2012 tottopic 01 - university of portsmouthwoodm.myweb.port.ac.uk/q/ashrafhottopic2012.pdf · ......
TRANSCRIPT
1
Page 1
Hot Topic Seminar:Making the Most of Your Business Assets
Ashraf W. LabibProfessor of Operations and Asset Management
Portsmouth Business School, University of Portsmouth, UK
Voice: (44) 2392 844729, Fax: (44) 2392 844037, Email: [email protected]
Page 2
Contents
How can you make the most out of our business assets?
1. Case Study.
2. Introduction.
3. Maintenance Strategies and IS Issues.
4. The Decision Making Grid Model.
5. Case Study Applications.
6. Conclusions.

2
Page 3
Data
Asset Management Integration & Maturity
Strategic
Tactical
Operational
Physical
Years
1 Month
1 Day
1 Hour
Technical
Financial
Adapted from Smallborne, and Hardwick, 2012
Optioneering
Justify Your Investment
Informed Decisions
Models
Analysis
Information
Systems
AssetData base on assets
Failure data/historical performance
SAP
Data structured for higher level use
FMEA/RCM
Reliability/Availability
Repair/Replace, Spares
OPEX/CAPEX trade-offs
Prioritisation across programmes
Board, Shareholder
confidence
The
Decision
Making
Grid
(DMG)
Model
Page 4
Case Study – First Capital Connect

3
Page 5
Page 6
Aslam-Zainudeen, and Labib, Ashraf, Practical Application of the Decision Making Grid (DMG), Journal of Quality in Maintenance Engineering (JQME);
MCB Press; ISSN: 1355-2511, volume 17,
issue 2, pp 138-149, 2011.

4
Page 7
Aslam-Zainudeen, and Labib,
Ashraf, Practical Application of
the Decision Making Grid
(DMG), Journal of Quality in
Maintenance Engineering
(JQME); MCB Press; ISSN:
1355-2511, volume 17,
issue 2, pp 138-149, 2011.
Page 8
Aslam-Zainudeen, and Labib, Ashraf, Practical
Application of the Decision Making Grid (DMG),
Journal of Quality in Maintenance Engineering
(JQME); MCB Press; ISSN: 1355-2511, volume
17, issue 2, pp 138-149, 2011.

5
Page 9
Aslam-Zainudeen, and Labib, Ashraf, Practical
Application of the Decision Making Grid (DMG),
Journal of Quality in Maintenance Engineering
(JQME); MCB Press; ISSN: 1355-2511, volume
17, issue 2, pp 138-149, 2011.
Page 10
Aslam-Zainudeen, and Labib, Ashraf, Practical Application of the Decision Making Grid (DMG), Journal of Quality in Maintenance Engineering (JQME);
MCB Press; ISSN: 1355-2511, volume 17,
issue 2, pp 138-149, 2011.

6
Page 11
It is concluded that the application of the DMG would assist FCC engineers in making
decisions about what types of maintenance should be done and would also allow
maintenance to be adapted to suit the changing real world performance of the fleets.
The advantages of ensuring maintenance work is prioritised in this manner would
have the following advantages to FCC as a business:
1. Lower downtime of the units.
2. Reduced maintenance costs because of focus on the most effective work that can
3. be done.
4. Reduced impact on passenger services and therefore an improved corporate image in the eyes of the
customer.
5. Increased profits through the increased availability of units for revenue earning service.
6. Increased reliability of the units because the worst performing systems are prioritised and the work
carried out is adapted to deal with the root causes of the failures of these worst performing systems.
7. Reduced operating costs due to the reduction of failures in service.
8. Enables continuous improvement within FCC because after the first set of worst performing
systems are improved, work on the next set of worst performing systems can be started.
Due to the similarities in the CMMSs used in other TOCs in the railway industry,
it is also concluded that the application of the DMG would be worth considering in these TOCs in
order to enable the realisation of the previously described benefits.
Conclusion:
Aslam-Zainudeen, and Labib, Ashraf, Practical Application of the Decision Making Grid (DMG), Journal of Quality in Maintenance Engineering (JQME);
MCB Press; ISSN: 1355-2511, volume 17,
issue 2, pp 138-149, 2011.
Page 12
Introduction

7
Page 13
The importance of making the most out of your business assets
� increase in the number and types of equipment,
� increase in complexity of processes and equipment,
� increase in automation of manufacturing systems
� increase of the cost of production/operations and raw materials,
� Increase in technological progress and obsolescence of equipment,
� increase in specialisation of R&M workers, and� increasing pressure from shareholders for
higher profits.
Page 14
Fundamental questions that need to be asked with regard to existing Computerised
Maintenance Management Systems (CMMSs):
• What do users really want from a CMMS?
• Does it support what is happening in the shop-floor? Or, Is it a rather expensive calendar to remind one of when to perform a maintenance schedule?
• Is it really worth spending so much effort, time, and money in buying a system for just being an electronic calendar or a monitoring device?
• Do existing CMMSs really contribute to the bottom line benefits of the company and support in the reduction of breakdowns or are they just a beast to be served by an army of IT specialists?
8
Page 15
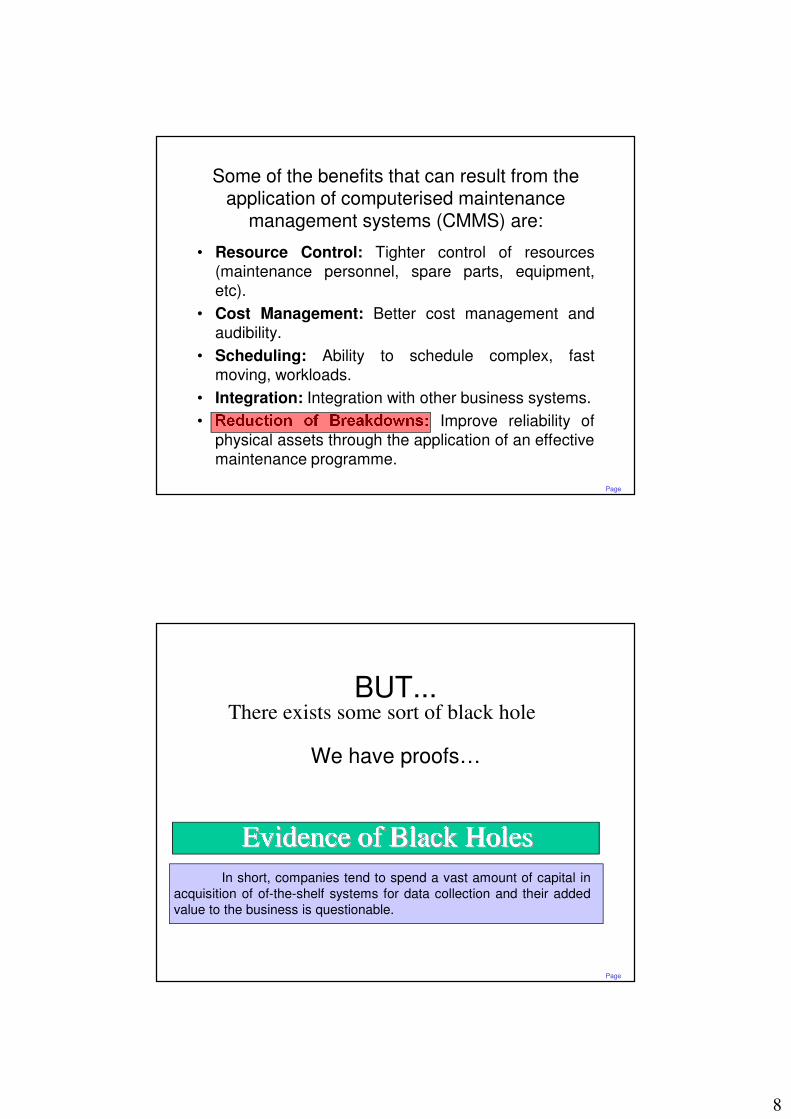
Some of the benefits that can result from the application of computerised maintenance
management systems (CMMS) are:
• Resource Control: Tighter control of resources(maintenance personnel, spare parts, equipment,etc).
• Cost Management: Better cost management andaudibility.
• Scheduling: Ability to schedule complex, fastmoving, workloads.
• Integration: Integration with other business systems.
• Reduction of Breakdowns: Improve reliability ofphysical assets through the application of an effectivemaintenance programme.
Page 16
BUT...
We have proofs…
There exists some sort of black hole
In short, companies tend to spend a vast amount of capital inacquisition of of-the-shelf systems for data collection and their addedvalue to the business is questionable.
Evidence of Black Holes

