a fuzzy model to control the temperature in the cooling of metal molds with a spray robot
TRANSCRIPT

Artif Life Robotics (2000) 4:167-170 �9 ISAROB 2000
Tatsuo Sakamoto �9 Katsutoshi Kuribayashi Kousei Murakami
A fuzzy model to control the temperature in the cooling of metal molds with a spray robot
Received and accepted: January 19, 1999 '
Abstract In a die-casting operat ion, the die spray is the key to quality and productivity, but the die-spray opera t ion depends on pa rame te r settings such as the spray volume and the opera tor ' s experience, even when a robot sprayer is used. The purpose of this study was to establish an intelli- gent system to control the surface t empera tu re of a die with a water -based mist spray. A fuzzy model was appl ied to de termine the op t imum mist spray volume. The results gen- e ra ted show a good match with the actual measurements of the rate of the t empera ture drop versus the spray-mist volume. Af te r the fuzzy analysis, the spray parameters calculated were used to control an actual die t empera ture exper iment conducted on a hea ted plate model. The fuzzy model constructed by using fundamenta l exper iments al- lowed the die spray opera t ion to mainta in a p rede te rmined spray volume.
Key words Fuzzy model �9 Die cast �9 Spray robot �9 Die t empera tu re �9 Spray flow rate
Introduction
Die casting is the most effective product ion process to make net shape parts for use in automobiles , domest ic appliances, etc. This process is high-pressure casting which injects mol- ten meta l into the die cavity, where it quickly solidifies. A die spray is the key to this process. The spray provides a cooling effect as well as thermal insulation, and aids the release of the par t f rom the die. The main difficulty of the spraying opera-
T. Sakamoto - K. Murakami Machinery Division, Ube Industries Co., Ltd., Ube, Japan
K. Kuribayashi ( ~ ) Faculty of Engineering, Yamaguchi University, 2557 Tokiwadai, Ube 755-8611, Japan Tel. +81-836-62-1185; Fax +81-836-62-1187 e-mail: [email protected] oho-yamaguchi.or.j p
This work was presented in part at the Fourth International Sympo- sium on Artificial Life and Robotics, Oita, Japan, January 19-22, 1999
tion is to maintain or adjust the die surface t empera tu re at the desired level by setting the mist volume which is suitable for the geomet ry of each cavity. 1'2 Therefore the spray pa rame te r settings such as the spray mist volume and pa th are deeply dependen t on the opera tor ' s experience.
The purpose of this study is to obta in a water-mist volume which will adjust the die surface t empera tu re to the desired level even when the die surface t empera tu re and the spray nozzle movements vary according to the die cavity configuration.
Assuming that the cooling effect is obta ined by evapora- t ion of the water -based die lubricant mist spray, the cooling rate will be a function of the initial die surface t empera tu re and the spray mist volume. The unit volume of spray mist is varied not only by the volume control, but also with the speed of the moving spray nozzle and its distance f rom the die surface. Therefore , the fuzzy model had four parameters :
1. initial die surface temperature ; 2. spray mist volume; 3. distance between nozzle and die surface; 4. nozzle speed.
The spray volume calculated with the fuzzy model was used by the spray robot to demons t ra te the tempera ture distr ibu- t ion of the spray on the hot die.
Preparation of the experiments
The basic cooling rate measurements and the fuzzy analysis were done with a flat steel die 370ram high and 350mm wide. In the experiment , pa ramete r s 2-4, as described in the previous section, were fixed, and a five-axis robot and one- axis servo-control water discharge pump were prepared .
