document2
DESCRIPTION
flaxTRANSCRIPT

Composites: Part B 56 (2014) 717–723
Contents lists available at ScienceDirect
Composites: Part B
journal homepage: www.elsevier .com/locate /composi tesb
Fabrication and characterization of fully biodegradable naturalfiber-reinforced poly(lactic acid) composites
1359-8368/$ - see front matter � 2013 Elsevier Ltd. All rights reserved.http://dx.doi.org/10.1016/j.compositesb.2013.09.012
⇑ Corresponding author. Tel.: +1 (416) 946 8070; fax: +1 (416) 978 3834.E-mail address: [email protected] (N. Yan).
Yicheng Du a, Tongfei Wu b, Ning Yan a,⇑, Mark T. Kortschot b, Ramin Farnood b
a Faculty of Forestry, University of Toronto, 33 Willcocks St., Toronto, ON M5S3B3, Canadab Dept. of Chemical Engineering and Applied Chemistry, University of Toronto, 200 College St., Toronto, ON M5S3E5, Canada
a r t i c l e i n f o
Article history:Received 17 January 2013Received in revised form 6 September 2013Accepted 7 September 2013Available online 17 September 2013
Keywords:A. Polymer–matrix composites (PMCs)B. Mechanical propertiesB. Thermal propertiesC. Micro-mechanics
a b s t r a c t
Polymer composites were fabricated with poly(lactic acid) (PLA) and cellulosic natural fibers combiningthe wet-laid fiber sheet forming method with the film stacking composite-making process. The naturalfibers studied included hardwood high yield pulp, softwood high yield pulp, and bleached kraft softwoodpulp fibers. Composite mechanical and thermal properties were characterized. The incorporation of pulpfibers significantly increased the composite storage moduli and elasticity, promoted the cold crystalliza-tion and recrystallization of PLA, and dramatically improved composite tensile moduli and strengths. Thehighest composite tensile strength achieved was 121 MPa, nearly one fold higher than that of the neatPLA. The overall fiber efficiency factors for composite tensile strengths derived from the micromechanicsmodels were found to be much higher than that of conventional random short fiber-reinforced compos-ites, suggesting the fiber–fiber bond also positively contributed to the composites’ strengths.
� 2013 Elsevier Ltd. All rights reserved.
1. Introduction
Poly(lactic acid) (PLA) is a biodegradable polyester derived from100% annually renewable resource. It has a wide range of applica-tions such as food packaging materials, compost bags, and engi-neering materials. For applications involving natural fibercomposites, PLA may be more desirable than petroleum-derivedpolyolefin polymers as a matrix material because it has potentialto offer better compatibility with the natural fibers and can be usedto produce fully biodegradable products [1].
There are a significant amount of studies concerning commer-cial pulp fiber-reinforced thermoplastic polymer composites [2–11]. PLA has been employed as a matrix in some of these studies.Extrusion followed by injection molding is the commonly usedcomposite fabrication process in these studies. Pulp fibers wereshown to be capable of improving the composite tensile modulisignificantly. However, the incorporation of pulp fibers was noteffective and sometimes was even negative on composite tensilestrength enhancement.
The conventional extrusion and injection molding processesused in natural fiber/thermoplastic polymer composite productioncause reductions in fiber lengths (aspect ratio) and damages to thefibers. Cunha and coworkers studied fiber length distribution ofpine wood particles in PLA composites [12]. They found that the
average fiber length was 0.654 mm (aspect ratio � 65) beforeprocessing, and it decreased to 0.121 mm (aspect ratio: 12) aftercompounding. The average fiber length was further decreased to0.089 mm (aspect ratio: 8.9) after injection molding. Thunwallet al. tested kraft pulp fiber length in the composites with polypro-pylene as the matrix and found that the fibers were shortened from2.3 mm to 0.4 mm after processing and had some level of physicaldamages [9]. It is well known from composite micromechanics thatreduction in fiber aspect ratio and fiber mechanical propertieswould significantly lower the resulting composites’ mechanicalperformance.
In prior studies, pulp fibers were successfully employed as rein-forcement for thermoset polymer composites with significantenhancements in composite mechanical properties [13,14]. Theadvantages of using commercial pulp fibers lie not only in theattractive properties of the fibers themselves, such as lower varia-tion in mechanical properties and less supply dependence on sea-sonal productions in comparison to other non pulp grade naturalfibers, but also in some other processability–related aspects aslisted below:
(1) Pulp fibers can be easily preformed using a wet-laid paper-making process. As a result, pulp fibers can be uniformly dis-persed in the matrix without unwanted fiber aggregation;
(2) Combining wet-laid paper-making process with film stack-ing process in pulp fiber/polymer composite fabricationcan minimize aspect ratio reduction and mechanical damageto the fibers;

718 Y. Du et al. / Composites: Part B 56 (2014) 717–723
(3) With the wet-laid process, transverse isotropy or fiber orien-tation can be well controlled. Therefore, fiber can be alignedin the load-bearing direction and composites’ mechanicalproperties can be tailored according to design;
(4) The wet-laid sheet is in the form of a two-dimensional (2-D)fiber mat. It is known that a higher maximum fiber volumefraction can be obtained in a 2-D random-in-plane structurethan a 3-D random composites with the same fiber aspectratio according to packing theories [15]. A higher fiber vol-ume fraction is beneficial since it leads to higher mechanicalperformance with a lower raw material cost due to the factthat pulp fibers are cheaper than matrix polymers.
