a method for concentration of north carolina spodumene ores · a method for concentration of north...
TRANSCRIPT

• - )
A Method for C oncentration of North Carolina
S podumene O res
by Mason K. Bonks, William T. McDaniel, and Philip N. Sales
A process has been devel oped which produces spad um !! "c concent rates ossaying 6.0 pet Li ~O and 0.45 pe t FC~O :I . wi th 70 to 75 pe t recovery of spodumcnc. Two flotation se paro tions orc required: the sim ultaneous remova l of mica, fe ldspar, and quartz as a froth prod uct using a catio nic co llector, and the subsequent rC!movQ I of iron-beari ng mine ra ls as a froth produc t wh ile spadum c"c is depressed
as a ta il ing_
SINCE the close of World War II there have been numerous developments resulting in the increased
usc of lithium by indus try. Nowblc among these has been the development of an industrial lubricant, based on lithium s tearate, which is fluid at low tem_ peratu res, s table at h igh temperature, and insoluble in water. A new bleaching agent, lilhium hypochlorite, has also been developed recently.' Other well-known uses tire lis ted below:
I- Lithium ox ide in ceramics reduces firing time, lowers melting temperatures, lowers thermal expan_ sion, raises I'efractive index, and improves chemical resistivity. 2- Li thium carbonate :md lithium strontium nitrate are used in pyrotechnics for their brilliant red col or .' a- Lithium chlori des and fluo r id es a rc used as fluxes fol' welding aluminum and magnesium.' 4- The aflinity of lithium fo r nitrogen is the basis for a process used in pur ifying helium.' 5-Li thium ch lorides and bromides arc used in ail' cond itioning fo r their powers to a bsorb organic amines, ammonia, and smoke.' 6- Lithium hydride has been used as a source of hydrogen 10 inflate li fe rafts and ba lloons used by the Ail' Forces and Navy. ' 7-Lithium metal ;111(\ lithium hydl'ide are useful in the atomic energy program in con nection with the produclion of the isotopes of hydrogen."
During the 1942-45 period of World War II, Solvay Process Co. operated a fl otation plant with a daily capacity of 300 tons of ore for the produc tion of spodumene concentratc ncar Kings Mountain, North Carolina. The opera tion was sh ut down upon reduction of wal·time demand for lithium chemica ls, and
M. K. BANKS, Chief En9inccr, W. T. McDAN IEL, Membe. AIME, Ole Dlc,,;ng Engincel, and P. N. SALES, Chemist, a re .... itb the NOl th COlolino 5tole College of Agricultule and Enginee.ing Minelols Reuclfch Lo boro lOIY.
This lepor l .... os prepaId in cooperation .... ilh Ike NOllh CCi lolino Depoltment al Canler¥o l ion and De¥clopmcnt and the Tennenee Volley Authority. Dilcunion on this pape r, TP H88H, mol' be senl (2 copicl) to AIME befa, e Aplil 3D, 1953. Manuscrip t, Sep. lC'm bcI 17, 1952. Los Angeles Meeting, FC'b,uory 19S3.
TRANSACTIONS AIME
until recently there has been no production from the Carolinas.
In April 1950 an investigation of the problem of spod umene fl otation from Not'th Carolina ores was begun at North Carolina State College Mine rals Research Labor:ltot'Y at Asheville, N. C. This labora tory, opera ting under the combined auspices of North Caro lina State College, North Carolinu Department of Conservat ion and Development , and the Tennessee Valley Aut hority, undertook the s podumene project at the request of Foote I .... line ral Co. of Phila de lphia. The work, involving a period of 15 months of intens ive bal ch a nd pilot p lant invest igation, was completed in June 1951 and resulted in development of a process for concentration of spodumene by flotation which has been here to unrecorded in the literature. A similar approach has been used before on iron. ilmenite, and other minerals, but the literature shows no record of its having been applied to spod umene. Parts of the process are now being used on a commercial scal e at the Foote r-.1ineral Co. plant ncar K ings Mountai n, N. C., which haS been in production since July 1951. II is th e purpose of this paper to desc ribe some of th e results o[ the investigation.
The Orcbodies Spodumene-bearing pegmati tes occur in a narrow
belt 24 .5 miles long and 1.8 mil es wide extending southwestward from Lincolnton to Grovel', N. C. According to stutements judged to be conservative, the tin-spodu mcne be lt of th e Ca rolinas contains an estimated <1.300.000 tons of peJ:mntite ore averaging 15 pet spodulllcne. Th is umount s to "a reserve of a t least 650,000 tons of spodumene (more than 20,000 lOllS of melall ic lithium) to a depth of 100 ft.'" This figu re includes only bodies having an average t hickness of 35 rt a nd length of 550 ft . There arc hundreds of pegm atites in the belt, many or which are less than 10 ft wide. The laq~est pegmatite in the a rea has a max imum lhickness of 395 ft and max _ imum lenglh of 3250 ft.'
These lurger pegm atites nrc composed principally
FEBRUAR'( 1953, MINING ENGINEERING-lSI

of albite and microcline feldspars, a lbite predominating, quartz, spodumene, and muscovite. There arc many accessory minerals, but the important ones arc cassilCri te and beryl, and possibly columbitet:mtalitc. Approximate composition of ores from the belt which were used in this investigation is shown in Table I.
