4471 4475.output
TRANSCRIPT
* GB784878 (A)
Description: GB784878 (A) ? 1957-10-16
Improvements in cloth folding machines having automatic edge guide
Description of GB784878 (A)
COMPLETE SPECIFICATION "Improvements in cloth folding machines having automatic edge guide" We, LEVER BIAS MACHINE CORPORATION, a corporation organized and existing under the laws of the State of New York, United States of America, of 120 West 31st Street, in the City, County and State of New York, United States of America, do hereby declare the invention, for which we pray that a patent may be granted to us, and the method by which it is to be performed, to be particularly described in and by the following statement: This invention relates to improvements in a machine for folding cloth longitudinally, such as a sewing machine, a cloth folding machine or a cloth doubling machine, in which the edges of sheet or web material are automatically guided as the material passes through the machine. It has long been known that as web or sheet material is advanced in flat or folded form through a machine, the edges of the material do not necessarily follow a straight line due to the inherent character of the material as well as to the variability of the stresses and strains to which it is subject in thus being moved. It is sometimes exceedingly important that the edges be made to follow definite lines within reasonably small limits in order to achieve certain desirable results such asrolling up the material in a smooth roll with even end edges, or advancing folded adjacent edges of the material to a sewing or other point of treatment wherein great waste would occur if the edges were not closely and properly related to avoid such waste. The main object of the invention is to provide simple and efficient and economical construction of means wherein the material is instantly controlled to control its movement as soon as it exhibits any tendency to wander from a predetermined path.
Another object is to achieve the above object with respect to material that is fed from rolls or from boxes in loose condition in sheet form and folded to bring adjacent edges together for joining the sheet into tubular form to avoid wastage. Further and more specific features, objects and advantages will more clearly appear from a consideration of the detailed specification hereinafter set forth especially when taken in connection with the accompanying drawings which illustrate a present preferred form which the invention may assume and which form part of the specification. In accordance with the invention there is provided a machine of the class indicated for folding cloth longitudinally, comprising means for guiding and controlling the movement of the material through the machine, a motor connected to said guiding means to move the same, contact means associated with the guiding means and connected to the motor to be selectively operated by the movement of the edges of the material from a normal path to selectively actuate the motor to restore the movement of the material to the normal path. In a particular form the invention includes a triangular forming plate over which the material passes, a pair of pivoted guiding and controlling rods, closely related, to receive and guide the material, edge restricting means associated with the edges of the material and mounted on said control rods. a motor connected to said rods for moving the same, and contacts associated with the restricting means and related to the motor to energize the motor to move the control rods selectively as the edges of the material tend to vary from a normal path. When the controlling and guide bars are moved the material is forced to change its path of travel because both the angle of travel of the material and the tension of the material is changed between the forming plate and the pivoted guide elements or bars. In this form the material is folded in half and the edges are disposed adjacent and preferably are led to a sewing point, or to an adhesive station or are merely kept in close adjacency to be rolled up in folded form into rolls with as smooth edges as possible to avoid wastage of material. In moving through the machine, the material due to its inherent nature and also to the stresses and strains to which it is subject in thus being moved, will tend to vary from a normal path, particularly when its direction is abruptly changed as in passing over the edges of the triangular folding or forming plate. In these circumstances it has been found that if the edges start to vary their path, a movement of the controlling and guiding means, such as the spaced parallel rods through which they pass, around their pivot point will tend to immediately bring the edges back into line. To this end the motor is connected to the controlling means and is
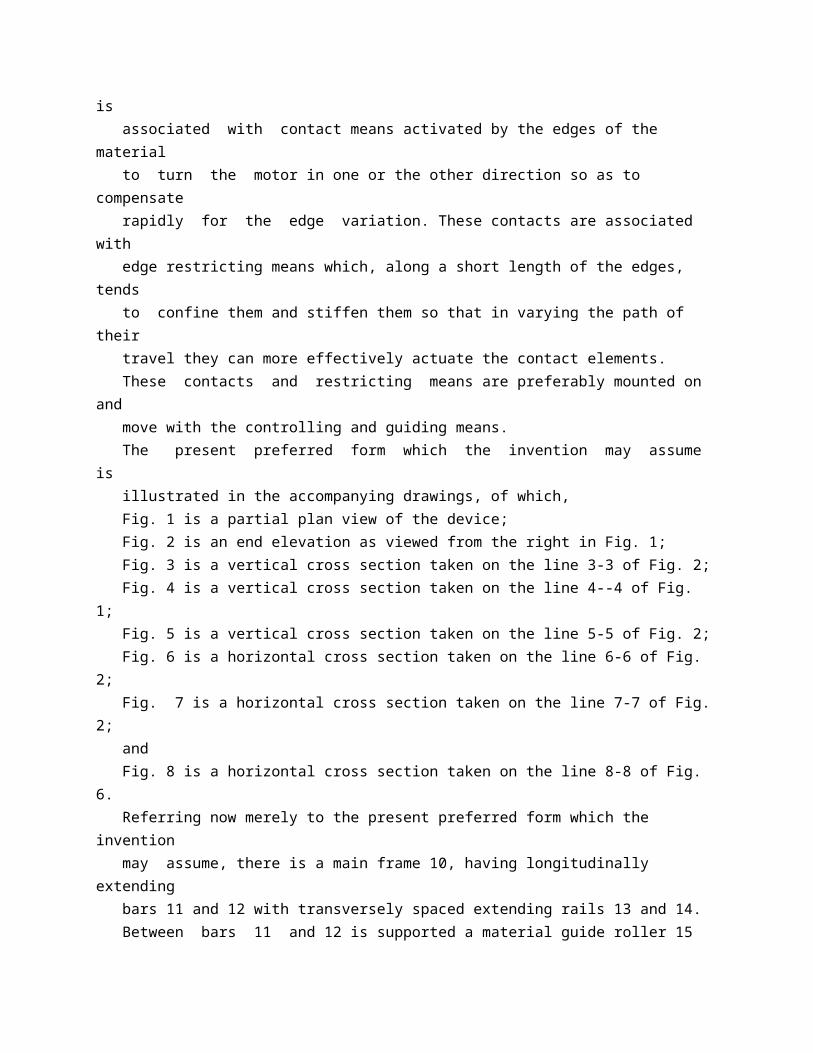
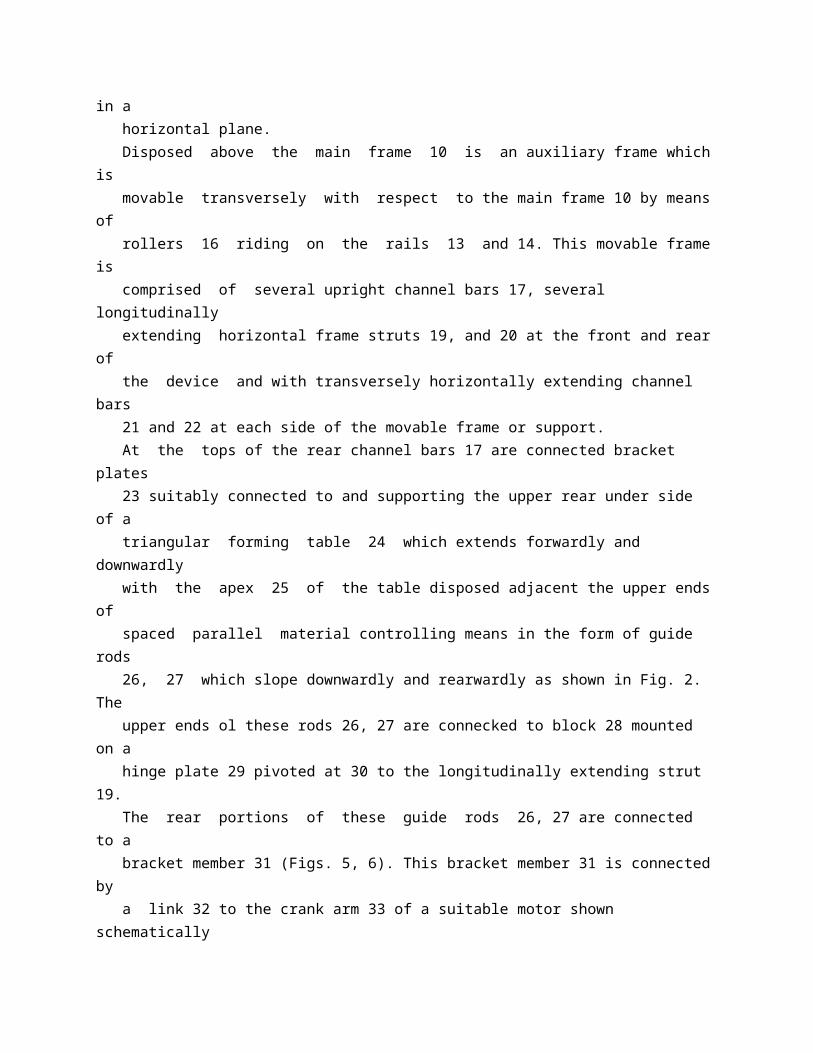
