2012 condition monitoring workshop assct conference -alan yarrow-2
DESCRIPTION
Confiabilidad OperativaTRANSCRIPT

ISS Machine Health Group machinehealth.com
Sugar Mill Condition Sugar Mill Condition MonitoringMonitoringMonitoringMonitoring
ASSCT 2012 ConferenceASSCT 2012 ConferencePresentedPresentedPresentedPresented
bybyAlan S YarrowAlan S Yarrow
1

Condition monitoring became a serious fundedCondition monitoring became a serious funded research/development project after several UK Navy
helicopter accidents in 1971 1983 two civilian Chinooks had fatal gearbox failures. 18 soles were lost in the Northsoles were lost in the North Sea oil fields.This is part of a presentation to the UK CAA in1984to the UK CAA in1984 presenting the VA capabilities of the UK Navy science at the time.science at the time.
Four years and ₤3m later, every UK Chinook measured the stiffness of h t th i th t i t ti ll 300 d ! Ieach gear tooth in the power train automatically every 300 seconds! In
the next five years two incipient catastrophic failures were detected and avoided.
2

Machinery
ISS Machine Health Group machinehealth.com
Operator Input Operating RecordsCondition
“However Maintenance
Monitoring
However, Murphys will still
happen!”
ManagementProgramme
S tiUnscheduledRepair or
SometimesUnnecessaryperiodic
Planned On-Condition Repair or
Breakdownperiodic maintenanceMaintenance
3

Assessing the rewards from condition monitoring.
ISS Machine Health Group machinehealth.com
Assessing the rewards from condition monitoring.Sa
ving Good Visible
Rewards From In estment
e C
ost S
Investment
enan
ce Hard to JustifyInvestment
UnpreventableLosses
Mai
nte Losses
Investment in Condition Monitoring4

S gar Mill Condition Monitoring
ISS Machine Health Group machinehealth.com
Sugar Mill Condition Monitoring Brings Special Problems
• For an external provider, the seasonal nature of sugar milling causes manpower issues.
(In comparison with a continuous process eg. a coal wash plant).
g p• With continuous crushing irregular maintenance days,
make it impossible to follow a fixed CM survey scheduleschedule.
• Weather disruptions also make for a lot of “short notice” are you crushing calls.
h i l b i i f h f• The seemingly obvious answer is for each group of mills to have its own “in-house” condition monitoring group – now called reliability engineering.
• We are very supportive of the idea of “in house” condition monitoring. 5

I h C diti M it i
ISS Machine Health Group machinehealth.com
In house Condition Monitoring. Some advantages.
• Response time.• Complete controlComplete control.• Good local knowledge.• Excellent feedback loop• Excellent feedback loop.• Better targetting of monitoring.
C t t l• Cost control.• etc
6

I h di i i i
ISS Machine Health Group machinehealth.com
In house condition monitoring.Dis-advantages.
• Normally - limited knowledge/training..• Sometimes dated equipment.• Staff promotion rotation.• Career path problems.
Of CM b d k b• Often CM becomes a secondary task to be done when the Engineer has “spare time”.
• Etc• Etc.• The ideal is possibly an “in-house” CM
program with formal specialist support.p g p pp
7

ISS Machine Health Group machinehealth.com
Condition monitoring techniques
• Vibration Analysis• Oil Analysis*Oil Analysis • Used Grease Analysis*• Magnetic Chip Collector and• Magnetic Chip Collector and
Filter Debris Analysis• Thermography• Thermography* Ferrography is used as an
adjunct to these techniquesadjunct to these techniques.8

Oth I t t M it i
ISS Machine Health Group machinehealth.com
Other Important Monitoring Techniquesq
• Temperature trending• Performance monitoring• Performance monitoring• Additive depletion• Mk I Eyeball• Mk I Eyeball• Smell
F l• Feel
9

ISS Machine Health Group machinehealth.com
Often Condition Monitoring T h i C lTechniques are Complementary.
i il d d di iVibration anal sis nlikel to detect the fretting fail re• Different failure modes produce differing CM indications.
Vibration analysis unlikely to detect the fretting failure of a coupling.
• Different CM techniques are sensitive to differing failure modes.
Equally do not use oil analysis to monitor a gear drive for cracked gearing.
Each is a valid monitoring technique in its own right, but will fail when presented with the above problems.
10

