2009 nace corrosion technology week - atc578.comatc578.com/files/nace dm-speach- sept 22...
TRANSCRIPT

2009 NACE Corrosion Technology Week
Hyatt RegencyHouston, Texas
Tuesday September 22 2009
Positive Material Identification (PMI)
Tuesday September 22, 2009
The world leader in serving science
(PMI) Residual Elements in HF Alkylation Units
&Sulfidation Corrosion with Low Si Levelsg
Using PXRF Analyzers
byDon Mears
O&G Industry Consultant PID Portablesand Jim Pasmore
Director Business DevelopmentPID Portables
Agenda
Speaker ProfileThermo Scientific Niton PXRF Analyzer Evolution & HistoryHow PXRF worksHow PXRF worksWhy PMI According to API RP 578PXRF Analysis Capabilities in Oil & Gas Industryy p yPXRF X-Ray Tube and Detector ImprovementsHF Alkylation Field Test report on Residual Elements ( Cr, Ni, Cu )L Si ( 0 10% ) Fi ld T t i C b St l C t iLow Si ( < 0.10% ) Field Test in Carbon Steel Components in Refinery UnitsQuestions
Special Thanks to the Borger, Texas Refinery
2
g y
Speaker Profile
President of Analytical Training Consultants, (ATC). and coordinates the sales, marketingand training program for XRF/OES Technologies.This involves the analyzers operation and training in radiation safety that meets local,This involves the analyzers operation and training in radiation safety that meets local,State, Federal and International registration requirements. This includes certified reportgeneration for proper material verification programs with the owners/users in thepetrochemical, oil and gas industry.Mr Mears has worked in the oil gas and refining industry for 30 plus years He heldMr. Mears has worked in the oil, gas and refining industry for 30 plus years. He heldpositions which included preparation and delivery of training presentations and has taughtnumerous industry courses explaining and applying API standards and recommendedpractices.This included involvement in two API work groups for revision of API Manual of PetroleumThis included involvement in two API work groups for revision of API Manual of PetroleumMeasurement Standards Chapter 3-Tank Gauging Section 1B-"Standard Practice forLevel Measurement of Liquid Hydrocarbons in Stationary Tanks by Automatic TankGauging" and API 2350 Overfill Protection for Storage Tank in Petroleum Facilities.M M i th A th f th API RP 578 PMI C tifi ti C d i tifi d APIMr. Mears is the Author of the API RP 578 PMI Certification Course and is a certified APITraining Provider.Mr. Mears is an Oil & Gas Industry Consultant for Thermo Scientific Niton Analyzers
3

Evolution
Since late 1960s PXRF has evolved through 7 generations; each generation has added new capabilities
• Smaller size, improved ergonomics• Increased speed• Better performanceBetter performance• Greater ease of use
Today, nearly all alloys can be tested with these powerful tools
4
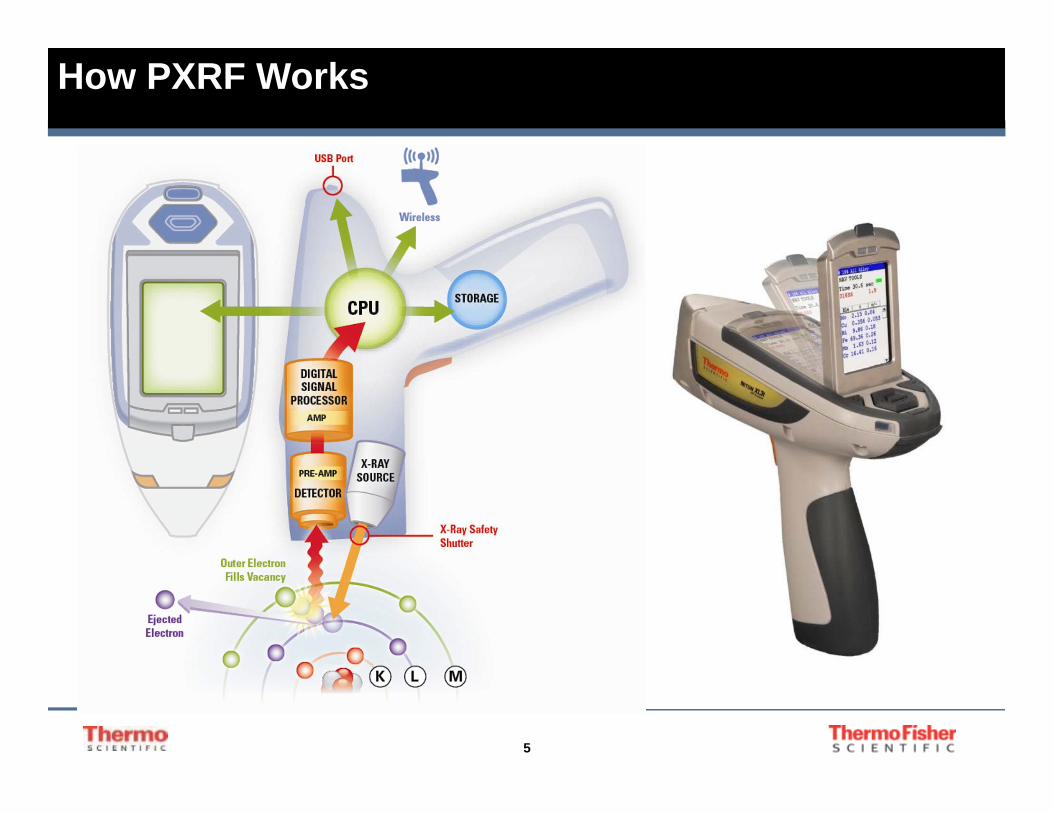
How PXRF Works
5

Why PMI?
“41% f th 170 l t l i th“41% of the 170 largest losses in the hydrocarbon process industry resulted
f f il f i i t ”from failures of piping systems…”Second International Symposium on the Mechanical Integrity of Process Piping
January 1996, Houston, TX, USA
6

