is input transfer function, HmðzÞ is the noise
transfer function, x(k) is a white noise entering the system, J
is a cost function, vt is the estimated velocity of a table.

Table 1
Specifications of the x–y table
Specifications Unit Value
Rated power of motor W 400
Maximum torque of motor N m 3.82
Maximum speed of motor rpm 5000
Table size m 0.3!0.3
Stroke (X!Y) m 0.3!0.3
Guide type – Rolling guide
Ballscrew diameter m 0.016
Ballscrew lead m 0.005
Fig. 7. Frequency response plots of the mechanical subsystems.
M.-S. Kim, S.-C. Chung / International Journal of Machine Tools & Manufacture 45 (2005) 1421–14351426
A vector of the regressor 4 is given by
GmðzÞ Zb1z Cb2z2 C/Cbnb
znb
1 Ca1z C/Canazna
4 Z ½ b1 b2 / bnba1 a2 / ana
�T ð12Þ
Since feed drive systems have nonlinear effects such as
inherent frictions and backlash, it is difficult to identify an
accurate mechanical subsystem model of the feed drive
system. To minimize these effects, a biased-square input
signal is used for the excitation [12]. An input signal
composed of a Gaussian pseudo-random binary sequence is
used as the torque command while the rotational motor
velocity is synchronously collected as an output signal.
The identification process is applied to the x–y
table equipped with a ballscrew driven mechanism using
AC-servo motors and amplifiers, encoders, digital I/O
interfaces, and a PC-based controller. Specifications and
configuration of the x–y table are shown in Table 1 and
Fig. 6, respectively.
A transfer function model GmðzÞ is obtained by using
MATLAB System Identification Toolbox [13]. Fig. 7 shows
frequency response functions of the mechanical subsystems
described in Eqs. (5) and (12). In Fig. 7, it is assumed that
Bm and Bt of the mechanical model given by Eq. (5) are
0.00001 and 0.0001, respectively. From the identification
results, it is confirmed that the mechanical subsystem model
for the systematic design process has been reliably derived.
Fig. 6. Configuration of the x–y table.
4. Evaluative factors of feed drive systems
4.1. Geometric errors
Feed drive systems generally have moving pairs that
move relative to each other. There is an angular error aa if
there is clearance between the ballscrew and nut of a feed
drive system as shown in Fig. 8. The angular error, which is
the worst type of the geometric error in the feed drive
system, is proportionally amplified by the distance Da, Abbe
offset, between the central axis of the ballscrew and the
upper surface of a table. Based on the configuration of the
feed drive system shown in Fig. 8, the Abbe offset is
represented as
Da Z Htb CDbs
2(13)
where Htb is the height of the table. This results in an axial
positioning error called Abbe error 3 as shown in Fig. 8. In
order to design high-precision feed drive systems, the Abbe
error should be considered in the design process [14]. Based
on the configuration of the x–y table shown in Fig. 6, the
actual Abbe offset Daa that will be used in the design process
is double the length of Da.
Fig. 8. Abbe offset and Abbe error in a feed drive system.

M.-S. Kim, S.-C. Chung / International Journal of Machine Tools & Manufacture 45 (2005) 1421–1435 1427
4.2. Contour error ratio
In a circular motion of a feed drive system, a motion
command for each axis is given as a sinusoidal signal of
which z-transformation is given by
xcðzÞ Z ZfRi sinðuikTiÞg ZRi sinðuiTiÞ
z2 K2 cosðuiTiÞz C1(14)
where Ti is the sampling period of the reference input, Ri and
ui are radius and rotational speed of the circular motion
command, respectively. Amplitude of the system output at
the steady-state xss becomes the radius of an actual circular
motion Ro as
xss Z Ro Z limz/1
fð1 KzK1ÞGcðzÞxcðzÞg (15)
Therefore, a contour error ratio Er of the feed drive
system related to the circular motion is defined by
Er ZRi KRo
Ri
Z 1 KRo
Ri
Z 1 K
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiRefGcðe
juiTiÞg2 C ImfGcðejuiTiÞg2
q(16)
In Eq. (16), Er!0 means that the radius of an actual
circular motion is larger than the command radius, which is
referred to the radius increase error. On the other hand, ErO0
means that the radius of an actual circular motion is smaller
than the command radius, which is referred to the radius
decrease error.