Table I shows that quartz und muscovite con tent rC!main fairly constant in all the orcs, while feldspar content increases when spodumene con ten t decreases, and vice versa. This is interesting because fcldspar is potentially an impOl'lant byproduct.
Thc Spod umene Accord ing to Boyd,' the following analysis is t yp
ical of the Carolina spodumene:
1~"lUo" SIO, ' ' '' OJ 1.1,.0 t"r, O. CaO .,, ~o Kc-o :" • • 0 1.0"
6~.8·1 28.61 7.26 0.19 O.O ~ Trace Nll I'm 0.16
Spectrographic analysis shows the presence of minor amounts of MnO, TiO" SnO" Ga,O" Na,O, and K,O in the spod umene. One sample contained Rb,O. Petrographic and X- ray !';tudi es indicated that t hese impurities are probably isomorphous replacements in the crystal structure of the spodumene."
The molecular dispersion of the iron within the spodumene crystal has bcen substan tiated by acidleaching and magnetic sepal"tltion t ests in which the Fe,O. conteni of spodumc!I1 e crystals remained from 0.15 to 0.40 pct aftcr mngnetic separa tion and acid leachi ng.'
The iron content of til e spodumene crystals is lIsually rcflected in the col or of the crystnls, the colorless to while variety containing from 0.08 to 0.20 pct Fe,O,. the buff 01' cream variety containing 0.20 to OAO pet Fe,O. and the yellow or greenish yellow variety containing up to 0.65 pet Fe.O •. The darker the color the highe r the it'on content of the s podulllene.
The amount of iron dispersed in the spodumene cl"ystal s is a significant factor, since it affects the usc to which the concentrates may be put. For usc in cel'amics the spod umene concentmte should contain less than 0.5 pct Fe,O., but for use in eX tl'act ion of lithia for chemical purposes the presence of iron presents no special problem. None of the Caroli na belt samples tested contained spodumene with low enough isomorphous iron content to yield a product wi th less than 0.2 pct Fe,O. The average iron content of spodumene concentra tes prepared from these ores was OAO to 0.50 pet.
The Carolina spodumene is somewhat variable in Li,O content, but apparently averages approximately 7.0 pct or slightly in e:"cess of this figure, a lthough the textbook gives 8.03 pet th eoretical LioO. Some variation is caused by weathering, for it has been established that Li,O is lost by leaching w hen the rock undergoes weathering, j ust as the Na,O and ](,0 me lost in kaolin ization of feldspar.
Review of Concentra tion Methods The literature reveals the fo llowing methods used
for production of spodumene concen trates: I-The spodumene of the BI:!ck Hills of South Dakoln wus present in such large crystals t hat it was easily concentrated by selective mining and ha nd sOl'lin g. 2-The Bureau of Mines developed a method by which nlpha spodumene was decl'cpitated at a temperature betw een 1000° and 1100cC, changing its fOl'm to beta spodumcne, a soft pulverulent material, which
182_M INING ENGINEERING, FEBRUARY 1953
could be recovered from the harder gangue minerals by differential grinding following the decrepitation." 3- Frot h flotation of spodumene using an ionic collectors, or fatty acids, in an a lka line circuit was worked out by the Bureau of Mines a nd enlarged upon by Norman a nd Gieseke.' This method was util ized by Solvay Process Co. at Kings Mountain, N. C., during its wartime opera tion. 4-Froth Hota tion with sulphonated oi ls in a n acid circuit was a lso shown to be feasibl e, a s well as a method of producing a feldspar - spodumene m ixture by using cationic collectors in an HF circuit .' 5-A mill at Keystone, S. D., operated by Lithium Corporation of America has becn utilizng the heavy media method, treating 15 Ions of -Ph in, ore per h I' nn'd producing a con cent rate of 4 to 5 pct Li.O."
All the above methods have t he ir advantages and disadvantages. The method described on the following pa ges is presented merely as a different approach and is acknowledged a lso to have both advan tages and disadVantages.
The Flototion Proccss The final process developed for spod umene con
centration of North Carolina ores revolves around two pri mary flotation separations; I-a pl'ocess whereby mica, feldspar, and quartz arc simultaneously removed as a froth product while spodumene and iron -bearing minerals arc depressed as a tailing, and 2- the subsequent removal of iron - bearing m incl'als as a froth product while s podumene is depressed <Ill a tailing, The removal of silicatc gangue min erals in Step I is accomplished in a n alkaline circuit, with a long-chain amine used as co llector, and a colloidal
Table l. Orcs Used in Inyestiga tion of Spadumene Fla la l ian
Ou, Spo<l\l - t ' d d-I .... b. ' none, ' pa r, Q"arh, )Uu, O lber •. :" .. Sa mp led b y I'd l' el I'd I'c l I' c l "
." Laboralory 'I.~ff " .. " , ,
8-37-,\ FOOle Mlncr~1 Co. ' " 33 " , ,
'" ConsoHdnled Felds l .. ~r Corp. " " "
, ., 9~~ f'oole Mineral Co. " " "
, , IIml Fnnlc Mincrnl Co. 22 ·12 "
, " On!! Foole Minerai Co. 1:1 '" "
, , • The .·oole "'mples COlllnlned 0.03 \0 O.O!! pet Sn. or npproxl .
matel~' 1.0 lb Sn pcr lOll of arc. Thel e came from the old Sol,·"y ""arry "bo"l I mile SW of Kln~s Mo""':>I,, .