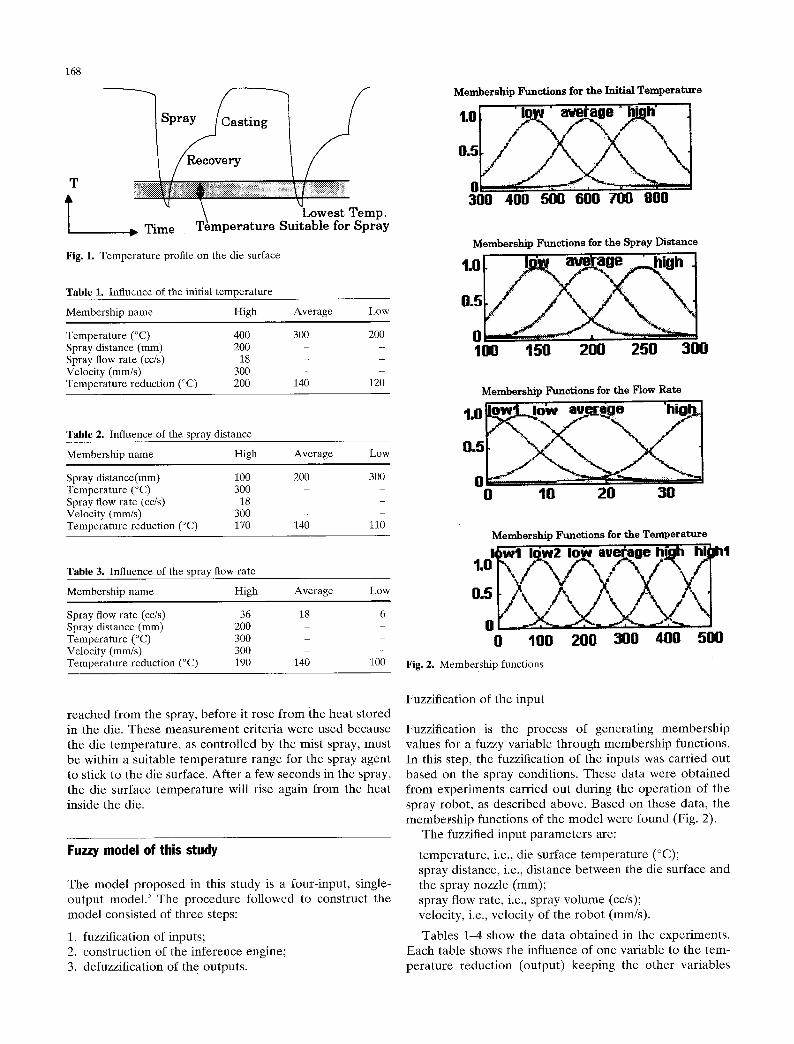
In the experiments , the die surface t empera tu re was measured with an infrared thermograph, and the t empera- ture distr ibution images were s tored in a personal compute r every 30ms. As shown in Fig. 1, the t empera ture drop was measured as the lowest t empera tu re which the die surface
168
S p r a y
T
t T
T i m e v
L o w e s t T e m p . S u i t a b l e for S p r a y
Fig. 1. Temperature profile on the die surface
Table 1. Influence of the initial temperature
Membership name High Average Low
Temperature (~ 400 300 200 Spray distance (mm) 200 - Spray flow rate (cc/s) 18 - Velocity (mm/s) 300 - - Temperature reduction (~ 200 140 120
Table 2. Influence of the spray distance
Membership name High Average Low
Spray distance(mm) 100 200 300 Temperature (~ 300 - - Spray flow rate (cc/s) 18 - - Velocity (mm/s) 300 - - Temperature reduction (~ 170 140 110
Table 3. Influence of the spray flow rate
Membership name High Average Low
Spray flow rate (cc/s) 36 18 6 Spray distance (ram) 200 - - Temperature (~ 300 - - Velocity (mm/s) 300 - Temperature reduction (~ 190 140 100
r eached f r o m the spray, b e f o r e it rose f r o m the hea t s to red in the die. T h e s e m e a s u r e m e n t cr i ter ia were used because the die t e m p e r a t u r e , as con t ro l l ed by the mis t spray, mus t be wi th in a sui table t e m p e r a t u r e r ange for the spray agen t to stick to the die surface. A f t e r a few seconds in the spray, the die sur face t e m p e r a t u r e will r ise again f r o m the hea t
inside the die.
Fuzzy model of this study
T h e m o d e l p r o p o s e d in this s tudy is a four- input , single- ou tpu t mode l . 3 T h e p r o c e d u r e fo l lowed to cons t ruc t the
m o d e l cons is ted of three steps:
1. fuzzif icat ion of inputs; 2. cons t ruc t ion of the in fe rence engine ; 3. defuzzi f ica t ion of the outputs .
Membership Functions for the Initial Temperature
300 400 500 600 700 800
Membership Functions for the Spray Distance
1.0 I. i mm~age " high
t00 150 200 250 300
Membership Functions for the Flow Rate
o w l o w age_[ o e "hioh~ 1 . 0 ~ I. . - ~,~
0.5 /
0 ...... [' . . . . . . . . . 0 10 20 30
Membership Functions for the Temperature
oo
j , y o K . - X - -.N-- --N--.
0 100 200 300 Fig. 2. Membership functions
h ~ h h i ~ h l
400 500
Fuzzi f ica t ion of the input
Fuzzi f ica t ion is the process of genera t ing m e m b e r s h i p va lues for a fuzzy var iab le t h rough m e m b e r s h i p funct ions . In this step, the fuzzif icat ion of the inputs was car r ied ou t based on the spray condi t ions . These data were o b t a i n e d f r o m expe r imen t s carr ied ou t dur ing the o p e r a t i o n of the spray robot , as desc r ibed above . Based on these data, the m e m b e r s h i p funct ions of the m o d e l were found (Fig. 2).
