02a mma 2008 gb welders.pdftecnica range inverter welding machines very easy to get quality welds!...
TRANSCRIPT

& & RANGERANGE
MMA WELDING
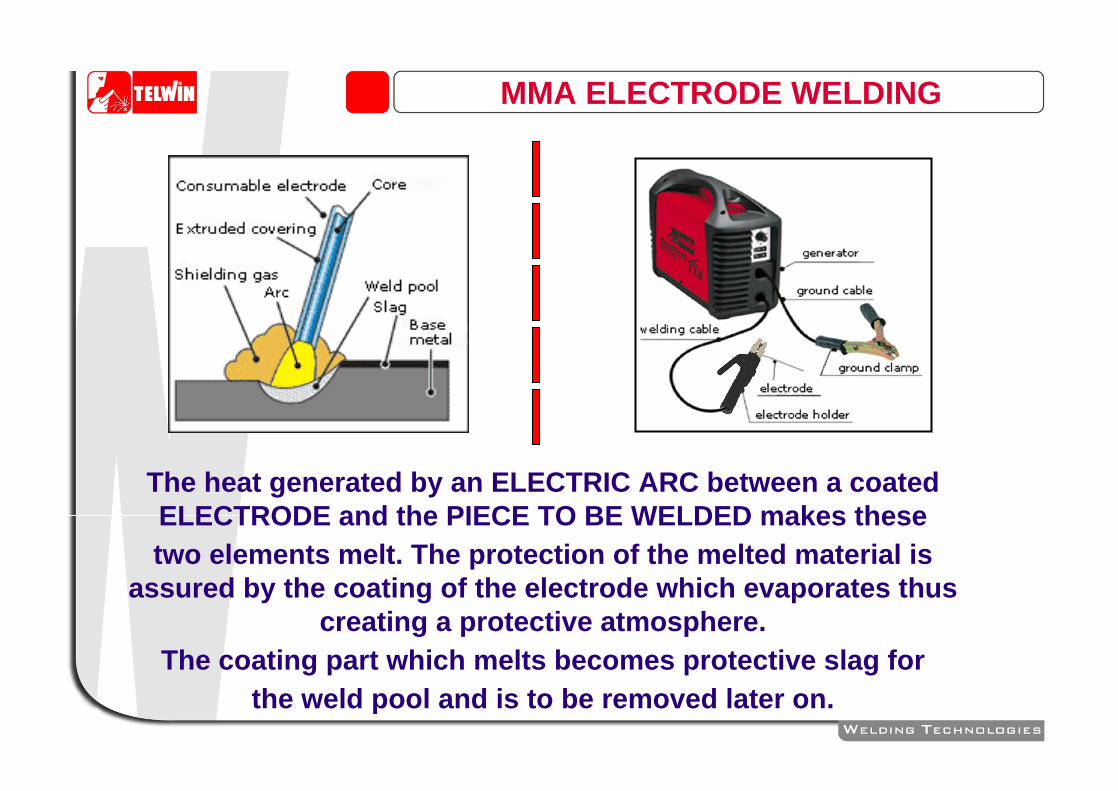
The heat generated by an ELECTRIC ARC between a coated ELECTRODE and the PIECE TO BE WELDED makes these two elements melt. The protection of the melted material is
assured by the coating of the electrode which evaporates thus creating a protective atmosphere.
The coating part which melts becomes protective slag for the weld pool and is to be removed later on.
MMA ELECTRODE WELDING
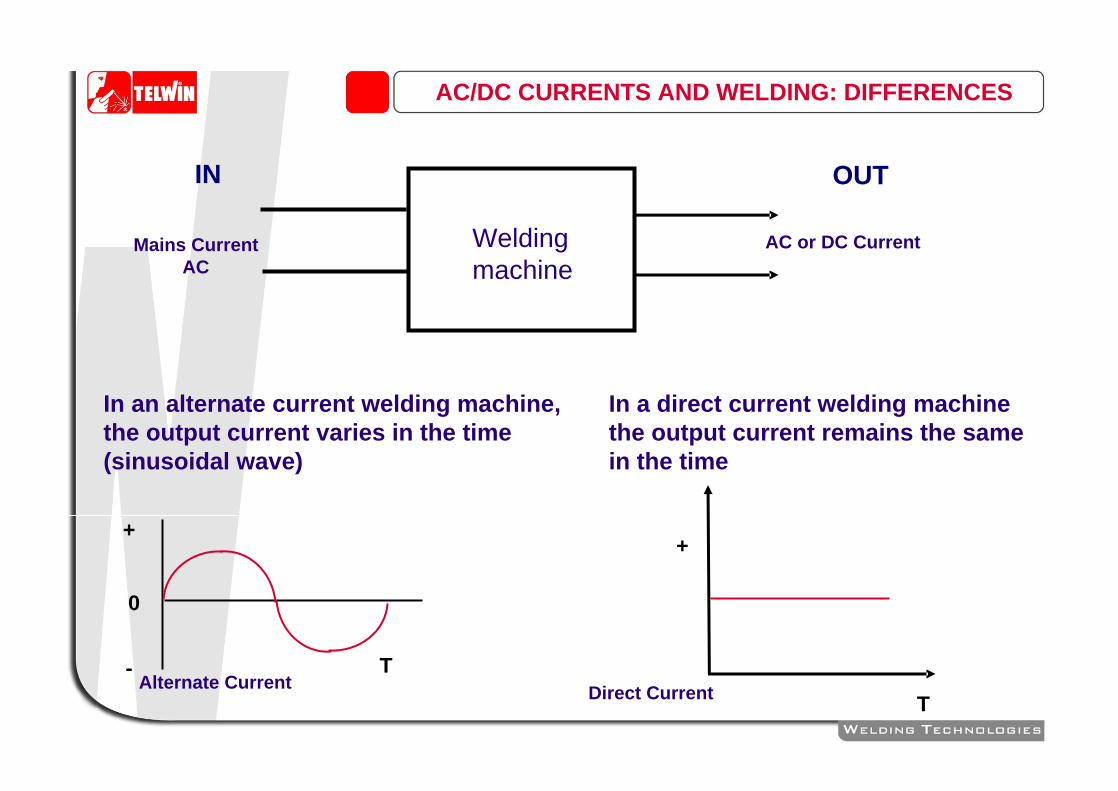
AC/DC CURRENTS AND WELDING: DIFFERENCES
In a direct current welding machine the output current remains the same in the time
In an alternate current welding machine, the output current varies in the time (sinusoidal wave)
Weldingmachine
IN OUT
Mains CurrentAC
AC or DC Current
T
+
-
0
Alternate Current Direct Current T
+
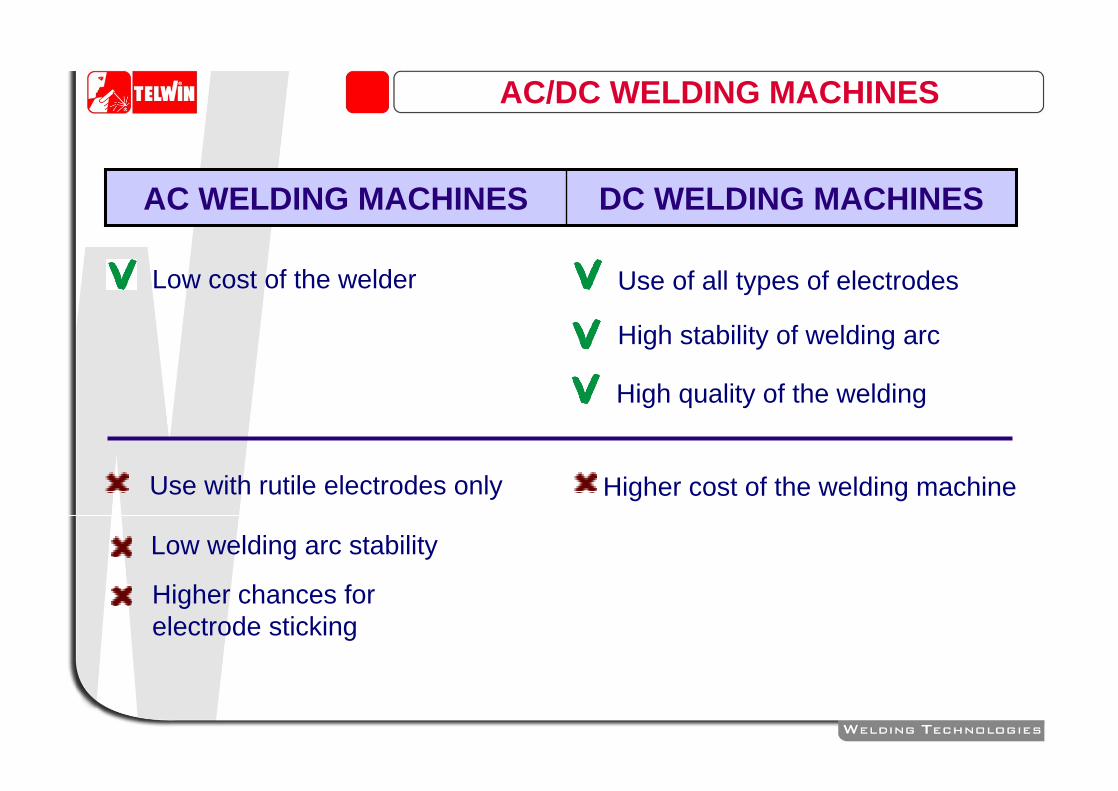
AC/DC WELDING MACHINES
Low cost of the welder
Use with rutile electrodes only
Low welding arc stability
Higher chances forelectrode sticking
DC WELDING MACHINESAC WELDING MACHINES
Higher cost of the welding machine
Use of all types of electrodes
High stability of welding arc
High quality of the welding