API 578: PMI Applications with PXRF
Existing piping systemsPipe fittings
Components from distributorsPipe fittings
Process valvesWelds
distributorsFlangesForgingsWelds
Welding consumablesL it di l i d
ForgingsInstrumentsBoltingLongitudinal pipe and
weld fittingsWeld overlays or
BoltingExpansion joints and bellowsWeld overlays or
claddingLow Si in H & S service
bellowsHF Alky-Residual Elements
7
Low Si in H & S service Elements
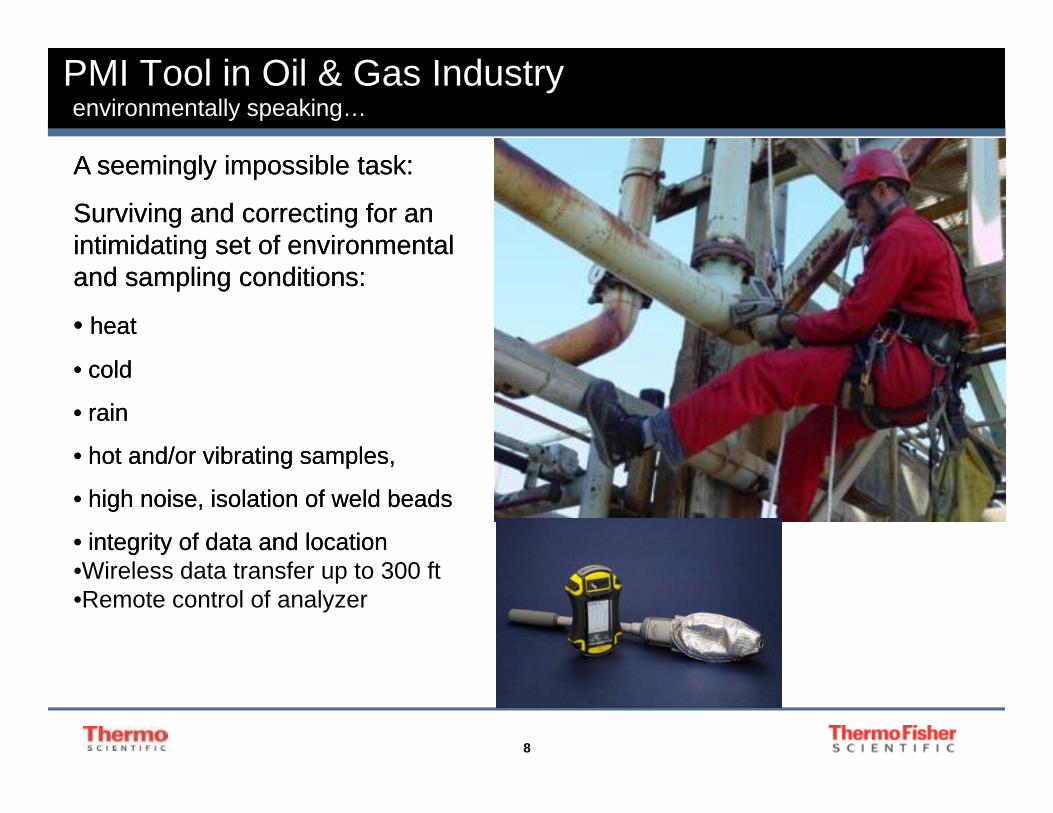
PMI Tool in Oil & Gas Industry environmentally speaking…
A seemingly impossible task:A seemingly impossible task:
Surviving and correcting for an Surviving and correcting for an intimidating set of environmentalintimidating set of environmentalintimidating set of environmental intimidating set of environmental and sampling conditions:and sampling conditions:
•• heatheat
•• coldcold
•• rainrain
•• hot and/or vibrating sampleshot and/or vibrating samples•• hot and/or vibrating samples, hot and/or vibrating samples,
•• high noise, isolation of weld beadshigh noise, isolation of weld beads
•• integrity of data and locationintegrity of data and location•Wireless data transfer up to 300 ft•Remote control of analyzer
8

Field Use for Hot Pipes and Difficult Access
Extension Pole /Tri-Pod
• Variable pole length
• Dual Electronic TriggersXL3t/p without heat shield: 315o C
XL3t with heat shield : 450o C• Clip on Tri-Pod adapter for hands-free analysis of samples on ground or table
XL3p with heat shield : 540o C
9

PMI: Testing Weld with WeldSpotTM and CamShotTM
10

GOLDD Technology
Thermo Scientific is introducing the new Niton XL3t XRF Analyzer with GOLDD
One-piece, 3-4 lbs Handheld, miniaturizedy
Technology:
Geometrically Optimized Large
25 element simultaneousVariable excitation conditions
Geometrically Optimized Large Area Drift Detector
This new analyzer deliversThis new analyzer delivers• Light element detection (Mg, Al, (Mg, Al,
Si, P, S) Si, P, S) without helium or vacuum purging acuu pu g g
• The lowest limits of detection and the fastest analysis available
• True lab-quality performance in a
11
handheld instrument

New SDD Silicon Drift Detector
The new SDD detector provides• Light element detection in air (Mg, Al, Si, P, S)(Mg, Al, Si, P, S)
I d iti it f t d t l t i ll• Increased sensitivity for tramp and trace elements in alloys• Doubling of the speed of alloy and metals testing• Enhanced performance for difficult (nearly twin) alloy separations
GND C1C2drift–field Anode
-V
UB
ACKHomogeneous thin entrance window
12

GOLDD: Quantum Advancements with XL3 Analyzers
2 W, 50 kV X-ray tube, SDD GOLDD • Improved sensitivity, speed, accuracy, precision, stability and
fidconfidence• New ability to analyze residual elements• New ability to determine light elements
13
Significantly lower LOD’s for critical elements