9
Page 17
Gaps Model of ERP/CMMSs
ERP
CMMSDesignShut Down
Machines
Maintenance
Strategy
DMG
Feedback
CBM/
PLC
PM Yuniarto & Labib 2005
Davidson & Labib, 2003Fernandez & Labib, 2004
Alardhi & Labib, 2008
~~
~ ~ ~ ~
~~
Alardhi, M. and A.W. Labib, Preventive Maintenance
Scheduling of Multi-Cogeneration Plants
Using Integer Programming, Journal of
Operational Research Society (JORS), Vol. 59 No. 4,
pp 503-510, 2008.
Fernandez, O. , A.W. Labib, R. Walmsley, D.J. Petty,
"A Decision Support Maintenance
Management System: Development
and Implementation", International Journal of Quality
and Reliability Management, IJQRM, Vol
20, No 8, pp 965-979, 2003.
Davidson, G., and A.W. Labib, "Learning from failures:
design improvements using
a multiple criteria decision making process",
Journal of Aerospace Engineering, Proceedings of the
Institution of Mechanical Engineers Part G, Vol
217/4, pp 207-216, 2003.
Yuniarto, N., and A.W. Labib, Optimal
Control of an Unreliable
Machine Using Fuzzy Logic
Control: From Design to
Implementation,
International Journal of Production
Research, (IJPR), , Vol. 43, No.
21, pp 4509–4537, 2005.
Page 18
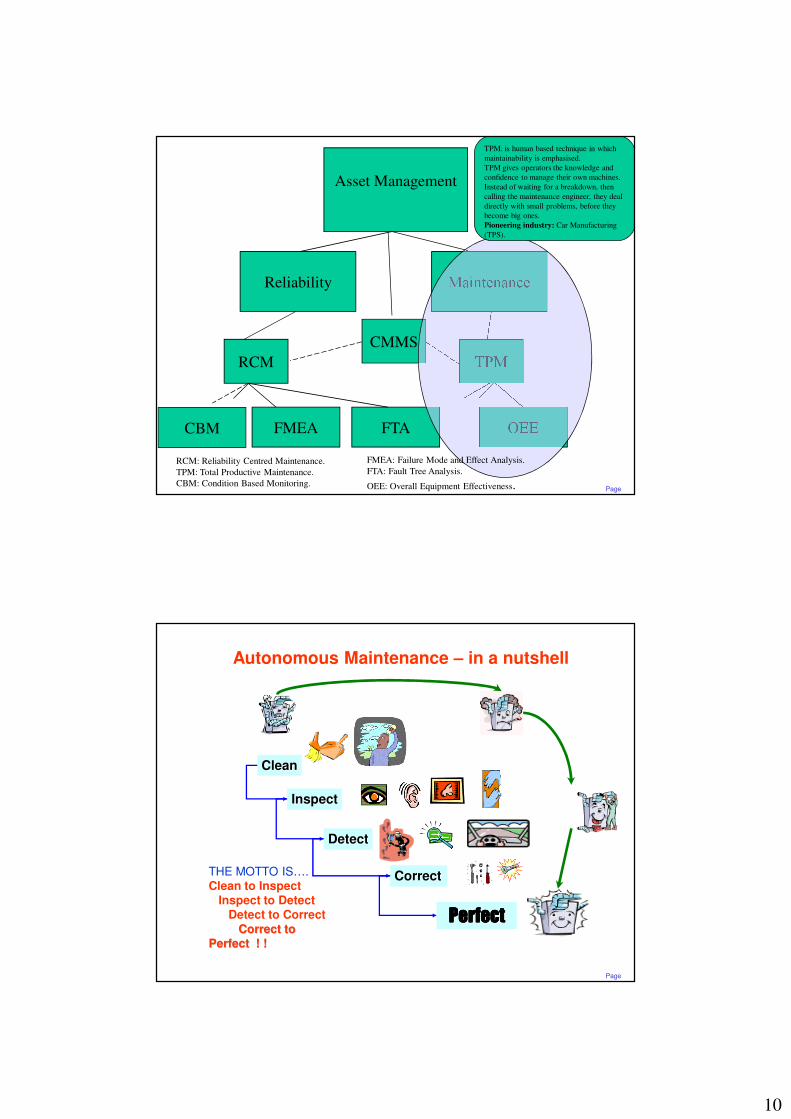
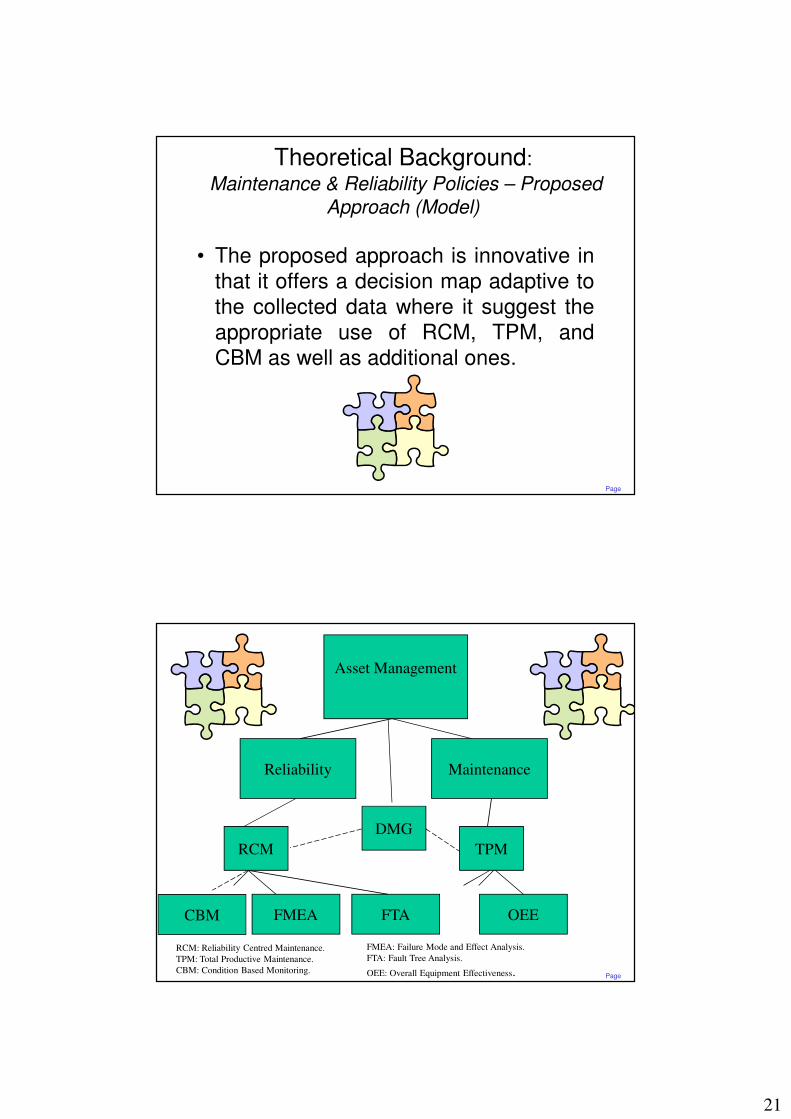