ISS Machine Health Group machinehealth.com
Vibration Vibration Analysis Analysis T h iT h iTechniques Techniques
11

Ideal Vibration Sampling Cycle - TheoryISS Machine Health Group
machinehealth.com
14 Day Analysis Cycle
28 Day Analysis Cycley y y
2 X Preferably 3 X per season
Critical(Immediate effect on production)(Immediate effect on production)
Importantp(Effect on production within a shift)
RoutineRoutineEffect on production within days or for
maintenance planning12

Vibration Sampling Cycle - Interruptions
ISS Machine Health Group machinehealth.com
Vibration Sampling Cycle Interruptions
Problem Machines
InvestigationsInvestigations
Quality Assurance
13

ISS Machine Health Group machinehealth.com
Time
Vibration signatures are generally aVibration signatures are generally a composite from multiple sources. 14

ISS Machine Health Group machinehealth.com
Defect Versus “Normal” Machine Vibration Frequency DistributionVibration Frequency Distribution.
Movements
agni
tude Stress waves
F
Ma
Frequency
15

Vibration Detection of Gearing Faults
16

Dispersed Gearing FaultsISS Machine Health Group
machinehealth.com
Dispersed Gearing FaultsPoor Meshing
High tooth mesh energyenergy
Side banding
17

Dispersed gearing faults poor meshing
ISS Machine Health Group machinehealth.com
Dispersed gearing faults poor meshing
Multiple gear meshMultiple gear mesh harmonics
18
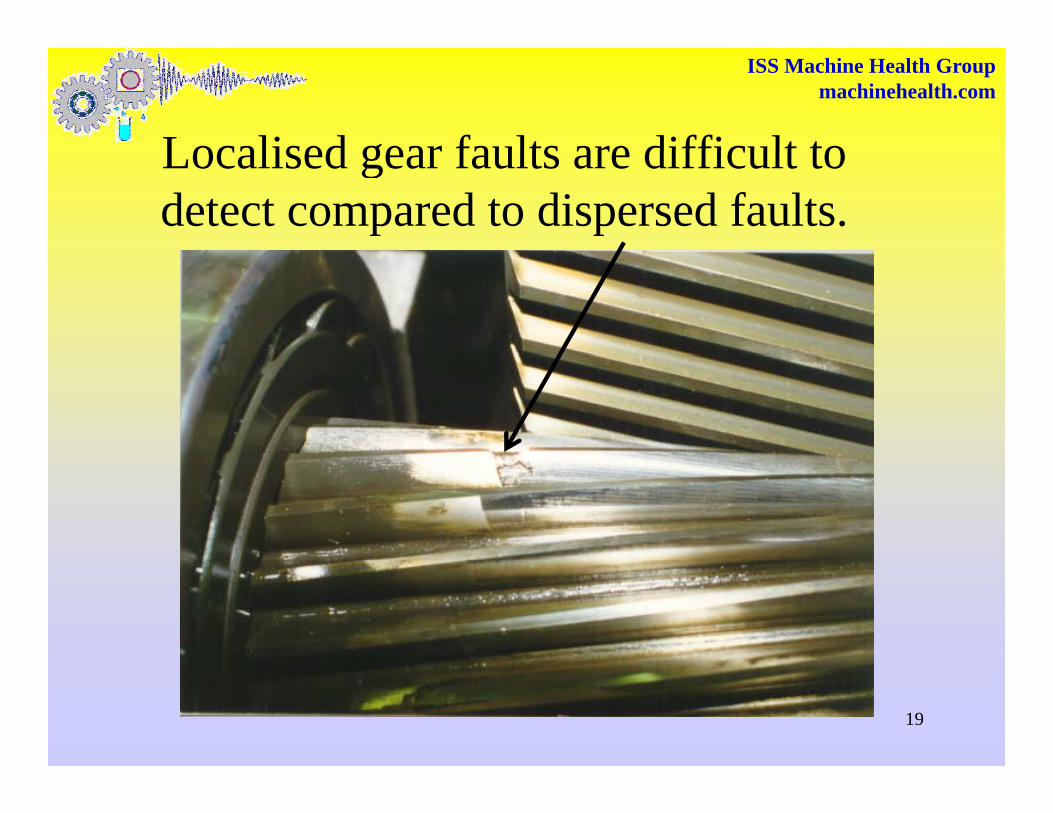
Localised gear faults are difficult to
ISS Machine Health Group machinehealth.com
Localised gear faults are difficult to detect compared to dispersed faults.
19