.. I"dudel horneblende ~"el ss and u rklte schist ""rUeles from waU rock ""d incl"slo" • • a s wen III ber~' I, "au lterile. and n"",ben of nc""",,,, !")" pegmatite mln .. r~l. l>rn tnt In trace q"antlHes.
depressant, such as starch o r dextrine, used as selective depressant for the spodumene and for the iron minera ls. The iron minerals arc removed in an add circuit, with sodium resinate used as collector and bydrofluoric acid as controller for pre\'ention of spod umcne Hotation . Suitable frothers are used in both floats.
The ga ngue froth product con ta ining mica, feldspar, a nd quartz may be split into its component parts for recovery of a feldspar byproduct. Since apPl'oxima tely one-third of the feed is generally recoverable as a felds par concentrate, it was felt that effol"ts to recover it should be made, The general procedure for feldspar r(!covcry would be to dewater the gangue froth product and then treat ii in t he conventional manner for feldspal" ores, I.e., removal of mica with sulphut'ic ac id and amine, washi ng by clnss ificntion, then fl otation of other iron-beal'ing silicates with sulphonatcd o il or fatty acid coll ectors, and finally Hotation of fclds par from quartz with the conventional hydrofluoric acid - amine process.
TRANSACTIONS AIME

•
•
Ta ble II. Batch Test Results
Spodll lll e lle
t..~b. No. 800 liead Sample,:J8 1>c1 ~podutncne. 0.24 pcl n,:O.I .. spodutncne cr),s l!Ils .
'" (2) I'.odllo' WI . I'd I 'c i U IIII. IIbl. .. .,0. <\1 , 0 • SIO. 1.['0 1.1 ,0
St>O<lumcnc ""nc. ~9A "' 2ij,B 70.11 0.26 6.55 Ir"" (roth produci :1 .2 "'
,., 5.:1 4.85 "lien IrOlh producl .. , • O.Z 0.1\ 0.45 t'cldspar IrOlh produ"l 21.0 ... , .. 7.7 0.07 67.0 1.25 Q",ortz 1:lIUnc ~ll.Il , 2 .4 0.:1 0.0·' 93.~ 0.15 SHm~ :lnd o\"crsl~" 12.1\ 29' :I.G' 0.5' Totnl 100.1 37.9 100.1
!; podume ne
'-~b. No. 837·A IIcad .. mlll'lc: 3G pcl "._Iu",,,,,,,. 0.~3 pcl Fe"o, In s t""h unene crySta ls.
'" I~l ",od.,,1 WI . 1'01 I'd Un lt . U h l . F",(). ,\ ['0 . SIO • 1.1,0 1.1,0
Spodu"'~n .. con~. 33.8 .. w .• ~., O.H ,.'" 6.44 I rOll {roth produci L' " L' ,.. 8.20 4.(IS 4.50 Mic" trolh product L' , , .. 0.:1 ,.~ 0.52 t·dd.p.'r {roth produc~ 27.5 , ,., ••• ,." 19.9 'M 0.70 ,.~ QU:lrt:r. ",lUng 20.9 • ,., ,., 0.02 011.0 O.!O 0.11 Slime o\'~rlIlze 14 . ~ ... 204' 11.7' To t,,1 100.0 36.0 100.1
Spodumone
'-~b, No. 04:1 lIe n,1 s~mple: 19 pet Sllo dlllllc n".
'" (~)
I' roduo! WI . I' e l I'd Un". lIl . t . 1'.00. AIoO. SIO, 1.1 . 0 1.1,0
Spodumene con •. 14.:! "' 11.7 " 0.66 6.10 GAO Iron (rOlh prOduct !UI " U , 4.35 '.00 Mlc" frolh producl M , ,., , 0.50 1.19 Fcld llp.1r froth product 37.9 , 2.6 " 0.26 20.(; 00.' 0.70 lAO Q ... "rl ~ t.~llInl{ 20.1 • ,., • O. I~ '" .. 0.10 '"' SlIIne o".,rslze 10. 1 ". 2.~ ' ". Tot.~ 1 100.0 18.6 '" S po4 u m oae
'-~b, No. 971 He~d ""''''pIe: ~3 ""I spodumcne. 0 .41 ""I F...,o. I .. _podu",ene crYII:l!s.
." I:) I'ro •• <:t WI , I'd " . t Unlt~ 111' 1. Fo.O. A I,O. SIO. 1.1,0 1.1,0
Spodm"" .. " co,,~. 22.8 M 19.2 "., 0.56 6.25 Iron {roth product .. , ,.
" ,., 6.70
Mica froth product ... • " ,., 0.10
}'cld.par fro lh product .1n.G • ., ,., 0.12 2004 66.1 0040 Quartz t.~IUnll 20.6 • "
,., 0.05 06,5 0.10 Sllme nnd over .• 1>.c 14.:1 ,. 1.2' ~.2 Tota] 99.9 23.0 100.0
'" By u slnl{ ~U"'e showIng 1.1,,0 vi pcrcenl sinks In :leclyle"e i. ""bromlde.