Therefore, the objective of this study was to study the mechan-ical and thermal properties of commercial pulp fiber-reinforcedPLA composites by incorporation of the wet-laid paper-makingprocess into the composite fabrication steps and to investigatethe resulting composites mechanical properties.
2. Materials and methods
2.1. Materials
Hardwood HYP (HWHYP), softwood HYP (SWHYP), and com-mercial bleached Kraft softwood pulp fibers (Kraft) were suppliedby Tembec (Montréal, QC). PLA film (EVLON�) manufactured fromNatureWorks� PLA were obtained from BI-AX International Inc(Wingham, ON). Fiber lengths were measured by a fiber qualityanalyzer (DA 93, OpTest Equipment, Hawkesbury, ON, Canada). Fi-ber surface areas were measured on a Quantachrome Autosorb-1-Csurface area and pore size analyzer (Boynton Beach, Florida).
2.2. Composite fabrication
The composites were fabricated using the film-stacking meth-od. Since the grammage of the PLA is 90 g/m2, three levels of com-posite fiber loadings (30, 40, and 50 w/w%) were achieved byvarying the pulp fiber sheet grammages. HWHYP, SWHYP, andKraft pulp fibers were preformed into handsheets using a labora-tory handsheet maker at three nominal grammages (51.4, 80, and120 g/m2) following TAPPI standard T205 method. Four PLA sheetsand three handsheets were assembled alternately into a laminate.The grammage of pulp fiber handsheets and PLA, grammage subto-tal of a laminate, and nominal composite fiber loadings (w/w) aresummarized in Table 1.
The laminates were molded into composites on a hot press.Each laminate was placed into two platens after the platens wereheated up to 185 �C. A pressure of 2 MPa was applied on the lam-inate and the pressure was maintained for 10 min. Then, the coldwater valve was turned on and the platen temperature was cooled
Table 1Grammage of PLA sheet, pulp fiber handsheet, and nominal grammage subtotal andfiber loadings (%, w/w) of composites.
Layer Material Grammage (g/m2)
1 PLA 90 90 902 Handsheet 51.4 80 1203 PLA 90 90 904 Handsheet 51.4 80 1205 PLA 90 90 906 Handsheet 51.4 80 1207 PLA 90 90 90
PLA subtotal 360 360 360Handsheet subtotal 154 240 360Composite total 514 600 720Fiber loading (%,w/w) 30 40 50
down to 50 �C in about 3 min. At this point, the pressure was re-leased and the composite panel was removed from the platens.For comparison purpose, neat PLA samples were made followingthe same steps as well.
All the composites with fiber loadings less than 50% (w/w) werehomogeneously translucent. When the fiber loading reached 50%(w/w), dry spots were occasionally observed on the composites.
2.3. Composite tensile property testing
Six Type-1 tensile specimens were prepared from each compos-ite. As for the composite with the 50% (w/w) fiber loading, speci-mens were cut from the dry spot-free area. These specimenswere tested on an Instron 3367 (Instron Corporation, Norwood,MA) universal testing machine in accordance with ASTM StandardD638-10. The tensile strain was recorded by an Instron 2630extensometer. The testing speed was set at 5 mm/min.
2.4. Dynamic mechanical properties
Dynamic mechanical properties of the PLA and its compositeswere measured using a dynamic mechanical analyzer DMA Q800(TA Instruments, New Castle, DE), operated in a multi-frequency-strain mode at a frequency of 1 Hz. The specimens with a nominaldimension of 15 � 5 � 0.4 mm3 were mounted on the clamp in afilm tension fixture. The storage modulus, loss modulus, and tand were recorded as the samples were heated from ambient temper-ature to 150 �C at a heating rate of 2 �C/min.
2.5. Differential scanning calorimetry
The samples were analyzed on a modulated differential scan-ning calorimeter DSC Q1000 (TA Instruments, New Castle, DE)equipped with a cooling system, under a nitrogen atmosphere.The samples (5–10 mg) were loaded and sealed in aluminum pans.The samples were cooled to 25 �C at a ramp speed of 10 �C/min,isothermed for 2 min, heated to 185 �C at 10 �C/min, isothermedfor 2 min, and finally cooled back to 25 �C at 10 �C/min. The dataof heat flow of the samples in the sealed aluminum pans were col-lected with reference to an empty aluminum pan.