4.3. Stability and response
In order to guarantee the stability of the designed feed
drive systems when there are uncertainties in the modeling
process, nominal and relative stability criteria represented
as gain margin Am and phase margin fm must be considered
as shown in Eqs. (17) and (18), respectively.
jzij!1; zi Z fz : DcðzÞ Z 0g for i Z 1–n (17)
Am Z20log10
1
jGoðejupTsÞj
; up Zminfu ::GoðejuTsÞZKpg
fm Z:fGoðejugTsÞgCp; ug Zminfu : jGoejuTs jZ1g
(18)
where ug is a gain crossover frequency, up is a phase
crossover frequency, Dc(z) and n are the characteristic
polynomial and the order of the closed-loop transfer
function Gc(z), respectively.
Speed of response of the designed feed drive system
is verified from the system bandwidth. However, it is
difficult to obtain an analytical expression of bandwidth
in z-domain, because z is related to ju through ejuTs . In
order to derive the explicit expression of the system
bandwidth in z-domain, a bilinear transformation in
w-plane is required [15]. The w-transformation transforms
the unit circle back to the left-hand side of the complex
plane. If the w-transformation is used, the bandwidth
obtained in terms of Gc(w) is described as uwB. The
bandwidth uB of the feed drive system in the z-domain is
given by
uwB Z uw : j½GcðwÞ�wZjuwj Z
1ffiffiffi2
p
�
uB Zus
ptanK1 puwB
us
(19)
where us is a sampling frequency.
4.4. Actuator and controller saturation
In general, it is known that the best tracking and
disturbance rejection performances of the feed drive
system are achieved by the selection of allowable
maximum controller gains. However, actuators should
fall into saturation when the maximum gain is used,
which renders the system nonlinear and the linear
analysis invalid. Therefore, saturated conditions of the
control subsystem and the maximum allowable torque
applied to the actuator must be included in the design
process. The maximum torque applied to the motor tmaxm
and the maximum magnitude of a control input tmaxc are
given by
tmaxm Z max Jeq
d2
dt2q Z
Jeq
R
d2
dt2xc
�
Z1
2R½2Jm CrtbBtbLtbðDaa KDbsÞR
2�amax (20)
tmaxc Z maxfjtðzÞjzZejuTs g Z maxfnjGsatðe
juTsÞxcðejuTsÞjg
(21)
where amax is the maximum acceleration of the table, rtb,
Ltb and Btb are density, length and width of the table,
respectively. The saturation transfer function Gsat(z) can
be calculated from Fig. 5 as follows:
GsatðzÞ ZtðzÞ
xcðzÞ
ZC2ðzÞ½C1ðzÞCFðzÞ�Tsz
ð1 CC1ðzÞC2ðzÞGmðzÞÞTsz CC2ðzÞGmðzÞðz K1Þ
(22)
4.5. Resonance frequency and structural deformation error
Since the critical speed of a feed drive system leads to
resonance, the critical speed of a ballscrew shaft estimated
from the natural frequency of a bar element, where the
fixed-ends boundary condition is applied, must be included
in the integrated design procedure. The critical speed Vc is

Fig. 9. Effects of mechanical-control interaction to contour error ratio.
M.-S. Kim, S.-C. Chung / International Journal of Machine Tools & Manufacture 45 (2005) 1421–14351428
given by
Vc Zl
2pub Z
11:2Dbsl
pL2bs
ffiffiffiffiffiffiffiEbs
rbs
s(23)
where ub and rbs are the natural frequency and density of a
ballscrew shaft, respectively.
A beam model on elastic foundations [16] is considered
to derive structural deformation error. The deformation
error dc of the mechanical structure in the vertical direction,
which refers to Appendix B, and the axial buckling load Pb
of the ballscrew are given as Eqs. (24) and (25),
respectively.
dc ZBtbL3
str
3ElgIlg
ElgIlg
6EtbLtbBtbL3strðDaa KDbsÞ
3
� �1=4
!2 Ccos bBtb Ccosh bBtb
sin bBtb Csinh bBtb
� �ðFz
c CFwÞ ð24Þ
Pb Z4p2EbsIbs
L2bs
Zp3EbsD
4bs
16L2bs
(25)
where Fzc is the external force acting on mechanical
components in z-direction, Fw is the external force due to
the table and workpiece mass, Etb is elastic modulus of a
table, Itb and Ibs are moment of inertia of a table and a
ballscrew, respectively.