associated with contact means activated by the edges of the material to turn the motor in one or the other direction so as to compensate rapidly for the edge variation. These contacts are associated with edge restricting means which, along a short length of the edges, tends to confine them and stiffen them so that in varying the path of their travel they can more effectively actuate the contact elements. These contacts and restricting means are preferably mounted on and move with the controlling and guiding means. The present preferred form which the invention may assume is illustrated in the accompanying drawings, of which, Fig. 1 is a partial plan view of the device; Fig. 2 is an end elevation as viewed from the right in Fig. 1; Fig. 3 is a vertical cross section taken on the line 3-3 of Fig. 2; Fig. 4 is a vertical cross section taken on the line 4--4 of Fig. 1; Fig. 5 is a vertical cross section taken on the line 5-5 of Fig. 2; Fig. 6 is a horizontal cross section taken on the line 6-6 of Fig. 2; Fig. 7 is a horizontal cross section taken on the line 7-7 of Fig. 2; and Fig. 8 is a horizontal cross section taken on the line 8-8 of Fig. 6. Referring now merely to the present preferred form which the invention may assume, there is a main frame 10, having longitudinally extending bars 11 and 12 with transversely spaced extending rails 13 and 14. Between bars 11 and 12 is supported a material guide roller 15 in a horizontal plane. Disposed above the main frame 10 is an auxiliary frame which is movable transversely with respect to the main frame 10 by means of rollers 16 riding on the rails 13 and 14. This movable frame is comprised of several upright channel bars 17, several longitudinally extending horizontal frame struts 19, and 20 at the front and rear of the device and with transversely horizontally extending channel bars 21 and 22 at each side of the movable frame or support. At the tops of the rear channel bars 17 are connected bracket plates 23 suitably connected to and supporting the upper rear under side of a triangular forming table 24 which extends forwardly and downwardly with the apex 25 of the table disposed adjacent the upper ends of spaced parallel material controlling means in the form of guide rods 26, 27 which slope downwardly and rearwardly as shown in Fig. 2. The upper ends ol these rods 26, 27 are connecked to block 28 mounted on a hinge plate 29 pivoted at 30 to the longitudinally extending strut 19. The rear portions of these guide rods 26, 27 are connected to a bracket member 31 (Figs. 5, 6). This bracket member 31 is connected by a link 32 to the crank arm 33 of a suitable motor shown schematically at 34 and supported on a cross plate 35. The bracket 31 has a horizontal rod 36 connected thereto and this extends through suitable
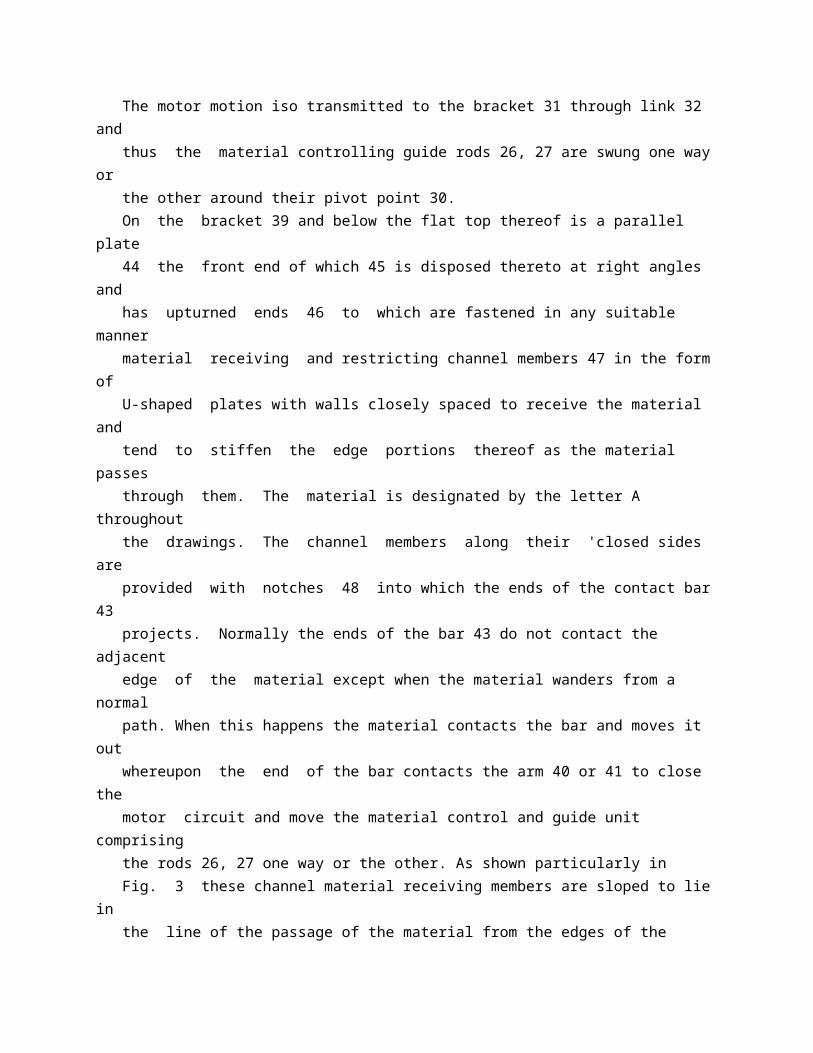
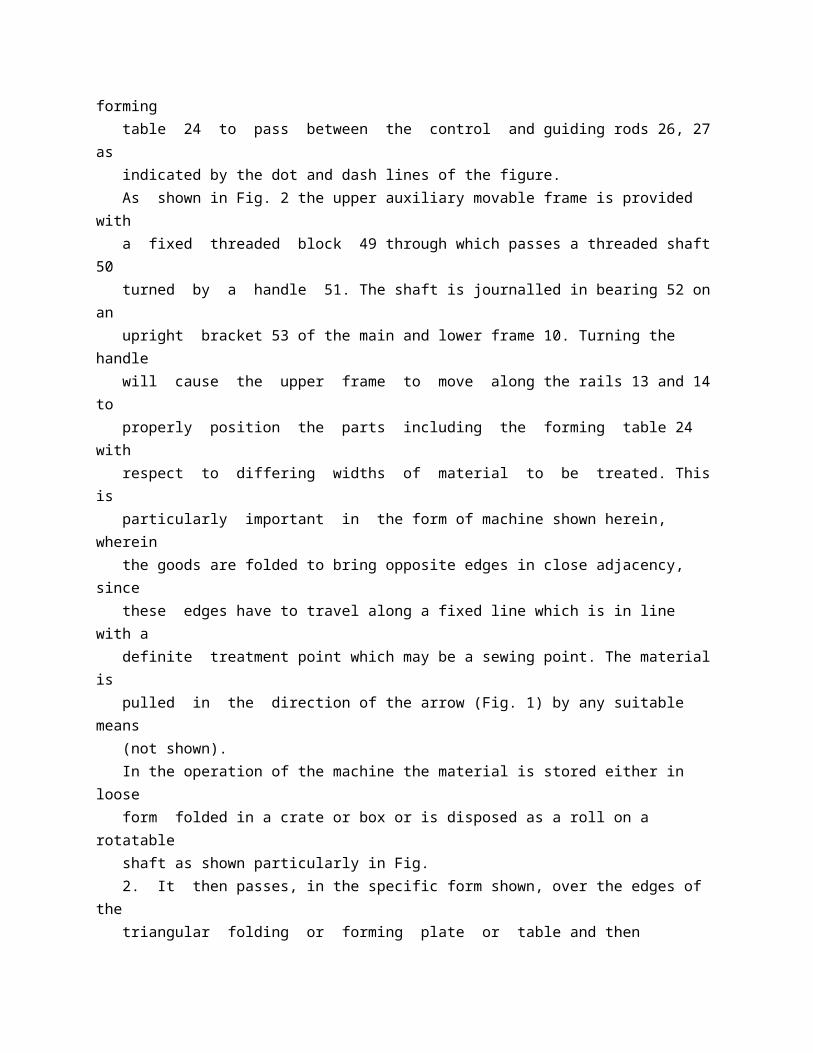
slots 37 in spaced dependent bracket arms 38 dependent from cross plate 35. As the crank arm 33 is rotated the bracket 31 is moved back and forth as desired and guided by the rod 36. Supported on the pair of control and guide rods 26, 27 near their rear ends but forwardly of the bracket member 31 is another bracket member 39 on the upper portion of which are adjustably pivoted a pair of oppositely extending contact arms 40 and 41 of conducting material. These are pivoted to a plate of insulation 42 suitably disposed on the top of bracket plate 39 (Fig. 8). Centrally pivoted to the plate 42 is an oscillatable conducting contact bar 43 the opposite ends of which are disposed to contact with either of the contact arms 40, 41 as it is pivotally moved. The bar 43 is electrically connected to the motor as are the respective conducting arms 40 and 41. The motor is of a well known type in which closing of either of two circuits will cause it to move in opposite directions. Thus when the bar 43 contacts one arm the motor will move in one direction while when the contact is made with the other arm the motor will move in the opposite direction. The motor motion iso transmitted to the bracket 31 through link 32 and thus the material controlling guide rods 26, 27 are swung one way or the other around their pivot point 30. On the bracket 39 and below the flat top thereof is a parallel plate 44 the front end of which 45 is disposed thereto at right angles and has upturned ends 46 to which are fastened in any suitable manner material receiving and restricting channel members 47 in the form of U-shaped plates with walls closely spaced to receive the material and tend to stiffen the edge portions thereof as the material passes through them. The material is designated by the letter A throughout the drawings. The channel members along their 'closed sides are provided with notches 48 into which the ends of the contact bar 43 projects. Normally the ends of the bar 43 do not contact the adjacent edge of the material except when the material wanders from a normal path. When this happens the material contacts the bar and moves it out whereupon the end of the bar contacts the arm 40 or 41 to close the motor circuit and move the material control and guide unit comprising the rods 26, 27 one way or the other. As shown particularly in Fig. 3 these channel material receiving members are sloped to lie in the line of the passage of the material from the edges of the forming table 24 to pass between the control and guiding rods 26, 27 as indicated by the dot and dash lines of the figure. As shown in Fig. 2 the upper auxiliary movable frame is provided with a fixed threaded block 49 through which passes a threaded shaft 50 turned by a handle 51. The shaft is journalled in bearing 52 on an upright bracket 53 of the main and lower frame 10. Turning the handle will cause the upper frame to move along the rails 13 and 14 to