Asset Management
Reliability Maintenance
RCM
FMEA
TPM
OEEFTACBM
CMMS
RCM: Reliability Centred Maintenance.
TPM: Total Productive Maintenance.
CBM: Condition Based Monitoring.
FMEA: Failure Mode and Effect Analysis.
FTA: Fault Tree Analysis.
OEE: Overall Equipment Effectiveness.
10
Page 19
Asset Management
Reliability Maintenance
RCM
FMEA
TPM
OEEFTACBM
CMMS
TPM: is human based technique in which
maintainability is emphasised.
TPM gives operators the knowledge and
confidence to manage their own machines.
Instead of waiting for a breakdown, then
calling the maintenance engineer, they deal
directly with small problems, before they
become big ones.
Pioneering industry: Car Manufacturing
(TPS).
RCM: Reliability Centred Maintenance.
TPM: Total Productive Maintenance.
CBM: Condition Based Monitoring.
FMEA: Failure Mode and Effect Analysis.
FTA: Fault Tree Analysis.
OEE: Overall Equipment Effectiveness.
Page 20
Autonomous Maintenance – in a nutshell
PerfectPerfectPerfectPerfect
Correct
Clean
Inspect
Detect
THE MOTTO IS….Clean to Inspect
Inspect to DetectDetect to Correct
Correct to Perfect ! !
11
Page 21
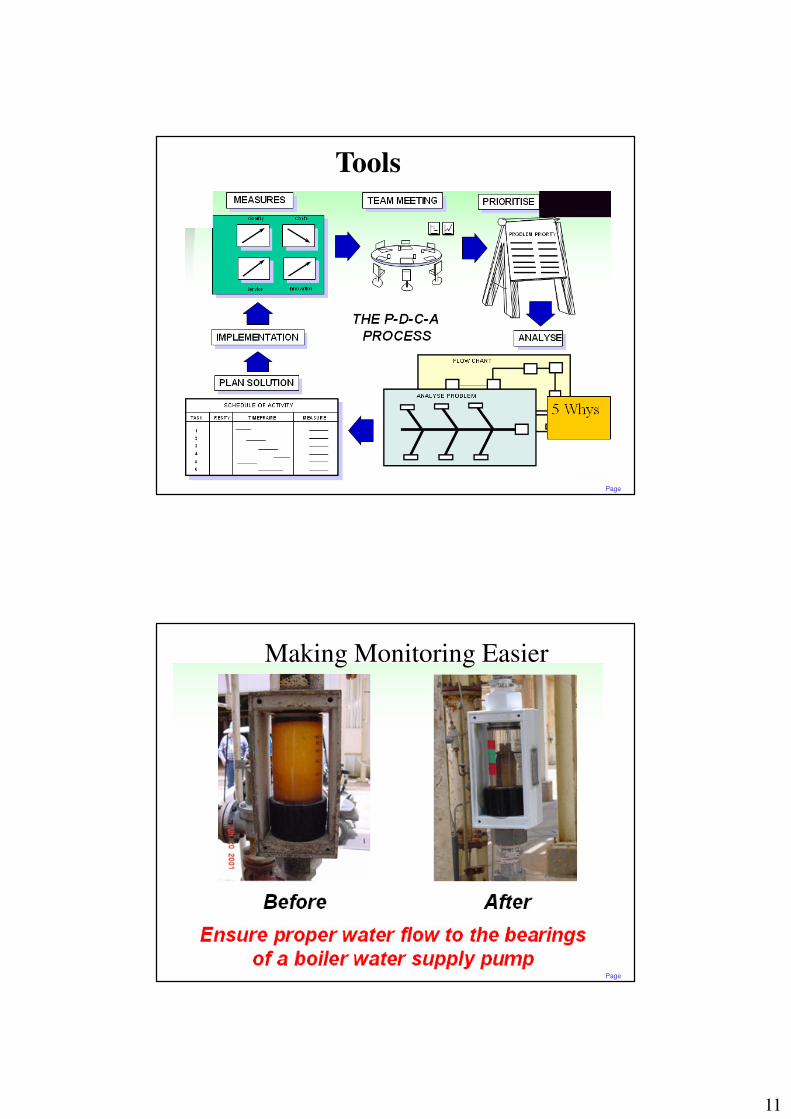
Tools
Page 22
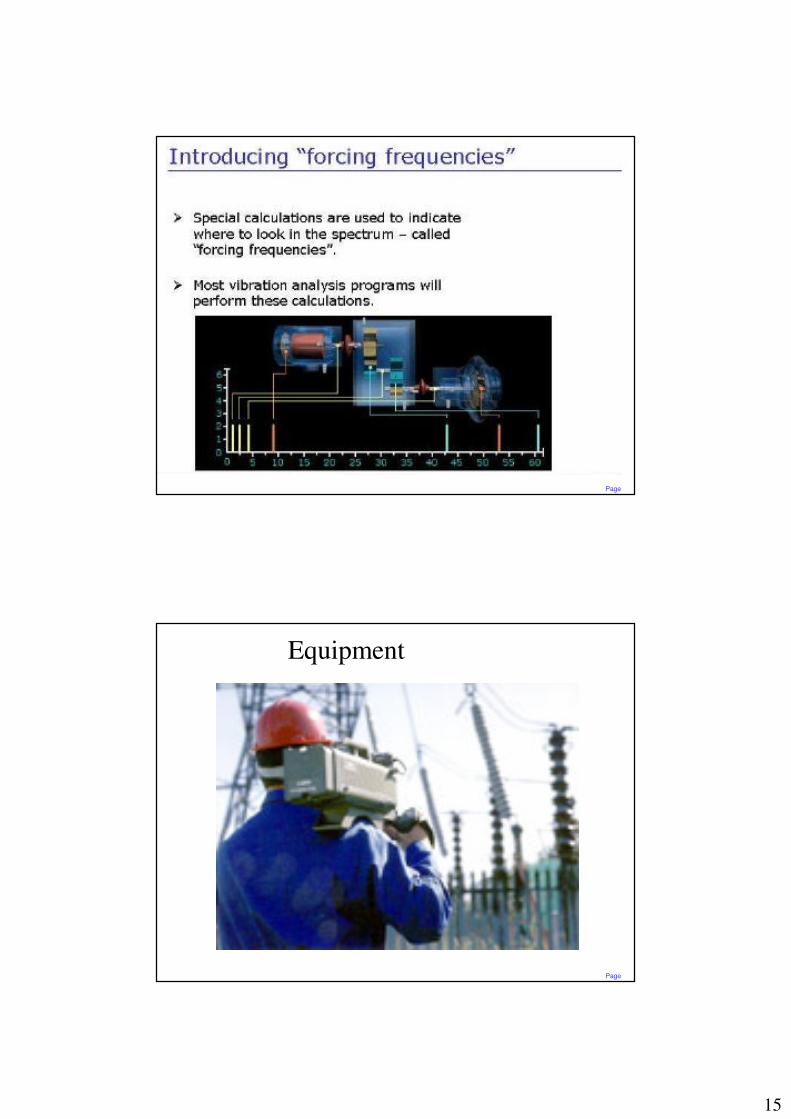
Making Monitoring Easier

