a few notes on steam boiler trials and fuel tests
TRANSCRIPT

A Few Notes on Steam Boiler Trials and Fuel Tests.
Paper read by Mr. W. Bovie at a meeting held June 6th, r000. Those steam boiler and fuel trials which I have the pleasure to lay
before you were undertaken some eight years ago, and continued up to the present time, with the object of testing the efficiency of our then existing plant, in which we had more than doubts ; and also to gain information and guidance as to the most economical means of generating steam, from the commercial standpoint; to find out the best form and size of fire grate for the class of fuel we were using, so that fairly economical results could be got at a moderate speed of combustion, and ready to respond at any time to a heavy demand for steam, without being too extravagant on fuel, at 'the same time keeping down the capital cost of the steam generating plant as low as possible under those conditions. We did not go into the matter very minutely, ar attempt to strike a balance-sheet of the work, but secured, as we thought, sufficient practical information to guide us as we went along in our investigations. I may point out that the whole of those trials were working, " or running trials," that is to say, no special prepara-tiOns were made, the boiler being in full work, in the ordianry manner, and the firemen left to their own way of working; when any alterations were made, the boiler was set to work for about a week before, being again put on trial, so as to keep the conditions as nearly the same as possible. (In a few cases we did make some special conditions, directing the firemen how to proceed, but I regret to say in nearly all cases firing by the book was a failure.) All connections with the boiler under trial were cut off, except the feed water inlet, steam outlet and safety valve ; the blow off and other connections being blank-flanged, a special feed pump and feed connection being used for the boiler under trial ; the feed water being carefully measured or weighed, coals carefully weighed as used, temperature of feed water, and steam pressure noted every to to 15 minutes, temperature of flue gases taken every 20 or 3o minutes. The duration of the trials varied from 7 to 12
hours. The results put before you are the average of about 32 trials; none less than two and sonic as many as five trials under similar conditions : it was satisfactory that in nearly all cases the variations in the results of similar trial were small. We considered that repeat trials were necessary, as the possibility of errors in boiler trials under working conditions is very great; I never feel fully confident in the results of one solitary trial.
No. 1, as given on the list, is the results obtained with a Cornish boiler, 25 %ft. long, 7ft. Sin. dia., furnace tube 4in. dia., arranged On what is known as the " wheel draft" system of flues, with about 62o sq. ft. heating surface. The arrangement of furnace tubes and seatings

STEAM BOILER PHIALS AND FUEL TESTS.
•

48 STEAM BOILER TRIALS AND FUEL TESTS.
are a little out of the ordinary practice. This arrangement is claimed to be productive of good circulation of the water in the boiler, which is of the first importance, and our experience of them fully bears out this claim. This boiler was also fitted with Bennis' mechanical stdker and special+ grate bars, and using Bulli small coal. This mechanical stoker did not give a very good account of the coal, as you see from the results it did not appear to me very suitable for the class of coal we used, and this was confirmed by the tests made. I under-stand that very good results are obtained from its use in some large textile factories at home.
No. 2 is the results obtained with what is usually known as a Lancashire boiler, 26ft. long,,, 7 %ft. dia., with two furnace tubes eft gin. dia., each fitted with three Galloway tubes. About 85o sq. ft. heating surface, also arranged on the wheel draft system of flues, and fitted with Hodgkinson's mechanical stokers; this can hardly be called a mechanical stoker in the full sense of the term, as it only fed the fuel to the furnace, the stoking being done by hand, our ordinary square five bars being used. Bulli small coal was also used in this trial. I may state that the results in this case were obtained under rather more favoura.b'e conditions than, any of the others. This. boilee was working by itself at the time, and the fireman (a first-class hand) devoted his whole time attending it, and, doubtless, we got results which we would not otherwise have got; but in any case, this mechanical coal-feeding apparatus gave good results with our coals. It had a good coal-crushing apparatus. which also fed the coal down to a revolving fan-shaped apparatus, running at 400 to 500 revs. per minute. This fan scattered the fine coal all over the grate, up to, and some-times over, the bridge wall, when most of the finer particles would be consumed before they fell on the grate, much of the fine ash settling beyond the bridge wall. This., in a measure, 'accounts for the small quantity of ash drawn during the trial.
No. 3 is the results obtained with the same boiler as No. r, but the the mechanical stoker was removed, and what is known as " Martins" furnace fronts, with the square five bars, were fitted instead, being hand-fired in the usual way, Bulli small coal being used. The Martin furnace front and doors are well known, and largely used, by marine.,, eng'ineers, the door being hung- at the top and balanced with weights, and so arranged that it will remain in any position, and is free to open outwards or inwards. When throwing coal on the fire the door would be opened outwards, and when slicing or breaking up the fire the door can be easily -pushed in a little, just sufficient to allow the firing tool to pass, the door being only slightly opened at the bottom, thus preventing an excessive current of cold air getting into the fire,.
which would otherwise occur if the door were full open, and saves the fireman being so much exposed to the heat The fire bars are 1% so. in. section, and of the full length of the furnace, with round sec- tions 21/8 in. dia., which gives about %in. air spaces. Those bars-bers can be turned round or drawn outwards, so that the ashes may; fall into the pit. With a caking coal, such as we use, that does not-