RUTILE, BASIC, CELLULOSIC ELECTRODES
- Welding in all positions- Pipes or whenever a return from the back is possible
- DC power sources with high no-load voltage are necessary- Irregolar seam- High hidrogen generation
- High penetration- Good workability- Reduced slag
Cellulosic
- Welding in all positions, evenat high thickness- High deposit rates- High mechanical quality welds, even with material containigimpurities
- Difficult strike- Low stability arc- DC power source- Difficult storage
- VISCOUS pool: allows for a good weldin any position- Excellent material purifier-Very low hidrogengeneration
Basic
- Horrizontal, vertical and filletwelding for low thickness-Welds with good appearancebut only passable mechanicalproperties(good strength butrisk of cracks )
- Fluid pool- Poor cleaning effect- High hydrogen generation
- Easy strike- Stable arc- Easy storage- AC and DC power source- Low cost
Rutile
APPLICATIONSDISADVANTAGESADVANTAGESELECTRODES
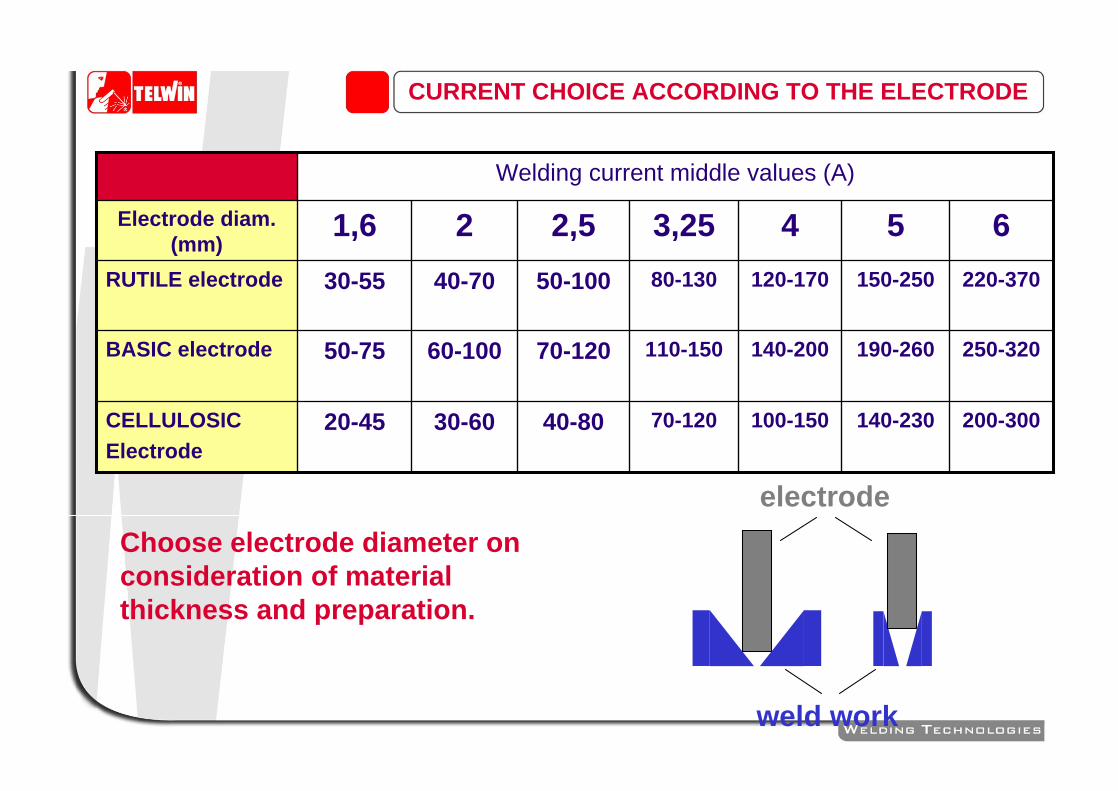
CURRENT CHOICE ACCORDING TO THE ELECTRODE
140-230
190-260
150-250
5
100-150
140-200
120-170
4
70-120
110-150
80-130
3,25
40-80
70-120
50-100
2,5
30-60
60-100
40-70
2
20-45
50-75
30-55
1,6
200-300CELLULOSIC Electrode
250-320BASIC electrode
220-370RUTILE electrode
6Electrode diam. (mm)
Welding current middle values (A)
Choose electrode diameter onconsideration of material thickness and preparation.
weld work
electrode
DUTY CYCLE: WHAT IS IT ?
STOP
0 6 10
100A @ 60%
Min.
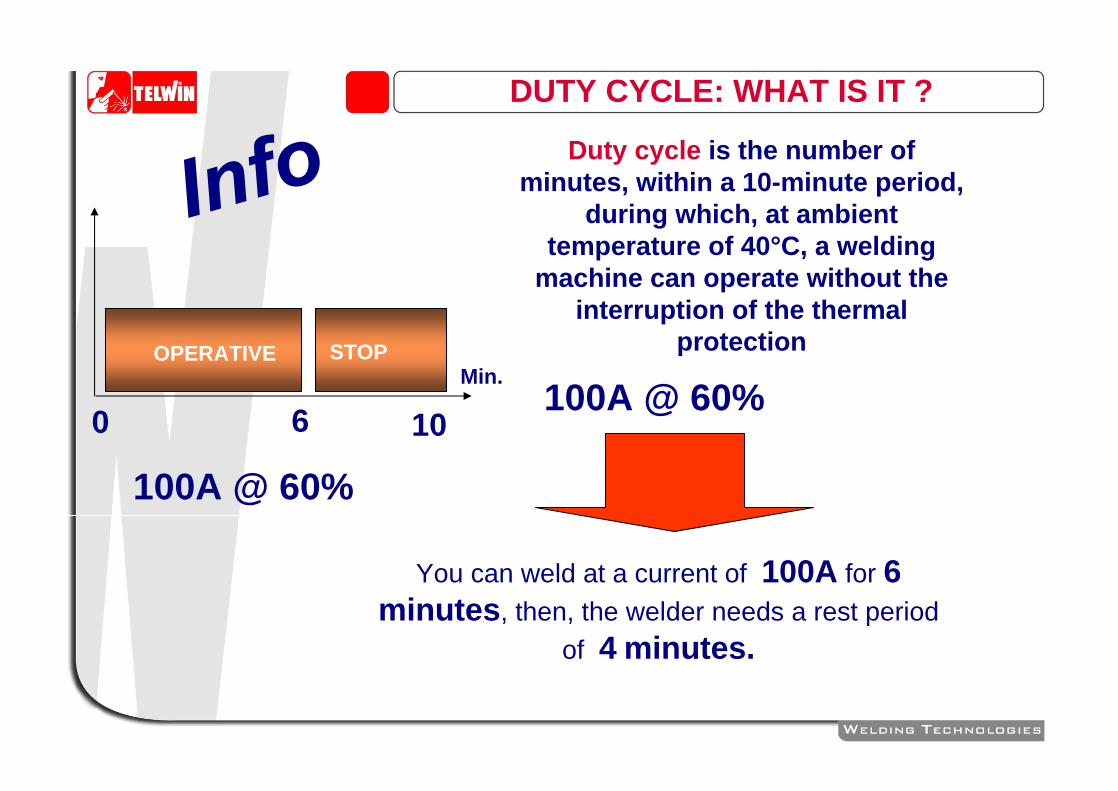
Duty cycle is the number ofminutes, within a 10-minute period,
during which, at ambient temperature of 40°C, a welding
machine can operate without the interruption of the thermal
protection
You can weld at a current of 100A for 6 minutes, then, the welder needs a rest period
of 4 minutes.
100A @ 60%OPERATIVE STOP

DUTY CYCLE
The cold start of the welding machine, at the beginning, allows for a higher duty cycle at the max. current - the correct functioning is safeguarded
On the run, the performances stabilize to the values declared on the data sheet
CURRENTS & DUTY CYCLE: NORMS
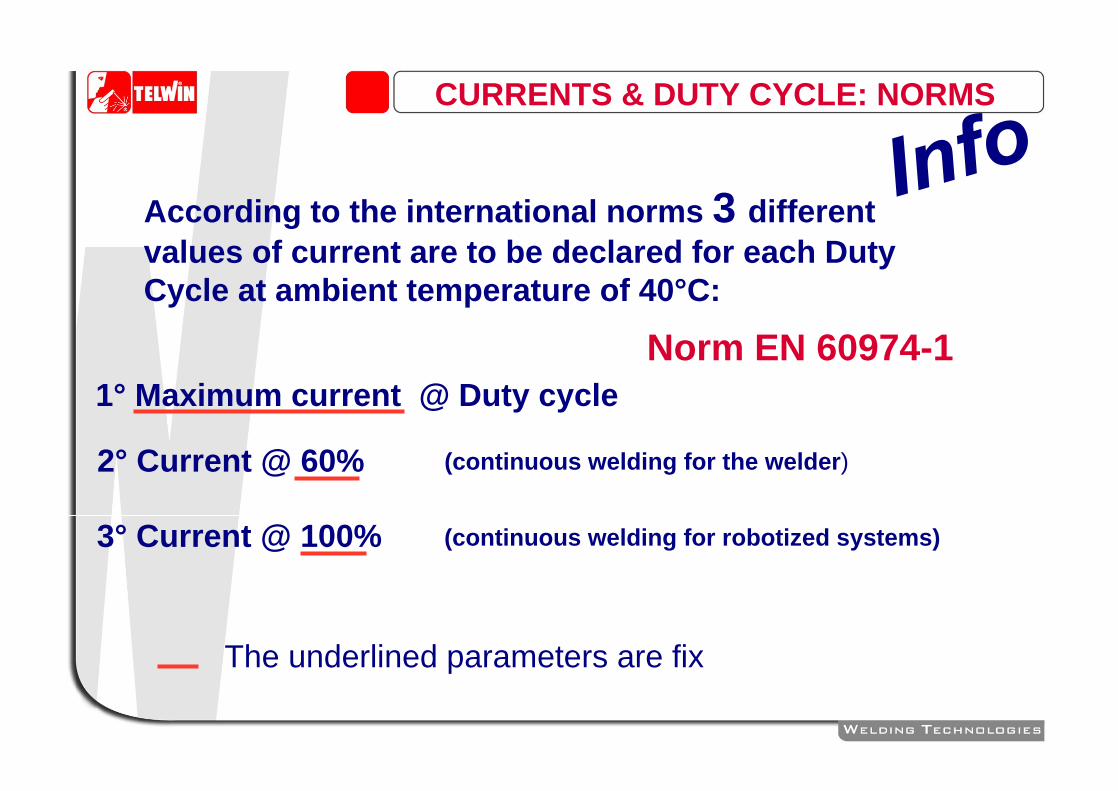
1° Maximum current @ Duty cycle
2° Current @ 60%
3° Current @ 100%
Norm EN 60974-1
(continuous welding for the welder)
(continuous welding for robotized systems)
The underlined parameters are fix
According to the international norms 3 different values of current are to be declared for each Duty Cycle at ambient temperature of 40°C:
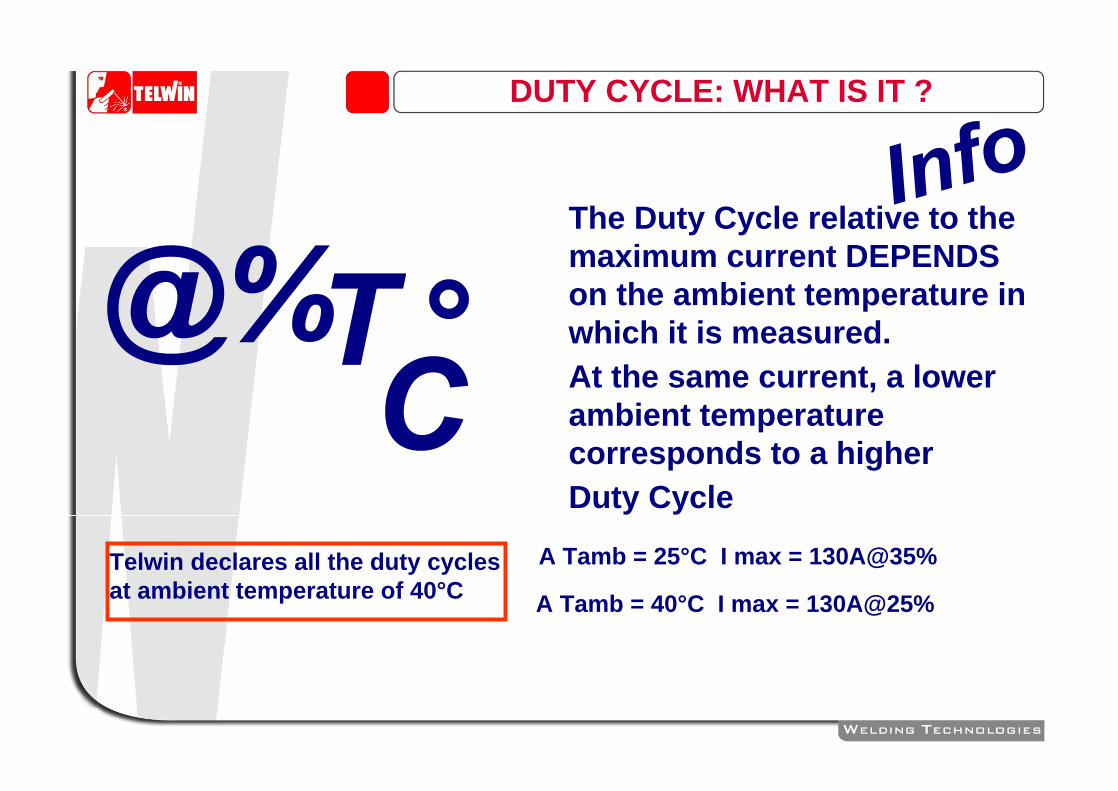
Telwin declares all the duty cyclesat ambient temperature of 40°C
A Tamb = 25°C I max = 130A@35%
A Tamb = 40°C I max = 130A@25%
The Duty Cycle relative to the maximum current DEPENDS on the ambient temperature in which it is measured.At the same current, a lower ambient temperature corresponds to a higherDuty Cycle
DUTY CYCLE: WHAT IS IT ?