12
Page 23
Page 24
Making Monitoring Easier

13
Page 25
Making Inspection Easier
Before After
Page 26
Return to
TPM

14
Page 27
Asset Management
Reliability Maintenance
RCM
FMEA
TPM
OEEFTACBM
CMMS
RCM is a systems based concept where
reliability of machines is emphasised
It is a structured methodology for determining the maintenance requirements of any physical asset in its operation context.
Techniques allied to RCM: Fault Tree Analysis, and Reliability Block Diagrams.
Pioneering industry: Aviation industry.
RCM: Reliability Centred Maintenance.
TPM: Total Productive Maintenance.
CBM: Condition Based Monitoring.
FMEA: Failure Mode and Effect Analysis.
FTA: Fault Tree Analysis.
OEE: Overall Equipment Effectiveness.
Page 28
15
Page 29
Page 30
Equipment

16
Page 31
Equipment
Page 32
17
Page 33
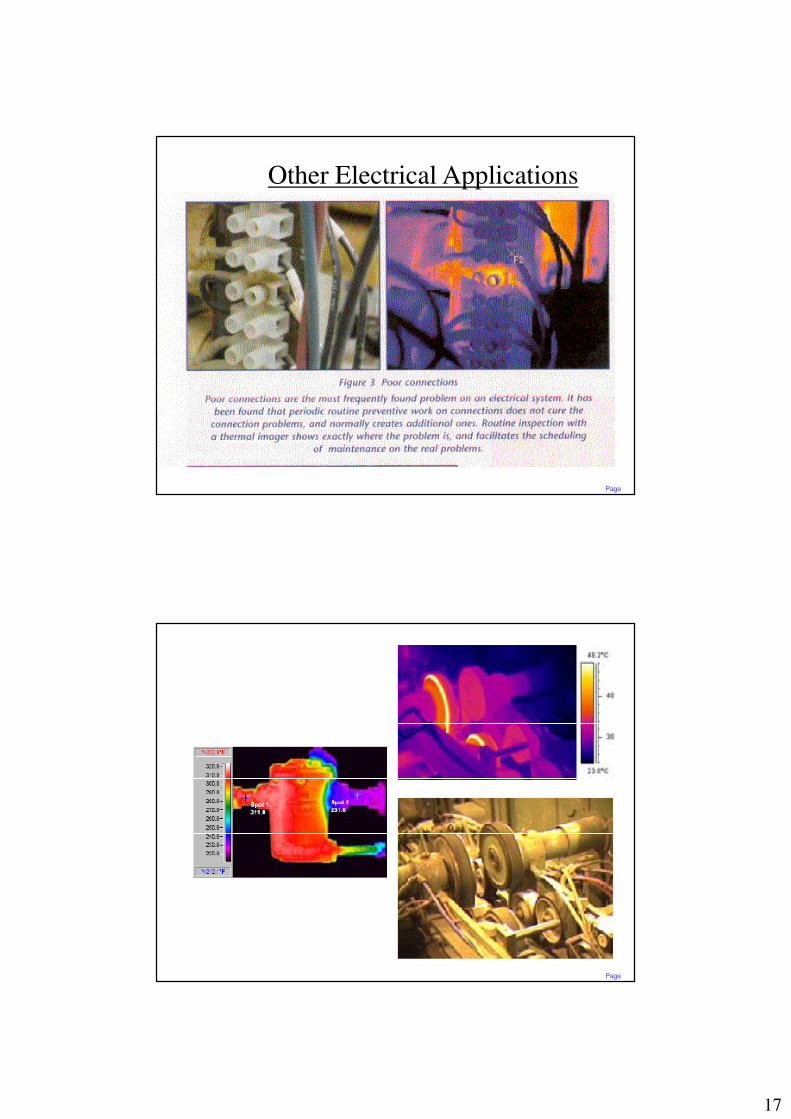
Other Electrical Applications
Page 34

18
Page 35
Reliability Centred Maintenance (RCM):- Fault Tree Analysis (FTA)- Reliability Block Diagrams (RBD)
1
2 3 4
5
6
1 2 3 4
5
6
Page 36
Titanic The Unsinkable Ship That Sank

19
Page 37
Titanic DisasterWhat Happened
• The Ship Hit The Iceberg At Such High Speed That Caused The Resulting Failure Of The Superstructure To Be Catastrophic
• The Iceberg Caused A Rip To The Hull Of The Ship And Damaged 5 Of 16 Watertight Compartments
• Titanic Sank After 2 Hours And 40 Minutes After The Crash
• On Board Was 2,228 Between Passengers And Crew
Page 38
Titanic Disaster
Consequences And Severity
• Human Loss 1,300 People
• Loss Of Ship $7.5m
• Reputation Of White Star Line
• Massive Insurance Premium Increase

20
Page 39
Fault Tree Analysis (FTA) for the Titanic Disaster
Poorvisiblility
Titanic'sDisaster
IcebergCollision
Collapsedstructure
Inefficientpassengerevacuation
Lack ofemegencyprocedure
Notenough
time
Insufficientlife boats
Highspeed
Nobinoculars
Badoutlook
Innapropiatemanufacturing
process
Innapropiratematerial
Lack ofmaterialtesting
Lack ofqualitycontrol
AND
AND AND
OROROR
AND = Parallel
OR = Series
Page 40
Reliability Block Diagram (RBD) for the Titanic Disaster
Bad outlook
No binoculars
High speed
Insufficient
life boatsNo enough
time
Lack of
emergency
procedure
Inappropriate
manufacturing
process
Lack of Quality
Control
Lack of Material
Testing
Poor visibility Iceberg collision
Insufficient passengers evacuation
Inappropriate
materialCollapsed structure
AND = Parallel
OR = Series
Return to
RCM
21
Page 41
Theoretical Background:
Maintenance & Reliability Policies – Proposed
Approach (Model)
• The proposed approach is innovative in that it offers a decision map adaptive to the collected data where it suggest the appropriate use of RCM, TPM, and CBM as well as additional ones.
Page 42
Asset Management
Reliability Maintenance
RCM
FMEA
TPM
OEEFTACBM
DMG
RCM: Reliability Centred Maintenance.
TPM: Total Productive Maintenance.
CBM: Condition Based Monitoring.
FMEA: Failure Mode and Effect Analysis.
FTA: Fault Tree Analysis.
OEE: Overall Equipment Effectiveness.

22
Page 43
Proposed Model:The model identifies 5 levels of maintenance strategies which have an
impact on performance.
1. OTF: Operate To Failure (or keep the best practice).
2. SLU: Skill Level Upgrade (In general: TPM).3. CBM: Condition Based Maintenance (In
general: RCM).4. FTM: Fixed Time Maintenance.
A. Easy FTMs (Who, and When).B. Difficult FTMs (What, and How).
5. DOM: Design Out Maintenance.
Page 44
Proposed Model:The Decision Making Grid (DMG)
• It acts as a map where the performances of the worst machines are placed based on multiple criteria.
• The objective is to implement appropriate maintenance actions that will lead to the movement of machines towards an improved state with respect to multiple criteria.
• The outputs of the model are:
– a) classification of maintenance related policies, and
– b) prioritisation of the proposed actions.

23
Page 45
A Black Box
An Industrial Case Study
Data Decisions
Page 46
Breakdow n Trends (hrs.)
0
200
400
600
800
1000
1200
Nov Dec Jan Feb M ar Apr M ay Jun Jul A ug Sep Oct Nov
This case study demonstrates the application of the proposed model and its effect on asset management performance. The application of the model is shown through the experience of a company seeking to achieve World-Class status in asset management. The company has implemented the proposed model which has had the effect of reducing total downtime from an average of 800 hours per month to less than 100 hours per month as shown in Figure.
Company Background and MethodologyIn this particular company there are 130 machines, varying from robots, and machine centres, to manually operated assembly tables. Notice that in this case study, only two criteria are used (frequency, and downtime). However, if more criteria are included such as spare parts cost and scrap rate, the model becomes multi dimensional, with low, medium, and high ranges for each identified criterion. The methodology implemented in this case was to follow three steps. These steps are i. Criteria Analysis, ii. Decision Mapping, and iii. Decision Support.

24
Page 47
Criteria: Downtime Frequency
Name Downtime
(hrs)
Name Frequency
(No. off)
Machine [A] 30 Machine [G] 27
HIGH Machine [B] 20 Machine [C] 16 HIGH
Machine [C] 20 Machine [D] 12
Machine [D] 17 Machine [A] 9
MEDIUM Machine [E] 16 Machine [I] 8
Machine [F] 12 Machine [E] 8 MEDIUM
Machine [G] 7 Machine [k] 8
LOW Machine [H] 6 Machine [F] 4
Machine [I] 6 Machine [B] 3 LOW
Machine [j] 4 Machine [H] 2
Sum of Top 10 138 Sum of Top 10 97
Sum of All 155 Sum of All 120
Percentage 89% Percentage 81 %
Criteria Evaluation
Data Analysis for the DMG
Page 48
A reflective question:If you were my maintenance manager, what policy
action(s) would you instruct me to improve the situation in this report?
• The DO’s:
– Actions should be policy related.
– Actions should be pragmatic/practical.
• The DO NOT’s:
– No reports from reports (paralysis by analysis).
– No theoretical slogans (‘go and fix machine A’, because this what I normally do).

25
Page 49
Proposed Model:The model identifies 5 levels of maintenance strategies which have an
impact on performance.
1. OTF: Operate To Failure.2. SLU: Skill Level Upgrade. In general: TPM.3. CBM: Condition Based Maintenance. In
general: RCM.4. FTM: Fixed Time Maintenance.
A. Easy FTMs (Who, and When).B. Difficult FTMs (What, and How).
5. DOM: Design Out Maintenance.
Page 50
Ben
efit
and
/or
Co
st F
unct
ion (
s)
OTF
SLU
FTM
CBM
Time
DOM
Who?, When?, How?, and What?
Human
Technology
Knowledge & Innovation
£
Proposed Model:The model identifies 5 levels of maintenance strategies which have an
impact on performance.

