a review of paper aging in power transformers
TRANSCRIPT

A review of paper aging in powertransformers
D.H. Shroff, M.Sc.(Eng.), C.Eng., M.I.E.E.. and A.W. Stannett, B.Sc.(Eng.),C.Eng.. F.I.E.E.
Indexing terms: Transformers
Abstract: As part of a comprehensive study of transformer behaviour, the factors which control the agingprocesses in transformer paper have been reviewed experimentally. Three different types of paper have beenused: 60/40 manilla/wood, all-wood and thermally upgraded paper. Aging has been done in vitro under oil inatmospheres of nitrogen and air with controlled water contents. The aging temperatures were in the range110-140°C with aging periods up to 1.5 years. Paper condition was monitored by measuring its degree ofpolymerisation (DP) checked by burst strength. In most of the experiments normal BS 148 oil was used, butsome experiments were done to examine the effect of oil preservatives on paper aging. Opportunity was taken tocompare the furfuraldehyde contents of oils from the aging cells with paper condition. It is confirmed that paperaging is highly dependent on temperature and the presence of water and oxygen, although the aging of thethermally upgraded paper examined is virtually unaffected by water and only slightly by oxygen.
1 Introduction
It is well known that the paper and oil used in trans-formers degrade with time at rates which depend on thetemperature and the amount of air and water present[1, 2]. Various devices such as completely sealing the units,using nitrogen blankets and using flexible membranes,have been suggested as means of improving the lifetime ofthe oil. In addition, thermally upgraded papers have beendevised and have been available for some years. Somesupply authorities and transformer manufacturers havebeen using some or all of these devices with varyingdegrees of success. Many others have taken the stance ofcautious awareness. In the absence of any evidence thatnormal papers are inadequate, they have continued to usethem in transformers fitted with conservators.
From time to time it is necessary to review practicesand policies, particularly when requirements change. Thisis certainly the case with transformers for the CEGBsystem, which has passed through the stage of rapidgrowth and change so that now the modern high-efficiencyunits are being expected to operate reliably for 40 years orso. In the case of generator transformers this means vir-tually continuous operation at full load. Even higher oper-ating temperatures than those currently in use in the UKare being discussed internationally.
Transformer design reflects the knowledge available atthe time and efforts have been made to improve methodsof calculating winding temperatures still further [3], todevelop improved means of measuring temperatures intransformers [4], and to monitor transformers in servicemore thoroughly [5].
As part of this current overall package of research,paper aging was re-examined with a view to reassessingthe need for change, either in the materials or practicesused or in the preservation systems.
2 Paper and its degradation
Paper is a sheet of material made from vegetable cellulosefibres dispersed in water and drained to form a mat. Thecohesion of the fibres to one another when the mat is driedis almost exclusively a property of cellulose fibres. The
Paper 4174C (P7, S2), first received 30th November 1984 and in revised form 13thMay 1985The authors are with the Central Electricity Generating Board, Technology Plan-ning & Research Division, Central Electricity Research Laboratories, KelvinAvenue, Leatherhead, Surrey KT22 7SE, United Kingdom
312
main source of cellulose fibres is wood, and the prep-aration of woodpulp, used to make paper, is a processwhich removes most of the other constituents of the livingplant, e.g. lignin, carbohydrates, waxes etc., to leave thecellulose fibres. Manilla fibre is also used. This is extractedfrom the palm-like leaf stalks of the Manilla hemp plant(Musa Textilis) which grows in the Phillipine Islands. Itsprimary use is to make ropes or textiles depending on itsfineness, and the paper pulp is often produced from usedcordage (old rope).
Cellulose is a linear polysaccharide consisting ofanhydro D-glucopyranose units held together by a ($-linkage. Many of these long chains form a single cellulosefibre.
H OH CH2OH
'OHH
H H
OH H
CH2OH H 01
Fig. 1 Cellulose structure
OH
H
'OHH
The strength of a dried sheet of paper is dependent onmany factors, but the most significant are the conditionand strength of the fibres themselves and the physio-chemical bonding, known as 'hydrogen bonding', betweenthe cellulose molecules.