3. Results and discussion
3.1. Fiber morphology
Fiber length distribution histograms are plotted in Fig. 1. Theaverage fiber lengths and specific surface areas of three pulp fibersare summarized in Table 2. Kraft pulp fiber had the highest averagefiber length (1.24 mm). HWHYP had the lowest fiber length(0.46 mm) due to the mechanical refining. The fiber specific surfaceareas of three pulp fibers were in the order reverse to fiber length:Kraft < SWHYP < HWHYP. It is expected that the HWHYP fiber/PLAcomposite would have the lowest fiber loading at which maximumcomposite mechanical properties are obtained because HWHYP fi-bers need more polymer to be wetted due to their highest specificsurface area.
3.2. Composite tensile properties
The stress–stain curves of the neat PLA and its composites dur-ing tensile testing are plotted in Fig. 2. The composite tensile mod-uli and strengths are plotted against fiber loadings in Fig. 3 ascompared to those of the neat PLA (dashed line). The tensile moduliof all composites increased 98% and up as compared to the PLA ten-sile modulus. The composite tensile moduli were proportional to
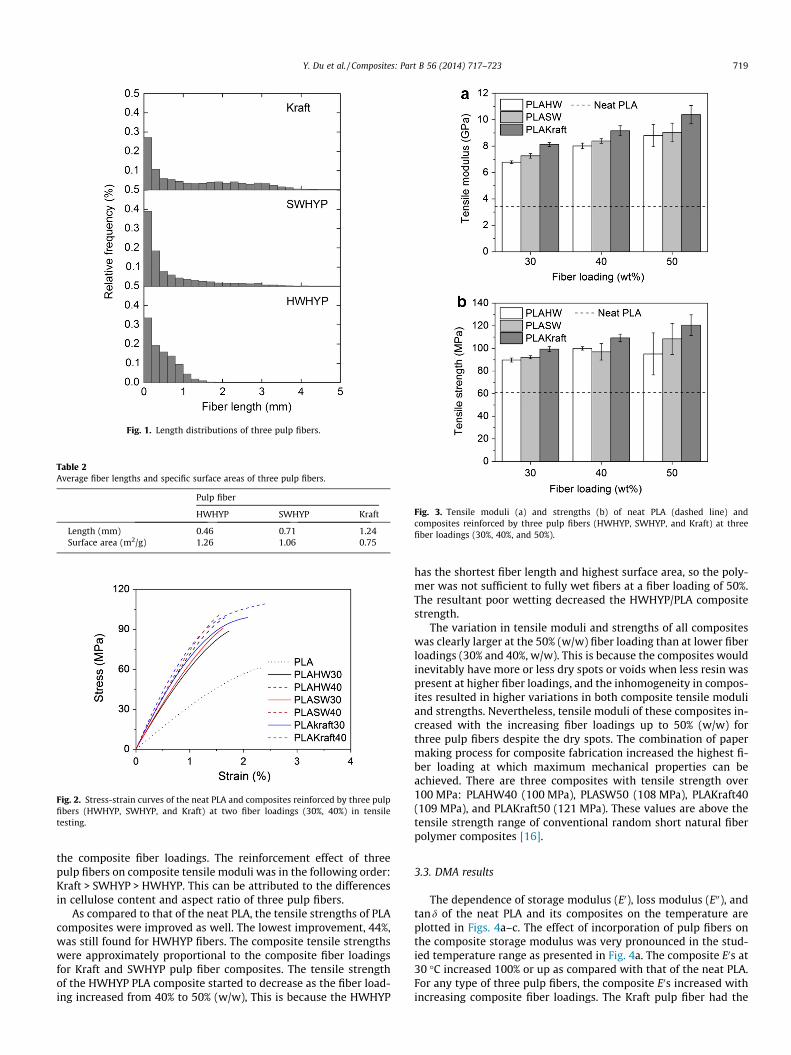
Fig. 1. Length distributions of three pulp fibers.
Table 2Average fiber lengths and specific surface areas of three pulp fibers.
Pulp fiber
HWHYP SWHYP Kraft
Length (mm) 0.46 0.71 1.24Surface area (m2/g) 1.26 1.06 0.75
Fig. 2. Stress-strain curves of the neat PLA and composites reinforced by three pulpfibers (HWHYP, SWHYP, and Kraft) at two fiber loadings (30%, 40%) in tensiletesting.
Fig. 3. Tensile moduli (a) and strengths (b) of neat PLA (dashed line) andcomposites reinforced by three pulp fibers (HWHYP, SWHYP, and Kraft) at threefiber loadings (30%, 40%, and 50%).
Y. Du et al. / Composites: Part B 56 (2014) 717–723 719
the composite fiber loadings. The reinforcement effect of threepulp fibers on composite tensile moduli was in the following order:Kraft > SWHYP > HWHYP. This can be attributed to the differencesin cellulose content and aspect ratio of three pulp fibers.