3-Sigma LODs:Ti, Fe and Cu Alloys; All Units %wtTIME 60s per filter 60s per filter 60s per filter
% % C %Element Ti Base Wt. % Fe Base Wt. % Cu Base Wt. % Sb 0.005 0.006 0.008 Sn 0.005 0.008 0.015 Pd 0.005 0.006 0.010 M 0 002 0 002 0 002Mo 0.002 0.002 0.002 Nb 0.002 0.002 0.003 Zr 0.002 0.002 0.003 Bi 0.002 0.002 0.003 Pb 0 002 0 009 0 003Pb 0.002 0.009 0.003 Se 0.002 0.002 0.002 W 0.015 0.015 0.015 Zn 0.005 0.005 0.030 C 0 008 0 009 N/ACu 0.008 0.009 N/A Ni 0.012 0.020 0.011 Co 0.008 0.080 0.005 Fe 0.015 NA 0.007 M 0 017 0 020 0 007Mn 0.017 0.020 0.007 Cr 0.015 0.003 0.005 V 0.060 0.003 0.003 Ti N/A 0.003 0.003 P 0 025 0 030 0 040
14
P 0.025 0.030 0.040 SSi
N/A0.070
0.0500.075
0.0600.080
Al 0.375 0.500 0.700
Inspection Program for HF ALKY All Refineries-API RP-571
Priority for API 578 2nd Edition:Residual Elements in Carbon Steels in Hydrofluoric Acid Alkylation Units: Note: Carbon Steels in HF Acid service have been yreported to suffer increased corrosion rates based on the Residual Elements (RE) in steels. In general, it has been reported that steels with a high RE content are g , p glikely to suffer enhanced corrosion attack. Operators should review the potential impact of this in HF service. A guideline is that for base metal of C> 0.18% wt% and Cu + Ni + Cr, C> 0.18% wt% and Cu + Ni + Cr, g ,,0.15% wt % is optimum0.15% wt % is optimum. These values are critical as the type and concentrations to be measured will directly affect the analytical methods operations need to adopt.API RP 571—Pages 12,38
15
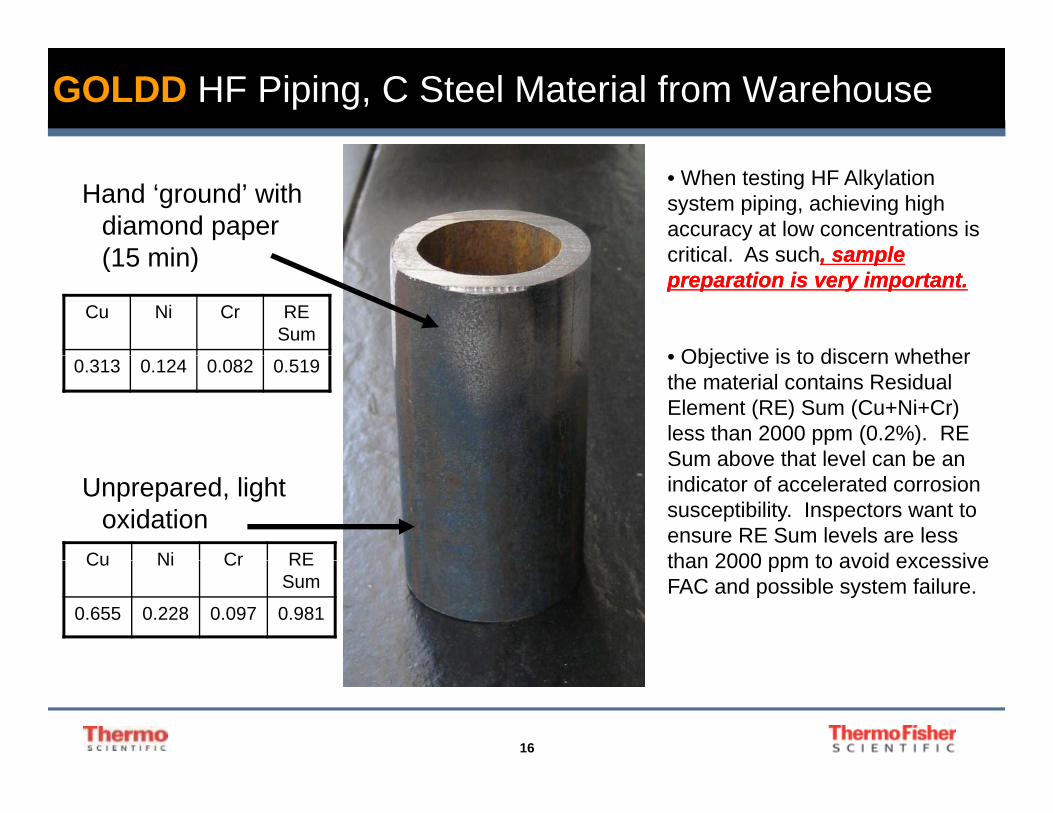
GOLDD HF Piping, C Steel Material from Warehouse
Hand ‘ground’ with diamond paper (15 min)
• When testing HF Alkylation system piping, achieving high accuracy at low concentrations is critical As such samplesample(15 min)
Cu Ni Cr RE Sum
critical. As such, sample , sample preparation is very important.preparation is very important.
• Objective is to discern whether0.313 0.124 0.082 0.519 • Objective is to discern whether the material contains Residual Element (RE) Sum (Cu+Ni+Cr) less than 2000 ppm (0.2%). RE Sum above that level can be an
Unprepared, light oxidation
Sum above that level can be an indicator of accelerated corrosion susceptibility. Inspectors want to ensure RE Sum levels are less than 2000 ppm to avoid excessiveCu Ni Cr RE than 2000 ppm to avoid excessive FAC and possible system failure.
Cu Ni Cr RE Sum
0.655 0.228 0.097 0.981
16
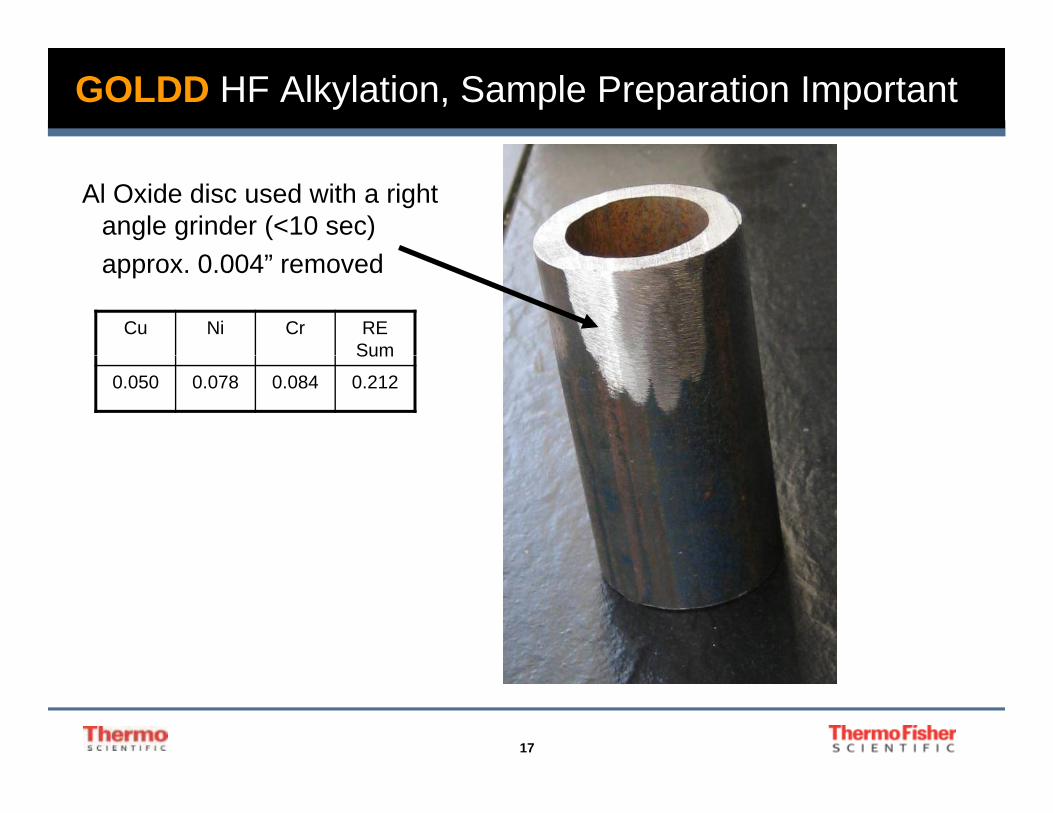
GOLDD HF Alkylation, Sample Preparation Important
Al Oxide disc used with a right angle grinder (<10 sec)approx. 0.004” removed
Cu Ni Cr RE SumSum
0.050 0.078 0.084 0.212
17