MMA ELECTRODE WELDING MACHINES
Traditional welding machines
Inverter welding machines
mod. Futura, Pratica, Utility,Nordica, Moderna, Nordika, Artika, Quality, Eurarc, Linear, Etronithy
mod. Tecnica, TechnologySuperior, Motoinverter
TRADITIONAL MMA ELECTRODE WELDING MACHINES
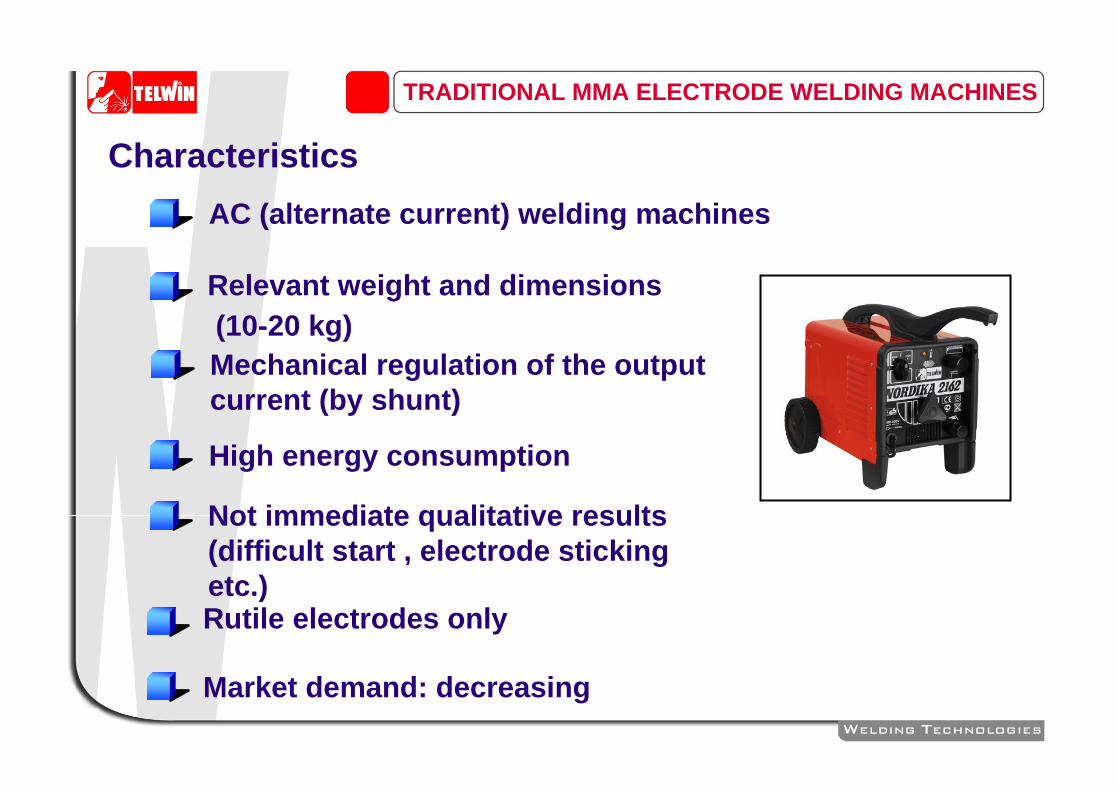
AC (alternate current) welding machines
Relevant weight and dimensions(10-20 kg)Mechanical regulation of the output current (by shunt)
High energy consumption
Not immediate qualitative results (difficult start , electrode sticking etc.)
Characteristics
Rutile electrodes only
Market demand: decreasing
DC (direct current) welding machinesGreat power, low energy consumptionHigh stability of welding current (electronic regulation)Compact, handy, light (2-5 kg)Use of different types of electrodes(rutile, basic, stainless steel, cast iron)High welding qualityMarket demand: strongly increasing
Characteristics:
INVERTER MMA ELECTRODE WELDING MACHINES
ARC-FORCE
HOT START
ANTI-STICK
EASY &
FLEXIBLE

Arc force Device to facilitate the drop transfer of the melted material from electrode to material being welded and thus avoid the turning off of the arc when there is contact, through the drops, between electrode and melting bath.
Hot start Device to facilitate the striking of the electric arc by supplying over-current at each restart of the welding.
Anti stick Device to turn automatically off the welding generator when the electrode sticks to the material being welded, and to enable its manual removal.
INVERTER MMA ELECTRODE WELDING MACHINES
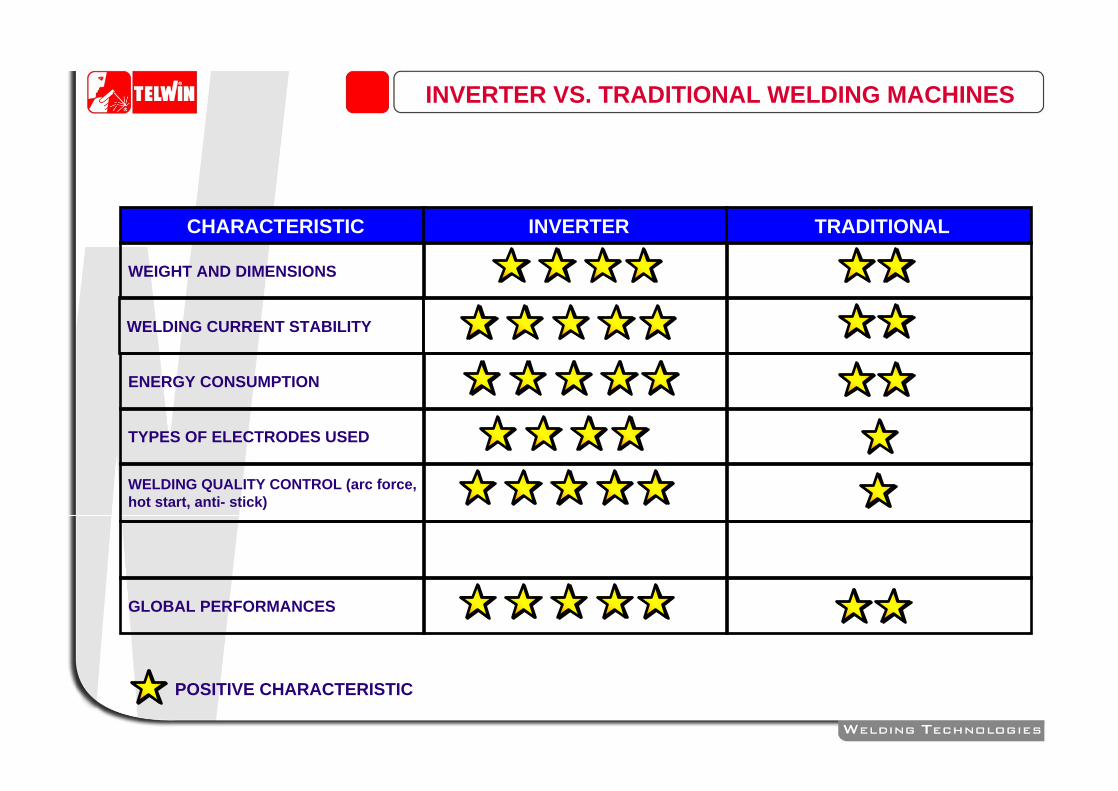
INVERTER VS. TRADITIONAL WELDING MACHINES
CHARACTERISTIC INVERTER TRADITIONAL
WEIGHT AND DIMENSIONS
WELDING CURRENT STABILITY
ENERGY CONSUMPTION
TYPES OF ELECTRODES USED
WELDING QUALITY CONTROL (arc force, hot start, anti- stick)
GLOBAL PERFORMANCES
POSITIVE CHARACTERISTIC
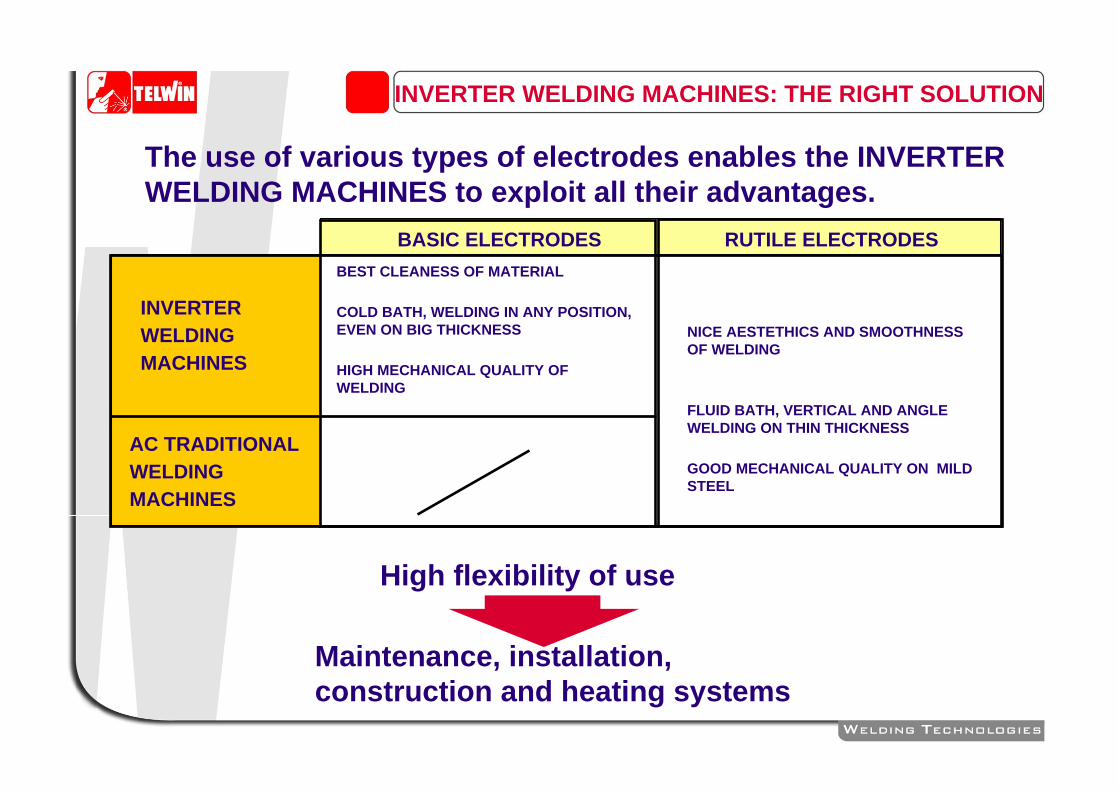
BEST CLEANESS OF MATERIAL
COLD BATH, WELDING IN ANY POSITION, EVEN ON BIG THICKNESS
HIGH MECHANICAL QUALITY OF WELDING
The use of various types of electrodes enables the INVERTER WELDING MACHINES to exploit all their advantages.
RUTILE ELECTRODESBASIC ELECTRODES
INVERTERWELDING MACHINES
AC TRADITIONALWELDING MACHINES
NICE AESTETHICS AND SMOOTHNESS OF WELDING
FLUID BATH, VERTICAL AND ANGLE WELDING ON THIN THICKNESS
GOOD MECHANICAL QUALITY ON MILD STEEL
High flexibility of use
Maintenance, installation, construction and heating systems
INVERTER WELDING MACHINES: THE RIGHT SOLUTION

TRADITIONAL MMA ELECTRODE WELDING MACHINES
WITH ACCESSORIES
RUTILEØ 1,6 3,2
40-130AC230VYESPRATICA 152 T
WITH ACCESSORIES
RUTILEØ 2-4
55-160AC230VYESNORDIKA 164 COPPER
230V
230V
230V
230V
230V
230V
230V
MAINS VOLTAGE
( 1 phV)
From 40-140 to 55-250
From 40-140to 55-160
From 55-160to 70-220
From 40-140to 55-160
From 40-140to 55-160
40-140
55-80
CURRENT RANGE (A)
OPTIONAL WHEELS KIT
RUTILE Ø 1,6 3,2 to 2-5
ACYESNORDIKA 2162, 3200, 3250
WITH ACCESSORIES
RUTILE Ø 1,6 3,2 to 2-4
ACYESNORDIKA1800, 2160
WITH ACCESSORIES
RUTILE Ø 2 4 to 2-5
ACYESNORDICA4.185, 4.220, 4.280
WITH ACCESSORIES
RUTILE Ø 1,6 3,2 to 2-4
ACYESNORDICA4.161, 4.181
WITH ACCESSORIES
RUTILE Ø 1,6 3,2 to 2-4
ACNOMODERNA150, 170
WITH ACCESSORIES
RUTILE Ø 1,6 3,2
AC1600 NO
1650T YESUTILITY 1600, 1650 T
WITH ACCESSORIES
RUTILEØ 2 2,5
ACNOFUTURA 1.140
NOTESELETCTRODES
( mm )OUTPUT
CURRENTFANMODEL