STEAM BOILER TRIALS AND FUEL TESTS.
form large clinkers, all the fire-cleaning can be done without opening the furnace door, which is a saving in fuel, and . makes the work more comfortable for the firemen—an important matter with heavy firing during warm-weather. By the removal of the mechanical stoker, and the adoption of the above furnace front and fire bars, a saving of over 17 per cent. in the fuel, and about 5o per cent. added to the evapora-tive capacity of the boiler, was effecteed.
No. 4 is the results obtained with the same boiler as No. 3, and under the came conditions, but into the furnace flue tube we . fitted three fire brick discs (as per sketch), small Bulli coal being used, and hand-firing. A similar arrangement to those brick discs was the subject of a patent a good many years ago, but these have not come into much use that I am aware of. I used them with considerable success in Scotland a good many years ago, under similar circum-stances. They are not put into the ,flue simply to confine the gases against the heating surface, as some think; but they act as a sort of regenerators (if I may be allowed to use the expression). With moderately heavy firing, those brick discs are a bright red hot mass, sufficiently hot to ignite the gases (volatile hydro-carbons) that may be distilled from the fresh fuel as it is added to the furnace, which, owing to the cooling effect of the green fuel, might escape combustion and be lost. You will observe the results show a very considerable saving in fuel, and additional power to the boiler, and this has been fully confirmed by our extended experience. Nearly 15 per cent saving and II per cent. greater capacity than No. 3 trial; 32 per cent. greater efficiency and 6o per cent. greater capacity than No. r trial.
No. 5 is the results obtained with a Babcock and Wilcox water tube boiler, rated by the maker at '14o H.P., 16zo sq. ft. heating surface, 7 2 4in. tubes r8ft. long; the ordinary furnace fronts and grate bars as supplied by the makers ; grate 6ft. x 5ft., equal 3o sq. ft. grate ; Bulli small coal only being used; hand firing; showing 5% per cent. greater efficiency than No. 4.
No. 6 is the results obtained with the same boiler, and under the same conditions as No. 5, using Jumbunna. small coal; hand-firing. This shows a falling off of 23 per cent. in efficiency and 24r., per cent. in capacity, as compared with No. 5.
No. 7 is the results obtained with the same boiler and conditions as Nos. 5 and 6, using Outtrim small coal; hand-firing. This shows a falling off. of 27 per. cent. efficiency and 29 per cent. in power, as compared with No. 5.
No. 8 is the results obtained with the same boiler as Nos. 5, 6, and 7, but fitted with " Martin's" furnace front and doors, and square fire bars as already described. Using Bulli small coal; hand-firing. Results similar to No. 5.
No. 9 is the results obtained with the same boiler and conditions as No. 4; using Jumbunna small coal; hand-firing. This shows a falling off of 25% per cent efficiency and about 17 Der cent. in power, as compared with No. ,4.
49

STEAM BOILER TRIALS AND FUEL TESTS.
No. io is the results obtained with the same boiler and same con-ditions, and using the same coal as No. 8, but after the coal had been exposed to the wind and weather for nearly six months (a large heap of coals, had been laying out for about six months, exposed to all weathers, and we scooped up about 4in. from the top, of which to make the tests). The object of these trials was to prove in, a practical way the extent to which the coal had lost in value by this exposure. From these tests it would seem that the coal had lost about 9/ per cent. and 14 per cent. capacity. This is rather an important question when it becomes necessary to hold- large stocks in case of emergency, when such is subject to exposure. The results given in those trials do not represent the efficiency of the plant, of which those boilers form a part. For the convenience of measurement, we had to use cold feed water for the boiler under trial, the flue gases from same being utilised to assist in heating the feed water to the other boilers. The steam generating plant consists of seven Cornish and six Babcock boilers, as described, together with three installations of " Green's" fuel economisers (containing about 5000 sq. ft. heating surface) erected in the main flue, between the boilers and chimney, through which the flue gases pass, at a temperature of about ó7odeg. F., from the boilers, adding about 155deg. F. to the feed water, the gases entering the chimney being about 425deg. F., thus adding about 16 per cent. to the reults of those trials. I may state, from fairly accurate records which we have taken, the average results for twelve months run about 9203 B.T.U. utilised in heating and evaporating water per lb. of coal consumed, as delivered from the ship, or a little over 914lbs. water evaporated from and at 2 rzdeg. F. per lb. of coal consumed. We reckon the steam generating plant, taken all round, to give an efficiency of over 8o per cent. In conclusion, I have to thank Mr. Turner for givi°zg me every facility and able personal assistance in bringing this matter before you, and I hope it may be of some little interest to the • members of the Institute, and I thank you, Mr. President and gentle-men, for your kind attention.
Discussion. The President, Mr. W. Stone, said this paper represented much work.
It was a matter of great interest and importance that they should get such data laid before the Institute from time to time, and compare notes. It was an advantage to have the results tabulated, as it enabled comparisons to be made very readily. The thanks of the Institute were due to Mr. Fyvie for his valuable contribution.
Mr. Turner, in reply to Professor Kemot, stated that no calorific test had been made of the coal used. They took the total amount of fixed carbon as '.a basis of analysis, using a formula sent over by their Sydney house. They got 64 per cent., or 65 per cent., of fixed carbon from Bulli coal.
Mr. R. O. Thompson mentioned that they only got about 6o per cent. from four of the best Newcastle coals. From Mr. Fyvie's tests it would appear that the South Bulli coal was not such a had coal at
50