properly position the parts including the forming table 24 with respect to differing widths of material to be treated. This is particularly important in the form of machine shown herein, wherein the goods are folded to bring opposite edges in close adjacency, since these edges have to travel along a fixed line which is in line with a definite treatment point which may be a sewing point. The material is pulled in the direction of the arrow (Fig. 1) by any suitable means (not shown). In the operation of the machine the material is stored either in loose form folded in a crate or box or is disposed as a roll on a rotatable shaft as shown particularly in Fig. 2. It then passes, in the specific form shown, over the edges of the triangular folding or forming plate or table and then downwardly between the control and guide means such as the rods 26, 27. Between the edges of the table and the guide rods the edges of the material pass through the restricting channel elements. From the guide rods the material passes under a roller 15 and thence to a treatment point (not shown) where it may be sewed or glued together or not as the case may be after which it moves on and either is stored loosely in a container or on a roller as desired. The restricting channel members are related to the contact elements so that when the material edges are travelling in their normal path the edges do not touch the contact bar so that its ends do not make a circuit for the motor, However when the material edge does get out of its normal line, then the edge engages the pivoted bar and moves it to make contact and cause the motor to be energized and thus move the control rods 26, 27 about their pivot point. This motion causes the material edges to return to their normal path, at which time the contact is broken and the motor stops. Which end of the bar 43 makes contact depends upon in which direction the edges of the material are straying. In the form shown in Fig. 1 it is to be noted that the control means such as the rods 26, 27 are pivoted to the frame at a point just below the apex of the triangular table 24 and that they extend from this point rearwardly and downwardly in a line to bisect the angle of the triangular plate. It has been found that when the material passes over the table 24 and starts to deviate from a straight course, the angular movement of the rods one way or the other will cause the edge deviation to stop. As previously stated when narrower or wider material is to be treated then the upper frame is moved along the rails by turning the handle 51 to properly position the parts including the forming table 24 with respect to differing widths of material to be treated. In these circumstances bracket 39 is adjustable along the rods 26, 27. What we claim is:
1. A machine of the class indicated for folding cloth longitudinally comprising means for guiding and controlling the movement of the material through the machine, a motor connected to said guiding means to move the same, contact means associated with the guiding means and connected to the motor to be selectively operated by the movement of the edges of the material from a normal path to selectively actuate the motor to restore the movement of the material to the normal path. 2. A machine according to claim 1, characterized by means for restricting the edges of the material along a portion thereof, said contact means being associated with the restricting means and normally not in contact with the edges of the material, but actuated when either edge moves out of its normal path. 3. A machine according to claim 2, characterized in that said restricting means are mounted on and movable with said control means. 4. A machine according to claim 3, characterized in that said contact means are mounted with said restricting means. 5. A machine according to any one of claims 2 to 4, characterized in that said restricting means comprise elements associated with opposite edges of the material and forming passages through which the edges pass along a portion of their path to stiffen and confine the edges, said contact means being selectively operated by the edges of the material as they pass through said restricting means to move the control means in one direction or another. 6. A machine according to claim 5, characterized in that said elements are channel
* GB784879 (A)
Description: GB784879 (A) ? 1957-10-16
New polyazo-dyestuffs and process for making them
Description of GB784879 (A) Translate this text into Tooltip
[75][(1)__Select language] Translate this text into
The EPO does not accept any responsibility for the accuracy of data

and information originating from other authorities than the EPO; in particular, the EPO does not guarantee that they are complete, up-to-date or fit for specific purposes.