NORDICA 4 & NORDIKA
Series Nordica 4: great performances at low costs
Series Nordika: designed for professional user
Ideal for the wholesalers
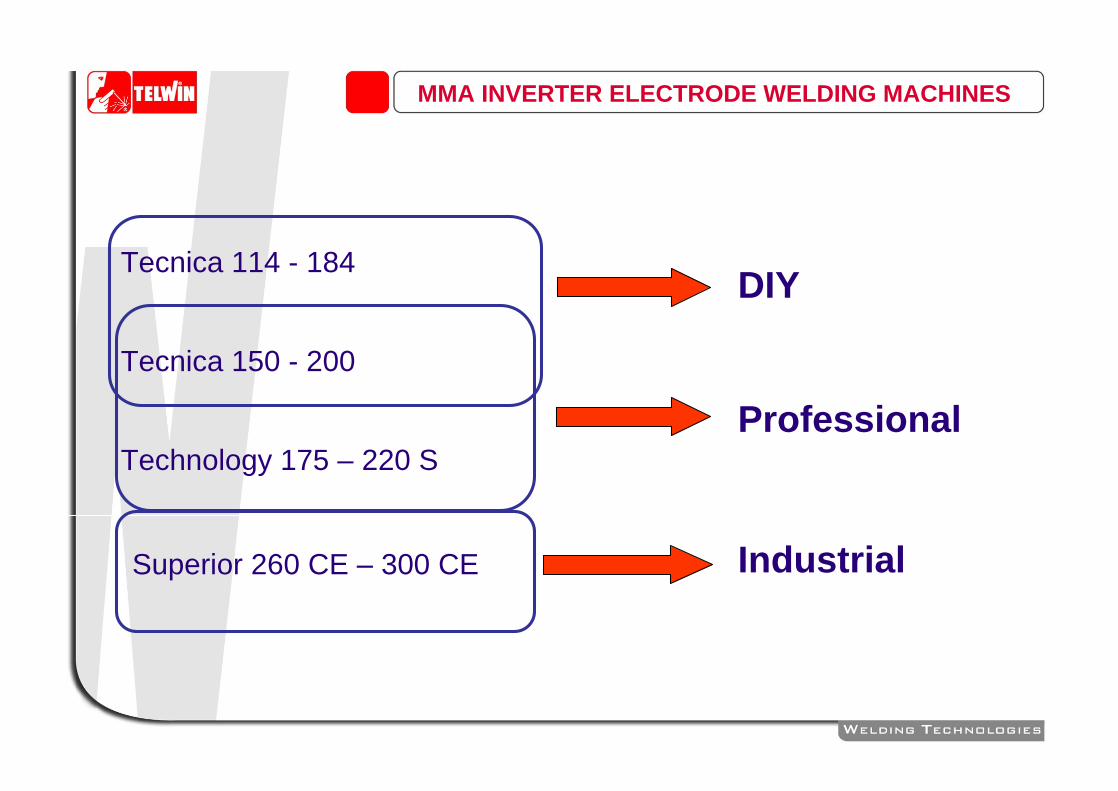
Tecnica 114 - 184
Tecnica 150 - 200
Technology 175 220 S
DIY
Professional
IndustrialSuperior 260 CE 300 CE
MMA INVERTER ELECTRODE WELDING MACHINES

FOR MOTORGENERATORS
ALSO IN CARRY CASE
RUTILE, BASIC, STAINLESS STEEL, CAST IRON
Ø 1,6- 3,2 mm 5-130DC230VYESTECNICA 168 GE
DOUBLE MAINS VOLTAGE
RUTILE, BASIC, STAINLESS STEEL, CAST IRON
Ø 1,6- 3,2 mm
From 5-120to 5-130
DC115V-230VYESTECNICA 162
ALSO IN CARRY CASE
RUTILE, BASIC, STAINLESS STEEL, CAST IRON
Ø 1,6- 3,2 to 1,6- 4 mm
From 5-130to 5-180
DC230VYESTECNICA
150, 170, 200
ALSO IN CARRY CASE
RUTILE, BASIC, STAINLESS STEEL, CAST IRON
Ø 1,6- 2,5 to 1,6- 4 mm
From 5-80to 10-160
DC155-230V
230VYES
TECNICA114, 144, 164, 184
NOTESELECTRODESCURRENT RANGE (A)
OUTPUT CURRENT
MAINS VOLTAGE
( 1ph V )FANMODEL
INVERTER MMA ELECTRODE WELDING MACHINES

TECNICA RANGE INVERTER WELDING MACHINES
Very easy to get quality welds!
Best work-mates for:
Craftsmen
Frame-workersPlumbers
Electricians
BuildersSheet-metal workers
Maintenance workers
SmithsInstallers
Mechanicians
Artists
DIY users
and more...

THE MARKET OF INVERTER WELDING MACHINES
The sales of inverter welding machines are sensibly increasing year by year, while, as a consequence,
the sales of traditional welding machines are decreasing.
InverterInverter
Traditional
Traditional
tt
Q.tyQ.ty
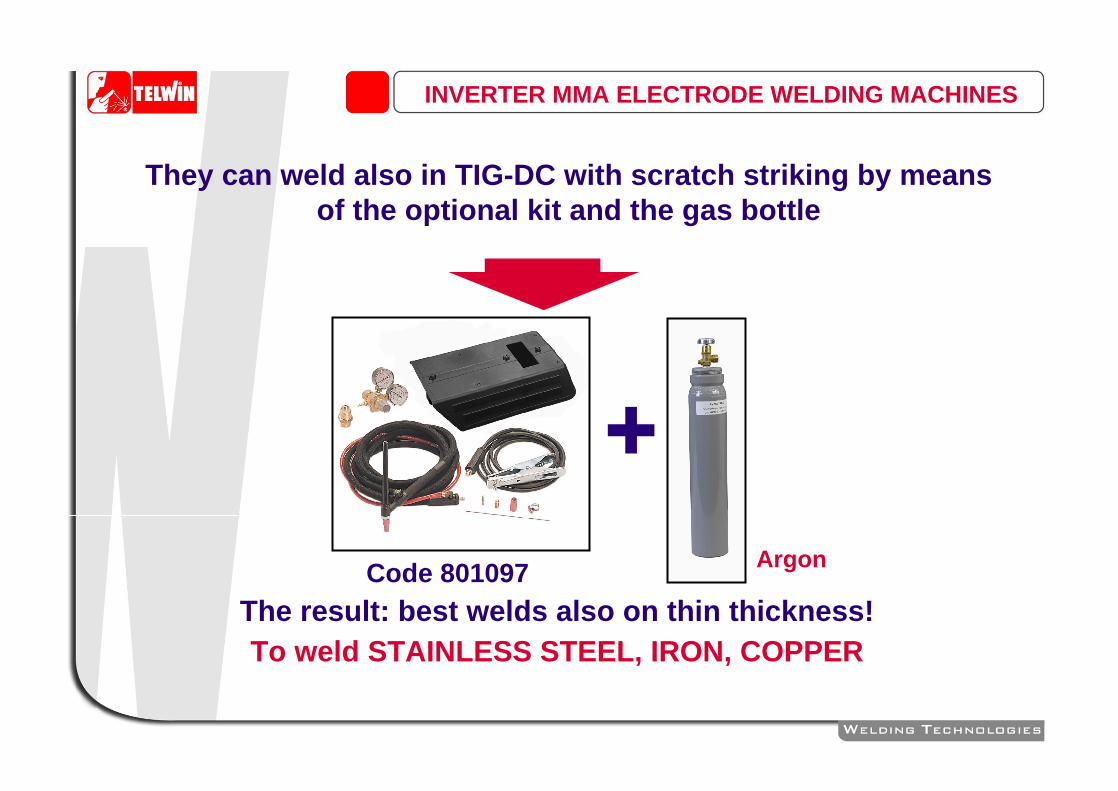
They can weld also in TIG-DC with scratch striking by means of the optional kit and the gas bottle
The result: best welds also on thin thickness!To weld STAINLESS STEEL, IRON, COPPER
ArgonCode 801097
INVERTER MMA ELECTRODE WELDING MACHINES
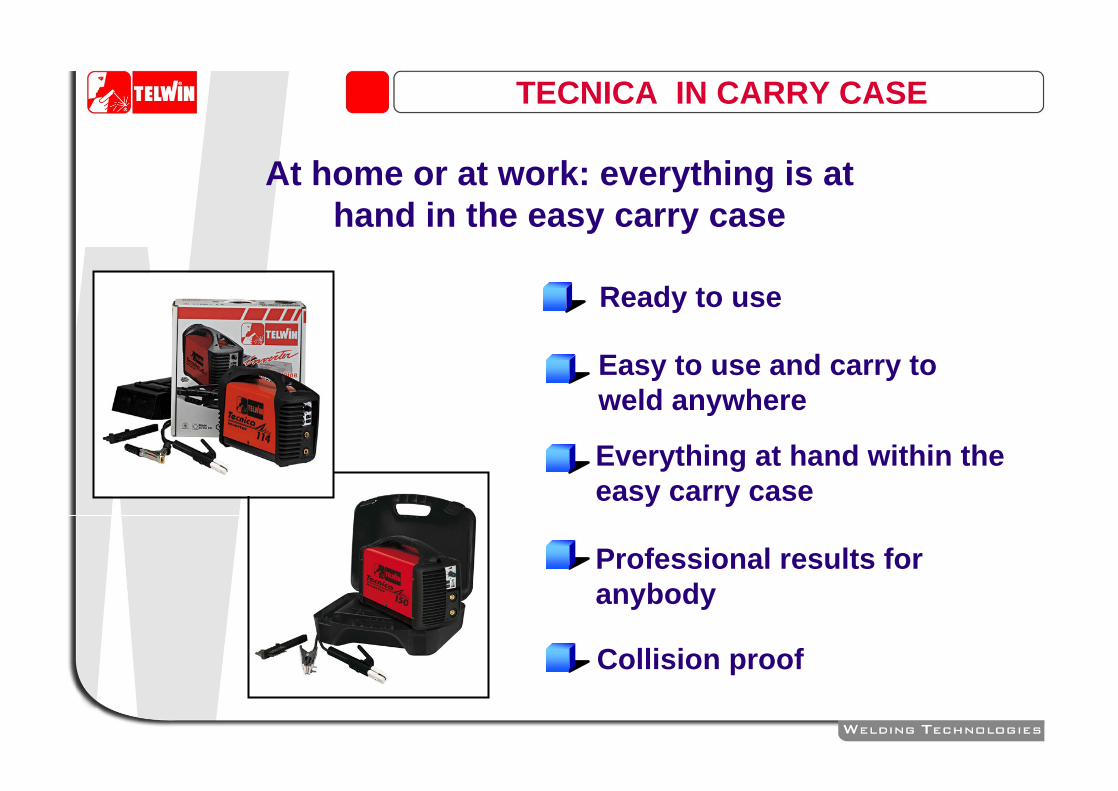
TECNICA IN CARRY CASE
Ready to use
Professional results for anybody
Everything at hand within the easy carry case
At home or at work: everything is at hand in the easy carry case
Easy to use and carry to weld anywhere
Collision proof

TECNICA IN CARDBOARD CARRY CASE
The economic solution to be always
ready to weld!
Tecnica 114

TECNICA IN PLASTIC CARRY CASE
Compact and handy: all you need for welding is
ready!
Tecnica 114, 144, 164, 184
Tecnica 150, 170, 200