STEAM BOILER TRIALS AND FUEL TESTS. 5I
aH. These tests seemed to be as much tests of the local and N.S.W. coals as of the engines.
Mr. Fyvie said that for a steam-generating coal the South Bulli was hard to beat.
Mr. Turner stated that in making these tests they had no idea of discrediting the local coal at all, and their arangements were hardly as good as they might have been for the local coal. They wished to find out how they would stand in the event of a coal strike, etc.
Mr. Higgins said he had read that morning a remark by Mr. Humpine in connection with refuse destructors, who claimed that by improving the circulating efficiency in a certain boiler, they had increased the evaporation by 19 per cent. This struck him as being a remarkable result. The method employed was a thermal storage reservoir, which consisted of a cylindrical vessel like a boiler without any flué, placed r8in. higher than the boiler. The feed water was pumped into this storage reservior, so that the water and the steam were the same temperature practically as in the boiler: The writer claimed that as the water in the boiler got heated, it rose at once, and evaporation took place without interruption. In the ordinary way the cold water falling downwards checked the upward current of heated particles, and in that way deleteriously affected the evaporation. The water, before entering the feed water heater, was at a temperature of 7 rdeg. ; after passing through the feed water heater, which was supplied with some exhaust steam, it was 19rdeg., and was there raised to the boiler temperature of 318deg. in the thermal storage reservoir.
Prof. Kernot considered that the paper read by Mr. Fyvie was a valuable contribution, and everything was extremely clear. However, the efficiency (8o to 85 per cent.) seemed too good to be true. The calorific value of the coal (I1,000 B.T.V.) seemed very low, and '11.S would like it verified by a calorimetric test. He thought; also, the amount of moisture in the steam could be ascertained by a steam calorimeter. These two things might qualify the efficiency obtained. It was a valuable paper for reference, and it would be a good thing if other steam users tabulated their results in this way.
Discussion,- July 4th, 1900. Mr. Higgins: This paper would be, like many others, a valuable record
on the shelves of the Institute, and the results would be compared when other tests of a similar character were before them, especially as the author had explained the various processes adopted in making the trials.
Re firebrick discs in the flue. This seemed to him a very good idea indeed, a fifteen per cent. saving, and sixty per cent. greater percentage capacity being the result. It was well worthy of record, and steam users could always refer to these tests. -
Mr. Turner said that Mr. Fyvie and he had endeavoured to find the calorific tests of the Bulli and Victorian coals, but regretted that they could not trace them.

53 STEAM BOILER TRIALS AND FUEL TESTS.
Mr. Fyvie, in reply to Mr. Higgins, said brick discs were not new, as he had used them years ago, with very good results. He considered that they were of very great importance, as they acted largely as regenera-tors. In trials Nos. i to 3, a mechanical stoker was used, but hé thought much better results would have been obtained by the ordinary hand firing
As stated before, they did not go into those tests very minutely, neither did they make calorimeter tests of the coal used or the steam produced, which he quite agreed might have a slight influence on the final results.
in reply to Professor Kernot, of June 6th, thinking " 8o to 85 per cent. efficiency too good to be true." He did not think he claimed 85 per cent efficiency. He gave the efficiency of the whole plant, boilers and economisers at 8o per cent. ; the extra 5 per cent. was rather a big order when they got up to about 8o per cent.
He thought 8o per cent. and over was every-day 'practice in many fairly well constructed plants. He would beg to quote from " Steam Boiler Experiments," by Messrs. Donkin and Kennedy (see " Engineer-ing," September loth, 1895), in which they got from a locomotive boiler 80.7, 82.6 and 81.3 per cent. efficiency respectively, and dis-charging the chimney gases about 600 degrees Fahr. Two others of the Lancashire type of boilers, with economisers, giving 81.5 per cent. and 81 per cent. efficiency.
Also three Cornish type of boilers, without economisers, giving 78.3 per cent, efficiency, and discharging the flue gases at 485 degrees Fahr.
I also notice a trial of engines and boilers at the works of the Brookfield Linen Company, Belfast, Ireland (see " Engineering," August 17th, 1894), in which they evaporated 13.9 and 14 lbs. water from and at 212 degrees Fahr. per lb. of coal (they do not state the calorific value of the coal), and the engines, r000 horse-power, " triple compound," only used about 113/ lbs. steam per I.H.P. per hour, using only 1 lb. of coal per LH.P. per hour during the trials. And one week's trials of fifty-six hours (including coal used in banking fires during meal hours, and at night) came to 1.29 lbs. per I.H.P. per hour.
The above plant consisted of two Lancashire boilers, each 7?2 ft. x 3o ft., equal to 95o square feet heating surface, and Green's economis-ers, of 3600 square feet heating surface, so he did not consider the re-sults under discussion were the best that can, or may, be got with such a plant.
The calorific value of the coal and steam in these trials not being ° tested, it was possible they may have been different to what he had
stated, if so, the efficiency would also be different. In reply to Mr. Stone re calorific value of fixed Bulli small coal, as
they used it : Ha had no very accurate or recent data of this, but by caculation from ultimate analysis, about 12,50ò T.U. ; by calorimeter, about 12,000 T.U. ; allowing for the aver9zre amount of water as received, about 4 percent., equalling 11,5oo T.U.
This 11,5oo B.T.U. was what they have usually taken for