Fig. 10. Effects of mechanical-control interaction to response.
5. Performance analysis of feed drive systems
Both the individual performance of each subsystem
and interactions between subsystems are considered in a
systematic design process. In order to investigate the
influence of the interactions on the system performance,
simulations and circular motion experiments in the x–y
table are conducted. Results of these processes make it
possible to understand accurate dynamic behavior of a
feed drive system and perform a systematic design
properly.
Fig. 9 shows the contour error ratio according to the
mechanical and control design parameters. There are
mechanical and control parameter pairs that cause severe
increase of the radius error. Fig. 10 shows speed of response
(bandwidth) of the feed drive system according to the
mechanical and control design parameters. In general,
response characteristics are improved according as dimen-
sions of mechanical subsystems are decreased and magni-
tude of controller gains is increased. It is difficult to consider
these interactions in design processes through conventional
component design methodologies. It is the integrated design
methodology that reflects these interactions in the design
process of feed drive systems.
In manufacturing of aerospace components, weight of
the workpiece changes substantially during the machining
process. Therefore, it is important to investigate
the influence of inertia variations on the performance
of feed drive systems. In circular motion experiments,
axis inertia (table mass) and proportional gains of the
position controller are used to investigate the influence of
interactions between mechanical and control subsystems
on the system. Circle radius of 25 mm and circular
motion speed of 5000 mm/min are used for the
experiments.
Figs. 11 and 12 show experimental results of circular
motions with various axis inertias and proportional gains.
As shown in Figs. 11(a) and 12(a), there is little difference
between the circular motion profiles when the position
controller of the feed drive system has small proportional
gains. However, there are unacceptable vibrations in
Fig. 12(c) when the proportional gain is over 170 in which
the axis inertia is smaller than the one of Fig. 11(c).
From the experimental results, it is conformed that the
limitation of performance depends on characteristics of both
mechanical and control subsystems. Therefore, it is
impossible to attain high-speed characteristics of the feed
drive system by decreasing axis inertia only without
considering the controller gains.
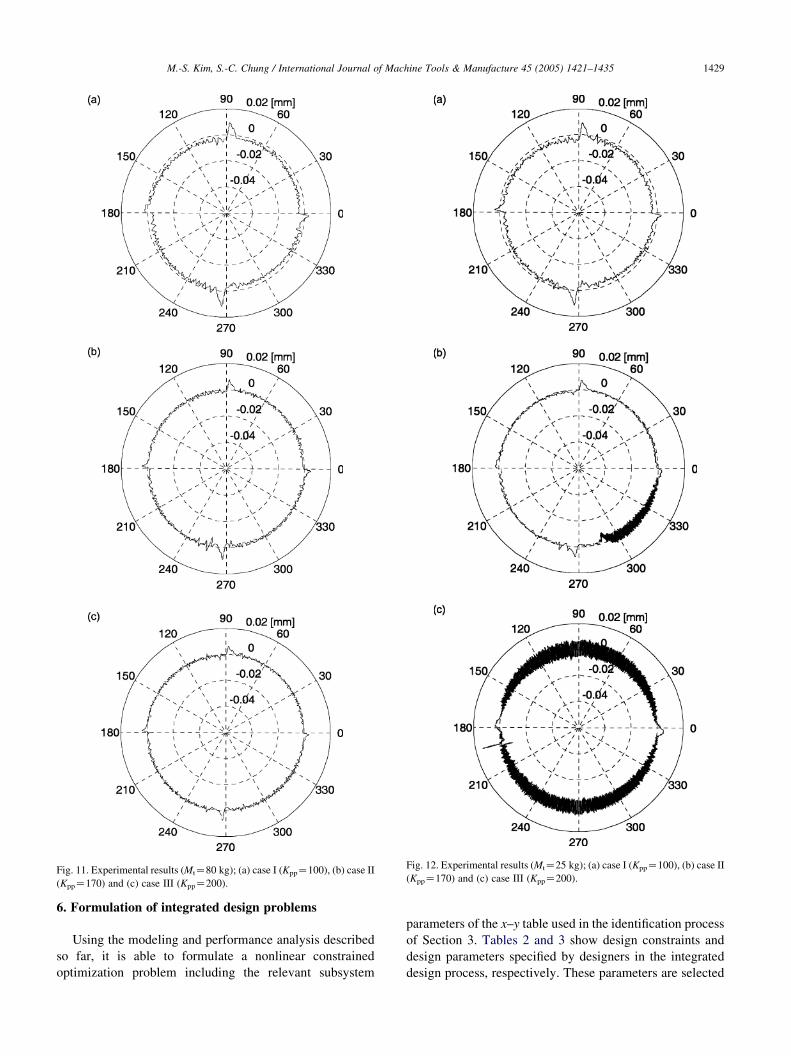
Fig. 11. Experimental results (MtZ80 kg); (a) case I (KppZ100), (b) case II
(KppZ170) and (c) case III (KppZ200).