PMI Testing of CS Pipe Interactive-”Live Demonstration”
..\..\..\..\Desktop\NDTr 6.5.lnk
18

Inspection Program for HF ALKY Field Tests-API RP-571
Priority for API 578 2nd Edition:
19

Acid Re-Contactor Pumps to Acid Re-Contactor Drum
Tested Prepped :Reducer, Weld, Elbow, Elbow-Scale @ 116 degrees F-12” Vibrating Line
ConocoPhillips Borger, Texas Jim‐SN‐36965 Shots on 8‐26‐09Index Time Duration Line Component Pipe Alloy1 Cr Cu Ni Sum Si
10 8/26/2009 11:58 41.41 L001‐3 Reducer 12" Iron/CS : 0.2 0.07 < LOD < LOD 0.07 0.2712 8/26/2009 12:00 41 45 L001‐3 Weld 12" NoMatch : 0 1 0 06 < LOD 0.16 0 8412 8/26/2009 12:00 41.45 L001 3 Weld 12 No Match : 0.1 0.06 < LOD 0.16 0.8413 8/26/2009 12:01 40.9 L001‐3 Elbow 12" Iron/CS : 0.2 0.04 < LOD < LOD 0.04 0.3714 8/26/2009 12:02 21.55 L001‐3 Elbow‐Scale 12" No Match : 0.33 < LOD 0.1 0.43 4.81
20
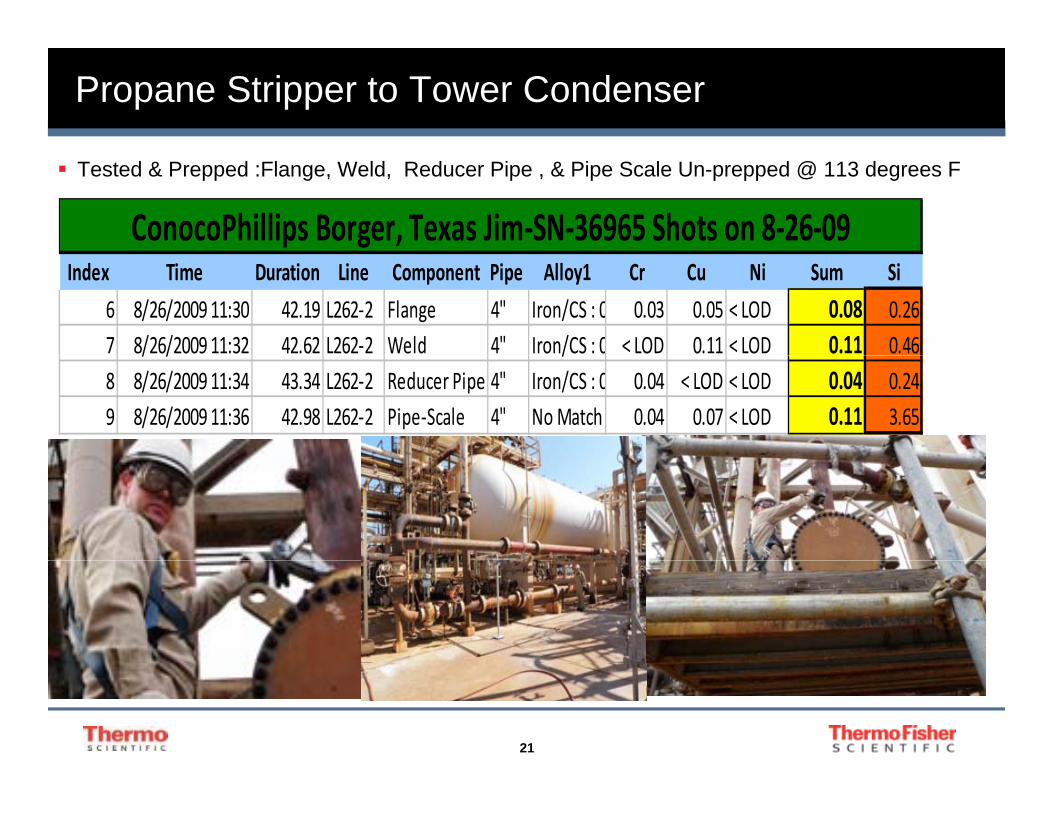
Propane Stripper to Tower Condenser
Tested & Prepped :Flange, Weld, Reducer Pipe , & Pipe Scale Un-prepped @ 113 degrees F
ConocoPhillips Borger, Texas Jim‐SN‐36965 Shots on 8‐26‐09Index Time Duration Line Component Pipe Alloy1 Cr Cu Ni Sum Si
6 8/26/2009 11:30 42.19 L262‐2 Flange 4" Iron/CS : 0 0.03 0.05 < LOD 0.08 0.267 8/26/2009 11:32 42.62 L262‐2 Weld 4" Iron/CS : 0 < LOD 0.11 < LOD 0.11 0.46/ / /8 8/26/2009 11:34 43.34 L262‐2 Reducer Pipe 4" Iron/CS : 0 0.04 < LOD < LOD 0.04 0.249 8/26/2009 11:36 42.98 L262‐2 Pipe‐Scale 4" No Match 0.04 0.07 < LOD 0.11 3.65
21