STEAM BOILER TRI.ILS AND FUEL TESTS. 53
the calorific value, as it passed over our weigh-bridge, that being the commercial standard they must take in working out our six or twelve months' results.
The empirical formula given by Mr. Stone for calculating from proximate analysis (F.C. by 14,500 plus V.H.C. by 16,000, equal to B.T.U.) was very good, and appeared to give fairly good results with the coals tested, but, he thought, gave results rather high for the Bulli small coal that they used, and he would suggest the following as being nearer the value—from proximate analysis:—
To give a better idea of what this coal was like, hé had the coals graded by a sieve in the group of trials in column No. 5, the results being:—
Per Cent. Caught on a sieve of 5-8 in. square holes 8.04 Caught on a sieve of •7-16 in. square holes
6.25 Caught on a sieve of 5-16 in. square holes ... 6.25 Caught on a sieve of I-4 in. square holes 11.16 Caught on a sieve of 1-8 in. square holes ... 18.3 Passed through a sieve of 1-8 in. square holes ... 50.0
Total ... ... ... ... I oo. o The analysis of the ash from the same group of trials was as
follows (proximate) :- Volatile hydro-carbons ... I.02 Fixed carbon ...
34.7 Ash ... 64.05 Water ... ... ... .23
Total ... ... ... ... 10o.00 They would, he thought, admit there was much room for improve-
ment where the ash contains 34.7 per cent. of fixed carbon. He regretted that they did not have a proper calorific test of the
coal, as it would have made the paper :much more interesting from a scientific point of view.
Mr. Stone—I think it is very important to know in all cases how the tests were carried out. The conditions under which the tests have to be made are widely different in different cases, so much so, that it is often hard to decide the details of the tests which will enable a comparison to be made with the"results obtained from similar boilers tested under different conditions.
Mr: Fyvie had called attention to the well-known difficulty, as to how best to start and stop a boiler test. The temperature of all flues and brickwork should be the same at the conclusion of a test as at the start, a condition which it was difficult to obtain unless the test lasted only during an intermediate period of a longer run. If Pro-fessor Thurston's method was adopted, there was a risk of loss of heat from the brickwork and flues during the start of the test, and pos-sibly an absorption of heat from the brickwork and flues during the period that the fires are being burnt down at the conclusion of the test, and these two might not cancel out.
•

J STEAM BOILER. TRIALS AND FUEL TESTS.
In boiler tests, though we can accurately determine the quantity of water evaporated from time to time, we can only very roughly determine the quantity of fuel consumed during these same periods. We may accurately determine the weights of fuel fired, but the quantity of combustible at any time in the furnace is purely a matter for guess-work. Satisfactory conclusions could only be drawn from tests which have extended over a considerable number of hours. The correct de-termination of the temperatures of the flue gases at various places is also a matter of importance in boiler testing if it is desired to ascer-tain not only what the efficiency is, but also when the losses•take place. We know that a definite quantity of fuel is capable of giving out a definite number of heat units during combustion, and it is important that we should know what becomes of these heat units. Are they lost by incomplete combustion of the fuel, by unduly heated gases passing up the stack, or by an abnormal quantity of cold air entering the furnace, or air leaking through defective flues ? These are all important questions which we should endeavour to answer. The pyro-meter mentioned by Mr. Fyvie—viz., a lump of iron and bucket of water—was a very good one if certain precautions were taken. Care should be taken to see that no serious loss of heat takes place from the hot mass of iron on its passage from the flue to the water, a góod method was to enclose it in an iron tube. - The iron would then be made in the form of a short cylinder, which would pass readily into the end of the tube. When the tube and cylinder of iron had reached the temperature of the flue, it could be removed and transferred to the water with very little loss of heat, as radiation and other losses would take place principally from the containing tube. Another im- portant factor where high temperatures are being taken is the variable specific heat of iron, which, if not taken into account, will lead to very considerable errors.
A description of a convenient form of the iron and water pyrometer is given in " Chemical Technology," edited by Groves and Thorp {Vol. I., page 344). The formula and table of mean specific heats given is not arranged in a suitable manner, for the temperatures can only be determined by a process of trial and error calculations.
Some years ago, when I had occasion to use this form of pyrometer frequently, the trial and error process became irksome, and I then worked out a formula and table which enabled the correct tempera-ture to be determined at oncet Should the members of this Institute consider the matter of any general interest or utility, I would be very pleased to lay the formula and table before them.
Pyrometers, in which the electrical resistance of a piece of pure platinum wire is the quantity measured, can be used with certainty over a very wide range of temperature. Professor Callender has dealt fully With this class of pyrometer for high temperatures, and Professors Fleming and Dewar with their application to the determination of the lowest temperatures obtained by them in boiling liquified gases.
An approximate determination of the composition of the flue gases gives a very valuable guide, to the efficiency of combustion, the proper distribution of air through or over the fire grate, and the soundness of