'" By netu,,1 d,eml~al " .. " IYIII. C:>kul"tcd u 51 nl( h~ad ""mille 1I""lys l! . D lJItrl buUon of spodumel1e b.~,~d on pen",,, la!:e or I lnk ll In :lcclylcne I(""bromlde. 1.1.0 "":lly se" by Foole Minerai Co.
The fi na l p rocess which breaks the ore into its component parts is dcscribed generally as follows :
I- Grinding. The ore as received was ground in a batch rod mill at 25 pel solids to pass a 28 - mesh SCl'cen. The + 28 mesh fmction, consisting almost entire ly of mica, was removed. The - 28 mesh fraction was deslimed by decan ti ng over a 325-mesh screen. Approximately 0.5 lb caustic per ton of feed was used in the mill to keep the pulp d ispersed fot· desliming. The oversize product consisted of approximately 1.0 pct weight of the feed, while slim e loss came to 12 to 18 pct weight of the feed. Separations were obtained with feed as coarse as 20 mesh, and the geneml range of 20 to 28 mesh was satis factory. The feed should be sized by screening 01' classification, with oversize l'etuming to the mill in practice. The rod mill is preferl'ed to the ball mill , because it produccs a coarser, mol'C gra nular feed with much closer size distribution. It is believed that ball milling would produce excessive s limes and a long particle size range, both of w hich have been shown to be undesirable in this process.
2-Rougher Gangue Flotation. Th e deslimed - 28 mesh + 325 mesh pulp was placed in a Denver 2000- g laborato!'y flotation machine and brought 10
20 to 25 pet solids. The following l'eagents, calculated in pounds per ton of dry mill feed , were added: 1.0 Ib per ton of lime, 0.5 of dextrine, 0.4 to 0.7 of Al'mnc T, ilnd 0.4 of B-23. The pulp was conditioned for I min, then fl oated for 4 m in , with the quarlz, feldspar, and mica being si multaneously removed ns n froth product. The spodumenc and iron-bearing
TRANSACTIONS AIME
minerals were selectively depressed and removed as a tailing. Most of the froth was removed in 2 min. The float is heavy and fas t if sufficient [rother is used. The roughel' is more selective if littl e or no frothC!L' is used, but requires more collector (Armac '1') !lnd nn excessive fl oat time. Lime and dextrine al'e mQl'e selective and cheaper than caustic and dextrine, although either may be used. If dextrine is not available, eausticized-starch may be used, although dextrine is preferable. An excess of s tarch or dextrine docs not break down the separation, bUI merely causes an increase in collector required. Appl'oximately 0.5 lb per ton of dex trine or causticizedstarch is generally sufficient to depress the spodumene. An excess of caustic or lime can cause complete breakdown of the separation as the amine col lector is unstable when the pH is above 11.5.
a- Cleaner Gangue Flotation. The rougher gangue froth was next placed in the ce ll a t 15 to 20 pct solids with 0.5 Ib per ton of lime, 0.5 of dextrine, and 0.2 of B- 23. It was conditioned 15 sec, then floated 4 min. This is virtually a repetition of the rougher, for the purpose of dropp ing out fine spodumene particles wh ich were mechan ica lly entrained in the heavy rougher froth. It requires no additional col lector. If s ufficient frothe r is used, the cleaner ta iling or middling is n high-grade spodumene con centrate and may be combined with the rough er tailing.
4- Iron Mineral F lotation. The combined rougher tailing and cleane!' tailin g, consisting of a high - grade spodumcne concentrate w ith substantially a ll the
FEBRUARY 1953, MINING ENGINEERING-183
iron - bearing minerals present, was then washed by decantation, t hickened to 65 to 75 pc t sol ids, and conditioned fo r 10 min with 0.35 lb per ton of HF (100 pct), 2.0 of sodium resinale, and 0.1 of B-24 . The pulp was transferred to the cell and floated 4 min at 25 pct solids, with iron-beari ng minerals being removed as a froth product, and relatively ironfree spodumene, except for molecularly contained iron discharged as a tailing. The tailing is the finished spodumene concentrate, wh ich may be thickened, filte red, and dried in conventional manner. The sodium resinate collector was chosen over sulphonated oils as iron- mineral collector because it tends to concentrate the spodumene by floating mica and feldspar impurities along with the iron m inerals, whe reas the sulphonated oils tend to float pure spodumene a long with the iron minerals. It is most important to maintain pulp density in the conditioner as high as possible before flotation of iron minerals.
5-Mica F lotation . The deanet· gangue froth was next conditioned for 3 min with 1.0 lb per ton of H,SO., 0.1 of B- 23, and 0.05 of Armac T at 35 pct solids. Mica was then removed as a froth product.
6-Feldspar Flotation. The quartz- feldspar tailing from the mica float was washed by decantation, then cond it ioned 6 min at 50 pet solids with 1.5 lb per ton of HF (1 00 pct). It was then placed in the cell and diluted to 25 pct solids; 0.05 to 0.20 lb per ton of Armac T and 0.3 of B- 23 wel'e added before flota tion. Feldspar was removed as a froth product and quartz was discharged as a tailing.