The fact that cellulose degrades will, of course, influencethe aging performance of a sheet of paper. The mechanismof degradation of cellulose is complicated but is dependenton the environmental conditions, and is likely to be one ofthe following forms:
(a) Hydrolytic degradation: This refers to the cleavage atthe glucosidic linkage, the ultimate degradation giving thesugar glucose
(b) Oxidative degradation: Cellulose is highly susceptibleto oxidation, the hydroxyl groups being the weak areaswhere carbonyl and carboxyl groups are formed and caneventually cause secondary reactions giving chain scission
(c) Thermal degradation: Below 200°C the degradationis similar to, but faster than, the normal aging of cellulose.The oxidative and hydrolytic degradation occurs to give (i)severance of the chain, reducing the degree of polymeris-ation and therefore the strength, and (ii) opening of theglucose rings. The decomposition products are mostlywater and the carbon oxides.
Various processes have been developed to improve theresistance of paper to degradation, or 'upgrade' it. In some
IEE PROCEEDINGS, Vol. 132, Pt. C, No. 6, NOVEMBER 1985

processes, the pulp is modified chemically by convertingsome of the OH radicals to more stable groups, but othersimpler processes involve adding 'stabilisers', such asnitrogen-containing chemicals like dicyandiamide. Thethermally upgraded papers used in this investigation wereprepared by this latter type of process.
3 Aging in practice
3.1 Conditions in the field and the laboratoryModern large transformers are fitted with conservators inwhich the air is kept dry either by silica gel breathers or,more likely, a 'DrycoF refrigerated device maintaining adewpoint of about — 20°C. During manufacture, the con-tents of the tank are dried to a paper moisture content of0.5% or better and degasified to a gas content of 0.5-0.8%; subsequently, the air (or oxygen) in the tank inservice builds up over a period of time, mainly by breath-ing, as relatively dry air-saturated oil is carried in from theconservator when the transformer cools. Only smallamounts of water enter by this route, but moisture in thetank also comes from the degradation of the cellulose. Thebreathers or the Drycol equipment on the conservatorsremove some degradation products from inside the tank,but the quantities involved are very small because it isclearly at least as difficult for them to escape through theoil preservation system as it is for air and water to enter.Consequently, the water content of transformers will prob-ably range from around 0.1 to 2% over its lifetime, withthe oxygen concentration varying from practically nil, ini-tially, to a dynamic balance between its ingress throughthe breathing system and the rate of oxygen uptake by theoil and the paper.
As it is difficult to model, let alone accelerate, the agingconditions in a transformer with any credibility, a set ofgeneral aging experiments was devised. These weredesigned to cover the range of conditions from low waterand air content to relatively high water and air content,and explore, in some measure, the effect of removing deg-radation products. Modest acceleration of the processeswas achieved by aging in the temperature range 110—140°C.
The experiments reported here were done using threetypes of paper: the commonly used 60/40 manilla/wood-pulp (60/40), an all-wood (AW) and a similar wood-pulppaper that has been thermally upgraded during manufac-ture (UGAW). The AW papers were 125 pirn thick; the60/40 paper was 75 [im thick.
3.2 Monitoring methodsThe degradation process can be followed in many differentways such as tensile, folding, tear and burst strengths, bygas evolution and electrical properties, or by coppernumber, acidity, degree of polymerisation and degradationfactor. There is usually good correlation between the tests[6]. The degree of polymerisation (DP) [7] is used as ameasure of degradation in this paper, although burststrength was also always measured as a cross-check. Thetwo properties were found closely correlated for a givenpaper down towards brittleness. This step of making twomeasures of degradation was done to support the assump-tion that the various aging conditions (e.g. air/no-air, dry/wet, gas-stagnant/flushed) all produced a similar type ofdegradation for the different papers.
Most of the early work, such as that of Montsinger [8],was based on the use of tensile strength as a measure andtaking as a criterion for the end of 'useful life' thereduction of the tensile strength to 50% of its original
value. The more precise DP method gives the same infor-mation more conveniently. Fig. 2 shows how paper loses
80r
70
60
~c 50
* 0CT>
I 30Xn5 2 0c
1 0
0
tears too readilyto test
200 300 400 500 600 700 800degree of polymerisation of paper
Fig. 2 Tensile strength and DP of papers from model transformersO free breathing units• nitrogen blanketed units
its strength suddenly at about half its original strength,when its DP drops to about 250, and this is the value usedin this paper to indicate the end of useful life.