As compared to that of the neat PLA, the tensile strengths of PLAcomposites were improved as well. The lowest improvement, 44%,was still found for HWHYP fibers. The composite tensile strengthswere approximately proportional to the composite fiber loadingsfor Kraft and SWHYP pulp fiber composites. The tensile strengthof the HWHYP PLA composite started to decrease as the fiber load-ing increased from 40% to 50% (w/w), This is because the HWHYP
has the shortest fiber length and highest surface area, so the poly-mer was not sufficient to fully wet fibers at a fiber loading of 50%.The resultant poor wetting decreased the HWHYP/PLA compositestrength.
The variation in tensile moduli and strengths of all compositeswas clearly larger at the 50% (w/w) fiber loading than at lower fiberloadings (30% and 40%, w/w). This is because the composites wouldinevitably have more or less dry spots or voids when less resin waspresent at higher fiber loadings, and the inhomogeneity in compos-ites resulted in higher variations in both composite tensile moduliand strengths. Nevertheless, tensile moduli of these composites in-creased with the increasing fiber loadings up to 50% (w/w) forthree pulp fibers despite the dry spots. The combination of papermaking process for composite fabrication increased the highest fi-ber loading at which maximum mechanical properties can beachieved. There are three composites with tensile strength over100 MPa: PLAHW40 (100 MPa), PLASW50 (108 MPa), PLAKraft40(109 MPa), and PLAKraft50 (121 MPa). These values are above thetensile strength range of conventional random short natural fiberpolymer composites [16].
3.3. DMA results
The dependence of storage modulus (E0), loss modulus (E00), andtand of the neat PLA and its composites on the temperature areplotted in Figs. 4a–c. The effect of incorporation of pulp fibers onthe composite storage modulus was very pronounced in the stud-ied temperature range as presented in Fig. 4a. The composite E0s at30 �C increased 100% or up as compared with that of the neat PLA.For any type of three pulp fibers, the composite E0s increased withincreasing composite fiber loadings. The Kraft pulp fiber had the

Fig. 4. Dynamic mechanical analysis of neat PLA and pulp/PLA composites: (a)storage modulus, (b) loss modulus, and (c) tan d.
Table 3Glass transition temperatures of composites determined by onset of storage modulusdrop, peak of loss modulus, and peak of tand.
Tg (E0) Tg (E00) Tg (tand)(�C) (�C) (�C)
PLA 51.6 56.2 60.5PLAHW30 53.2 59.7 61.0PLAHW40 53.3 59.6 62.1PLASW30 52.4 59.5 62.2PLASW40 53.1 60.4 62.3PLAKraft30 53.7 61.5 64.4PLAKraft40 51.5 59.3 61.9
720 Y. Du et al. / Composites: Part B 56 (2014) 717–723
highest E0s within the glassy region. This is in agreement with thecomposite static tensile moduli.
The E0s of both the neat PLA and its composites dropped rapidlyat 60 �C, corresponding to the glass transition. Following a steadydecrease from 50 to 65 �C, all these composites had a slight dropin E0 at around 80 �C, which was also exhibited as a small peakon the E00 and tand curves. This correlates to the T�a transition dueto crystal–crystal slip of the crystal lamellae [17]. The E0s of boththe neat PLA and its composites increased as the temperature in-creased from 90 �C up to 115 �C due to cold crystallization [6] ofthe PLA matrix and decreased again afterward. The cold crystalliza-tion occurring at around 115 �C was also confirmed by DSC resultsdiscussed in next section. All the composite E0s were maintainedlarger than 1 GPa when they were heated from ambient tempera-ture up to 150 �C.
The Tgs from onset of the drop in storage modulus, loss moduluspeak, and tand peak of the neat PLA and its composites were sum-marized in Table 3. For polymer composites, the change of Tg israised by the physical or chemical confinement of polymer chainswhich is usually caused by a strong interaction between the poly-mer matrix and the reinforcing fibers. As compared with the neatPLA, the Tgs of PLA composites increased approximately by 0 to5 �C for three pulp fibers. The increasement is not sufficient to indi-cate a significant interaction between the PLA matrix and the pulpfibers.
From the tand curve (Fig. 4c), the neat PLA showed a sharp andintense peak because there is no restriction to the chain motion.The rigid pulp fibers reduced the polymer chain mobility, and thesharpness and height of the tand peak decrease [18]. The mobilityof PLA in the composites was reduced and the material becamemore elastic with the presence of pulp fibers.
3.4. DSC results
DSC heating thermograms of neat PLA and its composites areplotted in Fig. 5. The glass transition temperature (Tg), cold crystal-lization temperature (Tcc), cold crystallization enthalpy (DHcc), andmelting enthalpy (DHm) obtained from the DSC studies are sum-marized in Table 4.
The degree of crystallinity of the PLA or its composites (vsample%)obtained under the fabrication conditions employed in this studywas calculated as:
vsample% ¼ ðDHm � DHccÞ=DH0m � 100% ð1Þ
The maximum degree of crystallinity (vmax%) of the PLA or the com-posite during the DSC heating scanning was calculated as:
vmax% ¼ DHm=DH0m � 100% ð2Þ
where DH0m is the melting enthalpy of 100% crystalline PLA (93.7 J/g)
[19]. The degree of crystallinity (vsample%, vmax%) of the neat PLA andits composites (proportional to the PLA weight percentage in thecomposites) were calculated and are summarized in Table 4.