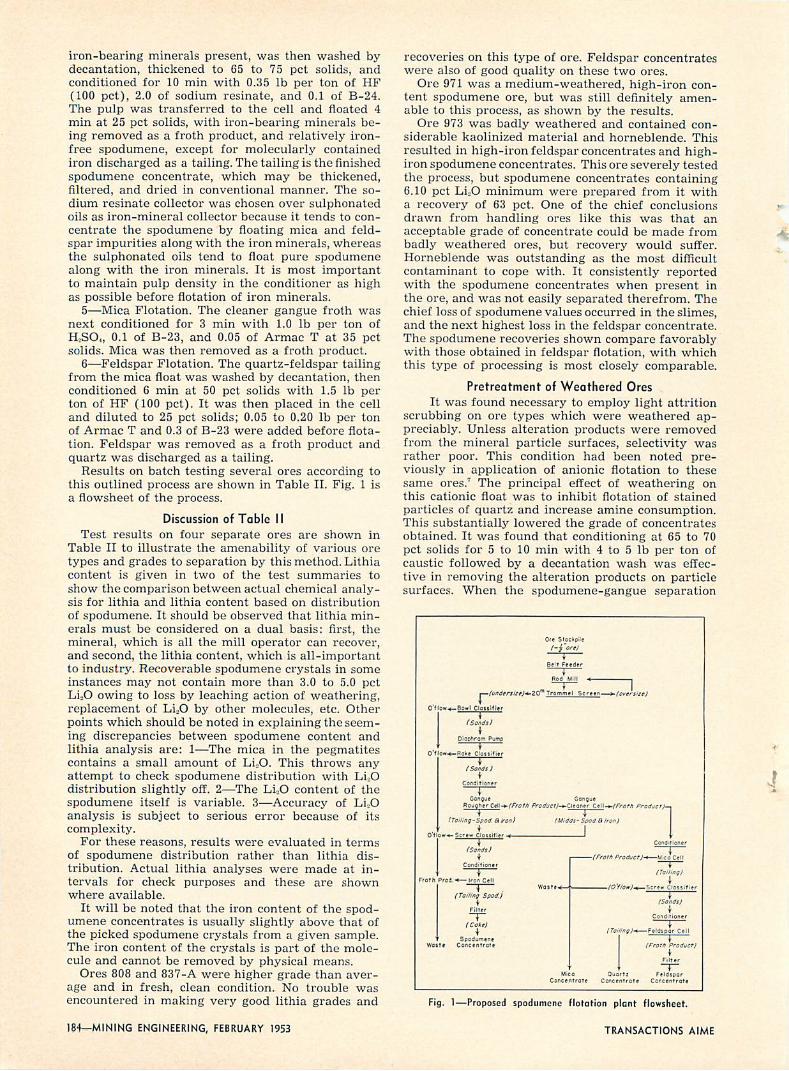
Results on batch testing several ores according to this outlined process arc shown in Table It. Fig. 1 is a flowsheet of the process.
Discussion of Tabl e II Tes t results on four separate ores are shown in
Table II to illustrate the amenability of various ore types and grades to separation by this method. Lithia content is given in two of the test summaries to show the comparison between actual chemical analysis fOI' lithia and lithia content based on distribution of spodumene. It should be observed that lithia minerals must be considered on a dual basis: first, the mineral, which is all the mill operator can recover, and second, the lithia content, which is all- important to indUstry. Recoverable spodumene crystals in some instances may not contain mot'e than 3.0 to 5.0 pel Li.O owing to loss by leaching action of weathering, replacement of Li,O by o thet· molecules, etc. Other points which should be noted in explaining the seem ing discrepancies between spodumene content and lithia analysis are: I-The mica in the pegmatites contains a small amount of Li,O. This throws any attempt to check spodumene d istribution with Li,O distribution slightly ofT. 2- The L i,O content of the spodumene itself is variable. 3-Accuracy of Li,O analysis is subjeel to serious error because of its complexity.
For these reasons, results were evaluated in terms of s podumene distribution rather than lithia distribution. Actual lithia analyses wcre made at inte rvals for check purposes and these are shown where avail able.
It will be noted that the iton content of the spod umene concentrates is usually slightly above that of the picked spodumene crystals from a given sample. The iron content of the crystals is part of the molecule and cannot be removed by physical means.
Orcs 808 and 837-A were higher gl'ade th a n average and in fres h, clean condi tion. No trouble was encountered in making very good lithia grades and
l8f-MI NI NG ENGI NEE RING, FEB RUARY 1953
recoveries on this ty pe of ore. Feldspar concentrates were a lso of good quality on these two orcs.
Ore 971 was a medium -weathered, high - imn content spodumene ore, but was s till definitely amen able to this p,'ocess, as shown by the results.
Ore 973 was badly weathered and contained considerable kaolinized material and horneblende. This resu lted in high-iron feldspar concentrates and high_ iron spodumene concentrates. Th isore severely tested th e process, but spodumcne concentrates containing 6,10 pct Li,O minimum were prepared from it with a recovery of 63 pcL One of the chief conclusions drawn from handling orcs like this was that an acceptable grade of concentrate could be made fmm badly weathered ores, but recovet'y would sufTer. Horneblende was outstand i.ng as the most difficult contaminant to cope with. It consistently reported with the spodumene concentrates when present in the ore, and was not easily separated therefrom. The chief loss of spodumene values occurred in the slimes, and the next h ighest loss in the feldspar concentrate. The spodumene recoveries shown compare favorably with those obtained in fe ldspar flotation, w ith which thi s type of processing is most closely comparable.