Localised gearing faults do not indicate
ISS Machine Health Group machinehealth.com
Localised gearing faults do not indicate well in the frequency domain
Tooth mesh energy bi d fcombined energy from
112 meshes. If one tooth fault generates 10X the gnormal mesh energy.
The overall mesh energy in the frequency domainin the frequency domain will only increase by 9%.
20

ISS Machine Health Group machinehealth.com
To analyse gear di i i VAcondition using VA
requires complete k l d f hknowledge of the configuration.
21

Typical gearing details ISS Machine Health Group
machinehealth.com
yp g grequired for analysis.
22

i l iGearing AnalysisTime Synchronous AveragingTime Synchronous Averaging
23

Gearing Analysis - TSAISS Machine Health Group
machinehealth.com
Gearing Analysis - TSA
24

ISS Machine Health Group machinehealth.com
Time synchronous averaged waveform
25

Time synchronous averaged waveform.ISS Machine Health Group
machinehealth.com
y g“The invisible missing tooth”.
26

ISS Machine Health Group machinehealth.com
Epicyclic gearboxes pose special problemsspecial problems.
27

Vibration analysis and rolling element
ISS Machine Health Group machinehealth.com
Vibration analysis and rolling element bearing failures.
28

Bearing defect vibrations.ISS Machine Health Group
machinehealth.com
Bearing defect vibrations.
High FrequencyHigh FrequencyImpulsive (stressWave) vibration.
UnfilteredFFT Spectra Audible Noise
or Rumble
Onset of
Failure
Onset of Defect
Operating Time
29

Vibration analysisHigh frequency resonance techniques
Fmax CutoffHigh Pass Filter
Fmax Cutoff
ude
Band PassFiltered
Mag
nitu
Frequency
30

High Frequency Resonance DetectionHigh Frequency Resonance Detection (HFRD)Band Pass Filter
R tifRectify
Envelope
Demodulate
Am
plitu
de
O Hz
31

High frequency demodulation (stress
ISS Machine Health Group machinehealth.com
High frequency demodulation (stress wave) detection.
2.5mm
32