CARRY CASES FOR WELDING MACHINES
Cardboard carry case: only Tecnica 114
Plastic carry case: for Tecnica 114, 144, 164, 184, 150, 170, 200, 168 GE
Aluminium carry case: for Technology 175, 210, 220, 188 CE/GE, 228 CE/GE
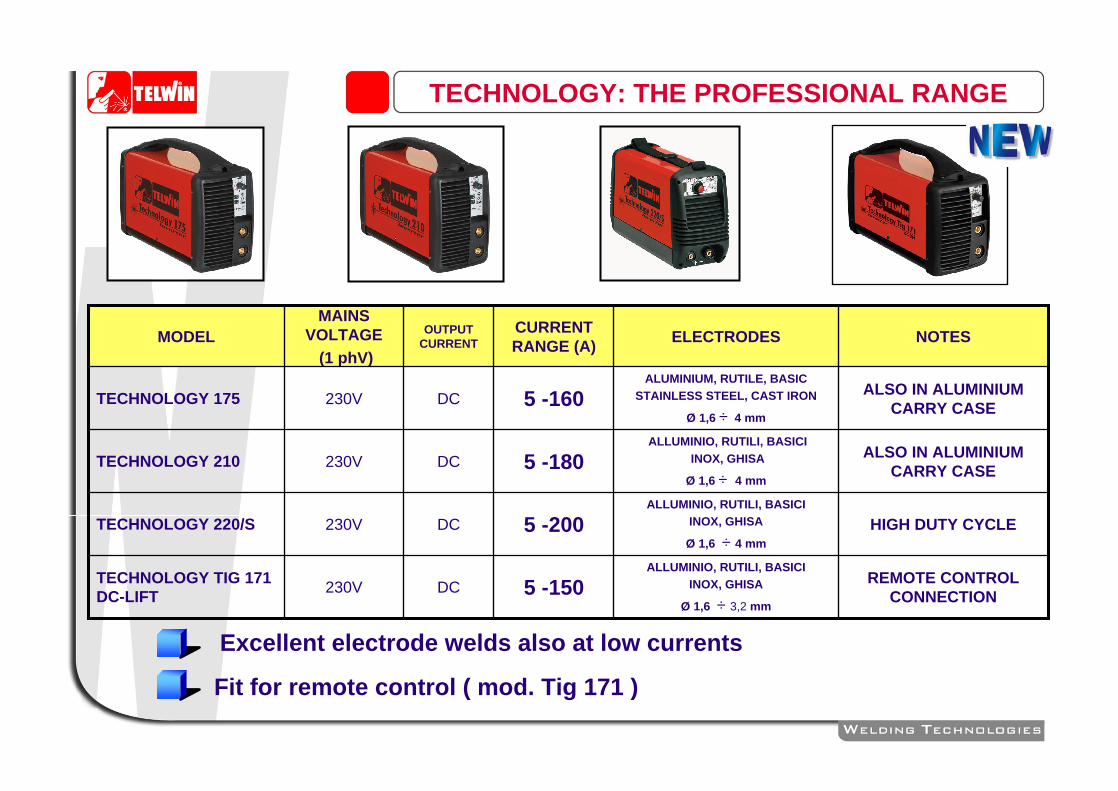
Fit for remote control ( mod. Tig 171 )
TECHNOLOGY: THE PROFESSIONAL RANGE
HIGH DUTY CYCLEALLUMINIO, RUTILI, BASICI
INOX, GHISA
Ø 1,6 ÷ 4 mm5 -200DC230VTECHNOLOGY 220/S
ALSO IN ALUMINIUM CARRY CASE
ALLUMINIO, RUTILI, BASICIINOX, GHISA
Ø 1,6 ÷ 4 mm5 -180DC230VTECHNOLOGY 210
REMOTE CONTROL CONNECTION
ALLUMINIO, RUTILI, BASICIINOX, GHISA
Ø 1,6 ÷ 3,2 mm5 -150DC230V
TECHNOLOGY TIG 171 DC-LIFT
ALSO IN ALUMINIUM CARRY CASE
ALUMINIUM, RUTILE, BASICSTAINLESS STEEL, CAST IRON
Ø 1,6 ÷ 4 mm5 -160DC230VTECHNOLOGY 175
NOTESELECTRODESCURRENT RANGE (A)
OUTPUT CURRENT
MAINS VOLTAGE
(1 phV)MODEL
Excellent electrode welds also at low currents

MOTORGENERATORS & WELDING MACHINES
VOLTAGE VARIATIONS:Motorgenerators can produce sudden variations of the output current. A peculiar circuit present in the models TECNICA 168 GE and TECHNOLOGY 188, 228 CE/GE permits to eliminate these disturbances and therefore stabilize the input voltage.
FILTER
REGULAR REGULAR VOLTAGE VOLTAGE CIRCUITCIRCUIT
IN OUT
OUTPUT FROM OUTPUT FROM MOTOGENERATORMOTOGENERATOR
OUTPUT FROM FILTER OF OUTPUT FROM FILTER OF WELDING MACHINEWELDING MACHINE
tt
VV
tt
VV
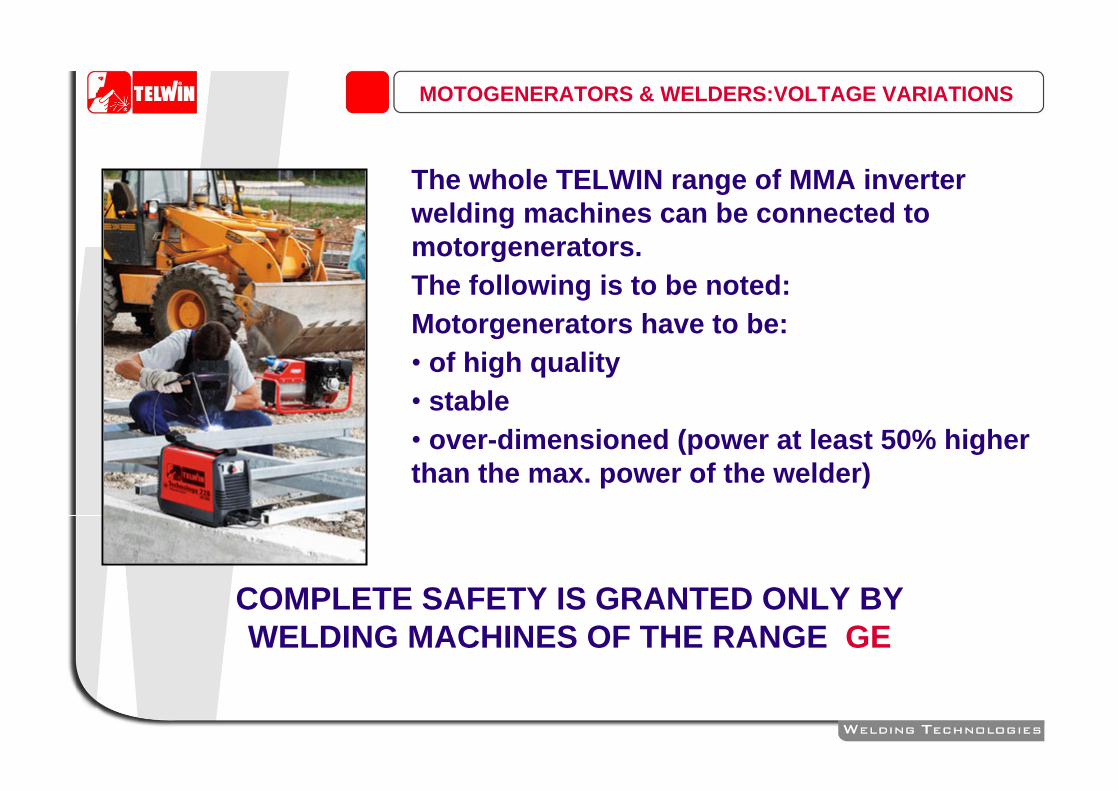
MOTOGENERATORS & WELDERS:VOLTAGE VARIATIONS
The whole TELWIN range of MMA inverter welding machines can be connected to motorgenerators. The following is to be noted:Motorgenerators have to be:
of high quality stable over-dimensioned (power at least 50% higher
than the max. power of the welder)
COMPLETE SAFETY IS GRANTED ONLY BY WELDING MACHINES OF THE RANGE GE

TECNICA, TECHNOLOGY & MOTORGENERATORS
TECNICA 168 GE, TECHNOLOGY 188 CE/GE, TECHNOLOGY 228 CE/GE ARE THE IDEAL SOLUTION FOR MAINTENANCE WORKS AND BUILDING SITES WHERE THE SUPPLY IS GIVEN BY CURRENT POWER GENERATORS
Peculiar Characteristics:
Supply from mains or power generators
Welding current stability despite variations of the input voltage
Input power limit device
ARC FORCE, HOT START, ANTI-STICK
USE OF BASIC, STAILESS STEEL, CAST IRON AND CELLULOSIC (mod. TECHNOLOGY) ELECTRODES
LOW CURRENT ABSORPTION
5 130A
5 150A
5 180A