4 Paper aging experiments
4.1 Over nitrogenThe first series of experiments was designed to investigateas simply as possible the effects of heat aging alone on thethree chosen paper samples. The samples were in the formof 25 mm wide strips of mass 2.5 g. They were rolledloosely to permit easy drying and impregnation and sub-sequent ready interchange between the degrading agents,degradation products and the oil, and inserted into glasstubes where they were dried at 110°C for 48 hours undervacuum of 0.01 torr. The vacuum was broken with 60 mlof dry nitrogen-saturated BS 148 oil [9] followed by drynitrogen, and the tubes were flame sealed.
The water contents of the oils and papers produced inthis way were 5-10 parts in 106 and 0.1-0.2%, respectively.
Specimens thus prepared were heated in massive alu-minium blocks in thermostatically controlled ovens at110°C, 120°C, 130°C and 140°C, controlled to 1°C tocontrol the sample temperature to better than 0.5°C. TheDP was measured after various periods. As reported byFallou [1], the DP drops very rapidly from its originalvalue of around 1100-1200 as the highly susceptible impu-rities react, but thereafter changes exponentially with time.A part of the initial aging usually occurs during the dryingand impregnating process, and the samples prepared asdescribed above started their aging periods with DPs ofabout 950. This compares with 750-850 for papers thathave been subjected to typical factory drying regimes.
Fig. 3 is a plot of results obtained at 140°C. Fromsimilar data the aging time required for the DP to drop to250 was estimated enabling the Arrhenius plot (Fig. 4) tobe constructed.
These results show the superiority of the upgradedwood-pulp paper over the untreated material but only atthe higher temperatures, above about 100-110°C. At140°C, for instance, the lifetime of the upgraded paper isabout four times that of the untreated material. Similarly,
IEE PROCEEDINGS, Vol. 132, Pt. C, No. 6, NOVEMBER 1985 313

the untreated all-wood-pulp paper was somewhat moreresistant to high temperatures than the 60/40 blend, thefactor being less than two at 140°C.
1000900800
700
.2 6 0 0
| 500
eoa
a, 300
200
20 40 60 80 100 120 140 160 180aging period ,days
Fig. 3 Aging of dry oil impregnated paper under nitrogen at 140°C
a UGAW b AW c 60/40 nitrogen flow 10 ml/min d 60/40
105-,-
-100yr
10* - -
10 3 - -oa.ao
10'->
-10yr
-1yr
140°C 130°C 120°CI I • I
110°C 100°C 90°CI
0.0024 0.0025 0.0026 0.0027
(absolute temperature)"1 , K"1
Fig. 4 Variation of life of dry oil impregnated papers with temperatureunder nitrogena UGAW b AW c 60/40
During these tests any degradation products of thepaper would have been retained in the cells to affect theaging rate as they accumulated. The accumulation of waterin this way is shown in Fig. 5, there being little differencebetween normal and upgraded papers taken to similarDPs whether aged over air or nitrogen.
In comparing these results with expected performancein sealed or nitrogen blanketed transformers, the effect ofthis water should be considered. When nitrogen was con-tinuously bubbled through a cell similar to those used forthe nitrogen sealed tests, the degradation rate was slowed
significantly, as shown in Fig. 3. It is also relevant to recallthat the paper/oil ratio in the cells was 2.5 to about 54 byweight and, consequently, the 1% water measured in the
1 0 r
0.9
0.8
0.7
0.6
0.5
£ 0.47zov^ 0.3
O2
0.1
1 1 I 1 I
200 300 400 500 600 700 800 900degree of polymerisation of paper
Fig. 5 Water evolved during aging of paper• UGAW
O AW
paper in the cells could not possibly be reached in a realtransformer, where only a small proportion of the paper isrelatively 'hot', say 10-20°C higher than the rest of thebulk. The results reported here for the sealed cells must beregarded as pessimistic estimates of what would beexpected in a real sealed transformer.
4.2 Effect of waterTo obtain a better idea of the effect of water on aging rate,another set of specimens was prepared similar to the first,and sealed over nitrogen. The difference was that each tubealso contained a sealed capsule of water containing either25, 50 or 100 fi\ of distilled water. When broken after thepaper and oil had been processed, this increased the watercontent of the paper samples to 1, 2 and 4%, assumingthat all the water was taken up by the paper.