Inner race fault indication
ISS Machine Health Group machinehealth.com
Inner race fault indication
33
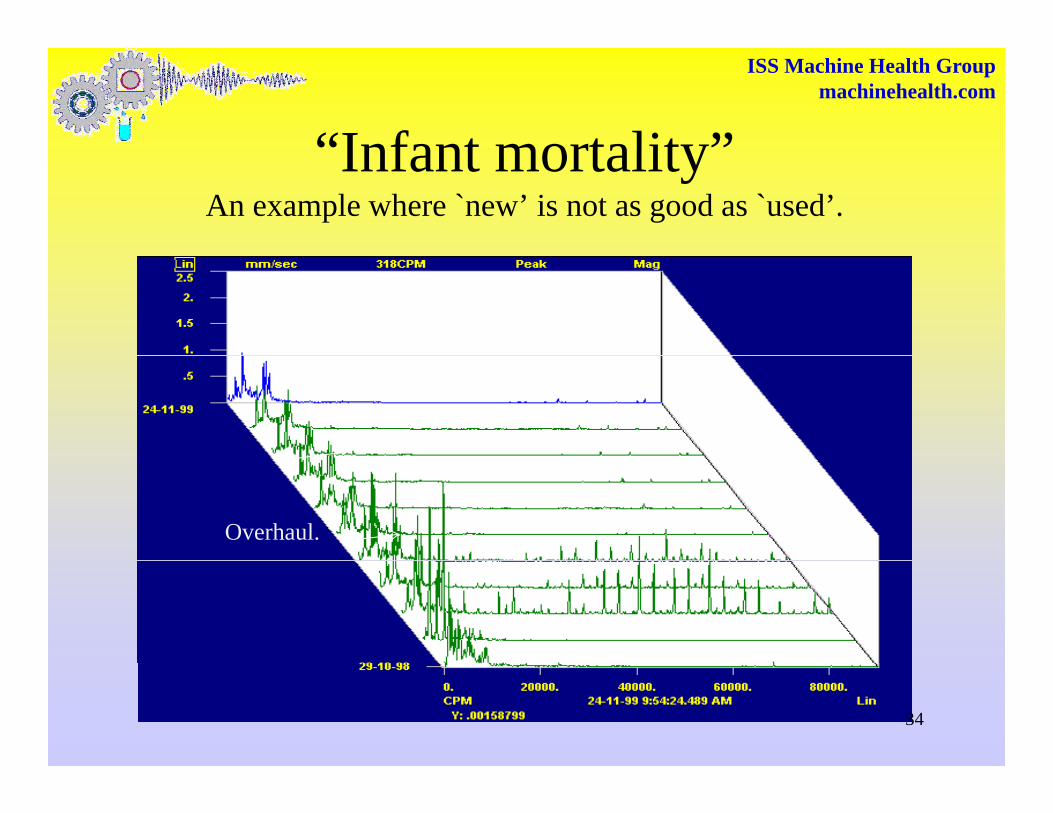
“Infant mortality”
ISS Machine Health Group machinehealth.com
Infant mortalityAn example where `new’ is not as good as `used’.
Overhaul.
34

Corrosion initiated fault
35

Not all bearing failures present constant fault
ISS Machine Health Group machinehealth.com
Not all bearing failures present constant fault vibration, some play “hide and seek”.
36

Mechanical LoosenessISS Machine Health Group
machinehealth.com
Mechanical Looseness.
37

Vib ti lit d & h f
ISS Machine Health Group machinehealth.com
Vibration amplitude & phase for machinery shape deflectionsy p
38

Oil AnalysisOil Analysis ISS Machine Health Group machinehealth.com
• Wear Debris Monitoring.b i li i i• Lubricant Quality Monitoring.
39

The ISS procedure for a routineISS Machine Health Group
machinehealth.com
The ISS procedure for a routine Oil Sample: -
Oil OSample
PQ Index
Other Monitoring Technique Results. Eg. Vibration Analysis
Oil Test* –Routing Analysis
Partner
Ferrographic study of wear
particle morphologymorphology
ISO 13374-1 Combined condition monitoring report
40

Moisture in OilISS Machine Health Group
machinehealth.com
Moisture in Oil
41

ISS Machine Health Group machinehealth.com
Water DamagedDamaged bearing surface
42

Particle Wear Mode Size Vs Technique Size Sensitivity
ISS Machine Health Group machinehealth.com
Particle Wear Mode Size Vs Technique Size Sensitivity
Inductive Techniques
43

Ferrography and wear particle ISS Machine Health Group
machinehealth.com
g p y pdiagnostics of oil and grease samples
44

W P i l Di i
ISS Machine Health Group machinehealth.com
Wear Particle DiagnosticsFerrogramg
45

W P i l Di i
ISS Machine Health Group machinehealth.com
Wear Particle DiagnosticsFerrogramg
46

Wear Particle DiagnosticsISS Machine Health Group
machinehealth.com
Wear Particle DiagnosticsRolling Contact Fatigue
47

Wear Particle DiagnosticsISS Machine Health Group
machinehealth.com
Cam or roller - rolling contact fatigue.
48

ISS Machine Health Group machinehealth.com
Wear Particle Diagnostics
S h i l ti l l d f b ll ?Spherical wear particles or a load of balls?49