T h e fuzzif ied input p a r a m e t e r s are:
- t e m p e r a t u r e , i.e., die sur face t e m p e r a t u r e (~ - spray dis tance, i.e., d i s tance b e t w e e n the die sur face and
the spray nozz le (mm); - spray f low rate , i.e., spray v o l u m e (cc/s); - veloci ty , i.e., ve loc i ty of the r o b o t (mm/s) .
Tab les 1-4 show the da ta ob t a ined in the expe r imen t s . E a c h table shows the inf luence of one var iab le to the t em- p e r a t u r e r educ t ion (output ) keep ing the o the r va r iab les
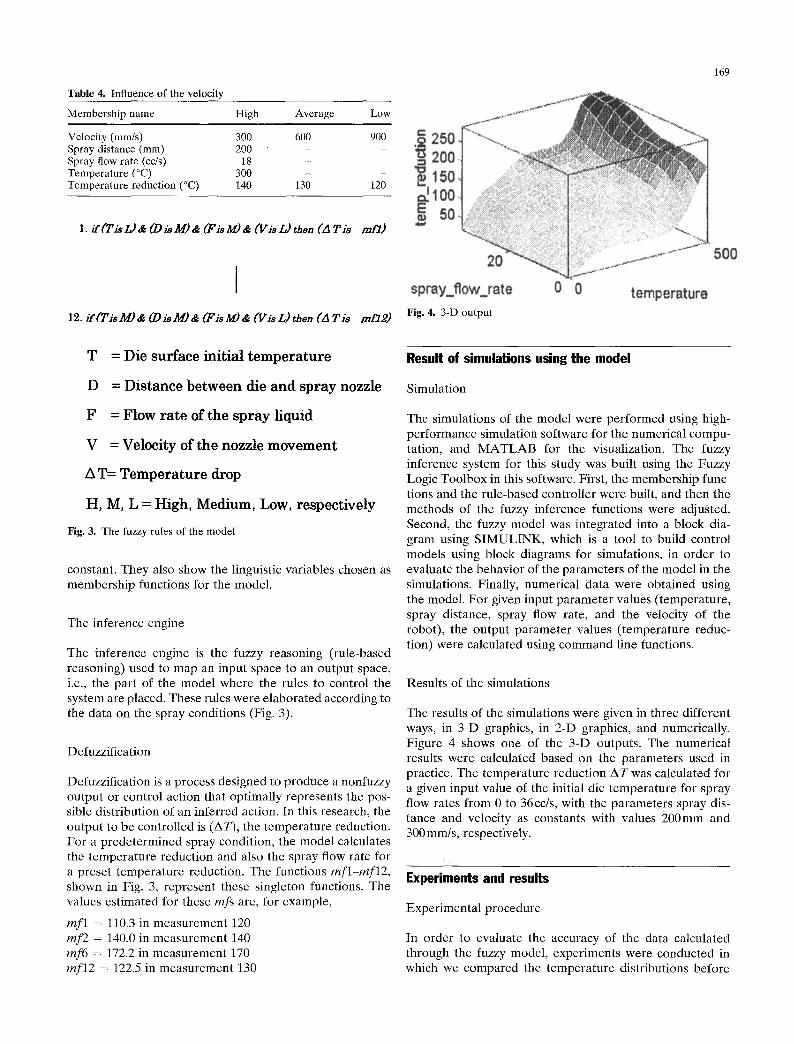
Table 4. Influence of the velocity
Membership name High Average Low
Velocity (ram/s) 300 600 900 Spray distance (ram) 200 - - Spray flow rate (cc/s) 18 - Temperature (~ 300 - - Temperature reduction (~ 140 130 120
169
l. if (Tis L) & (D is M) & (Fis Yx) & (Vis L) then (,4 Tis MN)
12. if (T Js M) & (D is M) & (F is M) & (V is L) then (A T is mt~2)
T = Die surface initial temperature
D = Distance between die and spray nozzle
F = Flow rate of the spray liquid
V = Velocity of the nozzle movement
A T= Temperature drop
H, M, L = High, Medium, Low, respectively
Fig. 3. The fuzzy rules of the model
constant. They also show the linguistic variables chosen as membership functions for the model.
The inference engine
The inference engine is the fuzzy reasoning (rule-based reasoning) used to map an input space to an output space, i.e., the part of the model where the rules to control the system are placed. These rules were elaborated according to the data on the spray conditions (Fig. 3).