Reactor Feed
Tested Prepped: Flange, Weld, Reducer, Pipe-Scale @ 98 degrees FConocoPhillips Borger, Texas Jim‐SN‐36965 Shots on 8‐26‐09
Index Time Duration Line Component Pipe Alloy1 Cr Cu Ni Sum Si
22 8/26/2009 14:58 40.13L251 Flange 8"Iron/CS : 1.23 0.11 0.31 0.08 0.5 0.23
23 8/26/2009 15:09 40.02 251Weld 8"LA‐1215 : *3.44 0.04 0.14 0.14 0.32 0.61I /CS
24 8/26/2009 15:10 41.12 251reducer 8"Iron/CS : *1.93 0.14 0.18 0.15 0.47 0.19
25 8/26/2009 15:11 21.54 251Pipe‐Scale 8"No Match : *6.06 0.05< LOD < LOD 0.05 2.67
22

HF Alky Corrosion-API RP-571C-3 Feed Line to De-Propanizer & Used “Tell Tale Holes”
Tested Prepped : Elbow Reducer, Weld, Pipe @ 116 degree F
ConocoPhillips Borger, Texas Don‐SN‐36909 Shots on 8‐27‐09Compone
Index Time Duration LineCompone
ntPipe Alloy1 Cr Cu Ni Sum Si
1 8/27/2009 10:05 60.2C‐3 Feed Flange 4" LA‐1215 : *3.70 0.23 0.52 0.29 1.04 0.21
2 8/27/2009 10:14 19.76C‐3 Feed Weld 4"x8" LA‐1215 : 0.00 0.05 0.13 < LOD 0.18
3 8/27/2009 10:15 19.8C‐3 Feed Reducer 4"X8" Iron/CS : 0.34 0.02 < LOD < LOD 0.02
23

HF Alky Corrosion-API RP-571Feed to Bottoms Exchanger to De-Propanizer Tower
ConocoPhillips Borger, Texas Jim‐SN‐36965 Shots on 8‐26‐09
Tested Prepped : Flange, Weld, Reducer @ 116 degrees F
Index Time Duration Line Component Pipe Alloy1 Cr Cu Ni Sum Si3 8/26/2009 10:58 26.17 L270 Flange 8" LA‐1215 : * 0.08 0.27 < LOD 0.35 0.654 8/26/2009 10:59 41.39 L270 Weld 8" No Match : 0.04 0.06 < LOD 0.1 2.325 8/26/2009 11:00 42.1 L270 Reducer 8" Iron/CS : 0. < LOD < LOD < LOD 0.26
24