Fig. 12. Experimental results (MtZ25 kg); (a) case I (KppZ100), (b) case II
(KppZ170) and (c) case III (KppZ200).
M.-S. Kim, S.-C. Chung / International Journal of Machine Tools & Manufacture 45 (2005) 1421–1435 1429
6. Formulation of integrated design problems
Using the modeling and performance analysis described
so far, it is able to formulate a nonlinear constrained
optimization problem including the relevant subsystem
parameters of the x–y table used in the identification process
of Section 3. Tables 2 and 3 show design constraints and
design parameters specified by designers in the integrated
design process, respectively. These parameters are selected

M.-S. Kim, S.-C. Chung / International Journal of Machine Tools & Manufacture 45 (2005) 1421–14351430
based on operating conditions of high-speed feed drive
systems [1,2].
Based on the integrated design methodology described in
Section 1, both mechanical and control parameters are
considered as the design variables x. Abbe offset, ballscrew
lead and diameter, as well as controller gains, Kff, Kpp, Kvp
and Kvi, of the 2-DOF controller are selected as the design
variables:
x Z ½Daa;Dbs; l; Kff ; Kpp; Kvp; Kvi�T (26)
Since interactions between mechanical and control
subsystems are considered simultaneously in design vari-
ables, a systematic design procedure is realized. Objectives
of the design procedure are minimization of the Abbe offset,
magnitude of the contour error ratio, the equivalent inertia
and the inverse of bandwidth of the feed drive system while
the related constraints are satisfied.
In usual optimization methods, only one evaluative
factor is considered as a single objective function, and
others are considered as constraint functions. However, in
such a method, complicated relationships among the
evaluative factors are difficult to investigate, and design
results derived from the single objective optimization do not
provide a comprehensive view of the system to designers.
Therefore, in order to overcome these disadvantages, a
multi-objective optimization method is introduced in which
several evaluative factors are adopted as objective
functions.
Optimal solutions of a multi-objective function have
been obtained by using a weighting method, a constraint
method, a non-inferior set estimation method and so on.
A weighting method is generally utilized owing to its
simplicity and physical meanings. In this paper, the
weighting method is applied to perform the integrated
design of the feed drive system. To solve the multi-objective
optimization problem numerically by using the weighting
method, it is converted into a sequence of scalar
optimization problems in which the objective function is
Table 2
Constraints for the integrated design
Constraint Equation
Maximum feedrateg1 : Vmax KVc !0; Vc Z
11:2Dbsl
pL2bs
ffis
Maximum deformationg2 : dc Kda !0; dc Z
b
2ke
2Ccos b
sin bBt
�Buckling load
g3 : Fxc KPb !0; Pb Z
4p2EbsIbs
L2bs
Nominal stability g4 : jzijK1!0; zi Zfz : DcðzÞZ0g;
Gain margin g5 : A�m KAm !0; Am Z20 log10½1=jG
Phase margin g6 : f�m Kfm !0; fm Z:½Goðe
jugTs Þ
Saturated torque g7 : tmaxc Ktmax
m !0; tmaxc Z maxfnjG
Saturated control inputg8 : t
maxm KTmax !0; t
maxm Z
Jeq
R
d2
dt2a
defined by a linear combination of all objective functions
with nonnegative different weighting factors. The objective
function OM of the multi-objective problem using the
weighting method is formulated as
OMðxÞ Z c1Daa Cc2Jeq Cc3jErjCc4
1
uB
(27)
where ck, kZ1–4 is the weighting factor of each objective
function.
Dimensionless variables are introduced in the design
process. Normalization of the multi-objective function
minimizes detrimental effects on design results, which are
induced by round-off errors and divergence in the
optimization process. Therefore, the normalized multi-
objective function OMN is represented as follows.