Pretreatment of Weathered Ores It was found necessnry to employ light attrition
scrubbing on ore types which wet'e weathered appreciably. Unless alteration products were removed from the mineral particle surfaces, selectivity was rather poor. This condition had been noted previously in application of anionic flotation to these saine orcs.' The principa l eITect of weathering on this cationic float was to inh ibit flotat ion of stained pm'ticlcs of quartz and increase amine consumption. This substantially lowered the grade of concentrates obtained. It was found that conditioning at 65 to 70 pct solids for 5 to 10 min with 4 to 5 lb PCI' ton of caustic followed by a decantat ion wash was effective in removing the alte ration products on particle surfaces. When the spodume ne- gangue separation
Fig. l-P'opo~cd ~podumcnc flolotion plant Fl oW's hcc t.
TRANSACTIONS AIME
J •

•
TobJe Jll . RC$ulllof Bolch Tests
Tu l I DIIIII~ I r lnd. 2.5 pe t I<Illd B. NQ oc rubblnl:.
S pod u· Spodll. D b lrl· mcn~, <Que, b ll llop o t
lI e m W' , I'<I " e ' Unl .. Spodllmene
Sp<><lllmen~ co,,"e 20.0 71.0 H .l " G anll" " ' rll th 69.3 ,., " " Slim" !o~ 10.7 " ToUI 100.0 "" Tn ! ~ DH"te Jilnnd. 25 pet I<IlId •• Scrubbed {I min at 75 1><:1 solid.
... hn .5.0 Ib Pl'r Ion 1'1,,011 . W:uhw.
Spod u . 5 podll. 1Il~ lrl_ ,,, ,ne, m e ne, ~ IIUon o'
II e m W' . 1'<1 I'e! Unit .• SpDd .. m~nc
Spod"",en" co"e 16.1 00.' H .6 " G"ngu" 'mlh 72.0 , .• :I.IJ " SlImcloq 11.0 " Tout 100.0 ,., Te .. 3 Thick lIr1nd.60 IIC I loUdl .... lIh 4.0 Ib pcr Ion Snail In ,rind .
S pn<L II ' II po <l ll ' 1I1~lrI·
me" ', ",o no. bil li on or II.", \\'1, " ' I I' e l Ull U. Sp od ll"'." .
Spodll"''''''' co"e 20.2 l\6.l 17.l " Cia ngue (rnth 60.3 ,., 3.3 " SUme IoU 13 . .5 , T Ot.11 100.0 ,.,
was performed on wea the red ores wh ich had been scrubbed ill this ma nncr, selectivity was usually as good as tha t obtained 0 11 fresh, u nweat hercd ore samples.
An alternate method was also found to be efTective. This alternate method was to change the grinding pulp density from low to h igh percent solids, ' using 4 to 5 Ib pel' ton of cnllstic in t he mil l. there by getting a sc rubbing action in t he mill . Th is procedure resulted in improved flotation select ivity, but changed the nature of the mill dischm'ge from a rather coarse, uniformly - sized feed, to a fine r feed with a much greater range of s ize.
Of these t wo methods of handling weathered ores, the one uti lizing dilute gl"inding conditions and a sepamte scrubbing ste p has been show n to be t he best procedure, a lthough the a ltemative usc of t he mill a s a scrubbing dev ice may be used if it becom es expedie nt to do so.
The following three batch lest resulls. sec Table III, ind ica te the beneficia l e ffec t of scrubbing on a weathered ore. In each case show n, trea tment of t hC! samples was identical except fO l" g ri nd ing ~Itld scru bbing condilions as ind icated . Feed was Lab. No. 960.
Pilot Plont Tests Since the method outlined in the preceding pages
represented a novel approach to spodumene notat ion, it wns decided to make pilot p la n t tests so that the spodumene- ga ngue a nd spodume ne-i ron separations could be studied unde r continuous operating conditions. Part of the necessa ry equipment was fur~ nished the laboratory by Foote i\'1ineral Co.
The now sheet followed was the same as tha t show n in Fig. I, except that the gangue fro th product was coll ected as a bulk froth product wi th no attempt milde to separate the m ica , feldspar, and quartz. Grindi ng conditions were set u p to utilize the mill as a scrubbing device, i.e. , h igh densi ty grinding with caustic. Feed rate for most of the tests was 300 Ib per hI' of _ 1,-14 in. ote, and a tot;:t1 of 15 tons of o re was used in these tests. O pcrat ing time on the test n UlS va ried from 2 to 8 h r . Two a rC! sn mpies wcre studied in th l!; manne r , Lnh. No. 969 contain ing 22 pct spodutnene, and Lab. No. 985 conta in-
TRANSACT IONS AIME
ing 12.5 pct spodwlle ne. Seven complete tests were made on each are. Variabl es studied in these 14 continuous pi lot plan t tests included amount of caustic used in the mill, pH studies in rougher and cleaner gangue float s, condition ing l ime and cell retention lime in the gnngue fl oat section, comparison 0( pine oil, 8 - 23, .mel cresylic acid as fro thers, deten ninalion o r optimum dextrine nnd amine a mou nts re qui red , s tudies com paring su lphonated o ils with soap as iron mine ral collector, condition ing time a nd cell retention tim e in the iron fioat section. A short study waS also made of the problem of concentration of the s mall amounl of cassiterite w hich occurs in the spodumene orcs. The cassiteri te problem is not con sicl<!red within the scope of t h is pa per, but is me ntioned to indica te that the presence of the mi neral
TobIe IV. Re5ulu of Pilo t Plon t T elh
~'CC d:-\~ In. 1.11 1>. No . 1l0D. 22 IlC t Hpod um""". 0.a9 pet F",O •. r"d at :100 II> pc< hr. Mill dJlICh nr Ge - 28 me. h.