The Tgs of all composites were very close (62.8–63.1 �C), andthey are about 2 �C higher than that of the neat PLA. This is veryconsistent to the DMA results. Following the glass transition, smallendothermic peaks were observed for the neat PLA and compos-ites, which is typical effect of physical aging [20].
The cold crystallization was observed for both neat PLA and itscomposites, which was related to their heat history and indicatesthe incomplete crystallization of PLA under the fabrication condi-tions. The degree of crystallinity (vsample%) of the PLA and its com-posites were all very low (1.3% for the neat PLA, and 0.4–0.9% forPLA composites). This is because the samples were rapidly cooleddown from 185 �C to 50 �C in 3 min during the composite fabrica-tion process. At such a high cooling rate (45 �C/min), the PLA chainswere not able to crystallize because of the quenching effect. So, the

Fig. 5. DSC thermograms of PLA and pulp/PLA composites at two fiber loadings(30%, 40%).
Table 4DSC results of neat PLA and pulp fiber-reinforced PLA composites.
Tg Tcc DHcc DHm vsample% vmax%(�C) (�C) (J/g) (J/g) (%) (%)
PLA 60.7 125.3 35.7 37.0 1.3 39.4PLAHW30 62.9 121.2 25.8 26.5 0.8 40.5PLAHW40 62.9 114.0 23.0 23.9 0.9 42.5PLASW30 62.8 119.1 27.2 27.8 0.7 42.4PLASW40 63.1 115.5 22.1 22.8 0.8 40.6PLAKraft30 62.9 112.2 26.1 26.6 0.5 40.5PLAKraft40 62.8 110.0 22.3 22.7 0.4 40.4
Y. Du et al. / Composites: Part B 56 (2014) 717–723 721
PLA and PLA in the composites fabricated under the conditions ofthe process employed in this study were primarily amorphous.
The Tccs generally decreased with the addition of pulp fibers,and they further decreased with increasing fiber loadings. The dec-rement ranged from 4.1 �C (PLAHW30) to 15.3 �C (PLAKraft40). Itcan be explained by the heterogeneous nucleation. Pulp fibers inPLA acted as the heterogeneous nucleus and promoted the coldcrystallization of PLA chains at lower temperatures.
The neat PLA shows inconspicuous double melting peaks withthe dominant peak at the lower temperature. Normally, for theneat PLA, the double melting peak can be explained that, at alow scanning rate, there was sufficient time for the thinner crystalsto melt and then to recrystallize before a second melting peak at ahigher temperature was reached [21]. With the addition of pulp fi-bers, the double melting peaks became distinct. Furthermore, themelting peak intensity at the higher temperature increased for allcomposites as the fiber loading increased from 30% to 40% (w/w). Itcan be inferred that the pulp fibers promoted the recrystallizationat higher temperature. The maximum degree of crystallinity(vmax%) of the PLA composites were between 40.4% and 42.5%,slight higher than that of the neat PLA (39.4%). Pulp fibers couldpromote the crystallization of PLA, including the cold crystalliza-tion and recrystallization, but the overall PLA degree of crystallin-ity was not significantly improved.
The degree of crystallinity of a semicrystalline polymer mayhave an effect on mechanical properties. There was also a relationbetween the degree of crystallinity and the degradation rate forPLA according to Yussuf and coworkers’ research [22]. PLA withlower degree of crystallinity decomposes faster since amorphousregions are more susceptible to degradation. DSC heating scanwas essentially an annealing process. So the degree of crystallinityof PLA in composites was improved from about 0.5% to 40%. There-fore, the degree of crystallinity can be adjusted by annealingaccording to the requirements of the biodegradation rate ormechanical properties for the material’s applications.
3.5. Composite fracture surfaces
The fracture surface SEM microimages of selected tensile spec-imens are shown in Fig. 6. There were polymer-rich zones for com-posites with a fiber loading of 30% (w/w) as indicated in Fig. 6a. So,it is obviously fiber loadings higher than 30% (w/w) could be fur-ther increased. Composites with a 40% (w/w) fiber loading arenearly homogenous from observation on cross-sections. Therefore,40% (w/w) is an appropriate fiber loading for pulp fiber/PLA com-posites using the film-stacking process.
Although fiber pullout remains observed, the length of the ex-posed fiber (Figs. 6b and 6c) were much smaller than that inHWHYP fiber-reinforced unsaturated polyester composites in aprevious study [13]. As expected, a considerate amount of polymerwas seen adhering to the fibers (Fig. 6d). The smaller length of theruptured fiber indicated a shorter critical fiber length. According tothe Kelly–Tyson equation, a lower critical fiber length indicated ahigher fiber–matrix interfacial shear stress. Therefore, it can be in-ferred PLA are more compatible to pulp fibers as compared to theunsaturated polyester. It could be due to the polar oxygen atomson the PLA molecular, which can form hydrogen bonding withthe hydroxyl groups of the pulp fibers [23].