OMNðxÞ Z c1D�aa Cc2J�
eq Cc3E�r Cc4u�
B
D�aa Z
Daa
Daa0
; J�eq Z
Jeq
Jeq0
; E�r Z
Er
Er0
� �2
; u�B Z
uB0
uB
ð28Þ
where Daa0, Jeq0, Er0 and uB0 are initial values of Abbe
offset, equivalent inertia, contour error ratio and bandwidth
of the feed drive system. A multi-objective function renders
it possible to reflect various aims of designers through
the selection of weighting factors. Consequently, the
integrated design problem is formulated as the nonlinear
constrained optimization problem as follows:
Minimize
OMNðxÞ Z c1D�aa Cc2J�
eq Cc3E�r Cc4u�
B
Subject to
giðxÞ%0; i Z 1;.; 8 xLj %xj%xU
j ;
j Z 1;.; 7 x Z ½Daa;Dbs; l;Kff ;Kpp;Kvp;Kvi�T ð29Þ
where gi is the vector of inequality constraints, xLj and xU
j
are the lower and upper limits of design variables,
respectively.
ffiffiffiffiffiffiEbs
rbs
Btb Ccosh bBtb
b Csinh bBtb
�ðFz
c CFwÞ
iZ1–n
oðejupTs Þj�
�Cp
satðejuTs Þxcðe
juTs Þjg
max

Table 3
Design parameters specified by a designer
Design parameter Symbol (unit) Value
Torque constant of the motor Kt (N m/Arms) 0.498
Back-e.m.f. constant of the motor Kemf (Vrms/rpm) 0.0142
Maximum velocity of the motor umaxm (rpm) 5000
Maximum torque of the motor Tmax (N m) 3.82
Rotor inertia Jrt (kg m2) 0.173!10K4
Table width Wtb (m) 0.3
Table length Ltb (m) 0.3
Stroke Lst (m) 0.3
Circular radius Ri (m) 0.1
Circular velocity ui (rad/s) 5
Maximum acceleration amax (m/s2) 2 g
Maximum velocity Vmax (m/s) 0.75
Cutting force Fc (N) (100, 100, 100)
Load capacity Fw (N) 500
Allowable gain margin A�m (dB) 10
Allowable phase margin f�m (degree) 50
Allowable deformation error da (m) 5!10K6
Time constant of the I-controller ti (s) 0.01
Order of the closed-loop system n 7
Table 4
Integrated design results-design variables
Design variable Unit Initial system Integrated
design
x1 (Daa) m 0.060 0.043
x2 (Dbs) m 0.016 0.013
x3 (l) m 0.005 0.013
x4 (Kff) V/V 0.100 0.140
x5 (Kpp) V/V 100.000 98.672
x6 (Kvp) V/V 1.000 2.977
x7 (Kvi) V/V 0.100 0.397
Table 5
Integrated design results-system performances
Performance Unit Initial system Integrated
design
Er % 6.680 0.067
uB rad/s 12.717 40.030
Jeq kg m2 1.03!10K4 8.13!10K5
tmaxc N m 1.288 0.816
M.-S. Kim, S.-C. Chung / International Journal of Machine Tools & Manufacture 45 (2005) 1421–1435 1431
The Sequential Quadratic Programming (SQP) method
[17], which is suitable for nonlinear constrained optimiz-
ation problems, is employed to perform the integrated
design of the feed drive system. The SQP solves a nonlinear
function of the design variables by using a quadratic
approximation. The approximation is made of the Hessian
of the Lagrangian function using a quasi-Newton updating
method. This is then used to generate a QP subproblem
whose solution is used to form a search direction for a line
search procedure. The SQP algorithm is implemented by the
use of Optimization Toolbox in MATLAB [13]. Design
parameters of the x–y table that had been applied to the
identification process are used as initial values of the design
variables in the optimization process.
Am dB 38.773 25.201fm degree 81.749 75.761
Fig. 13. Comparisons of bode diagrams of the closed-loop.
7. Results of integrated design problems
7.1. Results of the integrated design
Based on Tables 2 and 3, as well as Eq. (29), the
integrated design for the precision feed drive system in
which weighting factors of the multi-objective function are
set to have a uniform effect to the optimization process is
performed. Results of the integrated design are listed in
Tables 4 and 5. The initial system represented in Tables 4
and 5 and Figs. 13 and 14 means the x–y table that had been
applied to the identification process.