Acid Transfer Line From Acid Utility Pump at HF Way Tank
Tested Prepped : Elbow, Weld, Pipe, Pipe-Scale @ 96 Degrees F
ConocoPhillips Borger, Texas Don‐SN‐36909 Shots on 8‐26‐09Index Time Duration Sigma Unit Line Component Pipe Alloy1 Cr Cu Ni Sum
19 8/26/2009 12:27 31.41 2 22 l185 Elbow 4" Fe/CS : *3.22 0.07 0.02 < LOD 0.0920 8/26/2009 12:28 31.04 2 22 l185 Weld 4" Fe/CS : 0.00 0.04 0.04 < LOD 0.0822 8/26/2009 12:29 30.8 2 22 l185 Pipe 4" Fe/CS : 0.00 0.02 < LOD < LOD 0.0223 8/26/2009 12:30 31.34 2 22 l185 Pipe‐Scale 4" o Match : *7. 1.52 0.03 < LOD 1.55
25
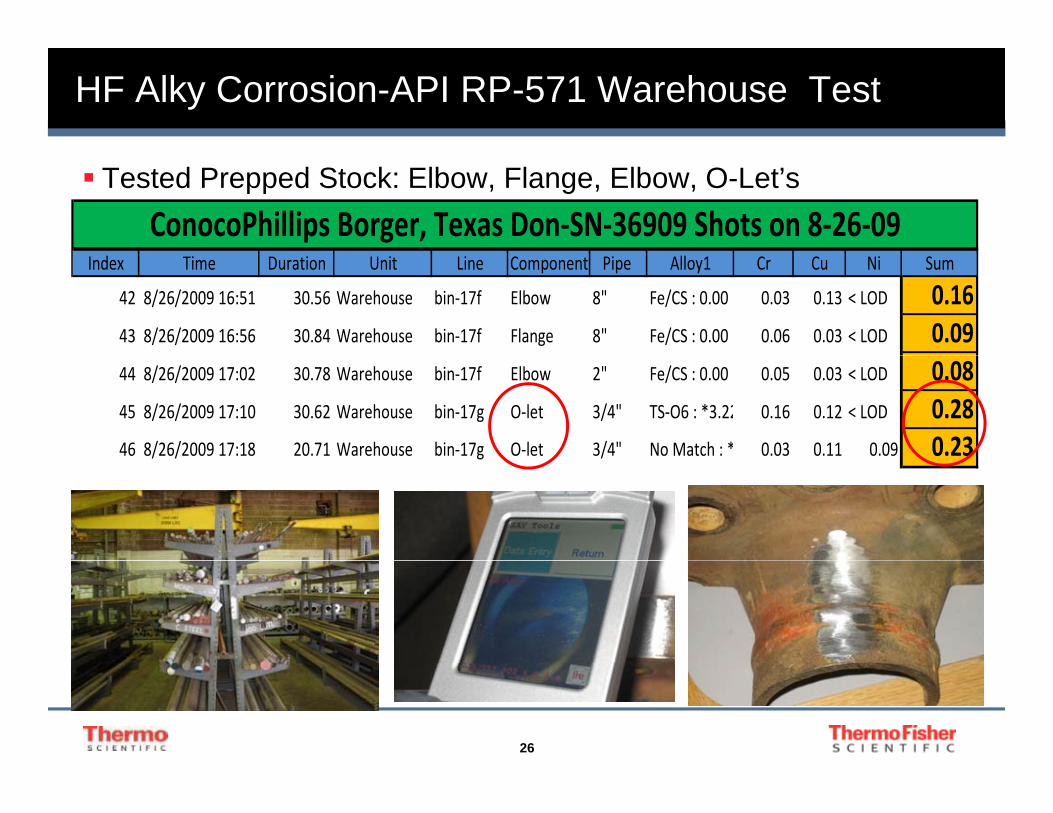
HF Alky Corrosion-API RP-571 Warehouse Test
Tested Prepped Stock: Elbow, Flange, Elbow, O-Let’sConocoPhillips Borger, Texas Don‐SN‐36909 Shots on 8‐26‐09
Index Time Duration Unit Line Component Pipe Alloy1 Cr Cu Ni Sum
42 8/26/2009 16:51 30.56 Warehouse bin‐17f Elbow 8" Fe/CS : 0.00 0.03 0.13 < LOD 0.1643 8/26/2009 16:56 30.84 Warehouse bin‐17f Flange 8" Fe/CS : 0.00 0.06 0.03 < LOD 0.0944 8/26/2009 17:02 30.78 Warehouse bin‐17f Elbow 2" Fe/CS : 0.00 0.05 0.03 < LOD 0.0845 8/26/2009 17:10 30.62 Warehouse bin‐17g O‐let 3/4" TS‐O6 : *3.22 0.16 0.12 < LOD 0.2846 8/26/2009 17:18 20.71 Warehouse bin‐17g O‐let 3/4" No Match : * 0.03 0.11 0.09 0.23/ / g /
26

P i it f API PR 578 2nd Editi
Inspection Program for Low Si All Refineries
Priority for API PR-578—2nd EditionProcess Units Susceptible to Sulfidation: Note: Carbon Steels with low silicon (0.10%) content can corrode at an accelerated rate when
d t h d f lfid ti ditiexposed to hydrogen-free sulfidation conditions. There phenomena are discussed more extensively in API 571 and API API 571 and API RP 939RP 939--C. C. Operators with assets at risk from this type of degradation should consider the risks and the requirements to apply PMI control in order to determine Silicon levels and the extent to which the material may
dcorrode.
27
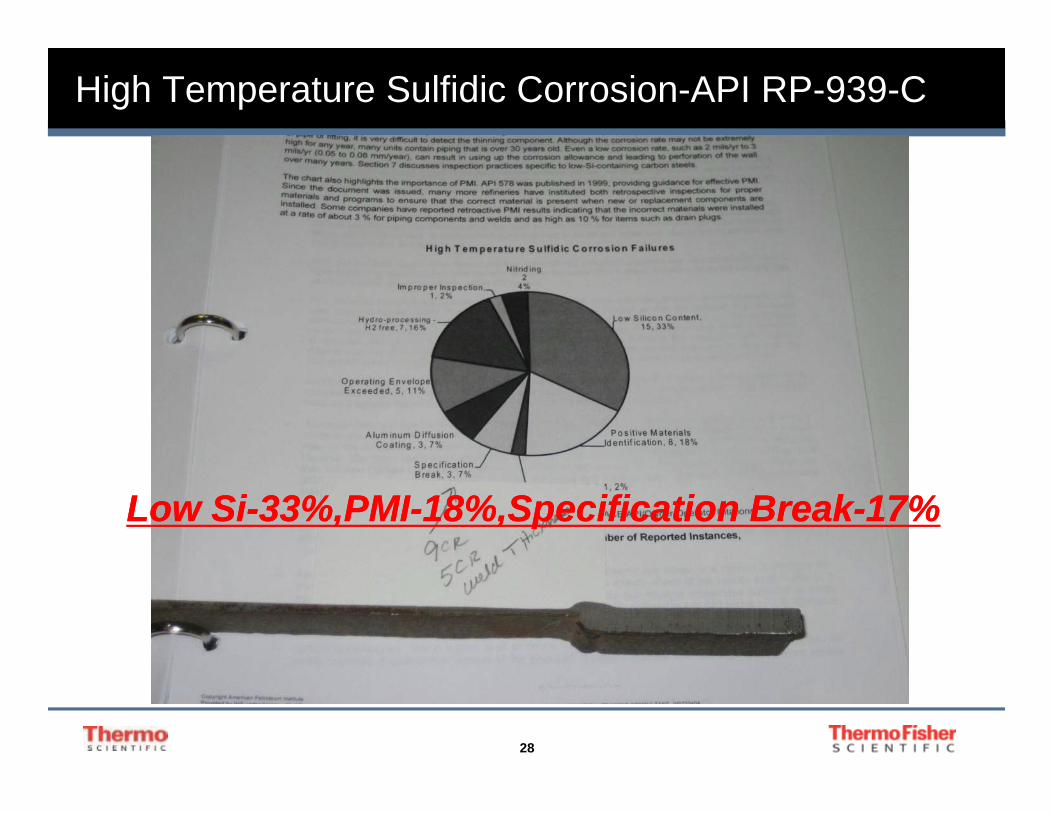
High Temperature Sulfidic Corrosion-API RP-939-C
Low SiLow Si--33%,PMI33%,PMI--18%,Specification Break18%,Specification Break--17%17%
28