26
Page 51
Criteria: Downtime Frequency
Name Downtime
(hrs)
Name Frequency
(No. off)
Machine [A] 30 Machine [G] 27
HIGH Machine [B] 20 Machine [C] 16 HIGH
Machine [C] 20 Machine [D] 12
Machine [D] 17 Machine [A] 9
MEDIUM Machine [E] 16 Machine [I] 8
Machine [F] 12 Machine [E] 8 MEDIUM
Machine [G] 7 Machine [k] 8
LOW Machine [H] 6 Machine [F] 4
Machine [I] 6 Machine [B] 3 LOW
Machine [j] 4 Machine [H] 2
Sum of Top 10 138 Sum of Top 10 97
Sum of All 155 Sum of All 120
Percentage 89% Percentage 81 %
Criteria Evaluation
Data Analysis for the DMG
Page 52
Criteria: Downtime Frequency
Name Downtime
(hrs)
Name Frequency
(No. off)
Machine [A] 30 Machine [G] 27
HIGH Machine [B] 20 Machine [C] 16 HIGH
Machine [C] 20 Machine [D] 12
Machine [D] 17 Machine [A] 9
MEDIUM Machine [E] 16 Machine [I] 8
Machine [F] 12 Machine [E] 8 MEDIUM
Machine [G] 7 Machine [k] 8
LOW Machine [H] 6 Machine [F] 4
Machine [I] 6 Machine [B] 3 LOW
Machine [j] 4 Machine [H] 2
Sum of Top 10 138 Sum of Top 10 97
Sum of All 155 Sum of All 120
Percentage 89% Percentage 81 %
Criteria Evaluation
Data Analysis for the DMG

27
Page 54
Low
Medium
High
Low Medium High
Downtime
Fre
qu
ency
O.T.F.
Operate to Failure
(Favourable state)
Decision-Making Grid
(DMG)
Page 55
Low
Medium
High
Low Medium High
Downtime
Fre
qu
ency
O.T.F.
Skill Levels UpgradeMaintaining this machine is a relatively easy task that can be passed to operators after upgrading their skill levels.
Decision-Making Grid
(DMG)
S.L.U.

28
Page 56
Low
Medium
High
Low Medium High
Downtime
Fre
qu
ency
O.T.F.
Condition Based MaintenanceA problematic machine, in maintenance words "a killer". It does not breakdown frequently (low frequency), but when it stops it is usually a big problem that lasts for a long time (high downtime). In this case the appropriate action to take is to analyse the breakdown events and closely monitor its condition, i.e. condition base monitoring (CBM).
Decision-Making Grid
(DMG)
S.L.U.
C.B.M.
Page 57
Low
Medium
High
Low Medium High
Downtime
Fre
qu
ency
O.T.F.
Design Out MaintenanceOne of the worst performing machines based on both criteria. It is a machine that maintenance engineers are used to seeing it not working rather than performing normal operating duty. A machine of this category will need to be structurally modified and major design out projects need to be considered
Decision-Making Grid
(DMG)
S.L.U.
C.B.M.
D.O.M.
29
Page 58
Low
Medium
High
Low Medium High
Downtime
Fre
qu
ency
O.T.F.
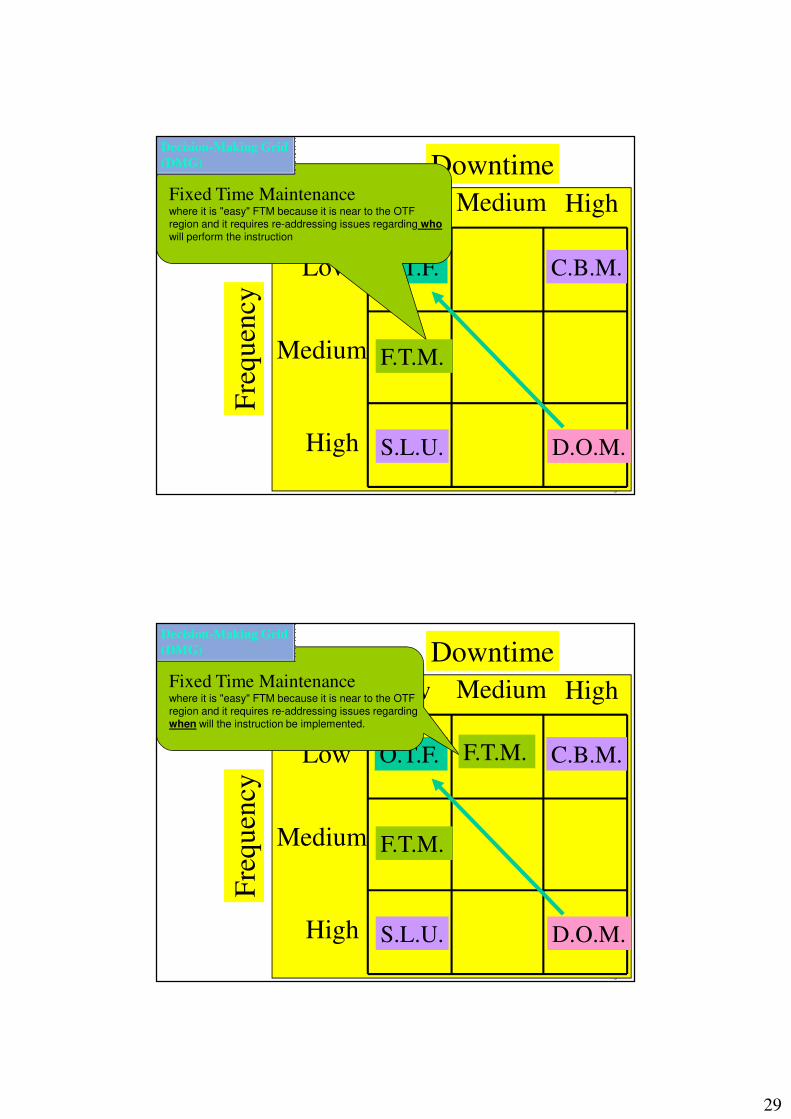
Fixed Time Maintenancewhere it is "easy" FTM because it is near to the OTF region and it requires re-addressing issues regarding whowill perform the instruction
Decision-Making Grid
(DMG)
S.L.U.
C.B.M.
D.O.M.
F.T.M.
Page 59
Low
Medium
High
Low Medium High
Downtime
Fre
qu
ency
O.T.F.
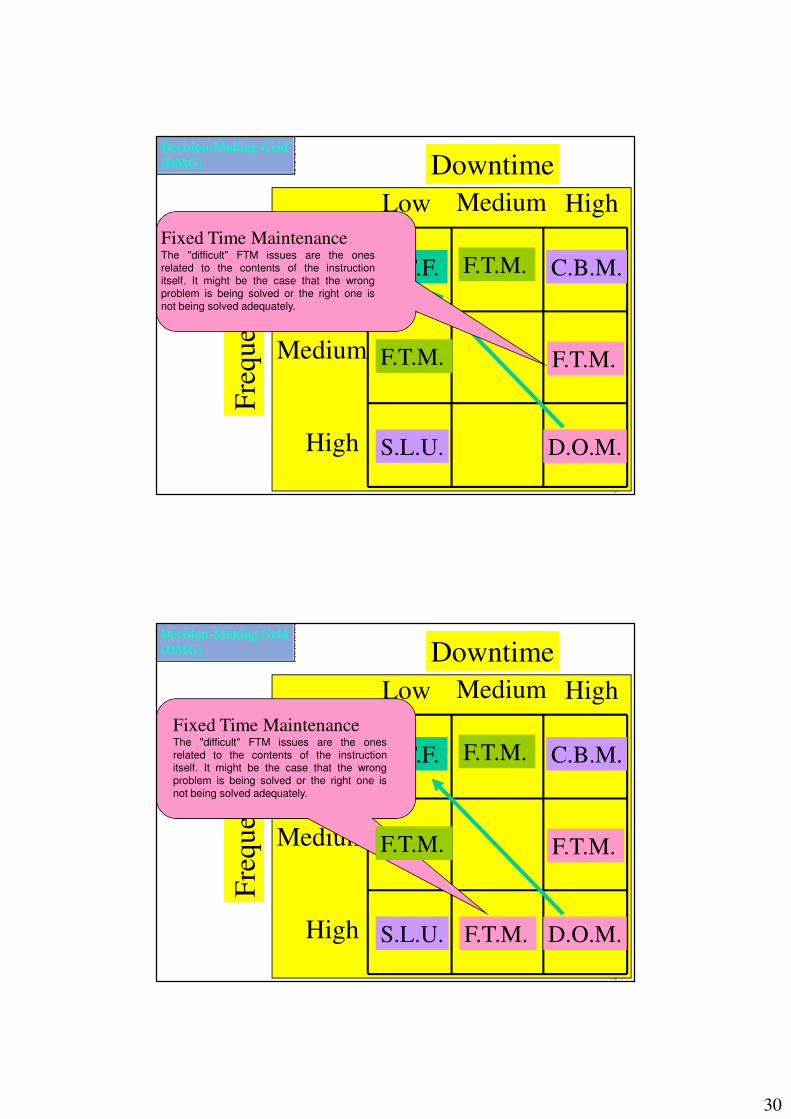
Fixed Time Maintenancewhere it is "easy" FTM because it is near to the OTF region and it requires re-addressing issues regarding when will the instruction be implemented.
Decision-Making Grid
(DMG)
S.L.U.
C.B.M.
F.T.M.
F.T.M.
D.O.M.
30
Page 60
Low
Medium
High
Low Medium High
Downtime
Fre
qu
ency
O.T.F.
Fixed Time MaintenanceThe "difficult" FTM issues are the onesrelated to the contents of the instructionitself. It might be the case that the wrongproblem is being solved or the right one isnot being solved adequately.
Decision-Making Grid
(DMG)
S.L.U.
C.B.M.
F.T.M.
F.T.M.
F.T.M.
D.O.M.
Page 61
Low
Medium
High
Low Medium High
Downtime
Fre
qu
ency
O.T.F.
Fixed Time MaintenanceThe "difficult" FTM issues are the onesrelated to the contents of the instructionitself. It might be the case that the wrongproblem is being solved or the right one isnot being solved adequately.
Decision-Making Grid
(DMG)
F.T.M.
S.L.U.
C.B.M.F.T.M.
F.T.M.
F.T.M. D.O.M.