Figs. 13 and 14 show comparisons of Bode diagrams and
step responses of the closed-loop, respectively. The design
results not only satisfy all the constraints but also improve
the desired system performance.
From Tables 4 and 5, it confirms that the Abbe offset and
the contour error ratio are reduced. In addition, system
bandwidth is increased more than three times through
the integrated design. tmaxc in Table 5 means that required
motor power and the corresponding control input for the
designed feed drive system have been decreased owing to
the objective function that minimizes Abbe offset and
equivalent inertia, as well as the constraint of actuator
saturation. However, the relative stability is decreased as
shown in Table 5. This comes from the fact that controller
gains obtained from the integrated design process are larger
than those of the initial system. It means that the initial
mechanical subsystem has been over designed. It is
confirmed that the design results not only satisfy all the
constraints but also achieve the desired system performance.
The effectiveness of the integrated design methodology is
confirmed through the results.

Fig. 14. Comparisons of step responses.
M.-S. Kim, S.-C. Chung / International Journal of Machine Tools & Manufacture 45 (2005) 1421–14351432
7.2. Pareto optimum solutions
The objective functions considered in the integrated
design process interact mutually, and conflicting relation-
ships exist among them. For example, there exist conflicting
relationships between minimization of the Abbe offset and
maximization of the system bandwidth. In other words,
design changes for improving system accuracy cause
degradation of response characteristics of the feed drive
system. From this fact, for the integrated design of feed
drive systems, it is required to select proper design variables
according to which one gives a better result between the
accuracy and response characteristics.
A typical description of a Pareto optimum technique,
which is the determination of the compromise set of
multi-objective problems, has been proposed [7,8].
The conflicting relationships between the objective func-
tions are able to be evaluated by using the Pareto optimum
solution set. Pareto optimum solutions are obtained by using
the weighting method in which the sum of each weighting
factor is 1. The multi-objective function OP described in Eq.
(30), minimization of the Abbe offset and the inverse of
bandwidth, is considered in order to obtain the Pareto
optimum solution set as
Table 6
Design variables and objective functions of Pareto optimum solutions
No. Weighting factors
(W1/W2)
Design variables
x1 (Daa) x2 (Dbs) x3 (l) x4 (
1 0.1 0.9 0.026 0.006 0.026 0.10
2 0.2 0.8 0.027 0.007 0.024 0.06
3 0.3 0.7 0.027 0.007 0.024 0.07
4 0.4 0.6 0.027 0.006 0.023 0.10
5 0.5 0.5 0.028 0.007 0.020 0.22
6 0.6 0.4 0.029 0.008 0.019 0.14
7 0.7 0.3 0.030 0.008 0.019 0.09
8 0.8 0.2 0.033 0.009 0.015 1.21
9 0.9 0.1 0.041 0.016 0.011 0.07
OPðxÞ Z W1u�B CW2D�
aa (30)
where W1,2 is the weighting factor of each objective
function. Increase in the weighting factor W1 means that
the system bandwidth is considered as a more desirable
factor than the Abbe offset of the feed drive system. Pareto
optimum solutions are obtained according to different
weighting factors in the interval of [0, 1]. Table 6 shows
the optimal values of design variables and objective
functions according to various weighting factors.
As shown in Table 6, the optimal values of each
objective function have a trend according to the weighting
factors. As the weighting factor W1 is increased, the system
bandwidth and the Abbe offset are increased. The conflict-
ing relationships between two objective functions for the
feed drive system are presented in Figs. 15 and 16. The
optimum solutions along the curve from to in Fig. 15
are called the Pareto optimum solution set as.
Fig. 17 show mechanical and control design variables
of the Pareto optimum solution set. The design variables
are also changed according to the weighting factor. When
the weighting factor W1 is increased, velocity controller
gains and the ballscrew diameter are increased, and the
ballscrew lead is decreased to satisfy the desired
performance of the system response. However, it is
difficult to find a certain behavior in the position and
feedforward controller gains according to weighting
factors.