TECNICA, TECHNOLOGY & MOTORGENERATORS
TECNICA 168 GE, TECHNOLOGY 188 CE/GE e TECHNOLOGY 228 CE/GE can weld also far distant from the power generator
Flexibility of use is granted
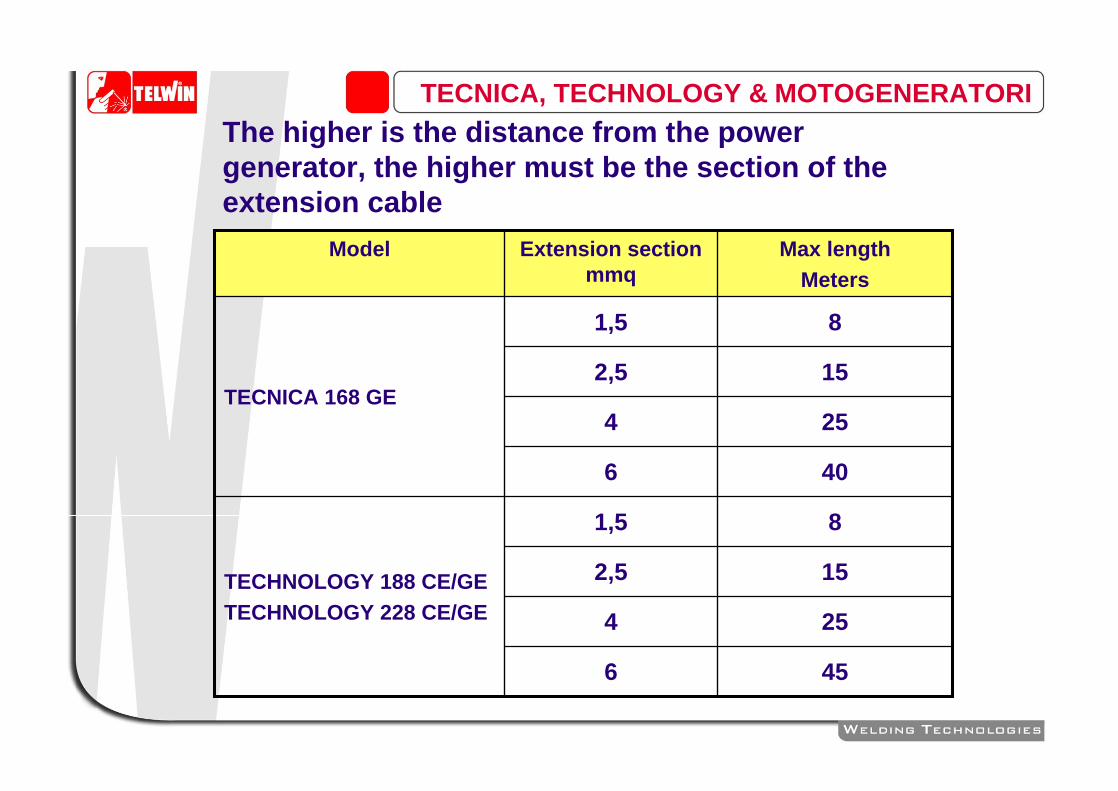
TECNICA, TECHNOLOGY & MOTOGENERATORI
456
254
152,5
81,5
TECHNOLOGY 188 CE/GE TECHNOLOGY 228 CE/GE
406
254
152,5
81,5
TECNICA 168 GE
Max lengthMeters
Extension sectionmmq
Model
The higher is the distance from the power generator, the higher must be the section of the extension cable
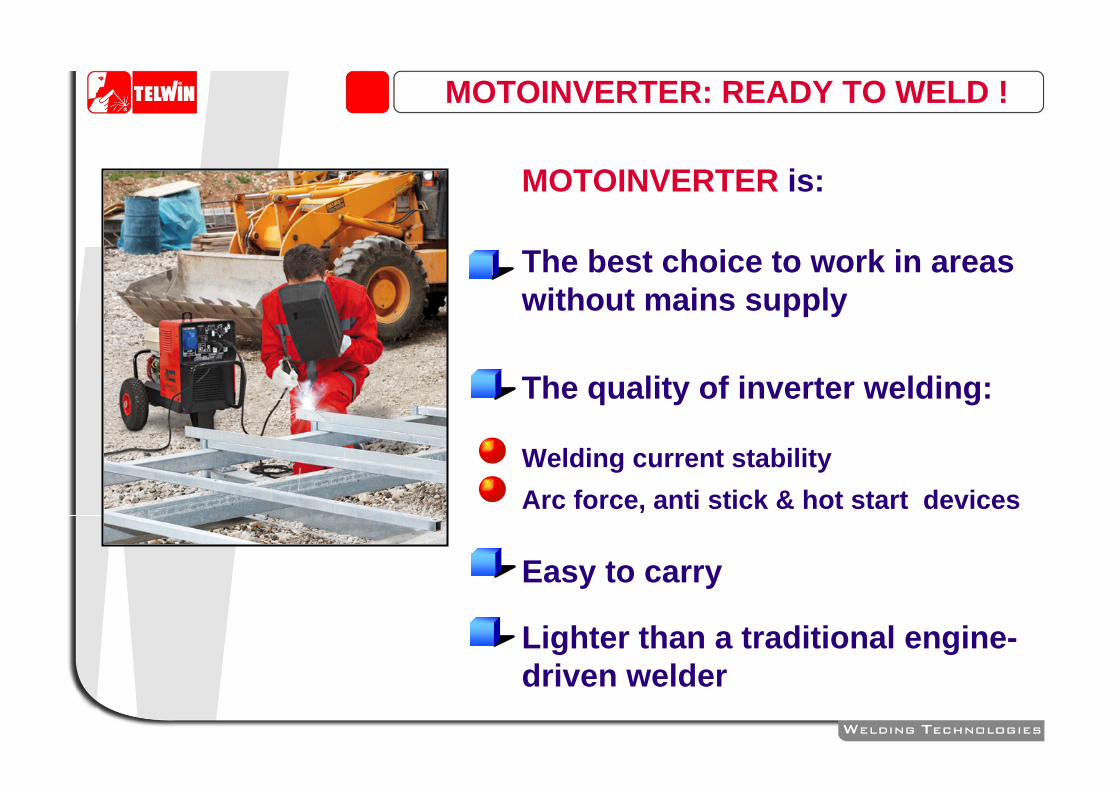
MOTOINVERTER: READY TO WELD !
MOTOINVERTER is:
The best choice to work in areas without mains supply
The quality of inverter welding:
Welding current stability
Arc force, anti stick & hot start devices
Easy to carry
Lighter than a traditional engine-driven welder
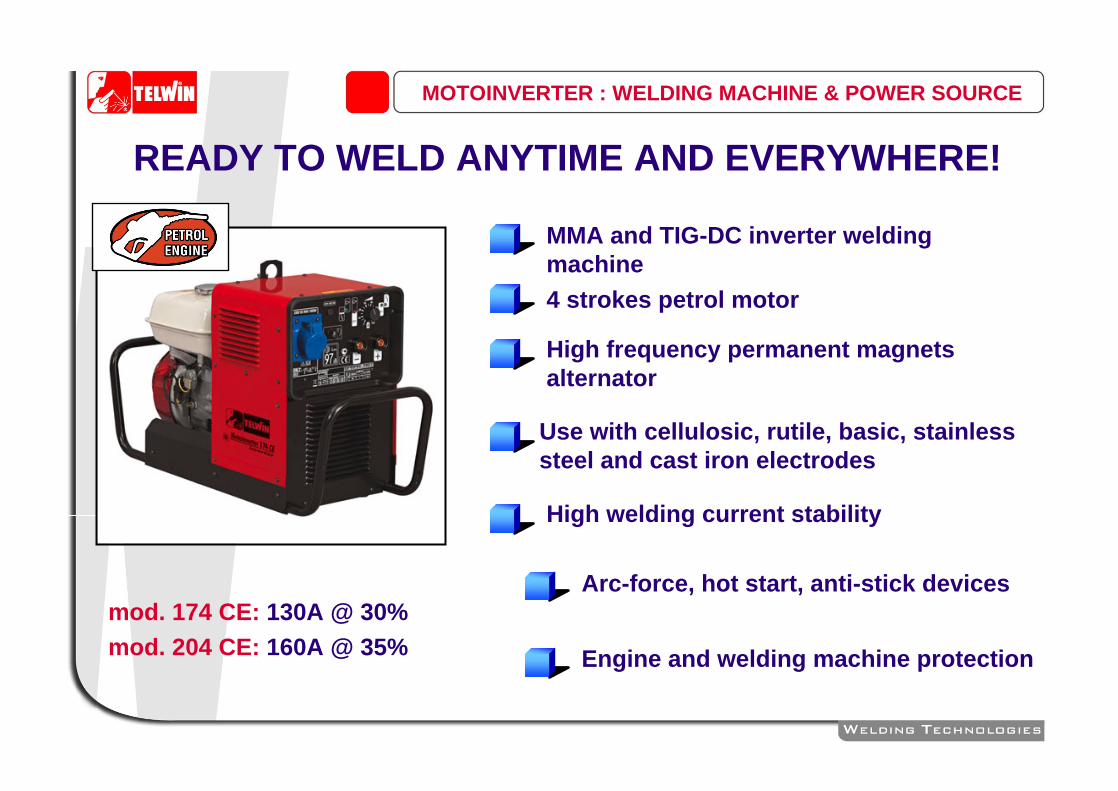
MOTOINVERTER : WELDING MACHINE & POWER SOURCE
READY TO WELD ANYTIME AND EVERYWHERE!
MMA and TIG-DC inverter welding machine4 strokes petrol motor
High frequency permanent magnets alternator
Use with cellulosic, rutile, basic, stainless steel and cast iron electrodes
High welding current stability
Arc-force, hot start, anti-stick devices
Engine and welding machine protection
mod. 174 CE: 130A @ 30%mod. 204 CE: 160A @ 35%
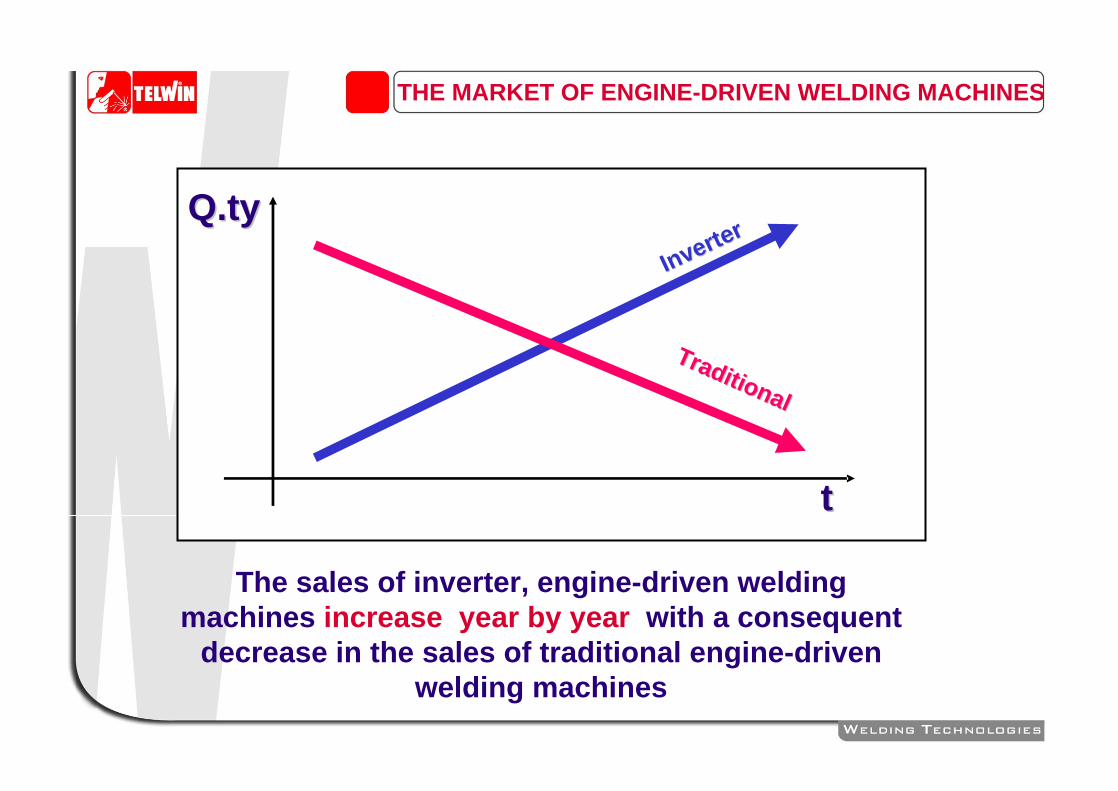
THE MARKET OF ENGINE-DRIVEN WELDING MACHINES
The sales of inverter, engine-driven welding machines increase year by year with a consequent
decrease in the sales of traditional engine-driven welding machines
InverterInverter
Traditional
Traditional
tt
Q.tyQ.ty
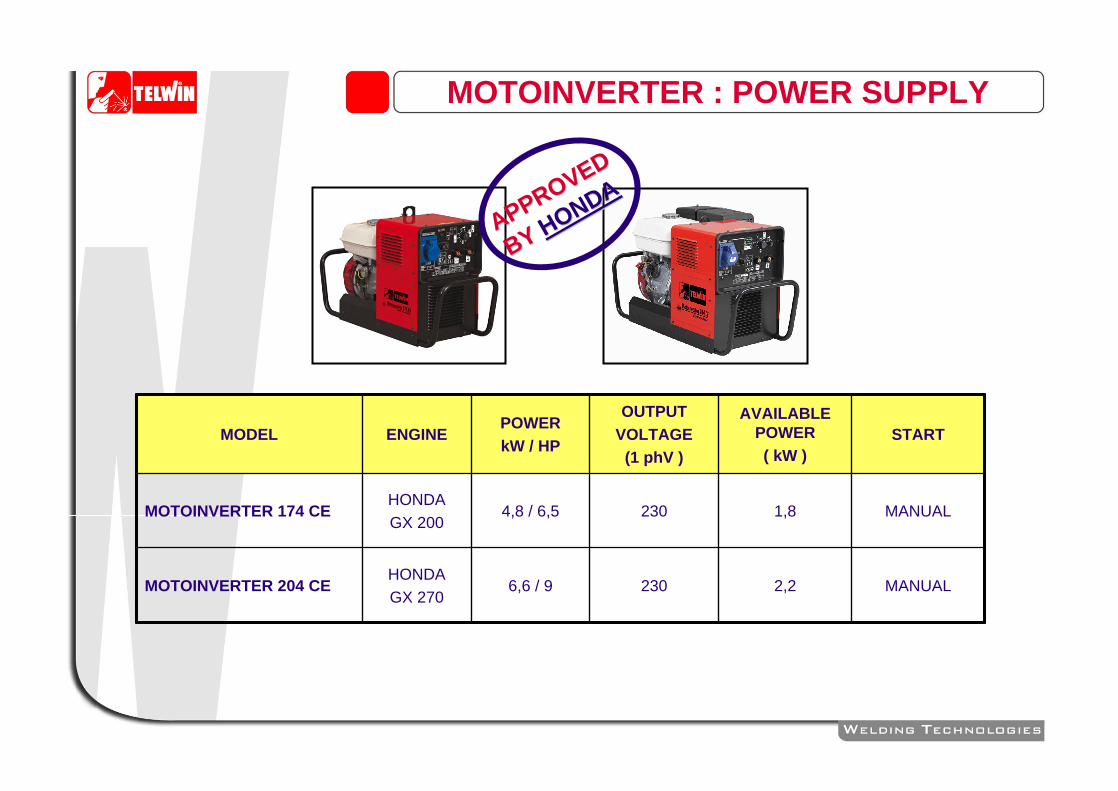
MOTOINVERTER : POWER SUPPLY
2,2
1,8
AVAILABLE POWER( kW )
230
230
OUTPUT VOLTAGE
(1 phV )
MANUAL4,8 / 6,5HONDA GX 200
MOTOINVERTER 174 CE
MANUAL6,6 / 9HONDA GX 270
MOTOINVERTER 204 CE
STARTPOWERkW / HP
ENGINEMODEL
APPROVED
APPROVED
BY BY HONDA
HONDA