These samples were aged at 120°C and Figs. 6 and 7show a marked effect of water on the normal paper,whereas the upgraded paper is much less affected by thepresence of water.
4.3 Effect of airTwo sets of measurements were made to determine theeffect of air on the rate of paper degradation. As a firststep, air was bubbled very slowly through tubes containingpaper and oil, as is done in testing oil. It seems logical toassume that if these aging conditions modelled transformerpractice adequately as far as the oil was concerned, theyshould equally apply to paper. The tests were done at120°C with air flows of 15 and 150 ml h"1 (the latter rateis normally used for oil testing [10]). Copper catalyst isused to accelerate oil aging and tests were run with andwithout it, to produce the results of Fig. 8. The effect ofcopper will be discussed later. It is noted here that theeffect of increasing the air flow rate by ten is to slow downthe degradation by about 15%. This is similar to the effect
314 IEE PROCEEDINGS, Vol. 132, Pt. C, No. 6, NOVEMBER 1985

of flowing nitrogen shown in Fig. 3 which was attributedto the removal of the degradation products, mainly water.
10018060 80 100 120 U0 160
aging period,day
Fig. 6 Effect of water on the rate of aging under nitrogen at 120°C
a UGAW (dry) d AW + 1 % waterb UGAW + 2% water e AW + 2% waterc AW (dry) /AW + 4% water
3
U
O
o
Fig. 7
0.1 1.0
initial water content of paper, °/0Effect of water on life of all wood paper at 120°C
To support these experiments, a set of sealed tubes wasset up similar to those of Section 4.1 but made so that 35,100 or 200 ml of air were sealed over the 60 ml of oil inthe tubes.
Some were aged at 120°C, some at 140°C, the resultsobtained being shown in Figs. 9 and 10, respectively.
The rates of degradation are much lower at 120°C thanthose observed with flowing air. At 140°C it is seen thatgreater amounts of air produce greater degradation rates,presumably because the degradation products are trapped,in contrast to the case of flowing gas.
4.4 Combined effect of air and waterIn current practice a transformer would contain both airand water. Both affect the degradation of normal papersconsiderably, and the upgrading additives appear to berelatively effective against both. Some preliminary analyses
suggest that oxygen plays the same role in the degradationprocess whether it be present as gas or combined in water.
1000
900
800
700
600
I 500o(A
400
- 300
en
200
20 40 60 80 100 120 140 160 180
aging period , day
Aging of all-wood and upgraded all-wood papers in air-flow testsFig. 8at 120°Ca UGAW (sealed under nitrogen)b AW (sealed under nitrogen)c UGAW + copper + air at 150 ml hd UGAW + air at 150 ml h"1
1000
900
800
700
600
oV)
g 400E_><oa 300
200
e AW 4- copper + air at 150 ml h"/AW + air at 150 ml h"1
g AW + air at 15mlh"1
570days
50 100 150 200 250 300 350 400 450aging period,day
Fig. 9 Aging of all-wood and upgraded all-wood papers at 120-C insealed air testsa UGAW under nitrogenb UGAW + 35 mJ air
c AW under nitrogend AW + 35 ml air
Regrettably, there is insufficient data to explore this ideathoroughly at present.
To obtain engineering data, sets of sealed tubes wereprepared containing 35 ml of air and enough water toproduce 2% in the paper, in addition to the oil and paperas before. One set was aged at 120°C, the other at 140°Cand, from the aging results, Fig. 11 was derived.