Pareto optimum results are very useful for the integrated
design of the feed drive system. For example, when
designers want to focus on increasing the system accuracy
rather than response characteristics of the feed drive
system, they can select points such as to on the
curve of Fig. 15 and then read the corresponding design
variables in Table 6. In addition, the Pareto optimum
solution set allows designers to quantize relationships
among objective functions and to determine the influence
of one objective function to the others. Although only
one design solution is chosen for the implementation, the
knowledge of relationships between the objective functions
provides the flexibility of the systematic design methodo-
logy substituting one solution for the other according to the
Objective functions
Kff) x5 (Kpp) x6 (Kvp) x7 (Kvi) u�B D�
aa
0 100.19 0.560 5.96!10K4 0.329 0.437
8 102.77 0.610 8.93!10K4 0.312 0.446
5 98.48 0.674 1.08!10K3 0.305 0.449
7 79.52 1.080 1.15!10K3 0.260 0.451
0 99.62 1.251 6.52!10K3 0.207 0.470
5 88.46 1.713 7.18!10K3 0.190 0.492
0 90.36 1.769 3.78!10K2 0.186 0.502
0 100.26 2.083 6.53!10K2 0.153 0.548
0 101.02 3.856 8.95!10K2 0.142 0.678

Fig. 15. Pareto optimum solution set.
M.-S. Kim, S.-C. Chung / International Journal of Machine Tools & Manufacture 45 (2005) 1421–1435 1433
required system performance. Therefore, formulation of
the integrated design of a feed drive system as a multi-
objective optimization problem and its Pareto optimum
solution set provide designers with a deeper understanding
about the interaction between mechanical and control
subsystems as well as the design optimization of a feed
drive system.
Fig. 17. Optimal values of design variables of the Pareto optimum set; (a)
mechanical design variables, (b) velocity controller gains and (c) position
and feedforward controller gains.
8. Conclusions
A systematic design methodology is proposed to
design a high-speed/precision feed drive system. In
addition to the strict modeling of subsystems, an accurate
identification process of the mechanical subsystem has
been conducted. Parametric studies and circular motion
experiments on the x–y table are performed in order to
investigate interactions between mechanical and control
subsystems, as well as the influence of the interactions
on system performance. From the circular motion
experiments, it is confirmed that limitations of system
performance depend on characteristics of both mechan-
ical and control subsystems.
Fig. 16. Optimal values of objective functions according to weighting
factors.
A multi-objective function and normalization technique
are introduced in the design process. According to the
simulation results of the case studies in the x–y table, the
system bandwidth is increased more than three times and
Abbe offset decreased by 28 percent through the proposed
design methodology.
The conflicting relationship between two objectives,
minimizing the Abbe offset and the inverse of the bandwidth
of the feed drive system, is investigated through the Pareto
optimum solution set. Contrary to a unique optimum
solution offered by optimization methods of a single
objective function, the versatility of optimization of
the feed drive system is obtained through the Pareto
optimum method.
Consequently, it is confirmed how controller gains and
mechanical design parameters are selected for the
optimal design and fabrication of feed drive systems.

Fig. A1. Elements of the mechanical subsystem element.
M.-S. Kim, S.-C. Chung / International Journal of Machine Tools & Manufacture 45 (2005) 1421–14351434
Developed design methodology gives not only the
possibility to evaluate and optimize the dynamic motion
performance of the feed drive system, but also improves the
quality of the design process to achieve the required
performance for high-precision/speed feed drive systems.
Appendix A. Dimensions and parameters of the
mechanical subsystem
Dimensions and parameters of the mechanical subsystem
used in this paper are listed as follows (Fig. A1):
Knt
nut stiffness (N/m)Ksb
stiffness of a support bearing (N/m)Lstr
stroke of a feed drive system (m)Gcp
shear modulus of a coupling (Pa)Dcp
coupling diameter (m)Lcp
coupling length (m)Ebs
elastic modulus of a ballscrew (Pa)Gbs
shear modulus of a ballscrew (Pa)Dbs
ballscrew diameter (m)rbs
ballscrew density (kg/m2)Ibs
moment of inertia of a ballscrew (m4)Lbs
ballscrew length (m)Etb
elastic modulus of a table (Pa)rtb
table density (kg/m2)Itb
moment of inertia of a table (m4)Btb
table width (m)Ltb
table length (m)Elg
elastic modulus of a linear guide (Pa)Ilg
moment of inertia of linear guides (m4)Llg
length of a linear guide (m)Lsp
distance between linear guides (m)Fig. B1. A beam model on the elastic foundation.
Appendix B. Beams on elastic foundations
We assume that Ilg is constant during design procedures.