PATENT SPECIFICATION 784,879 Date of Application and filing Complete Specification: April 13, 1955. i 7/^ A d No 10694/55. Application made in Switzerland on April 14, 1954. Application made in Switzerland on March 15, 1955. Complete Specification Published: Oct 16, 1957. Index at acceptance:-Class 2 ( 4), P 3 (A: D: X), P 8 (A 1 C: A 2 A: B 3: D 1: D 2: E). International Classification:-C 09 b. COMPLETE SPECIFICATION New Polyazo-Dyestuffs and process for making them We, CIBA LIMITED, a body corporate organised according to the laws of Switzerland, of Basle, Switzerland, do hereby declare the invention, for which we pray that a patent may be granted to us, and the method by which it is to be performed, to be particularly described in and by the following statement: - This invention provides new polyazodyestuffs which like, for example, the dyestuff of the constitution dv, A O 0 ff /t O ooe ab /3 Vo ( 1) correspond to the general formula 2 /o ( 2) in which R, represents a benzene residue containing in para-position to the azo linkage a hydroxyl group and in ortho-position to the latter group a carboxylic acid group, R 2 represents a benzene residue bound in para-position to the azo linkages, R, represents a benzene residue bound in para-position to the azo linkages and containing in ortho-position to the azo linkage bound to the naphthalene nucleus a hydroxyl group, and X represents a primary amino group or an acylamino group. The invention also provides a process for the manufacture of the new dyestuffs of the formula ( 2), wherein a complex metal compound of the formula ( 3) No 35-%exjv a benzene residue containing in para-position to the azo linkage a hydroxyl group and in ortho-position to the latter group a carboxylic acid group, R 2 represents a benzene residue bound in para-position to the azo linkages, R 3 represents a benzene residue bound in the 1-, 3 and 4-positions to the groups -R 2-N= N-, -0-Me and -N = N-, X represents a primary amino group or acylamino group and Me represents a metal atom bound in complex union preferably a metal atom having an atomic number from 27 to 29. The metalliferous dyestuffs of the formula ( 3) are obtained by treating a polyazo-dyestuff of the general formula 0-,/y I /10 ( 4) / in which R, represents a benzene residue containing in para-position
to the azo linkage a hydroxyl group and in ortho-position to the latter group a carboxylic acid group, R 2 represents -a benzene residue bound in para-position to the azo-linkages, R, represents a benzene residue bound in the 1-, 3 and 4-positions to the groups -R 2-N = N-, -0-Alkyl and-N = N-, and X represents a primary amino group or an acylamino group with an agent yielding metal, for example, an agent yielding cobalt, nickel or advantageously copper, under conditions such that an ortho: orthol dioxy azo metal complex is formed with the splitting up of the alkoxy group. The polyazo-dyestuffs of the formula ( 4) are advantageously prepared by coupling a diazo compound of an amino-monoazo-dyestuff of the formula is demetallised In formula ( 3) R 1 represents ( 5) R,-N = N-R,,-NII, 784,879 with a primary amine of the formula ( 6) /K 3 \ R 2 M further diazotising the resulting amino-disazodyestuff, and coupling the diazo-disazocompound with 2-amino-8-oxynaphthalene-6sulphonic acid or a 2-acylamino-8-oxynaphthalene-6-sulphonic acid The meanings of R,, R 2 and Ro will be apparent from the definitions of these symbols given above In the compound of the formula ( 6) the amino group is therefore in para-position to the carbon atom at which coupling occurs, and the alkoxy group is in ortho-position to the amino group. As examples of amino-monoazo-dyestuffs of the formula ( 5) there may be mentioned 4-amino-41 oxy 1:11 azobenzene-31carboxylic acid, 4-amino-41-oxy I 11 azobenzene-3: 31dicarboxylic acid, 2-chloro-4-amino 41-oxy-1: 1 X-azobenzene3 Y-carboxylic acid, 2 or 3-methyl-4-amino-41-oxy-1: 11-azobenzene-3 '-carboxylic acid, 2 or 3-methoxy-4-amino-41-oxy-1: 11-azobenzene-31-carboxylic acid, 2:5-dimethyl 4 amino-41-oxy-1: 11-azobenzene-31-carboxylic acid, 2: 5-dimethoxy-4 amino-41-oxy-1: 11-azobenzene-31-carboxylic acid, 2-methyl-4-amino-5 methoxy-41-oxy-1: 1 'azobenzene-31-carboxylic acid, 4-amino-4 '1-oxy-51-methyl-1: 1 l-azobenzene31-carboxylic acid, 4-amino-41-oxy-51-chloro-1: 1 P-azobenzene31-carboxylic acid. From the amino-monoazo-dyestuffs of the formula ( 5) and the amines of the formula ( 6) there are obtained amino-disazo-dyestuffs of the formula ( 7) R The alkoxy group which is present in orthoposition to the amino group in the amines of the formula ( 6) advantageously contains only a few carbon atoms as in the case, for example, of an ethoxy or methoxy group. As amines of the formula ( 6) there come into consideration, for example, the following compounds: 1-amino-2-methoxy or -2-ethoxybenzene, 1-amino-2-methoxy or -2-ethoxy-5-methylbenzene, 1-amino-2: 5-dimethoxy or -2: 5-diethoxybenzene, 1-amino-2-ethoxy-5-methoxybenzene. The coupling of the amines of the formula ( 6) with the diazo-azo-compounds is usually carried out with advantage in a weakly