IEE PROCEEDINGS, Vol. 132, Pi. C, No. 6, NOVEMBER 1985 315

4.5 Protection of the paper by additives in the oilIt has been claimed that the normal oil inhibitors particu-larly Topanol 0 (2 : 6 di-tertiary-butyl paracresol) were
co
i sat
ip
oly
me
r
"o
degr
1000900
800
700
600
500
400
300
200
10020 40 60 80 100 120 U0 160 180
aging period,daysFig. 10 Effect of air on the rate of aging of papers at 140° C
a UGAW under nitrogen d AW + 35 ml airb UGAW + 35 ml air e AW + 100 ml airc AW under nitrogen / AW + 200 ml air
10
103
fir-
101
140°C 130°C 120°C 110°C 100°C 90°C
0.0024 0.0025 0.0026 _ 0.0027(absolute temperature)"1 , K"1
Fig. 11 Arrhenius plots of lives in presence of air and water.a UGAW + 35 ml air onlyb UGAW + 35 ml air + 2% waterc AW + 35 ml air only
d AW + 2% water onlye AW + 35 ml air + 2% water
beneficial in minimising paper as well as oil degradation intransformers. Miyoshi [11] has also claimed that paperaging in contact with air was less if the paper wasimmersed in alkyl-napthalene instead of mineral oil.Clearly, it would be highly beneficial if the aging of papercould be controlled in such a way, and, to check the point,some tubes containing AW paper plus a series of oils wereaged, open to air, for seven days in an air oven at 140°C.
Table 1 : Results of aging AW paper in different fluid mix-tures at 140°C for 7 days
When new: burst strength = 5.1 kg cm" 2 and DP = 1280
Fluid mixture
BS 148 OilBS 148 Oil +0.5% Topanol 0 'Midel 1313Midel 1313 + 0.5% Topanol ' 0 'BS 148 Oil + 20% CumeneBS 148 Oil + 20% HexadeceneBS 148 Oil+ 20% HexeneBS 148 Oil + 10% Dihydro
naphthalene
Properties of aged AW paper
Burst strength DP
kg cm~2
nilnil0.90.6nil0.30.70.7
244248314279308324413419
Remarks
synthetic oil
very expensivefluid
The results given in Table 1 do not support the suggestionthat oil inhibitors effectively protect paper, but there issome support for the Japanese claims.
Experiments carried out on ten model transformersaged for only twelve weeks under similar conditions withtop oil temperatures of 85°C, suggested that, far from pro-tecting the paper, oil inhibitors might well have the reverseeffect, at least if the amount of oxygen is limited. Oils ofvarying stability were used, and the air access wasrestricted. Fig. 12 suggests that the oil and paper compete
800
a 600
•s ^oo
200
tensilestrength
Fig. 12aging
100
60
40 I
20 £
01 2 3 4 5 6
oil a c i d i t y , mg KOH/g
Effect of final oil acidity on paper properties after 12 weeks
for the limited amount of oxygen entering the tank and themore the one is protected, the more rapidly the otherdegrades. This concept is consistent with the result report-ed in Fig. 8 where the copper catalyst appears to haveslowed the degradation of the paper, presumably at theexpense of the oil.
These several experiments all show that there is a dis-cernible interaction between oxidation of oil and paper.The effects are, however, too small to have much practicalsignificance and are certainly too small to justify the costof developing new fluids of the type described.
5 Changes observed in the oil
Much of the work done on transformer oil 25 years agotended to ignore the paper in a transformer. It would be
316 IEE PROCEEDINGS, Vol. 132, Pt. C, No. 6, NOVEMBER 1985
even more inappropriate now to ignore the oil in consider-ing paper degradation in transformers. With a modern bal-anced oil and with control of oxygen access, the role of theoil is mainly as a carrier of degradation products fromboth elements of the insulation. In the case of cables, thegases generated from paper degradation can form bubblesin which discharges can occur [12]. In the case of trans-formers, this is only likely to occur at high degradationrates and in isolated places, partly because in most placesthere is relatively free transfer of degradation products tothe oil, which is in ample quantity to carry the gases safely,and partly because working stresses are low.
Gas-in-oil analysis is used to indicate the condition oftransformers in service, both through regular testing andcontinuous monitoring. As the carbon oxides which indi-cate paper aging can also be produced from the oil, degra-dation products specific to paper are also now beingmonitored [5]. Fig. 13 shows that the furfuraldehydecontent of the oil from the tubes in which paper was agedrelated well with the DP of the paper. These results wereselected from papers aged over nitrogen, air and water,and included AW and UGAW paper so they can be con-sidered general. Bearing in mind the temperature gradientsand hot spots in transformers, different parts of thewinding produce furfuraldehydes at different rates. Conse-quently, the application of this method will most likelyfollow extensive field surveys as did the gas-in-oil tech-nique. However, results such as Fig. 13 support the valid-ity of the method.