31
Page 62
Low
Medium
High
Low Medium High
Downtime
Fre
qu
ency
O.T.F.
Decision-Making Grid
(DMG)
S.L.U.
C.B.M.
F.T.M.
F.T.M.
F.T.M.
F.T.M.
F.T.M.
D.O.M.
Page 63
Design Maintenance Grid ���� Decision Making Grid
(DMG)
R&KT
Strategy
C.
CB
M
A. OTF
G. F
TM
(Ho
w?
)
E.FTM
(Who?)
B. Skill Level
Upgrade (SLU)
Maintaining this
machine is a
relatively easy task
that can be passed to
operators after
upgrading their skill
levels.
H. Fixed Time
Maintenance (FTM)
It might be the case that
the wrong problem is
being solved or the right
one is not being solved
adequately.
G. Fixed Time Maintenance
(FTM)
The "difficult" FTM issues
are the ones related to the
contents of the instruction
itself. It might be the case
that the wrong problem is
being solved or the right
one is not being solved
adequately.
F. Fixed Time
Maintenance (FTM)
Easy: When?
It requires re-
addressing issues
regarding when will
the instruction be
implemented (How
often).
E. Fixed Time
Maintenance (FTM)
Easy: Who?
It requires re-addressing
issues regarding who
will perform the
instruction.
D. Design Out
Maintenance (DOM)
One of the worst
performing machines
based on both criteria.
A machine of this
category will need to
be structurally
modified and major
design out projects
need to be considered.
C. Condition Based
Maintenance (CBM)
A problematic machine, in
maintenance words "a
killer". It does not
breakdown frequently (low
frequency), but when it
stops it is usually a big
problem that lasts for a long
time (high downtime).
A. Operate to Failure (OTF)
Sustain the best practice
(Favourable state).
07
DMGDowntime (or MTTR)
Fre
qu
ency
(o
r 1
/MT
BF
) Low Medium High
O.T.F.
F.T.M.
(Who?)
Low
Medium
High S.L.U.
C.B.M.
D.O.M.
F.T.M.
(When?)
F.T.M.
(How?)
F.T.M.
(What?)

32
Page 64
Low
Medium
High
Low Medium High
Downtime
Fre
qu
ency
O.T.F.
Decision-Making Grid
(DMG)
S.L.U.
C.B.M.
F.T.M.
F.T.M.
F.T.M.
F.T.M.
F.T.M.
D.O.M.
Page 65
Low
Medium
High
Low Medium High
Downtime
Fre
qu
ency
O.T.F.
Decision-Making Grid
(DMG)
S.L.U.
C.B.M.
F.T.M.
F.T.M.
F.T.M.
F.T.M.
F.T.M.
D.O.M.

33
Page 66
Low
Medium
High
Low Medium High
Downtime
Fre
qu
ency
O.T.F.
Decision-Making Grid
(DMG)
S.L.U.
C.B.M.
F.T.M.
F.T.M.
F.T.M.
F.T.M.
F.T.M.
D.O.M.
Page 67
Low
Medium
High
Low Medium High
Downtime
Fre
qu
ency
O.T.F.
Decision-Making Grid
(DMG)
S.L.U.
C.B.M.
F.T.M.
F.T.M.
F.T.M.
F.T.M.
F.T.M.
D.O.M.

34
Page 69
This was Part 1 of the model…….there are 3 parts!
Part 1 is: The DMG strategy selection.
Page 70
The DMG…
As a…
• Continuous Improvement
Process.
• Multiple Criteria Analysis.
• Strategic / Operational Concept.
• Generic Methodology.

35
Page 71
L
M
H
L M H
DMG as a continuous
improvement process
[A]
[B]
[C]
H
M
L
L M H
[A]
[B]
[C]
Page 72
Demonstration of the AHP
Analytic Hierarchy Process

36
Page 73
A typical AHP decision hierarchyPrimary objective
Criterion 1
Sub-criterion 1a
Criterion 2
Sub-criterion 1b Sub-criterion 1c Sub-criterion 2a Sub-criterion 2b
Alternative A Alternative B Alternative C
Page 74
Multiple Criteria Decision Analysis (MCDA)
Downtime Frequency Spare Parts Bottlenecks
System BSystem A System C
Electrical Mechanical Hydraulic Pneumatic
Level 1: Criteria
Evaluation
Level 3: Critical
Faults
Level 4: Fault
Details
Motor Faults No Power Faults Panel Faults
Limit Faults Proximity Faults Pressure Faults
Level 2: Critical
Machines
Software
Switch Faults
Push Button Faults
………
37
Page 75
Fre
quen
cy L
ow
Med
ium
Hig
h
DowntimeHighMediumLow
SLU
OTF
FTM
DOM
CBM
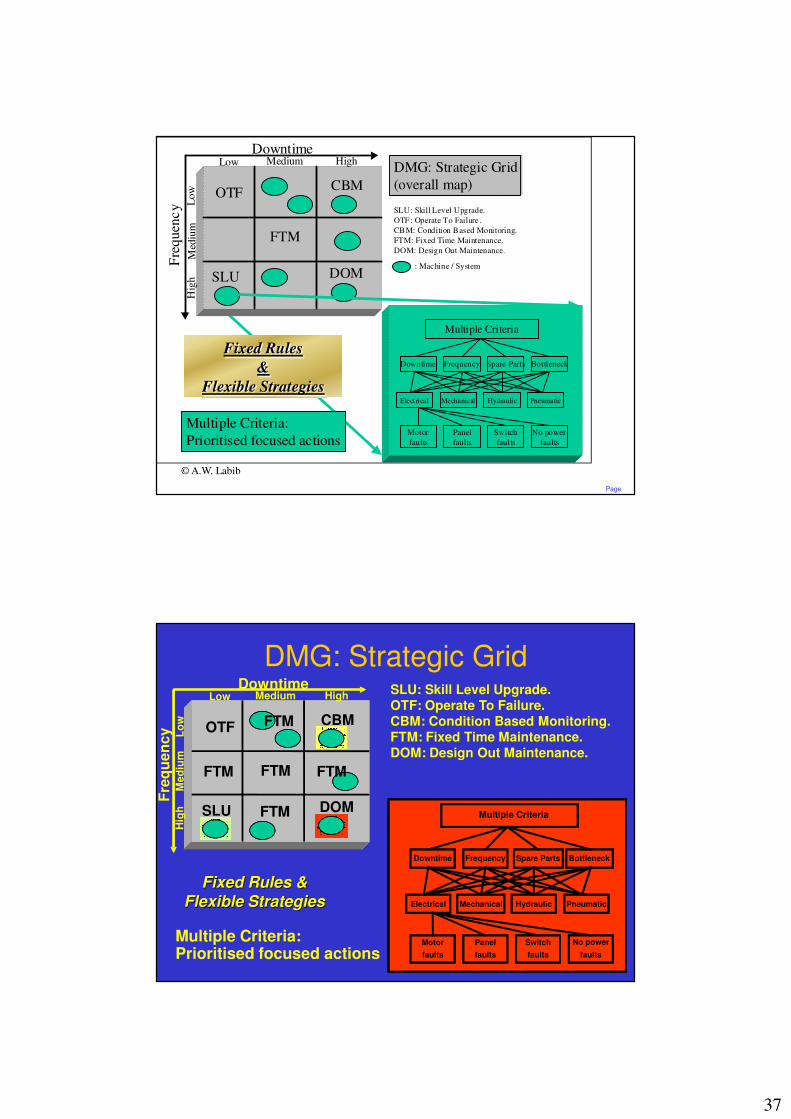
DMG: Strategic Grid
(overall map)
Multiple Criteria
Downtime Frequency Spare Parts Bottleneck
Electrical Mechanical Hydraulic Pneumatic
Motor
faults
Panel
faults
Switch
faults
No power
faults
Multiple Criteria:
Prioritised focused actions
SLU: Skill Level Upgrade.
OTF: Operate To Failure .
CBM: Condition Based Monitoring.
FTM: Fixed Time Maintenance.
DOM: Design Out Maintenance.
: Machine / System
© A.W. Labib
Fixed Rules
&
Flexible Strategies
Page 76
DMG: Strategic Grid
Fre
qu
en
cy Lo
wM
ed
ium
Hig
h
DowntimeHighMediumLow
SLU
OTF
FTM
Multiple Criteria:Prioritised focused actions
SLU: Skill Level Upgrade.OTF: Operate To Failure.CBM: Condition Based Monitoring.FTM: Fixed Time Maintenance.DOM: Design Out Maintenance.
Multiple Criteria
Downtime Frequency Spare Parts Bottleneck
Electrical Mechanical Hydraulic Pneumatic
Motor
faults
Panel
faults
Switch
faults
No power
faults
Multiple Criteria
Downtime Frequency Spare Parts Bottleneck
Electrical Mechanical Hydraulic Pneumatic
Motor
faults
Panel
faults
Switch
faults
No power
faults
Multiple Criteria
Downtime Frequency Spare Parts Bottleneck
Electrical Mechanical Hydraulic Pneumatic
Motor
faults
Panel
faults
Switch
faults
No power
faults
CBM
DOM
Fixed Rules &
Flexible Strategies
FTMFTM
FTM
FTM