Defuzzification
Defuzzification is a process designed to produce a nonfuzzy output or control action that optimally represents the pos- sible distribution of an inferred action. In this research, the output to be controlled is (AT), the temperature reduction. For a predetermined spray condition, the model calculates the temperature reduction and also the spray flow rate for a preset temperature reduction. The functions rnfl-rnf12, shown in Fig. 3, represent these singleton functions. The values estimated for these rnfs are, for example,
rnfl = 110.3 in measurement 120 rnf2 = 140.0 in measurement 140 mr6 = 172.2 in measurement 170 mf12 = 122.5 in measurement 130
Fig. 4. 3-D output
Result of simulations using the model
Simulation
The simulations of the model were performed using high- performance simulation software for the numerical compu- tation, and MATLAB for the visualization. The fuzzy inference system for this study was built using the Fuzzy Logic Toolbox in this software. First, the membership func- tions and the rule-based controller were built, and then the methods of the fuzzy inference functions were adjusted. Second, the fuzzy model was integrated into a block dia- gram using SIMULINK, which is a tool to build control models using block diagrams for simulations, in order to evaluate the behavior of the parameters of the model in the simulations. Finally, numerical data were obtained using the model. For given input parameter values (temperature, spray distance, spray flow rate, and the velocity of the robot), the output parameter values (temperature reduc- tion) were calculated using command line functions.
Results of the simulations
The results of the simulations were given in three different ways, in 3-D graphics, in 2-D graphics, and numerically. Figure 4 shows one of the 3-D outputs. The numerical results were calculated based on the parameters used in practice. The temperature reduction AT was calculated for a given input value of the initial die temperature for spray flow rates from 0 to 36cc/s, with the parameters spray dis- tance and velocity as constants with values 200mm and 300mm/s, respectively.
Experiments and results
Experimental procedure
In order to evaluate the accuracy of the data calculated through the fuzzy model, experiments were conducted in which we compared the temperature distributions before

170
Fig. 6. Temperature distribution before the spray operation
Fig. 5. Experimental arrangement
and after spraying on a die surface. The spray mist is appl ied on different mesh surfaces on the die at different flow rates. The op t imum flow rate for the des i red t empera tu re reduc- tion for each mesh was calculated using the model accord- ing to the average t empera tu re for each one. A n infrared the rmograph was employed to obta in the t empera tu re data. The exper imenta l p rocedure is descr ibed below.
A pre -exper iment was carr ied out to obta in data of the t empera tu re distr ibution on the entire surface of the die (before the spray). These data are an image of the tempera- ture dis t r ibut ion of the hot surface of the die, and can be saved as digital data. Based on these image data, the surface of the die was then divided into 16 different meshes of the same area, and the average t empera tu re for each mesh was calculated.
Based on the average t empera tu re of each mesh, the op t imum flow rate for the desired t empera tu re reduct ion on each mesh was calculated using the mode!. A five-axis spray robot with a one-axis f low-control pump were used. The spray mist was appl ied to the 16 different meshes at differ- ent flow rates according to the average t empera tu re of each one. The image da ta of the t empera tu re dis tr ibut ion were thus obtained. Figure 5 shows the a r rangement for the experiments .
Exper imenta l results
Based on the average t empera tu re of each mesh, spray flow rates for uniform tempera ture distr ibut ions on the surface of the mold at 210~ were calculated by the fuzzy model . The spray robot fol lowed a pa th delivering different flow rates on each mesh for 5 s. The image da ta of the tempera- ture dis tr ibut ion were taken by the thermograph. This saved an image frame every 30 ms during the per formance of each spray operat ion. In the experiments , the s team gen-
Fig. 7. Temperature distribution during the spray operation
era ted during the spray opera t ion masked the real image of the t empera tu re distr ibution which was taken by the ther- mograph. Figures 6 and 7 show the opera t ion pe r fo rmed by the spray robot. Some samples of meshes which were not covered with s team were analyzed from the image frames obta ined by the thermograph. I t was observed that the con- s iderable t empera tu re reduct ion was similar to the prede- te rmined values. Fo r a true evaluat ion, however, a me thod to e l iminate the influences of the s team is required.
Conclusion
The results of this study are summarized below.
1. A four-input, s ingle-output fuzzy model was designed and used to est imate the t empera tu re drop of the die.
2. The fuzzy mode l was constructed using fundamenta l experiments.
3. The op t imum spray volume to control the die surface t empera tu re was calculated from the fuzzy model.
References
1. Barbed de Magalhaes A, Paiva R. Intelligent system to control the temperature of permanent molds and dies. 62nd World Foundry Congress, Philadelphia
2. Society of Manufacturing Engineers (1976) Tool and manufacturing engineers handbook. McGraw-Hill, New York
3. Chen CH (1996) Fuzzy logic and neural networks, 1st edn. McGraw- Hill, New York