STEAM BOILER TRIALS AND FUEL TESTS. 55
the brickwork or other material of which the flues, etc., may be con-structed. I noticed some time ago that an attempt was made to put in a recorder which would both indicate and record the percentage of C.O. in. the flue gases, and that the firemen were paid a bonus depending of the per cent. of C.O. produced. Such a device would probably be regarded as a scientific refinement totally unfitted for prac-tical use. However, I think the time will . come when engineers will pay more attention to the fireman, whose intelligent care or otherwise so largely affects that very important item, the coal bill, in all power plants. The details of the C.O. recorder I do not remember.
Mr. Fyvie, in reply to Mr. Stone : The apparatus was similar' to a specific gravity balance, and its movement depended on the weight of C.O. present. The apparatus was locked up so that it could not be interfered with by the fireman. A small .tube carried the flue gases from the flue to the apparatus, and a continuous flow was maintained by the action of a small injector. The balance was depressed or otherwise as the per cent. of C.O. increased or decreased, it was suffi-ciently accurate for the purpose, and the firemen were paid a bonus on the percentage of the week's work.
Mr. Turner remembered seeing some of these in use in Boston, America.
Mr. Stone—I think an indicator of this kind would be very valuable, even though its accuracy might not be all that could be-desired. The common types of pyrometer were anything but accurate, but were still acknowledged to be very useful.
The good results obtained with the free-brick discs in the boiler flue, as shown by Mr. Fyvie's test, clearly indicated the necessity for maintaining a high furnace temperature, or, perhaps better still, a high temperature in the combustion chamber, so that the hydrocarbons and C.O., which are produced from a green fire, may be raised to the temperature necessary to effect combustion.
I do not think that where good water is used, and the boilers are kept clean and free from oil, etc., that priming is an important matter. I have never found the entrained moisture to exceed 2 / per cent., and unusually itis much. less, as some of the other quantities in boiler testing cannot he determined with much greater accuracy, the small error caused by neglecting priming will not materially affect the result.
Supposed to work at 15o lbs. pressure, and in no instance was it below 148 lbs. per square inch. He did not think there could have been in difference in the amount of priming.
The matter brought forward by Mr. Fyvie was worthy of a great deal of discussion, and it was only when they came to compare notes, such as Mr. Fyvie had brought forward, that they found out the various difficulties which cropped y up when making these trials, and were able, perhaps, to give each other mutual assistance.
Mr. Fyvie, in answer to Mr. Stone, re pyrometers, said he got over the difficulty in the radiation. by using a large lump of iron, and a good supply of water — 8 or 10 lbs. of iron,

56 STEAM BOILER TRIALS AND FUEL TESTS.
to ''0 to 30 lbs. of water. The vessel was placed close to the opening where the weight came out, and there was hardly any movement . in the air, so the loss would be very trifling. The final temperature of the water never Exceeded loo degrees. He considered the results obtained fairly accurate.
Discussion, August 1st, 1900.
Professor Kernot said that what stood out most prominently in these tests was the satisfactory results obtained from the Babcock boilers; the next best seemed to be the Lancashire boiler, with the
Hodgkinson " mechanical stokers, and the Cornish boiler, w.th the " Bennis " stokers seemed to give the poorest result of the lot. It was also apparent with the Babcock boilers, that the form of :furnace fronts and bars used did not matter. It would also ap-pear that the Jumbunna and Outtrim coals were very nearly equal, being about three-fourths as good as the Bulli, which he thought had been the general impression hitherto. As he had mentioned be fore, it would have been more satisfactory if a calorific test of the coal had been made, also an analysis of the percentage of moisture
in the steam. In reply to Mr. Stone, Mr. Fyvie stated the calorific value of the
Bulli coal was 11,500 B.T.U. as they received it. Analyses were made of, say, six samples from a cargo of 600 or 800 tons of coal. They
only dealt with the amount of fixed carbon. Ultimate analyses had been made in Sydney repeatedly, and the results averaged about
12,000 B.T.U. Mr. Stone said : The question raised by Professor ILernot, as
to the correctness of Mr. Fyvie's estimate `of the calorific value of the coal used in his boiler trials was an important one. An error in the determination of the calorific value of the coal at once affects the apparent efficency of the plant, and may lead to very erroneous conclusions being formed. In the absence of a fuel calorimeter he had occasionally employed an empirical formula for calculating the calorific value of the coal from its proximate analysis.
The formula is 14,500 x weight of fixed carbon plus 16,000 x weight of volatile hydrocarbons, per lb. of coal. He could not advance any theoretical reasons for the selection of 16,000 as the multiplier for the volatile hydrocarbons, but found that the calorific values worked -out on this basis did not differ much from the results of calorimetric tests, as will be seen from the following table. The first column gives the name of coal, the second column the calorific value as given in the report of the Coal Test Board issued by the Depart-ment of Mines, 1804, and the third column the calorific values cal-culated from the above empirical formula on the data given in the proximate analysis in the same report.
The small numbers in this column, and the sign indicate the magni-tude and direction of the error by calculation.

STEAM BOILER TRIALS AND FUEL TESTS. 57
CALORIFIC VALUE.
NAME OF COAL. a BY OXYGEN FIXED C X 14,500 PLUS
CALORIMETERVOLATILE HYDRO- CARBONS X 16,00o.
Newcastle Newcastle Jumbunna Coalville • Moe .. Coal Creek North Coalville Outtrim Strezlecki Coal Creek Extended Hazlewood
•
13,620 13,760 13 300 12,380 12,250 11.830 12,820 13,230 12,970 12,500 11,030
13,650 plus 3o 13,82o - 6o 13,210 - 90 12.690 plus 310 12,240 - IO 12,420 plus 590 13,470 ,, 050 13.810 „ 58o 13,120 „ 150 .
12,290 - 110 10,760 - 270
CALORIFIC VALUES OF COALS USED IN MR. FYVIE'S BOILER TRIALS.
Jumbunna, small. (Column 6). By formula c x 14,500 plus volatile hydrocarbons x 16,00o.
26.22 x 16,000, equal to 4,195 B.T.U. 51.02 x 14,500 „ 7,398 '71
Total ... 11,593
Jumbunna, by calorimeter, from Report of Coal Board:1894, equal to 13,300 B.T.U. Reduction for difference of ash :-13,300 x 83/93 equal to 11,870 B.T.U.
Bulli, small. (From column 5, as above). 21.32 x 16,000, equal to 3,411 B.T.U. 63.28 x 14,500 „ 9,176 „
Total ... 12,587 i,
That is the empirical formula which he had employed to find the numbers given in column three above, and which in no case differs by more than five per cent. from the values determined by the calorimeter apparently gives an error of about 9.5 per cent. if used to determine the calorific value of the Bulli small, the analysis of which is given in column five of Mr. Fyvie's table. It would be interesting to know the nature of Mr. Fyvie's formula, and on what it is based.
As bearing on the subject of Mr. Fyvie's paper, I take this op-portunity of bringing the following notes before you :-