38
Page 77
This was Part 2 of the model…….there is still one more part!
Part 1 is: The DMG strategy selection (effectiveness).
Part 2 is The DMG for focussed actions (efficiency).
Page 78
Low
Medium
High
Low Medium High
Downtime
Fre
qu
ency
O.T.F.
Decision-Making Grid
(DMG)
S.L.U.
C.B.M.
F.T.M.
F.T.M.
F.T.M.
F.T.M.
F.T.M.
D.O.M.
?
?

39
Page 79
Fuzzy Process
C r i s p I n p u t
C r i s p O u t p u t
F u z z i f i c a t i o n
R u l e E v a l u a t i o n
D e f u z z i f i c a t i o n
I n p u t M e m b e r s h i p
F u n c t i o n s
O u t p u t
M e m b e r s h i p
F u n c t i o n s
R u l e s
F u z z y I n p u t s
F u z z y O u t p u t s
Background: Fuzzy Logic Control• The human brain can reason with uncertainties,
vagueness, and judgments.
• Computers can only manipulate precise valuations.
• Fuzzy logic is an attempt to combine the two techniques.
Membership Function
Page 80
Membership Function of Frequency
Frequency
(No. of times)
0 10 20 30 40 50
1
µ
12
0.75
0.4
Low Medium High
40
Page 81
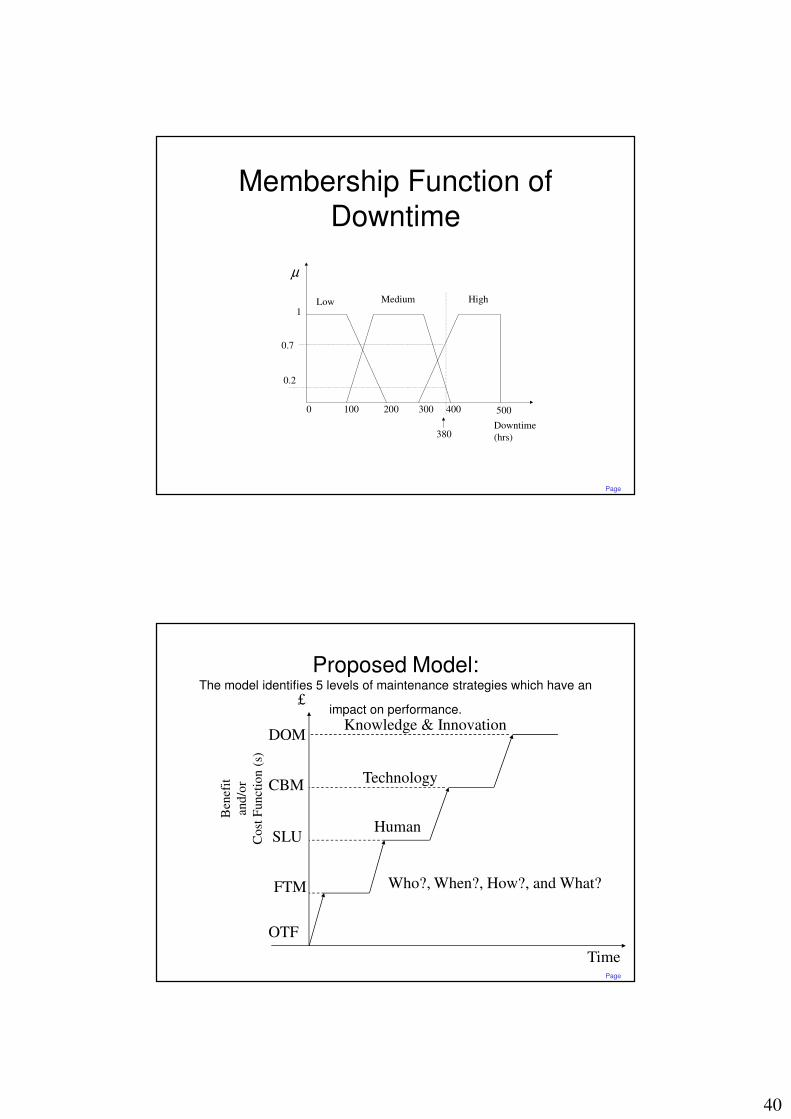
Membership Function of Downtime
Downtime
(hrs)
0 100 200 300 400 500
1
µ
380
0.7
0.2
Low Medium High
Page 82
Ben
efit
and
/or
Co
st F
unct
ion (
s)
OTF
SLU
FTM
CBM
Time
DOM
Who?, When?, How?, and What?
Human
Technology
Knowledge & Innovation
£
Proposed Model:The model identifies 5 levels of maintenance strategies which have an
impact on performance.

41
Page 83
Low
Medium
High
Low Medium High
Downtime
Fre
qu
ency
O.T.F.
Decision-Making Grid
(DMG)
S.L.U.
C.B.M.
F.T.M.
F.T.M.
F.T.M.
F.T.M.
F.T.M.
D.O.M.
Page 84
12
380
DOM
OTF
CBM
SLU
The Fuzzy Decision Surface