,,"' ''1111
C" lIl pmo/l 1 n .. "c n", S,,1Jdl,
IIn,"" 1
1I0dmJll I! ouj:h" r ""II
Cle .. ne."ell
. ·e condilloner
,'" ~"ll ll ~ I.ll u 'r ln l lt~. u '"
",odu el
U .. "CU Ov ..... I~e Uo vd overflow Rake ov .. r llo"· Gnullue frolh Iron t,o th Spodumc cO"e
To tnl
W I .
"tI 100.0
'. J , .• :l.2
n.o I .~
10.1
OIJ.7
I. h l'uTon ." NnOIi -1.34 S"OIl 0.27 Ikll tr ln., 1.15 ... mlnc '.00 l'ln"oll 1.1 3 Iklltr l"e 1.10 j'lnt: 011 0.69 Sodium rHIMI" :1.20 UP 0.2" l'lnt: oil 0.76
8pod u ,,, ~ ,, .
22.0 22 .0 100.0 15.0 " ... ,., ,., ... ,., " ,.,
>.0 " :13.0 ~ 9 .0 ,., .. , 81.0 U.~ 7t.~
2 1.7 100.0
10.9
10.0
,., 'A
<O J . ' .. , 0 ., 1.1, 0 .
" cl I'd
0.89 LOO , ... L" ,." 0.68 ,.~
'" 0.7(\ 7.08 -lAO 0.-17 0.10
I ' cl
M
" " " " ( ~)
1.1:0. I' d
1.3(\ ..., O.H 0.81 0.8~ 3.50 0.00
•• ~,,:- \~ In. !.ro l>. 1\"". 085. 12.5 lICJ_!lOdumene. 0.3.5 pet ... .0 •. fed li t 32.5 It> I>'" hr . Mlll dlsch"rgc - 28 mesh.
l('lul l""e"t ( } n"l lir, S .. lld~,
1t • • " ,,1 1. 11 I' .. Ton ." I' e l
110011 tnJll NnOIi -1.80 " 1I0u llhcr condit ioner SnOIi 0 .17 11.1 '" lkll Jrlne 0.011 Amine '.M PlneoJl ' .00
Rougher cell :.,,011 ", 11.0 " Cle"ner«11 Delll.!ne 0.08 10 . .5 " Pine oi l 0.-10 iron cond ilioncr Sod ium r .. slnn lQ 2 .10
In- 0 .70 " Cre. ylle acid 0.~2
~l r l. llu • • lu l 1I ~' A 'h Spod .. "'~n~ '" I:)
W I . Fr ,O. , IJ rO. 1.100. 1' , o d u ~1 I' rl I' cl Un lb 11 1. , . ,., I'. t "U 1I ""d~ 1000 12.7 12.7 100.0 0.35 1.111 1 .111 O"'cl"3'~e ' .J 80.0 '. J ,., 8.0$ '.00 Bowl o,"" rflow ,., ~.O , .. , .. 1.6~ ,.'" o.n R"ke o"erBow 2.:1 ,., ,., ,., 0.96 ' .00 0.81 Screw o"erllow ... 12.0 ),00 1.10 I .BO Gnnll"" frolh 77.0 4 .7 ,., 26.0 0.19 0 . .50 0042 Iron f rolh .., .53.:t 0.3 ,., 11.00 -1.30 3.06 Sp<><Iu",cne COne 11 .8 80.0 9.3 07 . .5 0.65 ' " O.H
Tot,,1 " .. 13.8 99.0
• J) Dy u sl nK curv" ohowlnll pcrce"l LI ,O , .• perce" l li nk . In n"eIY' Jcne l e tr~hrnlllidc.
(2) Dy ne t" ,,1 d"~ "'lc"l " ""IYIIs. 018Irlbu l l<", hn""d on pcrcc ntnH" of ~j"ks ." ""~Iyl~n" le lrnhro. ... h lc. Cheml" .. 1 nnnly.u by f'oote :'Ilin" rnl Co.
FE BRUARY 1953, M IN ING ENG INEER ING-18S

, •
.,.,.~
, V
/' , q,.; ,/ ·0 ,/
"' • ,
'V' ,/
°0 10' " " " " " " " " '" Pcl , inl.s
Fig. 2-Pcrtcntogc ot $inks in 0 g iven sample compared "'i th pC ltcnl(lgc of U,O.
in interesting quantities was recognized and a method evolved to recover it.
Table IV shows the results obtained in pilot plant lests No.2 and 14.