• 58 STEAM BOILER TRIALS AND FUEL TESTS.
BOILER EVAPORATION TRIAL.
VICTORIAN RAILWAYS ELECTRIC LIGHT STATION, SPENCER-STREET.
TYPE AND DETAILS OF BOILERS. The boilers used for the purpose of this trial were two out of a
bank of five now installed at the Victorian Railways Electric Lighting Station at Spencer-street, all of which were formerly used for the electric lighting installation at the Melbourne Centennial Inter-national Exhibition. An alteration has been effected in these boilers, before erecting them at Spencer-street, by the removal of the steam drums, superheaters, or condensers, as they are variously called, and by connecting the crown valves to neck pieces directly attached to shells of the boilers. The boilers are of the jackass type, set in brick-work, with wheel draught underneath. The main flue contains the furnace, combustion chamber, and a circulating pipe passing vertically through the combustion chamber.
Dimensions of Boilers. Length of shell i6ft. gin.
Diameter of shell outside 5ft. gin. Diameter of main flue, internal 3ft. sin.
Length of main flue roft. loin. Circulating tube, yin. dia. 3ft. 3in. long Length of furnace. from back or dead plate to front of
bridge Oft. bin.
Width of furnace 3ft. 3in.
Grate area 14.6 sq ft
Number of tubes - 148 Diameter of tubes, external 5ft. gin.
Length of tubes tin
Heating surface tubes 445 sq ft Heating surface tube plate (front) 5 sq ft Heating surface tube plate (back) 12 sq ft Heating surface furnace flue and combustion chamber 55 sq ft Heating surface circulating tube 5 sq ft
Heating surface external flues 8o sq ft
Total 602 sq tf
OBJECT OF TRIAL.
The trial was carried out with a view to determining the maximum evaporation they could obtain from the boilers with the average conditions of draught and quality of fuel, for continuous runs of from ten to twelve hours' duration. During the trial, other data than those actually required (to give the above-mentioned desired result) were taken, such as consumption of fuel, various temperatures of feed-water, flue gases, etc.