Laser Particle CountingISS Machine Health Group
machinehealth.com
Laser Particle CountingMulgrave Laser Particle Counts - 2 micron Particles
20000
14000
16000
18000
10000
12000
artic
le C
ount
No 1 PF TopNo 1 PF BottomNo 1 Top Roll PSNo 1 Top Roll GSNo 1 Feed RollNo 1 Delivery Roll
4000
6000
8000Pa
No 1 Delivery RollNo 3 Press FeederNo 5 Press Feeder
0
2000
29-Jun-99 19-Jul-99 08-Aug-99
28-Aug-99
17-Sep-99
07-Oct-99 27-Oct-99 16-Nov-99 06-Dec-99
26-Dec-99
15-Jan-0099 99 99 99 99
Sample Date
50

Laser Particle CountingLaser Particle CountingMulgrave Laser Particle Counts - 5 micron Particles
3000
2000
2500
No 1 PF Top
No 1 PF Bottom
1500
Part
icle
Cou
nt p
er m
l No 1 PF Bottom
No 1 Top Roll PS
No 1 Top Roll GS
No 1 Feed Roll
No 1 Delivery Roll
No 3 Press Feeder
500
1000
P No 5 Press Feeder
ISO 16
020-May-99 09-Jul-99 28-Aug-99 17-Oct-99 06-Dec-99 25-Jan-00
Sample Date
51

Laser Particle CountingISS Machine Health Group
machinehealth.com
Laser Particle CountingMulgrave Laser Particle Count - 15 micron Particles
800
1000
No 1 PF Top
No 1 PF Bottom
600
Part
icle
Cou
nt p
er m
l No 1 PF Bottom
No 1 Top Roll PS
No 1 Top Roll GS
No 1 Feed Roll
No 1 Delivery Roll
No 3 Press Feeder
200
400P No 5 Press Feeder
ISO 13
020-May-99 09-Jul-99 28-Aug-99 17-Oct-99 06-Dec-99 25-Jan-00
Sample Date
52

Self Sealing Magnetic ChipISS Machine Health Group
machinehealth.com
Self Sealing Magnetic Chip Collectors
53

Magnetic Chip Collectors• Very cost effective monitoring technique.• Ideal for mobile plant• Ideal for mobile plant.• Self sealing MCC provides and excellent oil
li i tsampling point.• Provides a certain amount of go/no go
information on site.• Once experience builds prognosis can be p p g
very accurate.54

Critical MCC ti lparticles can
often be seen ith th id dwith the unaided
eye.
B ll B iBall BearingFatigue 55

ISS Machine Health Group machinehealth.com
Hagglunds DrivesB2 Mill MCC Wear TrendsMagnetic Chip Collector Trending
800
Deb
ris)
400
600
ex (F
erro
us W
ear
200
umul
ativ
e PQ
Inde
037092 37112 37132 37152 37172 37192
Acc
u
Sample Date
56

On Line Wear Debris MonitoringISS Machine Health Group
machinehealth.com
Debris and water indicatingFilter Unit (8 debris zones)Filter Unit (8 debris zones).Built for Shredder bearingmonitoring.
57

ISS Machine Health Group machinehealth.com
Thermography
58

ISS Machine Health Group machinehealth.com
Thermography
59

ISS Machine Health Group machinehealth.com
Thermography
60

ISS Machine Health Group machinehealth.com
Vibration analysis tools can provides peripheral benefits beyond just condition monitoringbenefits beyond just condition monitoring
including:
•In field balancing.Q li•Quality assurance.
•Dynamic investigations
61