acid medium, for example, an acetic acid medium. If these coupling components have only a weak 60 capacity for coupling, it is of advantage to couple them in the form of their o)-methane sulphonic acids and subsequently to split off the co-methane-sulphonic acid group. The diazo-compounds obtainable from the 65 amino-disazo-dyestuffs of the formula ( 7) may be coupled with a 2-acylamino-8-oxynaphthalene-6-sulphonic acid, for example 2acetylamino-8-oxynaphthalene-6-sulphonic acid or advantageously with 2-amino-8-oxy 70 naphthalene-6-sulphonic acid itself. The diazo-disazo-compounds are coupled with the end components in an alkaline medium. It is generally of advantage so to select the 75 starting materials that the final dyestuffs contain a single sulphonic acid group, so that it is of advantage to use diazo-disazo compounds free from sulphonic acid groups. The polyazo-dyestuffs of the formula ( 4) so 80 obtained are then treated with an agent yielding metal under conditions such that an ortho: ortho&-dioxy-azo-metal complex is produced accompanied by the splitting up of the alkoxy group bound to the residue R, For this 85 purpose there may be used, for example, an agent yielding cobalt or nickel, but preferably an agent yielding copper There may be used, for example, salts of divalent nickel such as nickel sulphate, salts of monovalent or 90 divalent copper such as cuprous chloride or cupric sulphate, and also compounds which contain these metals in complex union. Especially suitable for this purpose are cuprammine complexes, for example, the 95 complex nickel or copper compounds obtainable from ammonia or alkylamines such as ethvlamine, or ethanolamine, morpholine, pyridine, a picoline or piperidine In order that the alkyl group shall be split off com 100 pletely from the alkoxy group with the formation of the metal complex of the trisazodyestuff, it is usually necessary to carry out the treatment with the agent yielding metal at a raised temperature, for example, at about 105 C and for several hours It is of advantage to work in an aqueous medium If desired, the treatment with the agent yielding metal may be carried out in the presence of a suitable addition As such additions there may be 110 mentioned, bases such as armmronia or pyridine, for example an excess of the base which is present in the molecule of the metal-ammine complex, if the latter is used for the metallisation 115 The demetallisation of the complex metal compounds may be carried out in a manner in itself known, advantageously by the treatment with a concentrated mineral acid, especially hydrochloric acid at the
ordinary 120 temperature, or with a dilute mineral acid at a raised temperature, or by treatment with an alkali metal cyanide or alkali metal sulphide. When a mineral acid is used for the treatment 784,879 fi 3 the metal bound in complex union is converted into an easily soluble metal salt, which can easily be separated from the dyestuff sparingly soluble in an aqueous acid medium. It is generally of advantage to convert the dyestuff so obtained into a soluble alkali metal salt thereof by treatment with an alkali, for example, sodium carbonate. The polyazo-dyestuffs of the formula ( 2) are suitable for dyeing a very wide variety of materials, for example, animal fibres such as -wool, silk and leather, but especially for dyeing -or printing cellulose-containing materials, such as cotton, linen and artificial silk or staple fibres of regenerated cellulose It is of advantage to treat the dyestuffs on the fibre or partially on the fibre and partially in the dyebath with an agent yielding metal by the generally known methods There may be used with advantage, for example, the process of Specification No 455,274, in which there are carried out in the same bath first dyeing and then the treatment with the agent yielding metal As agents yielding metal there are preferably used those which are stable towards alkaline solutions, such as -complex copper tartrates. In some cases especially valuable dyeings can be made by using the process in which a dyeing or print produced with the metalfree dyestuff is after-treated with an aqueous solution which contains a basic formaldehyde condensation product of a compound containing at least once the atomic grouping -N-c for example, dicyandiamide or dicyandiamidine, or of a compound easily convertible into a compound containing the said atomic grouping, for example, cyanamide, and which solution also contains a water-soluble, preferably complex, copper compound Such processes are described, and claimed for example, in Specification No 619,969. It will be understood that combination dyeings can be produced by using a dyestuff of the invention together with another directdyeing dyestuff, for example, a dyestuff of the formula ( 4) given above. The following Examples illustrate the invention, the parts and percentages being by weight unless otherwise stated and the relationship of parts by weight to parts by volume being the same as that of the kilogram to the litre: EXAMPLE 1. 6.7 parts of the trisazo-dyestuff of the formula O av 3# .'0 ;, N -N/ "'7 j AV N-< >-CmN /W 00 I 3 C -o are dissolved in the form of the sodium salt in 300 parts of hot water with the addition of 5 5 parts