3.6. Composite tensile strengths
The HWHYP pulp fiber-reinforced unsaturated polyester com-posite tensile moduli were successfully simulated by the Halpin–Tsai and Tsai–Pagano models in the previous study [13]. However,discrepancies in the experimental data and theoretical predictionsof composite tensile strengths were observed. Hence, only compos-ite tensile strengths were discussed in this study. The compositetensile strength can be computed by the modified rule of mixture.
rc ¼ rf ghglV f þ rmð1� Vf Þ ð3Þ
where rc, rf and rm are the composite, fiber and the matrix tensilestrengths, respectively, gh and gl are the fiber orientation and lengthfactors, Vf is the fiber volume fraction. In the case of 2-D randomshort fiber polymer composite, the fiber orientation factor is 3/8[24]. The fiber length factor can be calculated by the Kelly–Tysonmodel [25]:
gl ¼ l=ð2lcÞ; l 6 lc ð4Þ
gl ¼ 1� lc=ð2lÞ; l > lc ð5Þ
where the fiber critical length lc equals to rf�r/s. If fiber length is notconsistent, the contribution of fiber longer and shorter than the crit-ical fiber length are taken into account separately, and the fiberlength factor were modified by Bowyer–Bader [26].
gl ¼X
v iðl�lcÞli=ð2lcÞ þX
v jðl>lc Þ½1� lc=ð2ljÞ� ð6Þ
The composite fiber volume fractions were converted from the fiberweight percentages by the densities of fiber and matrix (1.25 g/cm3). Tensile strengths of three pulp fibers were calculated fromthe paper handsheet zero-span strengths tested on a Pulmac TS-100 pneumatically operated tester (Pulmac, Pointe-Claire, QC, Can-ada). Before zero-span testing, the handsheets were dried andpressed under the same pressure for composite fabrication to ruleout the effect of composite fabrication process on fiber strengths.The calculated fiber tensile strengths are listed in Table 5.
Interfacial shear strength between pulp fibers and the PLA ma-trix is too difficult to be determined as pulp fibers are too short forfiber pullout or fragmentation testing. A literature search gives ashear strength range of 4–12.6 MPa for natural fibers and the PLAmatrix [27–31]. A shear strength of 10 MPa was referenced to cal-culate the critical fiber lengths. The corresponding critical fiber

Fig. 6. Tensile fracture surfaces of PLA-pulp fiber composites: (a) PLAHW30; (b) PLAHW40; (c) PLASW40; (d) PLAKraft40.
Table 5Fiber length, aspect ratio, critical length, fiber tensile strength, length factor determined by Kelly–Tyson and Bowyer–Bader models, length factor determined by experimentalresults, and overall fiber efficiency factor of three pulp fibers.
l (mm) l/d lca (mm) rf (MPa) Theoretical length factor (gl) Experimental
Kelly–Tyson Bowyer–Bader gl glgh
HWHYP 0.46 18.4 0.581 465 0.396 0.362 0.996 0.374SWHYP 0.71 28.4 0.609 487 0.571 0.381 0.915 0.343Kraft 1.24 49.6 0.675 540 0.728 0.513 0.976 0.366
a Critical fiber lengths and theoretical length factor were calculated based on an assumed fiber–matrix shear strength of 10 MPa.
722 Y. Du et al. / Composites: Part B 56 (2014) 717–723
lengths lc and fiber length factors gl of three pulp fibers were com-puted by Kelly–Tyson and Bowyer–Bader models respectively, andare summarized in Table 5.
The experimental composite tensile strengths were signifi-cantly higher than the theoretical predictions computed withEqs. (3)–(6) (figures not shown). This is in conformity with previ-ous research of pulp fiber-reinforced thermoset polymer compos-ites [13]. These studies showed that pulp fibers had unexpectedsuperior enhancement effect for tensile strengths of polymer com-posites, as most previous studies showed the Kelly–Tyson modelyielded too high values for strength of random fiber reinforcedcomposites [32]. In order to take into account of this gap, Garkhailand coworkers suggested an additional fiber efficiency coefficient kto be included in the Kelly–Tyson model in addition to the fiber ori-entation and length factors. They obtained a value of 0.2 for the fi-ber efficiency coefficient k for random non-woven flax fiber mats/polypropylene composites, lower than a value of 0.53 recalculatedfrom the glass fiber/polypropylene system. This method is notappropriate for this research, because the value k calculated fromdata in this study would clearly be larger than one.
The experimental tensile strengths of three pulp fiber/PLA com-posites were fitted to the Eq. (3) by the non-linear curve fittingmethod using a fiber orientation factor gh of 3/8. The fiber lengthfactors were determined and are summarized in Table 5. Thelength efficiency factors ranged from 0.915 to 0.996, very close to
1.0, which is adopted for random continuous fiber reinforced com-posites. The overall fiber efficiency factors (the product of fiber ori-entation and length factors, ghgl), for pulp fiber/PLA compositetensile strengths ranged from 0.343 to 0.374 (Table 5). The highestoverall fiber efficiency factor (0.374) was obtained in the HWHYP,though Kraft fiber/PLA composite had the highest tensile strength.The commonly observed range is 0.1–0.2 for other random short fi-ber and matrix systems in previously published literature [33,34].The value obtained in this study is significantly higher than thisrange. The pulp fibers provided superior strength reinforcement ef-fect for polymer composites.