HANDY POWER SOURCE TO SUPPLY ELECTRO-TOOLS AND FILAMENT LIGHTNING SYSTEMS (mod. 174 CE: 1,8kW)
For electrical tools with brush motor
Lightning systems with filament lamps
HIGH STABILITY OF OUTPUT CURRENT
(mod. 204 CE: 2,2kW)
MOTOINVERTER : WELDING MACHINE & POWER SOURCE

SUPERIOR: THE PROFESSIONAL RANGE
CELLULOSIC, ALUMINIUM, RUTILE, BASIC, STAINLESS
STEEL, CAST IRON
Ø 1,6 ÷ 6 mm5 ÷ 300DC400VSUPEROR 300 CE
ARC FORCE AND HOT START ADJUSTABLEREMOTE CONTROL
CONNECTIONPOST GAS
REGULATION IN TIG WELDING
CELLULOSIC, ALUMINIUM, RUTILE, BASIC, STAINLESS
STEEL,CAST IRON
Ø 1,6 ÷ 5 mm
5 ÷ 220DC400VSUPEROR 260 CE
NOTESELECTRODESCURRENT RANGE (A)OUTPUT
CURENT
MAINS VOLTAGE
(3phV)MODEL
MMA and TIG-DC welding
Excellent welds with aluminium and cellulosic electrodes
Ideal for demanding works in maintenance, construction and production fields
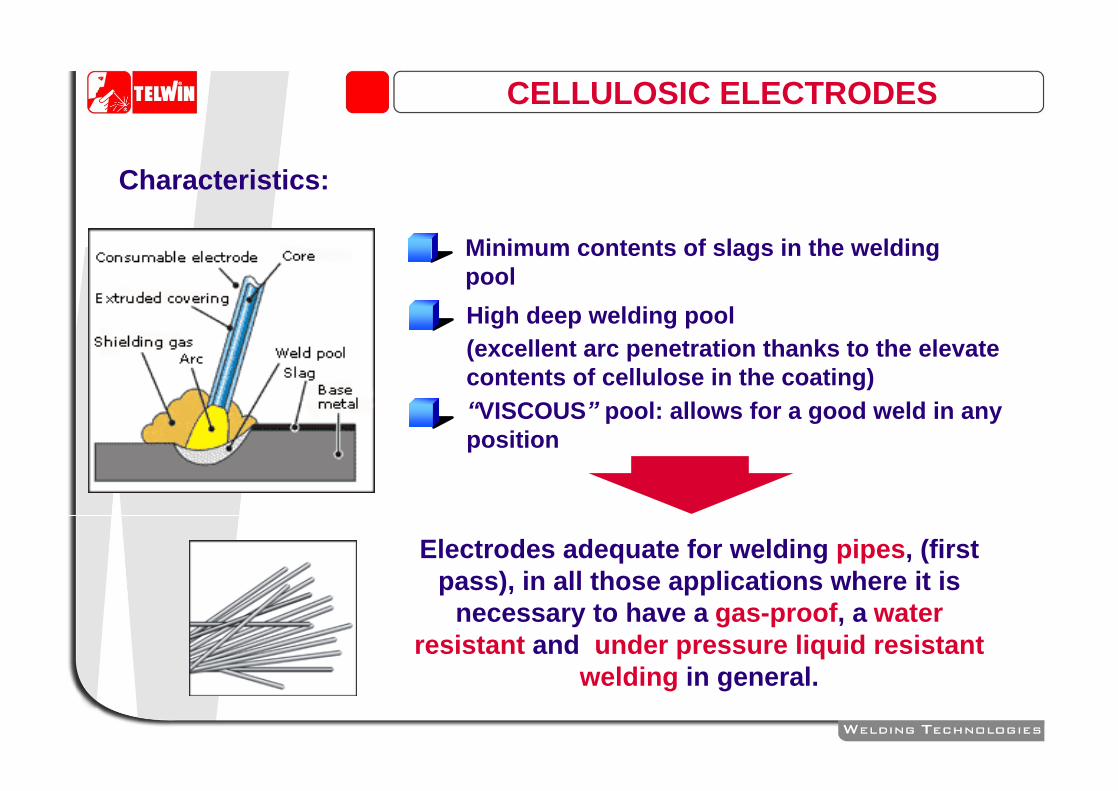
CELLULOSIC ELECTRODES
Characteristics:
Minimum contents of slags in the welding pool
High deep welding pool(excellent arc penetration thanks to the elevate contents of cellulose in the coating) VISCOUS pool: allows for a good weld in any
position
Electrodes adequate for welding pipes, (first pass), in all those applications where it is
necessary to have a gas-proof, a water resistant and under pressure liquid resistant
welding in general.
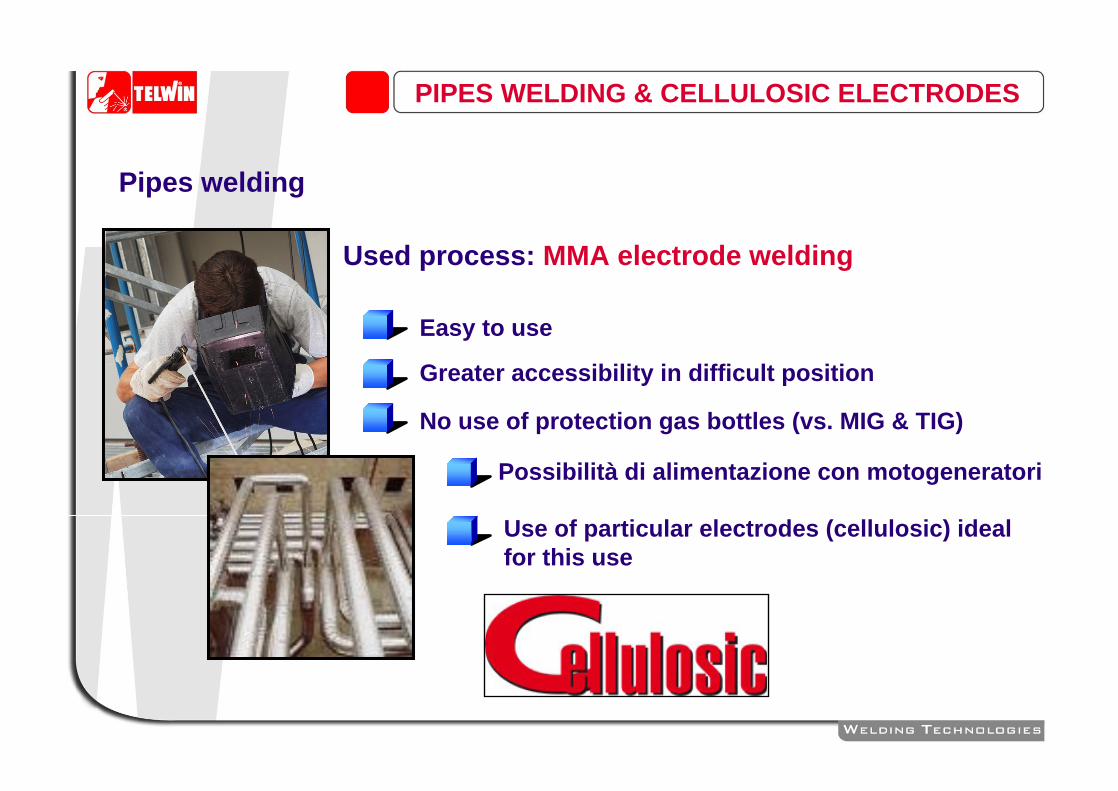
PIPES WELDING & CELLULOSIC ELECTRODES
Pipes welding
Used process: MMA electrode welding
Easy to use
Greater accessibility in difficult position
No use of protection gas bottles (vs. MIG & TIG)
Use of particular electrodes (cellulosic) ideal for this use
Possibilità di alimentazione con motogeneratori
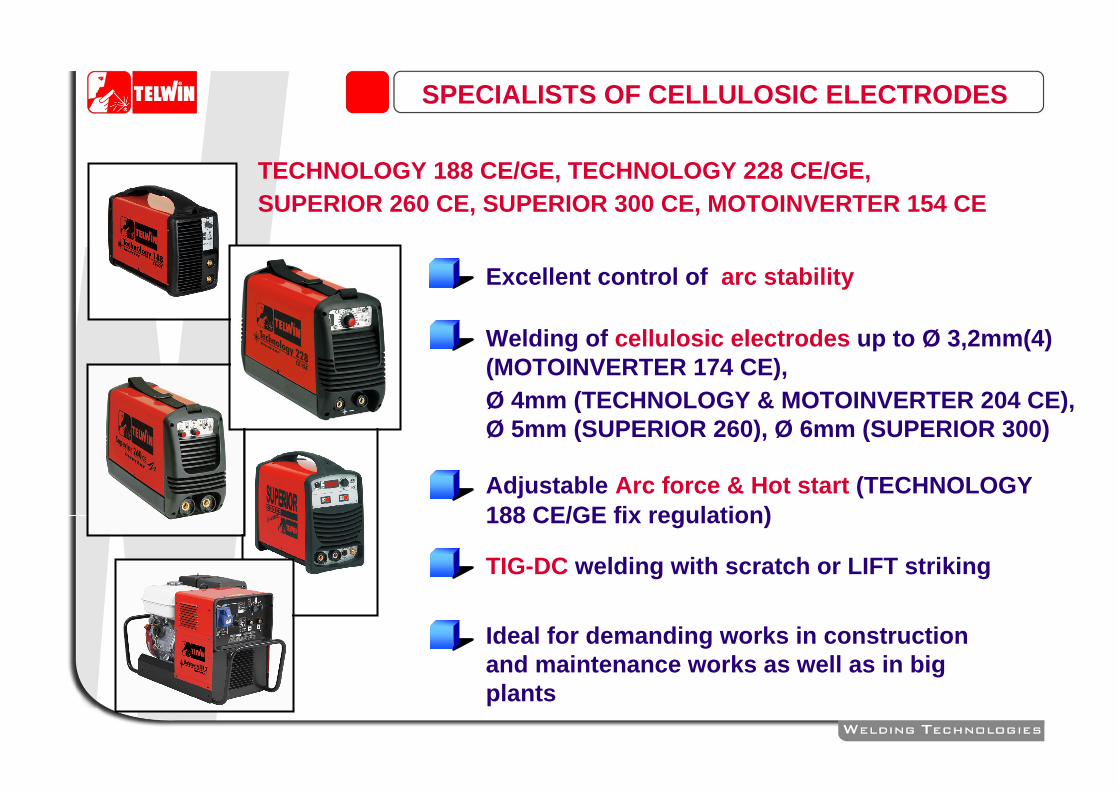
SPECIALISTS OF CELLULOSIC ELECTRODES
TECHNOLOGY 188 CE/GE, TECHNOLOGY 228 CE/GE, SUPERIOR 260 CE, SUPERIOR 300 CE, MOTOINVERTER 154 CE
Excellent control of arc stability
Welding of cellulosic electrodes up to Ø 3,2mm(4) (MOTOINVERTER 174 CE), Ø 4mm (TECHNOLOGY & MOTOINVERTER 204 CE), Ø 5mm (SUPERIOR 260), Ø 6mm (SUPERIOR 300)
Adjustable Arc force & Hot start (TECHNOLOGY 188 CE/GE fix regulation)
TIG-DC welding with scratch or LIFT striking
Ideal for demanding works in construction and maintenance works as well as in big plants