STEAM BOILER TRIALS AND FUEL TESTS. 59
CONDITIONS OF TRIAL.
Two of the intermediate boilers of the bank of five were selected for the test.
The steam passed from the boilers, which were connected together by a junction pipe having a branch and stop valve which led directly to the condenser.
The water of condensation was pumped directly from the con-denser to a twin measuring tank, each element of which has a capacity of 522 lbs. (determined by weighing on the same weighing machine that was used to weigh the coal).
The time when each tank was full was noted. The boilers were used for some hours before the test began, so as to heat the flues to about the average working temperature, and the tubes were cleaned immediately before starting. Steam was got up to 115 lbs. gauge pres-sure, with all steam valves closed, and the water level adjusted to the permanent marks. The fires were then drawn, and the furnaces and ash pans were thoroughly cleaned out. Fresh fires were then lit, using a weighed quantity of pine wood for the purpose. All coal was weighed out in lots of two cwt. each, and the time rioted when the last of each lot was fed into the furnaces. Four lots, or 8 cwt,. of coal, were put into the furnaces before the fires were lit.
The pump was started some time before the test began, so as to remove all water that would drain from the condenser.
As soon as the fires were lit, and the steam pressure began to rise, the valves were opened little by little, so as to maintain the steam pressure as nearly constant as possible.
The first hour was occupied in ascertaining what rate of evaporation might be expected to be maintained continuously.
The maximum recorded was o.86o lbs. per hour, which was reached tv,enty minutes after lighting the fires, and continued for another twenty minutes.
As it was not expected that anything like this could be continued for any length of time, the rate was slowly reduced till about 7000 lbs. per hour was obtained, and it was kept as close to this value as possible throughout the remainder of the test. The steam, pressure was maintained approximately constant by workimg the fires in the ordinary. manner. Towards the close of the test the water level in the boilers was adjusted accurately to the same mark as at starting, the steam pressure was the same, and the valves were gradually closed as the, fires burnt out, so that at the termination of the test there was no live fuel in the furnaces, which, with the boilers, were practically
. in the same condition as at the start, and all water was pumped from the condenser.
The fires were lit at 11.45 p.m., 25-6-00, and the remaining clinker
GO STEAyI BOILER TRIALS AND FUEL TESTS.
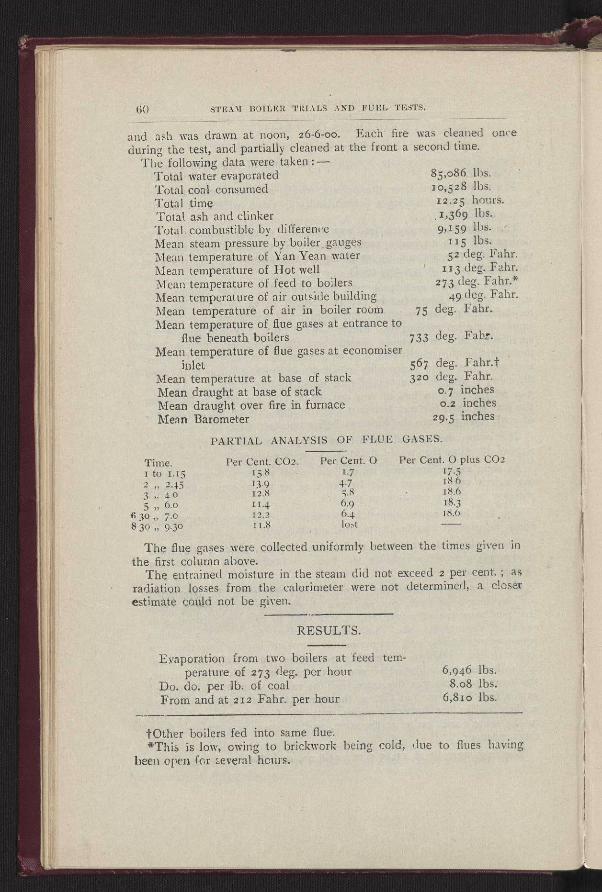
and ash was drawn at noon, 26-6-00. Each fire during the test, and partially cleaned at the front a
The following data were taken :— Total water evaporated Total coal consumed Total time Total ash and clinker Total. combustible by difference Mean steam pressure by boiler, gauges Mean temperature of Yan Yean water Mean temperature of Hot well Mean temperature of feed to boilers Mean temperature of air outside building Mean temperature of air in boiler room Mean temperature of flue gases at entrance to
flue beneath boilers Mean temperature of flue gases at economiser
inlet Mean temperature at base of stack Mean draught at base of stack Mean draught over fire in furnace Mean Barometer
was cleaned once second time.
85,086 lbs. 10,528 lbs. 12.25 hours. .1,369 lbs. 9,159 11:1x.
I15 lbs. 52 deg. Fahr.
113 deg. Fahr. 273 deg. Fahr.*
49 deg. Fahr. 75 deg. Fahr.
733 deg. Fahr.
567 deg. Fahr.t 320 deg. Fahr.
0.7 inches 0.2 inches
29.5 inches
PARTIAL ANALYSIS OF FLUE GASES.
Time. I to 1.15 2 2.45 3„40 5 „ 6.0
630 „ 7.o 8 30 „ 9.30
Per Cent. CO2. 15.8 13.9 12.8 11.4 12.2 tt.8
Per Cent. O 1.7 4.7 5.8 6.9 6.4 loo
Per Cent. O plus CO2 17.5 186 18.6 18.3 18.6
The flue gases were collected.uniformly between the times given in the first column above.
The entrained moisture in the steam did not exceed 2 per cent. ; as radiation losses from the calorimeter were not -determined, a • closer estimate could not be given.
RESULTS.
Evaporation from two boilers at feed tem-perature of 273 deg. per hour
Do. do. per lb. of coal From and at 212 Fahr. per hour
6,946 lbs. 8.08 lbs.
6,810 lbs.
to flues having f Other boilers fed into same flue. *'This is low, owing to brickwork being cold, due
been open for aeveral hours.

co 'o ro • ,o
ó ó co
o ó 10
ó •O
0 0 0 0 n
0 0 p CO o •t .~ q
STEAM BOILER TRIALS AND FUEL TESTS., 61
From and at 212 deg. Fahr. per lb. coal From and at 212 deg. Fahr. per. lb. com-
bustible consumed Coal consumed per square foot of grate
surface per hour
7.92 lbs.
9.19 lbs.
29.43 lbs.
'SIMO 03WfISNO 1VOI
o o
0 0
0
O
S3SVO 31I1i 31(110A A8 1N30 Mid w u0 O "
O O
• • ..
o
O
k
La
0 0
0 0
0 1
•
q 4' o
F.
0 0 0 0 0 0 0 0 0 0 0 0 OI
O O O
l 0 •S81
0 03_LY110dV/13
0 0 2131VM
0
PI
Water evaporated per square foot of heating surface per hour
Per lb. of Water Evaporated. Mean heat units returned to hot well Mean heat units added by economiser
5.77 lbs.
61 16o
o
BO
ILE
R
EV
AP
OR
ATI O
N TE
ST
26-6
-190
0.
B
P

62 STEAM BOILER TRIALS AND FUEL TESTS.
Mean heat units added by. boilers 947 Total mean heat units added by boilers and economiser 1,107 Per cent. added by economiser
14.45
Per cent. added by boilers
85.55
Proximate Analysis of Coal Used. Water at 212 deg. Fahr. 2.89 Volatile matter 31.515 Fixed carbon 53.365 Ash
12.225
per cent. per cent. per cent. per cent.
Of Calorific Value. Heat utilised by boilers and economiser
69.98 per cent.
Heat utilised by boilers only 59.87 per cent. Heat utilised by economiser only Io.r per cent.
In the diagram some of the more important results are plotted. The full diagonal line gives the quantity of water evaporated as a function of the time. The observed points are not marked to avoid confusion, but are taken approximately every hour, the short lines joining these points produces a slightly curved line, with its convexity upwards.
The diagonal row of small circles shows the quantity of fuel con-sumed as a function of the time. This statement requires some reser-vation, for it is perfectly clear that no true estimate can be formed of the quantity of unconsumed fuel in the furnaces. The circles cor-rectly indicate the times when the last of each 2 cwt. lot was fired, with the exception of the highest, which simply indicates the total quantity, and includes the 8 cwt. required to start the fires.
The fires were cleaned about 5 a.m.
The line of circles makes, practically speaking, a constant angle with the axis, and indicates that the rate of combustion was fairly uniform.
The upward convexity of evaporation line indicates that the heating surfaces became less effective as time advanced.
Mr. Higgins noticed that the Victorian coal had a much higher per-centage of water than the Bulli coal. Of course, as every pound of water represented nearly r000 heat units, a difference of 4 lbs. meant 4000 units of waste heat. He hoped to have an opportunity of going thoroughly into the paper before the next meeting, so that he might be in a better position to discuss it.
Mr. Fyvie pointed out that the moisture in the coal used was not given in tests r to 7, as he did not have the data at hand when he prepared the table; but in the last three tests this was shown. He might point out that the figures in the table were the results of a number of tests in each case, the averages being given for convenience.
In connection with pyrometers he would like to say that they could not get good results from them, and they also only lasted about two