100 r
_ 10enE
1.0
•2 0 .1
Fig. 13
200 400 600 800
degree of polymerisation
Relation between furfuraldehyde content of oil and DP of paper
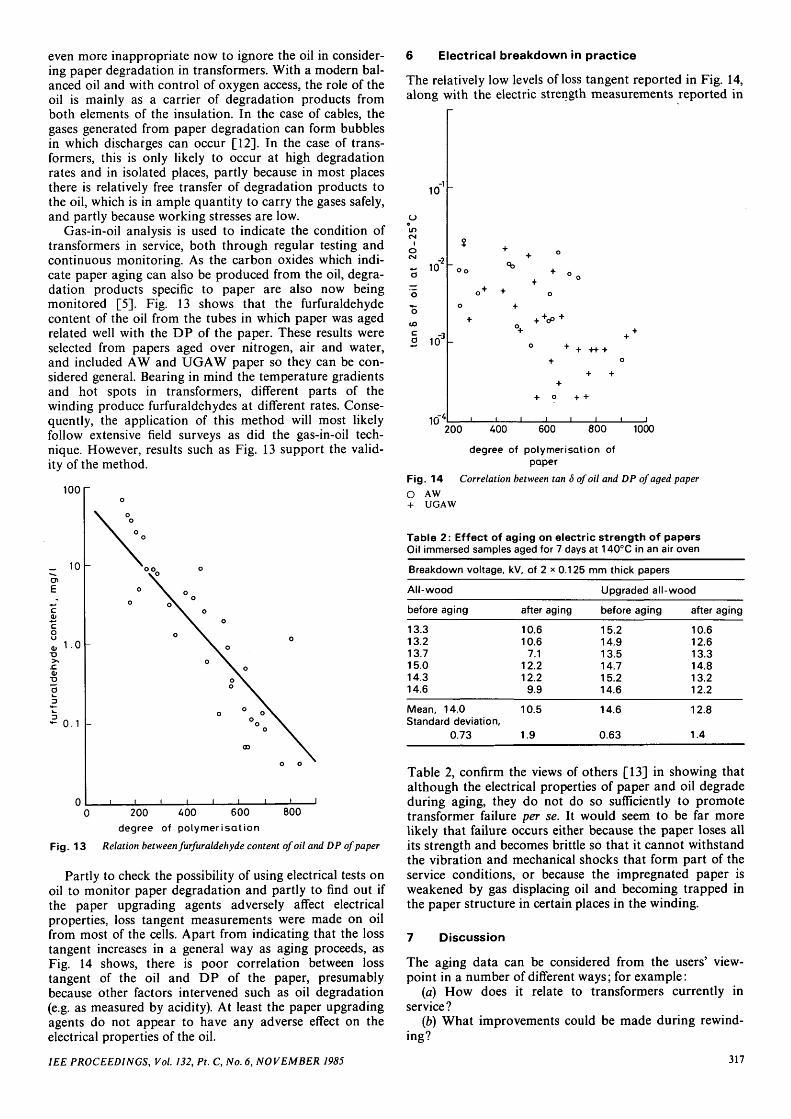
Partly to check the possibility of using electrical tests onoil to monitor paper degradation and partly to find out ifthe paper upgrading agents adversely affect electricalproperties, loss tangent measurements were made on oilfrom most of the cells. Apart from indicating that the losstangent increases in a general way as aging proceeds, asFig. 14 shows, there is poor correlation between losstangent of the oil and DP of the paper, presumablybecause other factors intervened such as oil degradation(e.g. as measured by acidity). At least the paper upgradingagents do not appear to have any adverse effect on theelectrical properties of the oil.
6 Electrical breakdown in practice
The relatively low levels of loss tangent reported in Fig. 14,along with the electric strength measurements reported in
-110
io2
Id3
Iff*
?