of an ammonia solution of 24 per cent strength At 950 C there is added an ammoniacal solution of copper oxide consisting of 2 5 parts of crystalline copper sulphate, 10 parts of water and 4 parts of ammonia solution of 24 per cent strength, and the whole is stirred at that temperature for about 24 hours The precipitated copper compound of the ortho: ortho&-dioxy-azo-dyestuff is filtered off, and rendered metal-free by stirring it with cold concentrated hydrochloric acid After filtering off the dyestuff and washing it with water, it is converted into its sodium salt When dry it is a black powder which dissolves in concentrated sulphuric acid with a blue coloration and in water with a black-green coloration, and dyes cotton by the single bath or 2-bath after-coppering process greenish black tints which are fast to washing and light. EXAMPLE 2. 6.6 parts of the trisazo-dyestuff of the formula 11000 f A 3 C/0 'o \ are dissolved at 95 C in the form of the 85 sodium salt in 300 parts of water and 5 5 parts of ammonia solution of 24 per cent. strength An ammoniacal solution of copper oxide, consisting of 2 5 parts of crystalline copper sulphate, 10 parts of water and 4 parts 90 of ammonia solution of 24 per cent strength, is added, and the whole is stirred for 18-24 hours at 950 C The completely precipitated copper compound of the ortho: ortho 1-dioxyazo-dyestuff is filtered off, dried and demetal 95 lised by stirring it with cold concentrated hydrochloric acid The dyestuff is filtered off and washed, and converted into its sodium salt by stirring it with sodium carbonate in sodium chloride solution of 10 per cent 100 strength When dry, the sodium salt is a dark powder which dissolves in concentrated sulphuric acid with a blue coloration and in water with a blackish green coloration, and yields on cotton black dyeings which are fast 105 to washing and light after treatment with a copper salt. It is not essential to dry the dyestuff before demetallisation, and it may be used in the form of a paste The demetallisation may be 110 carried out equally well with hot dilute hydrochloric acid, for example, by heating the metalliferous dyestuff for several hours in hydrochloric acid of about 5 per cent strength. If sodium cyanide is used as the decopper 115 ing agent, the copper compound of the dyestuff need not be separated from the reaction mixture, Thus, there is added to the warm dyestuff suspension a solution of 2 parts of sodium cyanide, the mixture is stirred for a short time at 60-65 C, and the dyestuff, which is completely dissolved, is precipitated by the addition of 10 parts of sodium chloride per 100 parts by volume of solution Further ortho: ortho&-dioxy-azo-dyestuffs, which can be prepared in the manner described above by coppering accompanied by demethylation and
subsequent demetallisation, are given in the following Table The initial dyestuffs are obtained by coupling the diazo compounds of the amino-monoazo-dyestuffs given in Column I with the middle components given in Column II, and further diazotising the amino-disazodyestuffs and coupling the diazo-disazocompounds in an alkaline medium with the end components given in Column III. I Amino-monoazo. dyestuff 1 4-amino-41-oxy-1: 11azobenzene-31carboxylic acid 2 2-methyl-4-amino-41. oxy-1: ll-azo-benzene31-carboxylic acid 3 2: 5-dimethyl-4-amino4 'oxy-1: ll-azobenzene-31-carboxylic acid 4 2-methoxy-4-amino-41oxy-1: 11-azobenzene31-carboxylic acid 4-amino-41-oxy-5 'chloro-1: ll-azobenzene31-carboxylic acid 6 4-amino-41-oxy-1: 11azobenzene-31-carboxylic acid II Middle component 1-amino-2-methoxybenzene III End component 2-amino-8-oxynaphthalene6-sulphonic acid 1-amino-2: 5-dimethoxybenzene IV Tint of the coppered dyeing on cotton black greenish black black black , 2-acetylamino-8oxynaphthalene6-sulphonic acid green black EXAMPLE 3. parts of cotton are entered at 50 into a dyebath which contains in 4000 par of water, 4 parts of the trisazo-dyestuff ol tained as described in Example 1 and 2 par of anhydrous sodium carbonate The ten perature is raised to 90-95 C in the cour of 20 minutes, 40 parts of crystalline sodiu sulphate are added, and dyeing is continue for 4 hour to one hour at 90-95 C TI dyeing is then rinsed in cold water and treate for 20-30 minutes at 60-70 C in a bal which contains in 4000 parts of water 3 par of acetic acid of 40 per cent strength ar 3 parts of crystalline copper sulphate Finall' the dyeing is rinsed in the cold and dries There is obtained a black dyeing of good fas ness to light and washing.
* Sitemap * Accessibility * Legal notice * Terms of use * Last updated: 08.04.2015 * Worldwide Database * 5.8.23.4; 93p
* GB784880 (A)
Description: GB784880 (A) ? 1957-10-16

Improvements in pastes for printing fabrics with pigment dyestuffs
Description of GB784880 (A) Translate this text into Tooltip
[75][(1)__Select language] Translate this text into
The EPO does not accept any responsibility for the accuracy of data and information originating from other authorities than the EPO; in particular, the EPO does not guarantee that they are complete, up-to-date or fit for specific purposes.