And dimensions of linear guides are dependent on table
dimensions and stroke of a feed drive system as follows
(Fig. B1):
Lsp Z2
3Btb; Llg Z 2Lstr (B.1)
From Ref. [16], the spring constant ke of linear guides on
elastic foundation is given by
ke Z48ElgIlg
LspL3lg
Z48ElgIlg
23
Btbð2LstrÞ3
Z9ElgIlg
BtbL3str
(B.2)
Therefore, the deformation error of a mechanical
structure in the vertical direction is described as follows:
dc Zb
2ke
2 Ccos bBtb Ccosh bBtb
sin bBtb Csinh bBtb
� �ðFz
c CFwÞ;
b Zke
4EtbItb
� �1=4(B.3)
Moment of inertia of the table Itb is calculated as
Itb ZLtbH3
tb
12(B.4)

M.-S. Kim, S.-C. Chung / International Journal of Machine Tools & Manufacture 45 (2005) 1421–1435 1435
From Eqs. (B.2)–(B.4),
b
2ke
Z1
64EtbItbk3e
� �1=4
ZBtbL3
str
18ElgIlg
27ElgIlg
EtbLtbBtbL3strH
3E
� �1=4
(B.5)
From the definition of Abbe offset in Section 4, the height
of a table Htb can be represented in terms of Abbe offset Daa
and ballscrew diameter Dbs as follows:
Daa Z 2Da Z 2Htb CDbs; Htb ZDaa KDbs
2(B.6)
Therefore, the deformation error of a mechanical
structure in the vertical direction including the Abbe offset
Daa is described as follows:
dc ZBtbL3
str
3ElgIlg
ElgIlg
6EtbLtbBtbL3strðDaa KDbsÞ
3
� �1=4
!2 Ccos bBtb Ccosh bBtb
sin bBtb Csinh bBtb
� �ðFz
c CFwÞ ðB.7)
References
[1] J. Tlusty, High-speed machining, Annals of the CIRP 42 (2) (1993)
733–738.
[2] A. Miles, High Performance Machining, Hanser Gardner Publication,
Cincinnati, 1998.
[3] Y. Koren, Control of machine tools, Transactions on ASME Journal of
Manufacturing Science and Engineering 199 (1997) 749–755.
[4] M. Ebrahimi, R. Whalley, Analysis, modeling and simulation of
stiffness in machine tool drives, Computers and Industrial Engineer-
ing 38 (2000) 93–105.
[5] A. Dequidt, J.M. Castelain, E. Valdes, Mechanical pre-design of high
performance motion servomechanisms, Mechanism and Machine
Theory 35 (2000) 1047–1063.
[6] Y. Kakino, A. Matsubara, Z. Li, D. Ueda, H. Nakagawa, T. Takeshita,
H. Maruyama, A study on the total tuning of feed drive systems in NC
machine tools (4th report), Journal of the JSPE 63 (3) (1997) 368–372
(in Japanese).
[7] J. Koski, Multicriterion optimization in structural design, in: New
Directions in Optimum Structural Design, Wiley, New York, 1984.
[8] M. Yoshimura, T. Hamada, K. Yura, K. Hitomi, Multi-objective
design optimization of machine-tool spindles, Transactions of the
ASME, Journal of Mechanisms, Transmissions, and Automation in
Design 106 (1984) 46–53.
[9] LM System Catalog—Technical Reports, THK Co., Ltd, 1992.
[10] E. Kaan, Y. Altintas, High speed CNC system design. Part I—jerk
limited trajectory generation and quintic spline interpolation,
International Journal of Machine Tools and Manufacture 41 (2001)
1323–1345.
[11] L. Ljung, System Identification-Theory for the User, Prentice Hall
PTR, New Jersey, 1999.
[12] M.S. Kim, S.C. Chung, Identification of nonlinear characteristics for
precision servomechanisms, in: Proceedings of ASPE Annual Meet-
ing Portland, 26–31 Oct., 2003, pp. 167–170.
[13] MATLAB User Guide, Mathworks, Inc., 2000.
[14] H. Nakazawa, Principles of precision engineering, Oxford University
Press, New York, 1994.
[15] B.C. Kuo, Digital Control System, Saunders College Publishing,
Florida, 1992.
[16] A.C. Ugural, S.K. Fenster, Advance Strength and Applied Elasticity,
Elsevier, New York, 1987.
[17] J.S. Arora, Introduction to Optimum Design, McGraw-Hill, Inc.,
Singapore, 1989.