The only research that experimental data were higher than the-oretical predictions we have found was conducted by Piggott andcoworkers [35]. They found that the experimental tensile strengthsof carbon fiber epoxy composites were higher than theoretical esti-mates. They concluded that straight stress–strain curves of theexperiments indicated the progressive slip did not take place, sothat the assumption to the Kelly–Tyson model was not satisfied.A fracture-based, instead of slip-based theory was proposed to pre-dict short fiber composite tensile strengths [36]. However, thismodel still could not eliminate the discrepancies between the the-oretical predictions and experimental results of this study.
This discrepancy may be ascribed to the fact that the handsheetitself is a network, which offers additional hydrogen bonding be-tween fibers in addition to the shear strength between fiber and

Y. Du et al. / Composites: Part B 56 (2014) 717–723 723
matrix. The pulp fibers were made into handsheets beforehand andthe PLA flows into the gaps between fibers at elevated tempera-tures during the composite fabrication. Therefore, the fiber–fiberbond was not affected unlike conventional compounding processessuch as extrusion or injection molding. Thus, the dry strength ofthe pulp fiber handsheet was retained and contributed to the com-posite strengths. Future work on this subject may be extended todesign a strength prediction model in which fiber–fiber bond canbe taken into account.
4. Conclusions
The pulp fibers showed superior modulus and strength rein-forcement effect on the PLA matrix by combining a wet-laid fibersheet forming process with the conventional composite fabricationmethods. The highest fiber loadings for obtaining the maximumcomposite strengths were 50% for the softwood high yield andkraft pulp fibers, and 40% for hardwood high yield pulp fiber. Thecalculated fiber length efficiency factors for composite tensilestrengths ranged from 0.915 to 0.996, very close to those of contin-uous random fiber-reinforced composites. The fiber–fiber bondcould have contributed to the improvement in composite strength.The incorporation of pulp fibers also significantly improved thecomposite storage moduli, elasticity, and promoted crystallizationof PLA; however, no significant improvement in composite glasstransition temperature and degree of crystallinity of PLA wasobserved.
Acknowledgment
The authors would like to acknowledge financial support of thiswork by the NSERC Green Fibre Network.
References
[1] Shanks R, Hodzic A, Wong S. Thermoplastic biopolyester natural fibercomposites. J Appl Polym Sci 2004;91(4):2114–21.
[2] Chen J, Yan N. Crystallization behavior of organo-nanoclay treated anduntreated Kraft fiber-HDPE composites. Compos Part B Eng 2013;54:180–7.
[3] Serrano A, Espinach F, Julian F, del Rey R, Mendez J, Mutje P. Estimation of theinterfacial shears strength, orientation factor and mean equivalent intrinsictensile strength in old newspaper fiber/polypropylene composites. ComposPart B Eng 2013;50:232–8.
[4] Sdrobis� A, Darie RN, Totolin M, Cazacu G, Vasile C. Low density polyethylenecomposites containing cellulose pulp fibers. Compos Part B Eng2012;43(4):1873–80.
[5] López J, Boufi S, El Mansouri N, Mutjé P, Vilaseca F. PP composites based onmechanical pulp, deinked newspaper and jute strands: a comparative study.Compos Part B Eng 2012;43(8):3453–61.
[6] Mathew AP, Oksman K, Sain M. Mechanical properties of biodegradablecomposites from poly lactic acid (PLA) and microcrystalline cellulose (MCC). JAppl Polym Sci 2005;97(5):2014–25.
[7] Huda MS, Drzal LT, Misra M, Mohanty AK, Williams K, Mielewski DF. A studyon biocomposites from recycled newspaper fiber and poly (lactic acid). Ind EngChem Res 2005;44(15):5593–601.
[8] Iwatake A, Nogi M, Yano H. Cellulose nanofiber-reinforced polylactic acid.Compos Sci Technol 2008;68(9):2103–6.
[9] Thunwall M, Boldizar A, Rigdahl M, Banke K, Lindström T, Tufvesson H, et al.Processing and properties of mineral-interfaced cellulose fibre composites. JAppl Polym Sci 2008;107(2):918–29.
[10] Baltazar-y-Jimenez A, Sain M. Effect of bismaleimide reactive extrusion on thecrystallinity and mechanical performance of poly (lactic acid) greencomposites. J Appl Polym Sci 2012;124(4):3013–23.
[11] Peltola H, Laatikainen E, Jetsu P. Effects of physical treatment of wood fibres onfibre morphology and biocomposite properties. Plast Rubber Compos2011;40(2):86–92.