High Temperature Sulfidic Corrosion-API RP-939-CField Test
Distillate HDS UnitFrom Distillate Furnace to Distillate ReactorThe 9 chrome piping circuit consists of approximately 400’ of 6”, 8” and 10” piping that runs from the Furnace to the Reactorruns from the Furnace to the Reactor. In 2003 during a PMI and UT inspection of all chrome circuits in the unit a small section of 10” 5CR pipe approximately 9” in length was found in the 9CR circuit. Thickness Thickness measurements of the 5CR showed severe thinning; approximate wall thickness remaining measurements of the 5CR showed severe thinning; approximate wall thickness remaining
04”04”was .04”. was .04”. The 5CR section was cut out and a visual inspection confirmed that the 5CR section had heavy thinning while the 9CR side of the weld was still relatively full thickness. The line The line operates at about 710 degrees with Sulfur and Hydrogen in the stream.operates at about 710 degrees with Sulfur and Hydrogen in the stream.
29
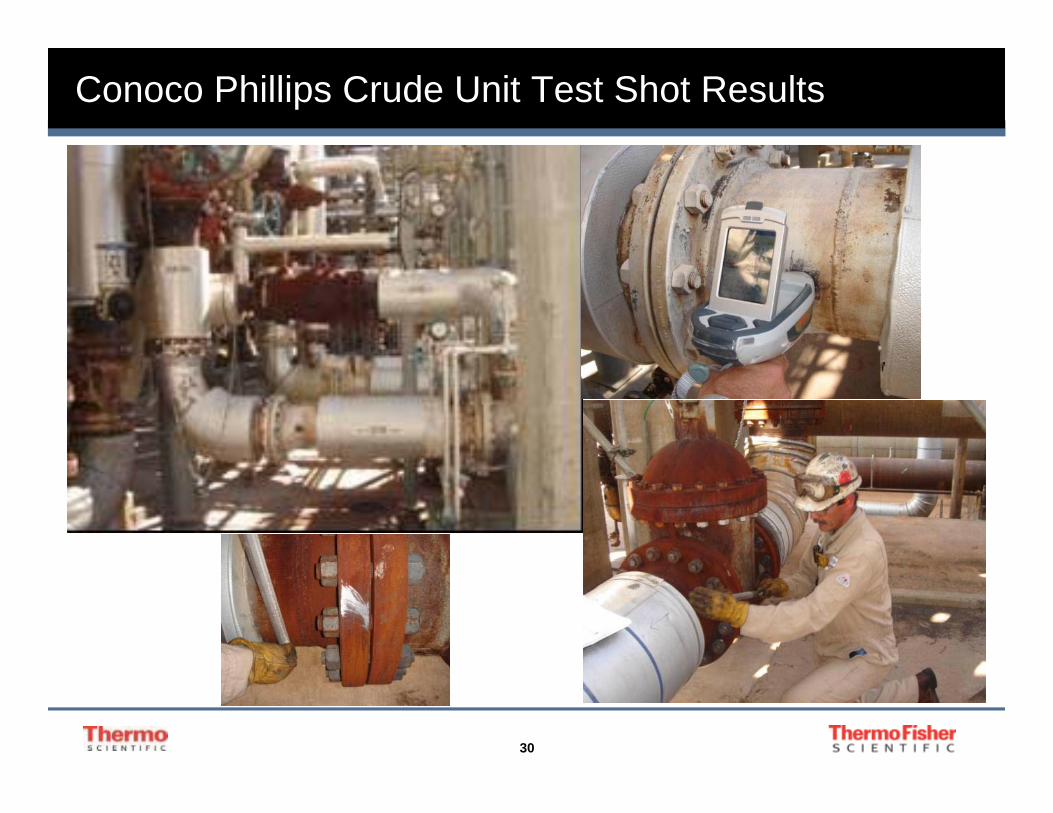
Conoco Phillips Crude Unit Test Shot Results
30