42
Page 85
This was Part 3 of the model…….that is it!
Part 1 is: The DMG strategy selection (effectiveness).
Part 2 is The DMG for focussed actions (efficiency).
Part 3 is the DMG for cost/benefit analysis.
Page 86
Basic Data Requirements
• Asset Register (Machine identifier).
• Counter of Faults (Frequency).
• Timer of Faults (Down-time).
• Level of Faults (Hierarchical).
43
Page 87
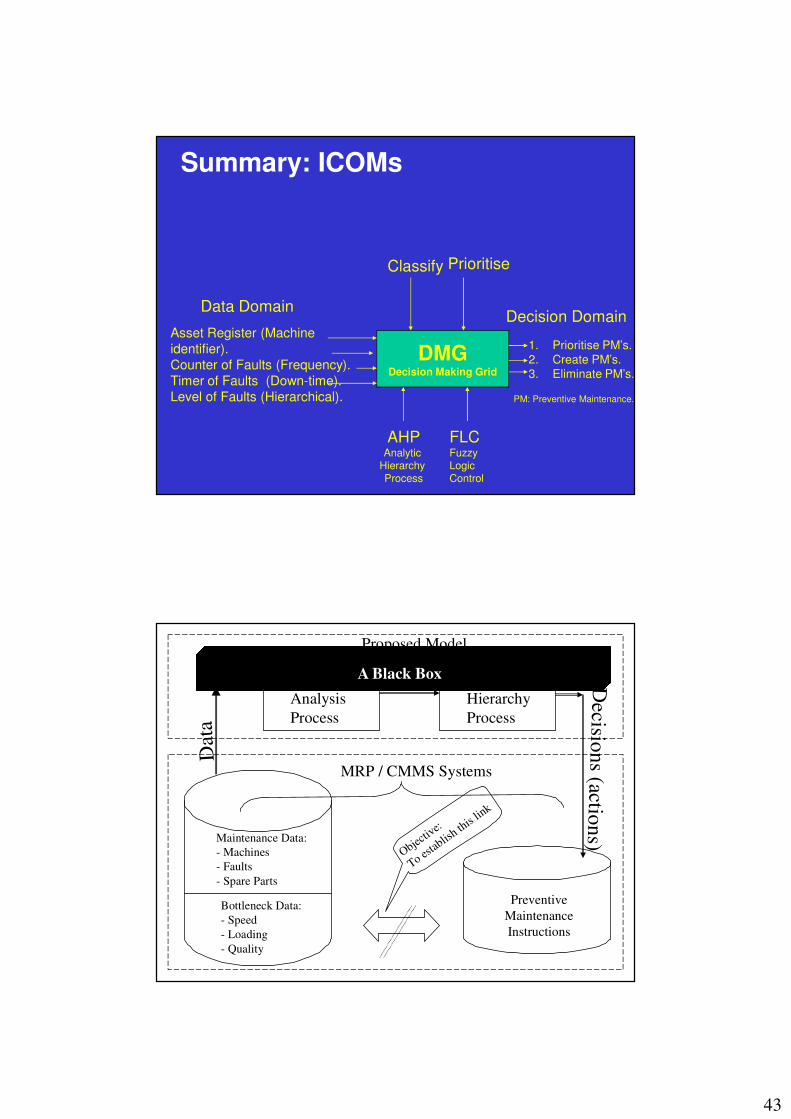
Summary: ICOMs
Classify
DMGDecision Making Grid
Asset Register (Machine identifier).Counter of Faults (Frequency).Timer of Faults (Down-time).Level of Faults (Hierarchical).
Prioritise
AHPAnalytic
Hierarchy Process
FLCFuzzyLogic Control
1. Prioritise PM’s.2. Create PM’s.3. Eliminate PM’s.
PM: Preventive Maintenance.
Data DomainDecision Domain
Page 88
Maintenance Data:
- Machines
- Faults
- Spare Parts
Bottleneck Data:
- Speed
- Loading
- Quality
Preventive
Maintenance
Instructions
Analytic
Hierarchy
Process
Decision
Analysis
Process
Dat
aD
ecision
s (action
s)
MRP / CMMS Systems
Proposed Model
Objectiv
e:
To estab
lish th
is lin
k
A Black Box

44
Page 89
Characteristics of a model for the way forward
• Why?– People are either obsessed with a certain
maintenance strategy, or not familiar with some of them.
– Lots of data but no decisions.
So what we have done is:– Simple – Intuitive– Comprehensive, and– of Utility
Page 90
The DMG
Part 1:The DMG strategy selection (effectiveness).(Classification of maintenance strategies).
Part 2 :The DMG for focussed actions (efficiency)..(Using multiple criteria decision making).
Part 3 :The DMG for cost/benefit analysis.(Using rule based fuzzy logic system).
Low
Medium
High
Low MediumHigh
Downtime
Fre
qu
ency O.T.F.
Decision-Making Grid
(DMG)
S.L.U.
C.B.M.
F.T.M.
F.T.M.
F.T.M.
F.T.M.
F.T.M.
D.O.M.
Fre
qu
ency L
ow
Med
ium
Hig
h
DowntimeHighMediumLow
SLU
OTF
FTM
DOM
CBM
DMG: Strategic Grid
(overall map)
Multiple Criteria
Downtime Frequency Spare Parts Bottleneck
Elect rical Mechanical Hydrauli c Pneumatic
Motor
faults
Panel
faults
Switch
faults
No power
faults
Multiple Criteria:
Prioritised focused actions
SLU: Skill Level Upgrade.
OTF: Operate To Failure .
CBM: Condition Based Monitoring.
FTM: Fixed Time Maintenance.
DOM: Design Out Maintenance.
: Mac hine / System

45
Page 91
L
M
H
L M H
DMG as a continuous
improvement process
[A]
[B]
[C]
H
M
L
L M H
[A]
[B]
[C]
Breakdow n Trends (hrs.)
0
200
400
600
800
1000
1200
Nov Dec Jan Feb M ar Apr M ay Jun Jul Aug Sep Oct Nov
Page 92
Other Cases for Industry & European Projects
• Industry:– Case 1: Qatar Petroleum (QP).– Case 2: Oman Air B737NG fleet.– Case 3: ESB Moneypoint Generating Station.– Case 4: Kuwait Ahmadi Distillery Co.– Case 5: PDO Oman.
• EU Projects:– Train_In_Main.– iLearn2Main.
• Reported publications:– Burhanuddin, etal, 2007.– Zulkifli etal, 2008.– Ramachandran etal, 2012.
46
Page 93
Maintenance
Conclusion - The Revenue of a Company can be Improved by:
• Higher prices on products or reduction of raw material cost.
• Reduction of production – and maintenance costs.
• Increased productivity.
• High quality products.
Page 94
Thank You…..Any Questions?
47
Page 95
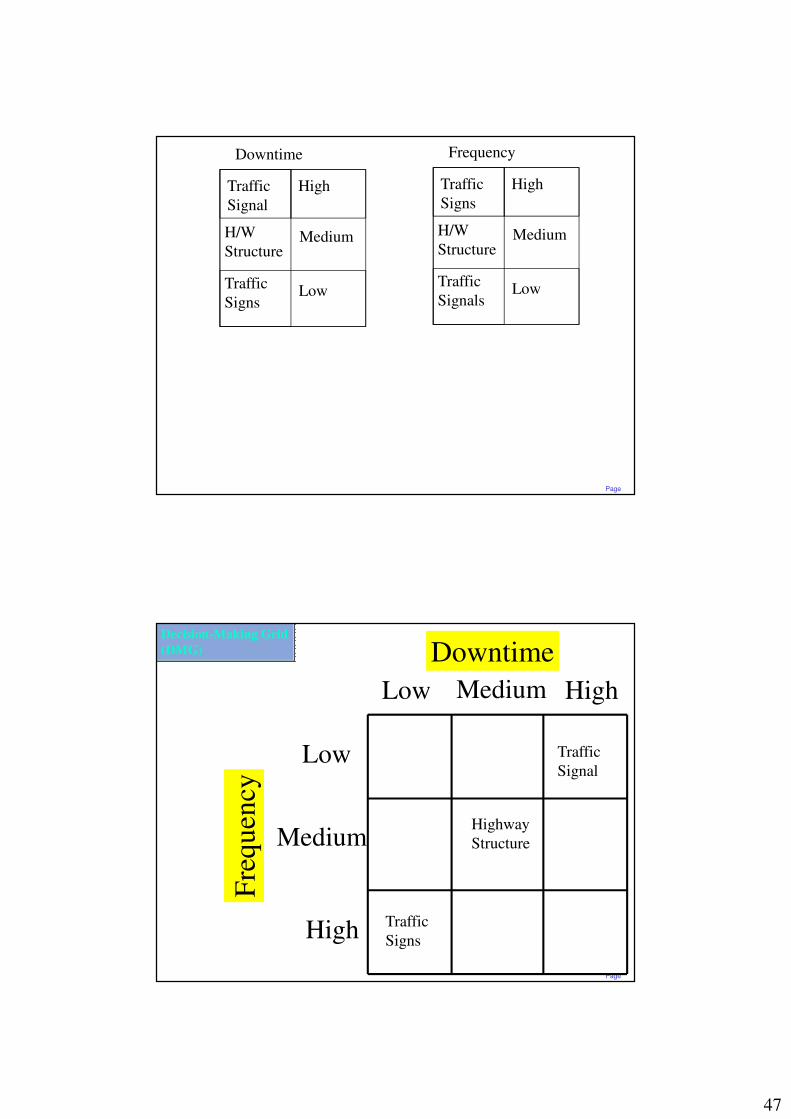
Traffic
Signal
H/W
Structure
Traffic
Signs
Downtime
High
Medium
Low
Traffic
Signs
H/W
Structure
Traffic
Signals
Frequency
High
Medium
Low
Page 96
Low
Medium
High
Low Medium High
Downtime
Fre
qu
ency
Decision-Making Grid
(DMG)
Traffic
Signal
Highway
Structure
Traffic
Signs

48
Page 97
ACs
- Water pump
- Electrical
Generator
Downtime
High
Medium
Low
Electrical
ACs
Water
pump
Generator
Frequency
High
Medium
Low
Page 98
Low
Medium
High
Low Medium High
Downtime
Fre
qu
ency
Decision-Making Grid
(DMG)
Gen
Water
Pump
Electrical ACs