PATENT SPECIFICATION 784,880 Date of filing Complete Specification Feb 22, 1956. Application Date April 29, 1955. No.12434/55. Jg Complete Specification Published Oct 16, 1957. Index at Acceptance:-Classes 2 ( 6), P 2 A, P 2 C( 6 A: 8 B: 20 C), P 2 (D 1 A: K 7: 53), P 7 A, P 7 C( 6 A: 8 B: 10: 20 C), P 7 (D 2 A 1: K 2: 53); and 15 ( 2), B 2 C( 1 A 3; 2 DIB; 2 F: 2 K: 2 L: ZM), B 25. International Classification: -C 08 fD 06 p COMPLETE SPECIFICATION Improvements in Pastes for Printing Fabrics with Pigment Dyestuffs I, HAROLD NEWBY, of 47, Lincoln's Inn Fields, London, W C 2, of English nationality, do hereby declare the invention (which has been communicated to me from abroad by Chemische Werke Hiils Aktiengesellschaft, a German company, of ( 21 a) Marl, Kreis Recklinghausen, Germany), for which I pray that a patent may be granted to me, and the method by which it is to be performed, to be particularly described in and by the following statement:- It has already been proposed to use dispersions of styrene-butadiene copolymers as binding agents for printing pigment dyestuffs on textile fabrics The dispersions of copolymers containing at least 50 %/, but preferably 60 to %, of styrene can be prepared by any known method, as for example by emulsification of the copolymer with the aid of emulsifiers in water It is of special advantage to use aqueous dispersions obtained by emulsion polymerisation, if desired after enrichment by creaming, centrifuging or the like, or after further dilution They have a good absorptivity for inorganic and organic pigment dyestuffs The printing pastes prepared from these dispersions
with the addition of thickening agents can be fixed on the fibre by the Rouleau printing method or with the aid of film stencils or by spray printing methods and yield prints of very good fastness to rubbing and levelness, and the fabrics retain an appreciably softer handle. The method can be used on cotton, rayon, staple fibre and acetate artificial silk as well as on animal and fully synthetic fibres While the prints prepared in this way are quite sufficient to satisfy the requirements for many articles as regards their general fastness properties, it has been found that sometimes the fixing of the dyestuff is not good enough to withstand for example the strain of an intensive wash in the case of pronounced washing articles, such as garment material, apron material, tablecloths and the like A prolonged washing process at temperatures of 60 to 80 C, especially when it is supported by a vigorous mechanical rubbing of the fabric, often causes a marked diminution of the dyeing. My foreign correspondents have now found that a noticeable improvement in pigment prints in which the said copolymers composed of between 50 to 90 % styrene and 10 % to % butadiene serve as binding agent can be obtained by using printing pastes which contain an ammonium salt Among such salts, which are preferably used in amounts of 0 5 to 5 % with reference to the finished printing paste, there may be mentioned for example ammonium acetate, ammonium nitrate, ammonium carbonate, ammonium bicarbonate, ammonium thiocyanate, ammonium oxalate and dianmmonium phosphate The acid radical may thus be of organic or inorganic nature. The ammonium salts must obviously not have any injurious effect on the fibres, in particular during the drying process, which is usually carried out at temperatures between 110 and 1600 C. The addition of the ammonium salts to the printing pastes prepared with butadienestyrene copolymers increases to a surprising extent the fixing of the prints, and consequently the fastness to moisture and to wet rubbing, especially on staple fibre, so that they will withstand a prolonged and repeated washing at 60 to 80 C with mechanical working without losing colour strength The coemployment of the ammonium salts also has a favourable effect on cotton, wool and fully synthetic fibres It is true that on the whole the prints in this case satisfy the requirements as to fastness to washing of the prints even without the addition of ammonium salts, but the luminosity and brilliance of the shades of colour is increased in a noticeable way. The following examples will further illustrate this invention but the invention is not 784,880 restricted to these examples The parts are parts by weight. EXAMPLE 1.
2.5 parts of a fatty polyglycol ether, as for example lauryl polyglycol ether, 82 5 parts of white spirit and 15 parts of water are emulsified To 58 parts of this emulsion there are added 10 parts of a red pigment, 30 parts of a 50 % aqueous dispersion of a copolymer of 60 parts of styrene and 40 parts of butadiene as well as 2 parts of a 50 % aqueous solution of ammonium thiocyanate. A staple fibre garment material is printed with this paste, dried for 3 minutes at 140 " C. and an excellent print obtained which is fast to washing and rubbing. EXAMPLE 2. 2 parts of a 50 % solution of ammonium nitrate are added to the printing paste of Example 1 instead of ammonium thiocyanate. EXAMPLE 3. 2 parts of a 50 % solution of ammonium acetate are added to a printing paste according to Example 1 instead of ammonium thiocyanate.
* Sitemap * Accessibility * Legal notice * Terms of use * Last updated: 08.04.2015 * Worldwide Database * 5.8.23.4; 93p
* GB784881 (A)
Description: GB784881 (A)
No title available
Description of GB784881 (A)
PATENT SPECIFICATION 784,881 Date of Application and filing Complete Specification May 12,1955. :s, No 13752/55. Application mude in United Stotes of America on May 13,1954. Complete Specification Publlied Oct 16,1957. Index at Acceptance:-Classes 7 ( 5), G 4 A( 3: 5115: SF); and 80 ( 2),
C 1 (C 7: C 9: E 3). International Classificafion -Fo 2 f Fo 6 d. COMPLETE SPECIFICATION "Engine Starter Drives" We, BENDIX AVIATION CORPORATION, of 401 Bendix Drive, South Bend, Indiana, United States of America, a corporation organized under the laws of the State of Delaware, United States of America, do hereby declare the invention, for which we pray that a patent may be granted to us, and the method by which it is to be performed, to be particularly described in and by the following statement:- The present invention relates to engine starter drives, and more particularly to a heavy duty type of drive which maintains its engagement with the engine until it is in satisfactory operation. The present invention is intended to provide a novel heavy duty starter drive of this type which is efficient and reliable in operation, simple and economical in construction and small in overall dimensions relative to its torque capacity. For these purposes, there is provided a drive which is largely self-contained and enclosed against access of foreign matter. According to one aspect of the invention, there is provided an engine starter drive including a drive shaft screw-threaded for a portion of its length, a control nut threaded thereon, a pinion slidably journaled on the smooth portion of the drive shaft for movement into and out of mesh with an engine gear, and means for actuating the pinion from the control nut, characterized in that said actuating means includes a plurality of friction coupling members interposed between said control nut and a barrel member drivably connected to said pinion, said friction coupling members being respectively splined on the control nut and on the barrel member. According to another aspect of the invention, there is provided an engine starter drive in which movement transmitting means from a drive shaft to a pinion slidably journaled on it includes a control nut having a screw connection with said drive shaft, and a barrel member connected to said control nut by friction coupling members respectively splined on the control nut and on the barrel member and connected to said pinion by an S 50 overrunning clutch. The invention will now be described by way of example with reference to the accompanying drawings in which:Fig 1 is a side elevation, partly broken 55 away and in section of a preferred embodiment of the invention showing the parts in normal or idle position; Fig 2 is a similar view showing the parts in cranking position; 60 Fig 3 is a similar view showing the parts in the position assumed while the engine is running with the drive maintained in mesh; Fig 4 is a similar view showing the relationiship of the parts in case of tooth abut 65 ment between the pinion and engine gear during the meshing