STEAM BOILER TRIALS ANI) FUEL TESTS. 63
years or so. His temperatures were originally higher than those shown, as the heat in iron apparently varied when it got into th'e higher tem-peratures, and the corrections were made which reduced them in some cases 120 deg. ; with the boiler temperatures no corrections were required.
Mr. Adamson (representing Messrs. Babcock and Wilcox, Ltd., the manufacturers of the Babcock boilers), a visitor, desired to thank the Institute for the privilege of attending the meeting. These tests were of great value, as they were the results of working trials, and not merely experimental tests. He had been asked about the great difference in the ratio of the heating surface to the grate area between the water tube and the shell boilers. Taking the Cornish boiler, it had a heating surface of 62o sq. ft., and a grate area of 28 sq. ft., whilst the water tube (see test No. 5) had a heating surface of 162o sq. ft., and a grate area of 3o sq. ft. One of the reasons for the much larger proportion of heating surface was the fact that the flue gases had only one run through the boiler, which had to take the available heat out of the gases in a very short distance, whilst in the case of the shell boilers the gases travelled three times the length of the shell. That the Babcock boiler did this most effectually was proved by the fact that they found from a series of working trials, the average tempera-ture of the gases leaving the boiler was from 400 deg. to 45o deg. Cer-tainly in these tests the flue temperatures were from 63o to 68o, but as in one case 25% lbs., and in another 24g lbs. of coal were burnt per sq. ft. of grate, it might fairly be said the boilers were being forced. He thought about 18% to 20 lbs. per sq. ft. a very fair consumption. Of course in marine practice this was exceeded.
'The large area of heating surface also enabled the boiler to be forced without losing much of the economy, and in fact, with ample heating surface, the evaporative capacity of the boiler was really determined by the grate area. This was strikingly confirmed in the present test*. Referring to tests Nos. 5 and 8, in the latter case the grate a. wss
25 sq. ft., and the evaporation per hour about 453o lbs. In test No. 5 the grate area was 3o sq. ft., an increase of 20 per cent., and 25% lbs. of coal was burnt per sq. ft., as against 24g. lbs., whilst the evapo-ration was about 55ro lbs. per hour, an increase of just over zo per cent. The boiler in this case had to take up a very much larger number of heat units, and that it did this most successfully was proved ba the fact that the economy was practically the same in each case. (The rated evaporation is 4200 lbs. per hour.)
With regard to the coal, he thought that the Jumbunna had been rather hardly treated. The percentage of ash by analysis was 17.23 per cent., but the percentage of ash wheeled out was only 12.8. The ash could not have been burnt, but being of such a light character it was carried into the back part of the boiler, and into the flues. All this told against the coal.
Re volatile hydrocarbons. To get the best results from these a

64 STEAM BOILER TRIALS AND FUEL TESTS.
rather special form of furnace was required, and this was a point that was not always fully considered by boiler users. When constructing new boilers it was valuable to know what class of coal was intended to be burned. In the Babcock boiler the large percentage of heating surface just over the fire tended to cool the gases below the point of combus-tion, and so complete combustion was not attained. With bituminous coal, such as the Scotch, they found that by putting a row of firebricks over the lower row of tubes, and another over the second, the fire-bricks became incandescent, and completed the combustion. He under-stood Mr. Fyvie was going to try such a device, and it would be interesting to know if he gets any better results from the bituminous coal.
Messrs. Babcock and Wilcox were greatly obliged to Mr. Fyvie and such engineers who went to the trouble of making working tests, which are of such great value.
Mr. Fyvie said, with regard to the Jumbunna coal, that the evapora-tion per lb. of coal combustible was 7.52 ; that was taking the ashes wheeled out deducted from the coal, not the ash in the analysis. The tests were both a little crude. In the two best tests the analyses gave-1°3/4. percentage of ash, but they would notice that the percentage of ash wheeled out was only 7.8; that was with a mechanical stoker, which threw the small coal in like a spray. A great quantity of ash got beyond the bridge altogether, and could not be got at. There was a great discrepancy in the ash as given by analysis and the ash as wheeled oi:t, This Jumbunna coal was used about three years ago, and the tests were made with the view of ascertaining the value of the different coals. Their staple coal was Bulli, and if they intended to use Victorian coal altogether, alterations would have been made to the grates, and no doubt better results would have been obtained if they had done so.

Library Digitised Collections
Author/s:
Fyvie, William
Title:
A few notes on steam boiler trials and fuel tests (Paper & Discussion)
Date:
1903
Persistent Link:
http://hdl.handle.net/11343/24275
File Description:
A few notes on steam boiler trials and fuel tests (Paper & Discussion)