[12] Cunha A, Campos A, Cristovao C, Vila C, Santos V, Parajó J. Sustainablematerials in automotive applications. Plast Rubber Compos 2006;6(7):233–41.35.
[13] Du Y, Yan N, Kortschot MT. Investigation of unsaturated polyester compositesreinforced by aspen high-yield pulp fibers. Polym Compos 2012;33(2):169–77.
[14] Du Y, Wu T, Yan N, Kortschot MT, Farnood R. Pulp fiber-reinforced thermosetpolymer composites: effects of the pulp fibers and polymer. Compos Part B Eng2013;48:10–7.
[15] Milewski JV. Packing concepts in the utilisation of filler andreinforcementcombinations. In: Katz HS, Milewski JV, editors. Handbook offillers and reinforcement for plastics. New York: Van Nostrand Reinhold; 1978.p. 66–77.
[16] Faruk O, Bledzki AK, Fink HP, Sain M. Biocomposites reinforced with naturalfibers: 2000–2010. Prog Polym Sci 2012;37(11):1552–96.
[17] Menard KP. Dynamic mechanical analysis: a practical introduction. 2 ed. BocaRaton: CRC Press; 2008.
[18] Huda M, Mohanty A, Drzal L, Schut E, Misra M. ‘‘Green’’ composites fromrecycled cellulose and poly (lactic acid): physico-mechanical andmorphological properties evaluation. J Mater Sci 2005;40(16):4221–9.
[19] Fischer E, Sterzel HJ, Wegner G. Investigation of the structure of solutiongrown crystals of lactide copolymers by means of chemical reactions. ColloidPolym Sci 1973;251(11):980–90.
[20] Struik LCE. Physical aging in amorphous polymers and othermaterials. Amsterdam: Elsevier; 1978.
[21] Sarasua JR, Prud’Homme RE, Wisniewski M, Le Borgne A, Spassky N.Crystallization and melting behavior of polylactides. Macromolecules1998;31(12):3895–905.
[22] Yussuf A, Massoumi I, Hassan A. Comparison of polylactic acid/kenaf andpolylactic acid/rise husk composites: the influence of the natural fibers on themechanical, thermal and biodegradability properties. J Polym Environ2010;18(3):422–9.
[23] Bax B, Müssig J. Impact and tensile properties of PLA/Cordenka and PLA/flaxcomposites. Compos Sci Technol 2008;68(7):1601–7.
[24] Krenchel H. Fibre reinforcement: theoretical and practical investigations of theelasticity and strength of fibre-reinforced materials. Copenhagen: Akademiskforlag; 1964.
[25] Kelly A, Tyson W. Tensile properties of fibre-reinforced metals: copper/tungsten and copper/molybdenum. J Mech Phys Solids 1965;13(6):329–38.
[26] Bowyer W, Bader M. On the re-inforcement of thermoplastics by imperfectlyaligned discontinuous fibres. J Mater Sci 1972;7(11):1315–21.
[27] Okubo K, Fujii T, Yamashita N. Improvement of interfacial adhesion in bamboopolymer composite enhanced with micro-fibrillated cellulose. JSME Int J Ser A2005;48(4):199–204.
[28] Cho D, Seo JM, Lee HS, Cho CW, Han SO, Park WH. Property improvement ofnatural fiber-reinforced green composites by water treatment. Adv ComposMater 2007;16(4):299–314.
[29] Tokoro R, Vu DM, Okubo K, Tanaka T, Fujii T, Fujiura T. How to improvemechanical properties of polylactic acid with bamboo fibers. J Mater Sci2008;43(2):775–87.
[30] Ji SG, Cho D, Park WH, Lee BC. Electron beam effect on the tensile propertiesand topology of jute fibers and the interfacial strength of jute-PLA greencomposites. Macromol Res 2010;18(9):919–22.
[31] Sawpan MA, Pickering KL, Fernyhough A. Effect of fibre treatments oninterfacial shear strength of hemp fibre reinforced polylactide andunsaturated polyester composites. Compos Part A Appl Sci Manuf2011;42(9):1189–96.
[32] Garkhail S, Heijenrath R, Peijs T. Mechanical properties of natural-fibre-mat-reinforced thermoplastics based on flax fibres and polypropylene. ApplCompos Mater 2000;7(5):351–72.
[33] Blumentritt BF, Vu BT, Cooper SL. Mechanical properties of discontinuous fiberreinforced thermoplastics. II. Random-in-plane fiber orientation. Polym EngSci 1975;15(6):428–36.
[34] Lu Y. Mechanical properties of random discontinuous fiber compositesmanufactured from wetlay process. Blacksburg: Virginia PolytechnicInstitute and State University; 2002.
[35] Piggott M, Ko M, Chuang H. Aligned short-fibre reinforced thermosets:experiments and analysis lend little support for established theory. ComposSci Technol 1993;48(1):291–9.
[36] Piggott MR. Short fibre polymer composites: a fracture-based theory of fibrereinforcement. J Compos Mater 1994;28(7):588–606.