Conoco Phillips Crude Unit—Low Si Measurements-API-RP-939-C
ConocoPhillips Borger Texas Jim SN 36965 Crude HDH Shots on 8 27 09ConocoPhillips Borger, Texas Jim‐SN‐36965 ‐Crude‐HDH‐Shots on 8‐27‐09Index Time Duration Temp Line Component Pipe Alloy1 Cu Cr Ni Sum Si
4 8/27/2009 11:50 30.47 478 F LO‐55 Flange 14"No Match : *5.41 0.15 0.08 0.12 0.35 0.85
5 8/27/2009 11:52 20.87 478 F LO‐55 Flange‐2 14"Iron/CS : *3.11 0.17 0.08 0.12 0.37 0.685 8/27/2009 11:52 20.87 478 F LO 55 Flange 2 14 3.11 0.17 0.08 0.12 0.37 0.68
6 8/27/2009 11:52 20.89 478 F LO‐55 Pipe 14"LA‐1215 : *3.23 < LOD 0.06 < LOD 0.06 0.66
7 8/27/2009 11:58 22.96 620 F LO‐57 Flange 16"5 Cr (P5) : *1.87 0.17 5.01 0.11 5.29 0.7
8 8/27/2009 11:59 21 25 620 F LO 57 Pipe 16"5 Cr (P5) : 1 45 < LOD 4 59 0 3 4 89 0 568 8/27/2009 11:59 21.25 620 F LO‐57 Pipe 16 1.45 < LOD 4.59 0.3 4.89 0.56
9 8/27/2009 12:08 21.6 462 F L134 Flange 14"LA‐1215 : *3.39 0.22 0.05 0.09 0.36 0.6
10 8/27/2009 12:08 21.88 462 F L134 Flange 14"LA‐1215 : *2.63 0.18 0.16 0.13 0.47 0.71
31
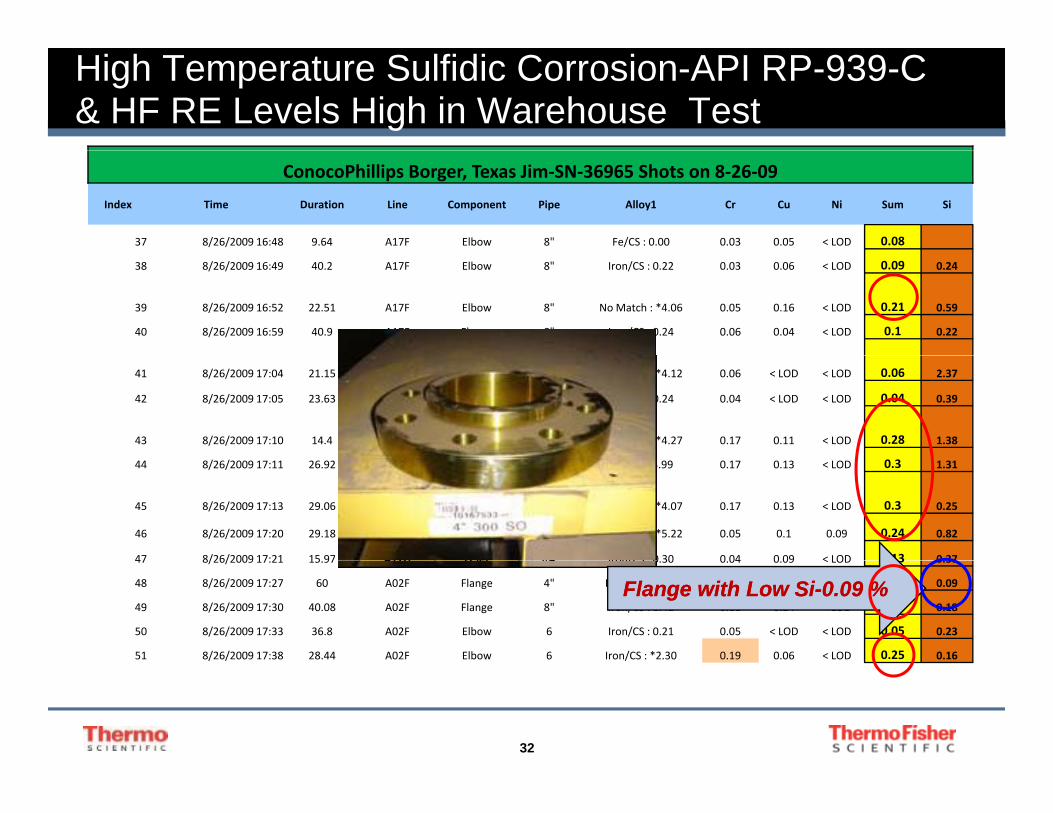
High Temperature Sulfidic Corrosion-API RP-939-C& HF RE Levels High in Warehouse Test
ConocoPhillips Borger, Texas Jim‐SN‐36965 Shots on 8‐26‐09
Index Time Duration Line Component Pipe Alloy1 Cr Cu Ni Sum Si
37 8/26/2009 16:48 9.64 A17F Elbow 8" Fe/CS : 0.00 0.03 0.05 < LOD 0.08
38 8/26/2009 16:49 40.2 A17F Elbow 8" Iron/CS : 0.22 0.03 0.06 < LOD 0.09 0.24
39 8/26/2009 16:52 22.51 A17F Elbow 8" No Match : *4.06 0.05 0.16 < LOD 0.21 0.59
40 8/26/2009 16:59 40.9 A17F Flange 8" Iron/CS : 0.24 0.06 0.04 < LOD 0.1 0.22
41 8/26/2009 17:04 21.15 A17E Elbow 2" No Match : *4.12 0.06 < LOD < LOD 0.06 2.37
42 8/26/2009 17:05 23.63 A17E Elbow 2" Iron/CS : 0.24 0.04 < LOD < LOD 0.04 0.39
43 8/26/2009 17:10 14.4 A17G O‐let 3/4" No Match : *4.27 0.17 0.11 < LOD 0.28 1.38
44 8/26/2009 17:11 26.92 A17G O‐let 3/4" TS‐O6 : *3.99 0.17 0.13 < LOD 0.3 1.31
45 8/26/2009 17:13 29.06 A17G O‐let 3/4" No Match : *4.07 0.17 0.13 < LOD 0.3 0.25
46 8/26/2009 17:20 29.18 A17G O‐let 3/4" No Match : *5.22 0.05 0.1 0.09 0.24 0.82
47 8/26/2009 17:21 15 97 A17G O‐let 3/4" Iron/CS : 0 30 0 04 0 09 < LOD 0.13 0 3747 8/26/2009 17:21 15.97 A17G O let 3/4 Iron/CS : 0.30 0.04 0.09 < LOD 0.13 0.37
48 8/26/2009 17:27 60 A02F Flange 4" Iron/CS : *2.66 0.17 0.06 < LOD 0.23 0.09
49 8/26/2009 17:30 40.08 A02F Flange 8" Iron/CS : 1.42 0.11 0.24 < LOD 0.35 0.18
50 8/26/2009 17:33 36.8 A02F Elbow 6 Iron/CS : 0.21 0.05 < LOD < LOD 0.05 0.23
51 8/26/2009 17:38 28.44 A02F Elbow 6 Iron/CS : *2.30 0.19 0.06 < LOD 0.25 0.16
Flange with Low SiFlange with Low Si--0.09 %0.09 %
32
Summary of Don’s Test Shots- HF-RE’s
Both in Warehouse and Field Shots: 10 out of
XL3-S #36909
Field Shots: 10 out of 33 Test Shots:
Residuals OK33%33%Residuals High
33%33%RE’s Higher than 0.20%
33

Summery of Jim’s Test Shots in Both HF-RE’s & Crude Unit Low Si
RE’s 33% 33% Higher than 0.2%-(16 out of 44 shots)
Low Si – Only ~3% Only ~3% Lower than 0.10%- (1 out of 37 shots)shots)
XL3-S #36965XL3-S #36965
Si OK
Si Low
34

Questions and Discussions
35