Hea vy Liquid Control Method The usc of acetylene tetl'<lbromide as a laboratory
control aid is worthy of mention here in v iew of its extensive use in this investigation. The liquid has a specific gravity of 2.96 . The only major constituent of the spodumenc ores having a specific gravity higher than 2.96 was spodumene itself. It was found that - 20 mesh Qloe samples, when placed in acetylene tetra bromide, resulted in a sinks product averaging 98 pet spodumene, the remaining 2 pct consisting of traces of cassiterite, horncblcnde, tourmaline, apatite, pyrite, and numerous others. Therefore, fo!' all p!'actical control purposes, the percentage of sinks in acetylene tetrabromide was the actual percen tage of spodumene in the product.
A method was evolved in which Ihe test samples were weighed, placed in acetylene tetrabromide contained in centrifuge tubes, and centrifuged foJ' 10 min . Centrifuging brought about excellent separation of gangue minerals as floats and spodumene as sinks. Floats and sinks were then easily separated by a simple pouring technique, filtered, washed with bell7.ene to remove excess tetra brom ide, dried and weighed.
A graph, Fig. 2, was then drawn in which percentage of sinks in a given sample was plotted against percentage o f L i,O contained in the sample. Li,O analyses for this graph were furnished by Foote Mineral Co. By obtaining the percentage of sinks in acetylene tetrabromide and reading the corresponding Li,O value from the graph, it was possible to obtain a reasonably accurate Li,O analysis.
This method was used as a control on laboratory batch tests and pilot plant tests . All products were quickly and easily evaluatcd from a lithia standpoint w ithout the long and costly chemical analytical procedure for li th ia determination. From 12 to 18 Li,O determinations per 8-hr shift could be made by semi - skilled operators using this method. In addition to its use as laboratory control, the method could easily be adapted in commercial plant operating control.
Conclusions The two flotation separations described in the
foregoing pages produced spodumene concentrates from Kings Mountain orcs on a continuous pilot plant scale. The spodumene concentrates contained an average of 6.0 pct Li,O and 0.45 pct Fe,O. with a
lB6-MINI NG ENG INEERI NG, f EB RUARY 1953
recovery of 70 pct available spodumene. If the iron removal step was not carried out the recovery of spodumene was approximately 75 pct. The process was successful on feed ground as coarse as 20 mesh. Weathered ores required light atlrition scrubbing fO!' satisfac tm'y separation, but this was carried out ir. an acceptable manner by milling at high density with a high caustic addition .
The process is not recommended for use on ores containing less than 15 pct spodumene because recovery tends to drop ofl as spodumene content in the feed decreases. T his is due to the fact that the gangue froth product inheren tly contains 3 to 5 pct spodumene, and this becomes an increasingly high percentage of the totul distribution as the spodumene content of the ore decreases.
There were no particularly d ifficult operating problems. The two most important operating points, and the ones which might easily be overlooked, were proper pretreatment of weathered orcs and strict maintenance of high pulp density in the conditioner before iron- mineral flotation .
The most d ifficult mineral to cope with was horneblcnde. Spodumene and horneblende are closely reluted mineralogically and exhibited similar reactions t o the above described process. To remove horneblcnde satisfactorily, if it were encountered in appreciable amounts in the ore, it would probably be necessary to employ both flota tion and magnetic separation.
Ac knowledgments The authors wish to acknowledge with sincere
appreciation the assistance of the following persons and organiZations in connection with this investigation: Dr. J . L . Stuckey, State Geologist of North Carolina, and his assistant, Sam D. Broadhurst; Charles E. Hunter, former TVA Geologist, for field sampling and gcological assistance; Carolina Mineral Co.; United Fcldspar and Mineral Co.; Foote Mineral Co., Research and Development Division, for fur nishing checks on analytical control samples and part of the pilot plant equipment; W. H. Powell, R. B. Terrell, and W . R. Hudspeth for assis tance in carrying out laboratory tests.
References \ Foote Mineral Co. : Foote Prints, Anniversary Issue,
December 195 1. • J. B. Cunningham and C. H. Gorski: Recovery of
Lithium from Its Various Orcs and Salts. U. S. Bur. Mines R.I. 4321, August 194B.
· P. E. Landolt: Lithium Minerals Provide Unique Indu~trial Raw Materials. MINING ENGINEEJUNG (Dc· cember 1951) pp. 1045-1048.
• T. L. Kesler: The Tin-Spodumcne Belt of the Carolinas. U. S. Geol. Survey BlIll. 936·J, 1942.
' J. E. Boyd, Jr.: Pyrometric Properties of Spodu mene-Feldspar Mixtures. Jourtwl of Americm! Ceramics Society (Novcmber 1938) 21, No. I I.
• Gabdc1, Alton, Slavin, Morris. and Cari, H . F.: MinO!· Constituents in Spodumene. Economic Geology (1942) 37 , pp. 116- 125.
' James Norman and E. W. Gieseke: Beneficiation of Spodumene Rock by :~roth Flotation. MIl"ING TECH NOI.OGY (March 1940); Trans. AIME (1942) 148, pp. 347-355.
• F. Fraas and O. C . Ralston: Beneficiation of Spodumene by Decrepitation. U . S. Bur. Mines R.I. 3336 (1937) .
• J. D. Clark and J. W. Donahey: Lithium in Modern Ceramics. Foote Prints (1950) 22. No.2 .
'" Foote Mineral Co.: Foote Prints (1951) 23, No.1. " Russell W. Mumford: Lithium Minerals. Trans.
AIME (1949) pp.513-519.
TRANSACTION S AIME
•