ISS Machine Health Group machinehealth.com
Hand (static) balancing will nearly always fail with sugar mill fans y g
Static Unbalance
f i h A h
Dynamic Unbalance
If weight A = B thenIf weight A = B then machine balanced
when stationary and running.
If weight A = B then machine only
balanced when not running.
62
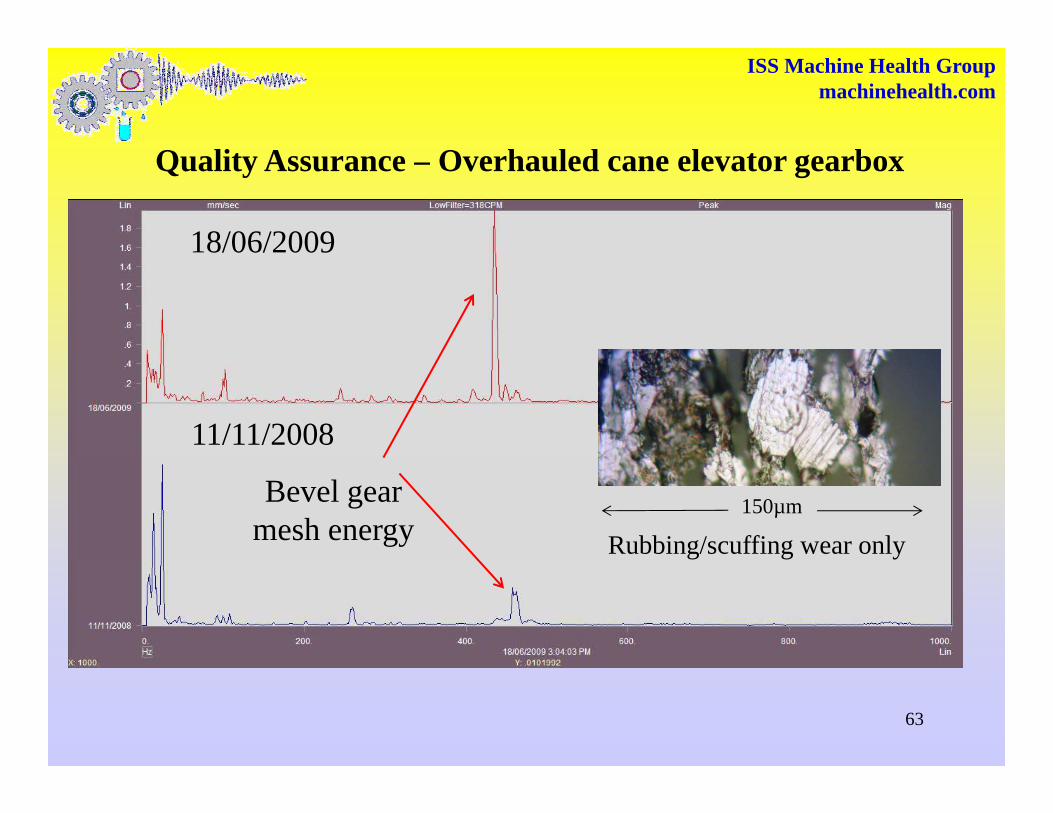
ISS Machine Health Group machinehealth.com
Q li A O h l d l bQuality Assurance – Overhauled cane elevator gearbox
18/06/2009
11/11/2008
150µm Bevel gear mesh energy Rubbing/scuffing wear only
63

ISS Machine Health Group machinehealth.com
Q li A O h l d C El G bQuality Assurance – Overhauled Cane Elevator Gearbox
Time synchronous averaged time waveform showing “poor” meshing profile for the 20 tooth bevel input gear.
64

Fugal instability problems. l l i i iBalance tolerance investigations
ISS Machine Health Group machinehealth.com
65

However, condition ISS Machine Health Group
machinehealth.com
monitoring is not a panceaand never will be!and never will be!
And at $20,000 plus per h d ti thi t d thour downtime this tends to
bring out the pinapples!bring out the pinapples!
66

ISS Machine Health Group machinehealth.com
Clear indication of a developing bearings fault.Clear indication of a developing bearings fault. Y scale 0 - .00025g 67

ISS Machine Health Group machinehealth.com
Hydraulic pump vibration. Y-axis scale 0 – 0.15g
68

ISS Machine Health Group machinehealth.com
Q ti di iQuestions or discussion points?p
Bearing fault vibration on the same l hscale as the pump.
Y-axis scale 0 – 0.15g 69

ISS Machine Health Group machinehealth.com
Acknowledgements
My thanks must go to all the sugar mill engineers who have taught me the subtle differences between sugar mill and helicopter machinery over the years. This applies especially to those Engineers from the Sugar North group of mills.
70

ISS Machine Health Group machinehealth.com
Q ti di iQuestions or discussion points?p
71