Oo
o
o
+
-
1
++
++
++
°+0
+
1 1
o
+ o
0
+
+
+o
1 1
o
+
+ ++ +o
+ +
+ +
1 1
200 400 600 800 1000
degree of polymerisation ofpaper
Fig. 14 Correlation between tan d of oil and DP of aged paper
O AW+ UGAW
Table 2: Effect of aging on electric strength of papersOil immersed samples aged for 7 days at 140°C in an air oven
Breakdown voltage, kV, of 2 x 0.125 mm thick papers
All-wood Upgraded all-wood
before aging after aging before aging after aging
13.313.213.715.014.314.6
10.610.6
7.112.212.29.9
15.214.913.514.715.214.6
10.612.613.314.813.212.2
10.5Mean, 14.0Standard deviation,
0.73 1.9
14.6
0.63
12.8
1.4
Table 2, confirm the views of others [13] in showing thatalthough the electrical properties of paper and oil degradeduring aging, they do not do so sufficiently to promotetransformer failure per se. It would seem to be far morelikely that failure occurs either because the paper loses allits strength and becomes brittle so that it cannot withstandthe vibration and mechanical shocks that form part of theservice conditions, or because the impregnated paper isweakened by gas displacing oil and becoming trapped inthe paper structure in certain places in the winding.
7 Discussion
The aging data can be considered from the users' view-point in a number of different ways; for example:
(a) How does it relate to transformers currently inservice?
(b) What improvements could be made during rewind-ing?
IEE PROCEEDINGS, Vol. 132, Pt. C, No. 6, NOVEMBER 1985 317

(c) What else can be done to improve the life and relia-bility of transformers?
7.1 Transformers currently in serviceThe aging experiments reported here and summarised inFig. 15 show that ordinary wood-pulp paper (and 60/40
100.0024 0.0025 0.0026 0.0027
(absolute temperature)"^Fig. 15 Summary of paper aging data
a UGAW, dry over nitrogen c AW, dry over nitrogenb UGAW, wet and with air d AW, wet and with air
papers too, see Fig. 4) will have lives of 1.4 x 104 days(38 years) at 90°C if conditions are ideal and air and waterare excluded. In practical conditions both will be present,and the lower curve shows that with some air and 2%water the life at 90°C reduces to 680 days (1.9 years). Theseconditions, particularly 2% water, are almost certainlyexcessive in today's terms, but are well within the range of0.8-4.7% water actually measured in transformers inservice [2].
This observation shows how important it is to maintaindryness by maintenance of breathers and, if moisturecontent measurements show the need, to process the oil.
Another way of increasing the life of existing trans-formers is to operate them at a lower temperature, say, byusing another cooler, possibly otherwise being retained asa 'spare'. Table 3 summarises the results given in the pre-ceding paragraph and also shows that the effect ofreducing the operating temperature by 10°C is to increasethe life by a factor of around three.
One of the problems of prediction of life is the fact thattemperature gradients exist so that different aging rates
Table 3: 'Life' of paper under various conditions
Paper type/agingtemperature
Wood pulp at
Upgraded wood pulp at
80°9098'80'90'98'
C°CDC'C>C3C
Life, years
dry and freefrom air
1183815723418
with air and2% moisture
5.71.90.8
762712
occur in different places. Another is that, as discussed inSection 6, the precise mode of breakdown due to aging isuncertain.
7.2 Improvements which could be introduced duringrewinding
If a transformer is to be rewound or, in the case of newtransformers, the opportunity of using thermally upgradedpaper is presented, then, as Table 3 shows, under idealconditions normal paper gives adequate life. In practice,however, conditions are not ideal. At a temperature of90°C, in practice, the expected life would fall short of the38 years predicted for dry, oxygen-free conditions to aslow as 1.9 years for the air and 2% water conditionstudied in this work. In contrast, thermally upgradedpaper would have a life of 34 years under ideal conditionsand still be satisfactory for 27 years under the wet condi-tions postulated.
Our results, therefore, strongly support the use of thesepapers, not on the basis of permitting higher continuousdesign temperatures, but of nearly eliminating the risk ofshort lives due to the presence of oxygen and moisture. Inother words, greater reliability due to their greater toler-ance of adverse practical working conditions.
Although much less sensitive to contaminating influ-ences than normal paper, these thermally upgraded papershave still longer lives if maintained dry and air-free at hot-spot temperatures and so normal maintenance would stillbe desirable.
7.3 Are there any other ways of improving life andreliability ?
The current breathing arrangements should provide ade-quate control of moisture ingress to the tank, especially ifthe moisture content of the transformer is checked period-ically. The breathers are, however, not especially designedto restrict oxygen access to the absolute minimum,although the system does afford quite good control.Lampe and Spicar [14] recognised the importance ofreducing oxygen access to the oil. Their suggestion of con-tinuous degassing would doubtless be effective, but a staticsystem would be preferred by most operators.