operation; and Fig 5 is an enlarged detail of the spring structure controlling the overrunning clutch. In Figure 1 of the drawing there is illus 70 trated a power shaft 1 which may be the extended armature shaft of the starting motor not illustrated A drive shaft 2 which is hollowed out for a portion of its length as shown at 3 is telescoped over the end of 75 the power shaft and fixed thereon as by means of keys 4 and set screw 5 The drive shaft is reduced in diameter from a point adjacent its anchorage to the power shaft 1, thus forming a shoulder 6 This reduced 80 section is threaded for a portion of its length as indicated at 7, and a control nut 8 is mounted on said threaded portion for rotary and traversing movement A pinion 9 is slidably journalled on the unthreaded por 85 tion of the drive shaft 2 for movement into and out of mesh with a gear 11 of the engine to be started, the meshing position of the, pinion being defined by a stop nut 12 fixedlymounted on the drive shaft: 90 Means for actuating the pinion 9 from the control nut 8 is provided comprising a barrel member 13, and a plurality of triction coupling discs 14 splined alternately to the control nut and barrel member and yieldingly pressed together by means of compression springs 15 For this purpose, a pressure disc 16 is held in the barrel 13 by a lock ring 17, and a dished annular thrust member 18 is similarly positioned in the barrel 13 by a lock ring 19; the springs 15 being located between the thrust plate 18 and a thrust plate 21 retained on the control nut 8 by a lock ring 20. In order to transmit the longitudinal movement of the control nut 8 to the barrel 13 in the meshing direction, the thrust disc 16 is anchored to the control nut by any suitable means such as a lock ring 22. Means for actuating the pinion from the barrel 13 is provided in the form of driving clutch disc 23 splined in the barrel and provided with overrunning clutch teeth 24 normally engaging similar teeth on a flange 25 formed on the hub of the pinion Means for normally holding the clutch teeth in engagement is provided comprising a thimble 26 retained in the end of the barrel 13 by a lock ring 27 surrounding the flange 25 of the pinion and having an inwardly directed flange 30 A plurality of light compression springs 28 (Fig 5) are mounted on studs 29, loosely retained in an annular channel member 31 seated against the flange 30 The heads 32 of the studs 29 bear against the flange 25 of the pinion and thus yieldingly press the pinion against the driving clutch disc 23. A series of mesh-enforcing compression springs 33 are located between the thrust plate 18 and the driving clutch disc 23 to normally maintain the parts in extended relation, as shown in Fig 1. Means are provided for latching the pinion 9 in mesh with the engine gear 11 until the pinion is rotated above a predetermined minium speed
For this purpose a latch member 34 is mounted for radial sliding movement in the flange 25 of the pinion, and is yieldingly pressed against the driving shaft 2 by means of a spring 35 retained by a cup member 36 having a press fit in the pinion flange The drive shaft is provided with an annular recess 37 in position to receive the latch member 34 when the pinion is meshed with the engine gear, and thereby prevent the demeshing movement of the pinion until the latch is withdrawn by centrifugal force. In order to prevent the pinion from drifting away from idle position, a recess 38 is formed in the drive shaft in position to receive the latch memiber 34 when the parts are in idle position, and the recess is formed with an inclined shoulder 39 which cooperates with the latch to yieldingly resist such drifting movement of the pinion. In operation, starting with the parts in the positions illustrated in Fig 1, rotation of the power shatt 1 in the direction of the arrow is transmitted to the drive shaft 2, and thus 70 causes the control nut 8, together with the barrel and pinion assembly to be traversed to the right until the movement of the pinion and the clutch disc 23 is arrested by the stop nut 12 Thereafter, the screw-jack action of 75 the screw shaft and control nut moves the thrust member 18 against the driving clutch disc 23, compressing the mesh-enforcing springs and forcing together the overrunning clutch teeth 24 and the teeth of the flange 25 80 Since the longitudinal movement of the thrust member 18 is thus stopped, further movement of the control nut 8 forces the coupling discs 14 together against the action of the preloaded springs 15 until sufficient 85 torque is built up to cause the pinion 9 to rotate the engine gear 11, as shown in Fig 2. Preferably the pressure on the coupling discs 14 is limited in order to permit them to slip in case of overload For this purpose, a 90 thrust ring 41 is interposed between the control nut and the thrust plate 18 in order to limit the compression of the springs 15. When the engine starts, the acceleration of the pinion 9 by the engine gear causes it 95 to rotate faster than the starting motor, whereby the control nut 8 moves back on the drive shaft 2 sufficiently to allow the overrunning clutch teeth 24 to disengage, as shown in Fig 3 This condition continues until 100 the rotation of the pinion is sufficiently rapid to withdraw the latch 34 by centrifugal force, after which the parts are traversed back to idle position, as shown in Fig 1. In case, during the meshing movement, 105 tooth abutment should occur between the pinion and engine gear, as shown in Fig 4, the mesh-enforcing springs 33 permit the barrel and control nut to move forward while building up sufficient torque to index the 110 pinion into proper registry with the teeth of the engine gear The springs 33

then expand and snap the pinion into initial mesh, thus avoiding milling the ends of the teeth.
* Sitemap * Accessibility * Legal notice * Terms of use * Last updated: 08.04.2015 * Worldwide Database * 5.8.23.4; 93p
* GB784882 (A)
Description: GB784882 (A) ? 1957-10-16
Improvements in or relating to uranium alloys
Description of GB784882 (A) Translate this text into Tooltip
[75][(1)__Select language] Translate this text into
The EPO does not accept any responsibility for the accuracy of data and information originating from other authorities than the EPO; in particular, the EPO does not guarantee that they are complete, up-to-date or fit for specific purposes.
PATENT SPECIFICATION Inventor: PETER CHARLES LESLIE PFEIL Date of filing Complete Specification June 6, 1956. Application Date June 7, 1955. Complete Specification Published Oct 16, 1957. Index at Acceptance:-Classes 72, Al IG; and 82 ( 1), A 8 (H: Q: Z 1), A( 9 A 2: X). International Classification: -C 21 d C 22 c. COMPLETE SPECIFICATION Improvements in or relating to Uranium Alloys We, UNITED KINGDOM ATOMIC ENERGY AUTHORITY, London, a British Authority, do hereby declare the invention, for which we pray that a patent may be granted
to us, and the method by which it is to be performed, to be particularly described in and by the following statement: - This invention relates to alloys of uranium which are suitable for use as fuel in nuclear reactors. The object of the invention is to provide uranium containing alloys of high tensile strength at elevated temperatures up to 800 C and of increased resistance to oxidation as compared with uranium metal. In accordance with the invention alloys of uranium contain 10 to 20 per cent molybdenum and 5 to 10 per cent of zirconium the balance being uranium. The uranium may be naturally occurring uranium or uranium enriched in the isotope U 235, or U 233. The ternary alloys of the invention have high mechanical strength at temperatures at which fuel elements may be operated in nuclear reactors producing useful power, for example in the neighbourhood of 8000 C The alloys are also resistant to oxidation at such temperatures The alloys have the additional advantage that they do not undergo phase rhanges involving significant changes of volume when subjected to temperature cycling from ordinary temperatures to operating temperatures up to 9000 C. The alloys may be produced by melting the 35 metals uranium, molybdenum and zirconium on a water-cooled copper hearth in an atmosphere of purified argon. An example of an alloy according to the invention is one containing 5 per cent zir 40 conium and 20 per cent molybdenum the remainder being uranium At ordinary temperatures the alloy has a " Vickers diamond " hardness of 425 and this can be increased to 475 by heat treatment for one hour at 45 11000 C.
* Sitemap * Accessibility * Legal notice * Terms of use * Last updated: 08.04.2015 * Worldwide Database * 5.8.23.4; 93p