If the ingress of oxygen and water is eliminated using astatic system, the only further step that appears possiblewould be to remove the water generated by the paper deg-radation. If the regular measurements of" water contentshow the need, this can be done simply by oil treatment onsite.
8 Conclusions
The sensitivity of the paper aging process to temperature,moisture content and the presence of oxygen has been con-firmed. Even under ideal conditions, paper would beexpected to become brittle in 38 years at 90°C or so, and,for extreme conditions with air and 2% water present, thistime could be reduced to under 2 years.
Brittleness in the paper is strongly conducive to dielec-tric failure by various mechanisms, the knowledge of whichperhaps deserves better quantification.
Life and reliability of existing units can be improved byreducing operating temperature and keeping the insulationdry.
The use of thermally upgraded papers for new plant orrewound units should be technically beneficial because theaging processes of these papers are much less affected bywater and oxygen than normal papers.
318 IEE PROCEEDINGS, Vol. 132, Pt. C, No. 6, NOVEMBER 1985

The furfuraldehyde content of the oil is related directlyto the DP of the paper aged in these idealised experiments.
9 Acknowledgments
The papers used in this investigation were kindly suppliedby Tullis Russell & Co. Ltd. ('Rotherm' is their registeredtrade name for thermally upgraded papers.) Their assist-ance is much appreciated.
The furfuraldehyde measurements were made by P.J.Burton (CEGB SE Region SSD) and C.W. Fuller (CEGBMidlands Region SSD), and their co-operation is muchappreciated.
Thanks are due for helpful discussion with J.A.M.Gibbons who is involved in the associated studies of paperand transformer preservation systems.
This work was carried out at the Central ElectricityResearch Laboratories and the paper is published by per-mission of the Central Electricity Generating Board.
10 References
1 FALLOU, B.: 'Synthesis of work carried out at LCIE on the paper-oil complex; Rev. Gen. Electr., 1970, 79, pp. 645-661
2 FABRE, J., and PICHON, A.: 'Deterioration processes and productsof paper in oil'. CIGRE Paper 137, 1960
3 OLIVER, A.J.: 'Estimation of transformer winding temperatures andcoolant flows using a general network method', IEE Proc. C, Gener.,Trans. & Distrib., 1980, 127, (6), pp. 395-405
4 HAMPTON, B.F., MEDHURST, D.R., ROGERS, A.J., WOOL-LARD, M.E., and STINTON, C.C.: 'The measurement of transformerwinding temperature'. CIGRE Paper 12.02, 1982
5 BURTON, P.J., GRAHAM, J., HALL, A.C., LAVER, J.A., andOLIVER, A.J.: 'Recent developments by CEGB to improve the pre-diction and monitoring of transformer performance'. CIGRE Paper12-09, 1984
6 LAWSON, W.G., SIMMONS, M.A., and GALE, P.S.: 'Thermalageing of cellulose paper insulation', IEEE Trans., 1977, EI-12, pp.61-66
7 ASTM D 1795-62 reapproved 1974. 'Standard method of test forintrinsic viscosity of cellulose'
8 MONTSINGER, V.M.: 'Loading transformers by temperature',Trans. Amer. Inst. Elect. Engrs., 1930, 49, pp. 776-790
9 BS148: 1972. 'Specification for insulating oil for transformers andswitchgear'
10 WILSON, A.C.M.: 'Oxidation stability of insulating oils', Proc. IEE,1965,112, pp.617-632
11 MIYOSHI, A.: 'A method for thermally-upgrading insulating paperusing alkyl-naphthalene oil', IEEE Trans., 1975, EI-11, pp. 72-75
12 HEAD, J.G., GALE, P.S., SKIPPER, D.J., and STANNETT, A.W.:'Ageing of oil-filled cable insulation'. CIGRE Paper 15.07, 1982
13 BOZZINI, C.A.: 'Transformer ageing diagnosis by means of measure-ments of the degree of polymerisation. Results of new experiments'.CIGRE Paper 12.08, 1968
14 LAMPE, W., and SPICAR, E.: 'The oxygen-free transformer'. CIGREPaper 12.05, 1976
IEE PROCEEDINGS, Vol. 132, Pt. C, No. 6, NOVEMBER 1985 319