ARTIKA 220, 270, 222, 282
RUTILE ELECTRODESRUTILE ELECTRODES RUTILE & BASIC RUTILE & BASIC ELECTRODESELECTRODES
RUTILE, BASICØ 1,6 ÷ 5 mm
35 ÷ 250AC230-400VARTIKA 282
DOUBLE SECONDARY VOLTAGE OUTPUT
50-70V
RUTILE, BASICØ 2 ÷ 4 mm
55 ÷ 200AC230-400VARTIKA 222
RUTILEØ 2 ÷ 5 mm55 ÷ 250AC230-400VARTIKA 270
RUTILEØ 2 ÷ 4 mm
40 ÷ 200AC230-400VARTIKA 220
NOTESELECTRODESCURRENT RANGE (A)OUTPUT
CURRENT
MAINS VOLTAGE
(1phV)MODEL
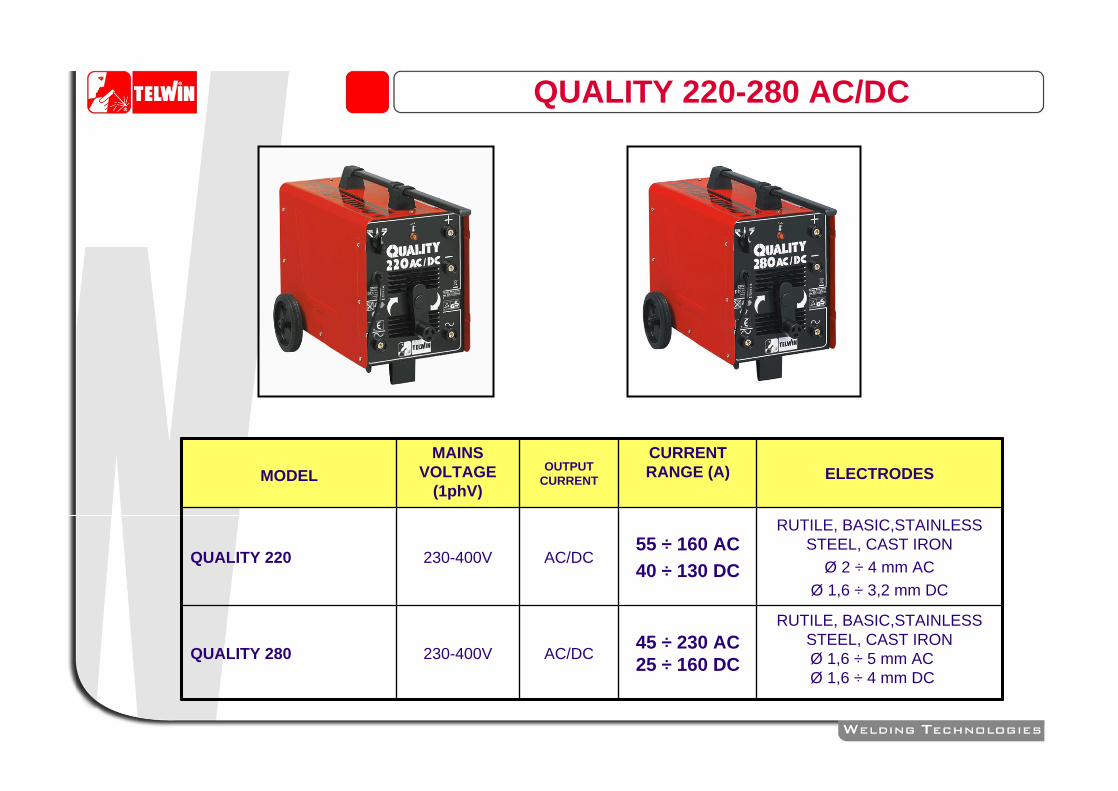
QUALITY 220-280 AC/DC
RUTILE, BASIC,STAINLESS STEEL, CAST IRONØ 1,6 ÷ 5 mm ACØ 1,6 ÷ 4 mm DC
45 ÷ 230 AC25 ÷ 160 DC
AC/DC230-400VQUALITY 280
RUTILE, BASIC,STAINLESS STEEL, CAST IRON
Ø 2 ÷ 4 mm ACØ 1,6 ÷ 3,2 mm DC
55 ÷ 160 AC40 ÷ 130 DC
AC/DC230-400VQUALITY 220
ELECTRODES CURRENT RANGE (A)OUTPUT
CURRENT
MAINS VOLTAGE
(1phV)MODEL
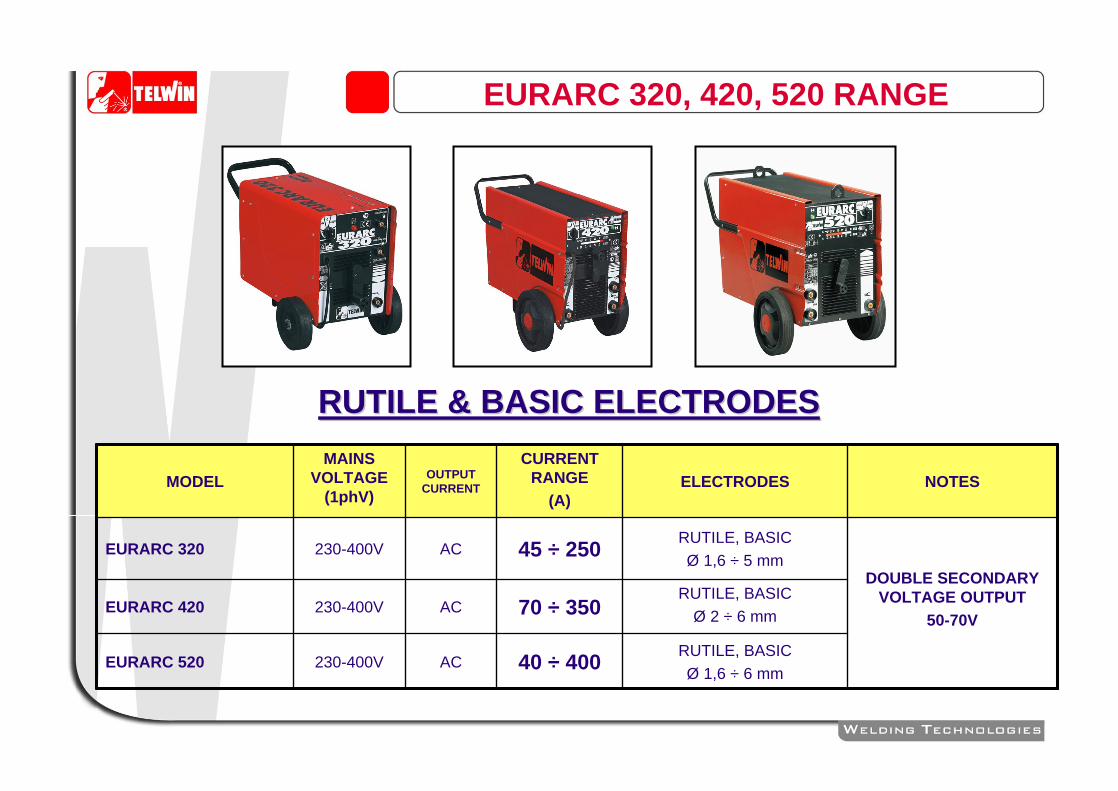
EURARC 320, 420, 520 RANGE
RUTILE, BASICØ 1,6 ÷ 6 mm
40 ÷ 400AC230-400VEURARC 520
RUTILE, BASICØ 2 ÷ 6 mm70 ÷ 350AC230-400VEURARC 420
DOUBLE SECONDARY VOLTAGE OUTPUT
50-70V
RUTILE, BASICØ 1,6 ÷ 5 mm
45 ÷ 250AC230-400VEURARC 320
NOTESELECTRODESCURRENT
RANGE(A)
OUTPUT CURRENT
MAINS VOLTAGE
(1phV)MODEL
RUTILE & BASIC ELECTRODESRUTILE & BASIC ELECTRODES
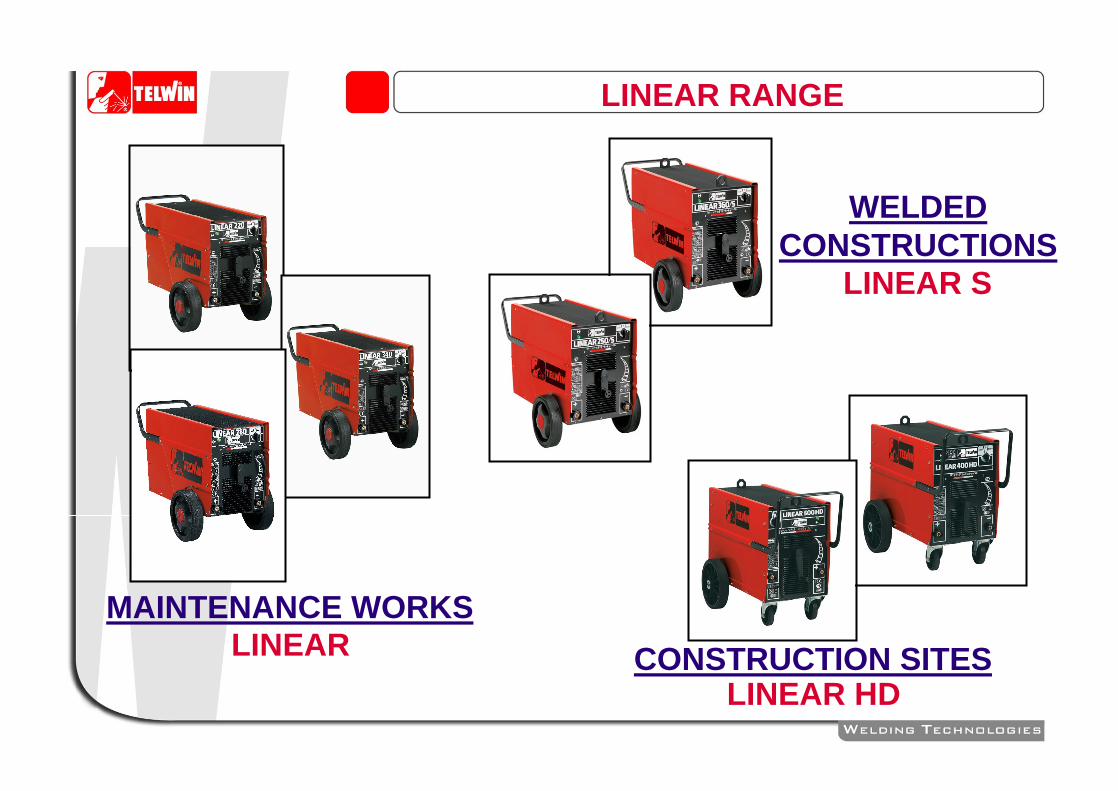
LINEAR RANGE
MAINTENANCE WORKS
WELDED CONSTRUCTIONS
CONSTRUCTION SITES LINEAR
LINEAR S
LINEAR HD

LIFTING RINGSRUTILE, BASIC, STAINLESS STEEL,
CAST IRON, ALUMINIUM
Ø 2 ÷ 6 mm60 ÷ 350DC230-400VLINEAR 360/S
LIFTING RINGSRUTILE, BASIC, STAINLESS STEEL,
CAST IRON, ALUMINIUM
Ø 1,6 ÷ 5 mm50 ÷ 250DC230-400VLINEAR 250/S
RUTILE, BASIC, STAINLESS STEEL, CAST IRON, ALUMINIUM
Ø 2 ÷ 6 mm60 ÷ 320DC230-400VLINEAR 340
LIFTING RINGSRUTILE, BASIC, STAINLESS STEEL, CAST IRON, ALUMINIUM
Ø 2 ÷ 6 mm60 ÷ 360DC230-400VLINEAR 400 HD
SCARFING WITH CARBON ELECTRODES AND COMPRESSED AIR
RUTILE, BASIC, STAINLESS STEEL, CAST IRON, ALUMINIUM
Ø 2 ÷ 8 mm60 ÷ 450DC230-400VLINEAR 500 HD
RUTILE, BASIC, STAINLESS STEEL, CAST IRON, ALUMINIUM
Ø 1,6 ÷ 5 mm
RUTILE, BASIC, STAINLESS STEEL, CAST IRON, ALUMINIUM
Ø 2÷ 4 mm
ELECTRODES NOTES
50 ÷ 260DC230-400VLINEAR 280
40 ÷ 190DC230-400VLINEAR 220
CURRENT RANGE (A)
OUTPUT CURRENT
MAINS VOLTAGE
(3 phV)MODEL
LINEAR RANGE
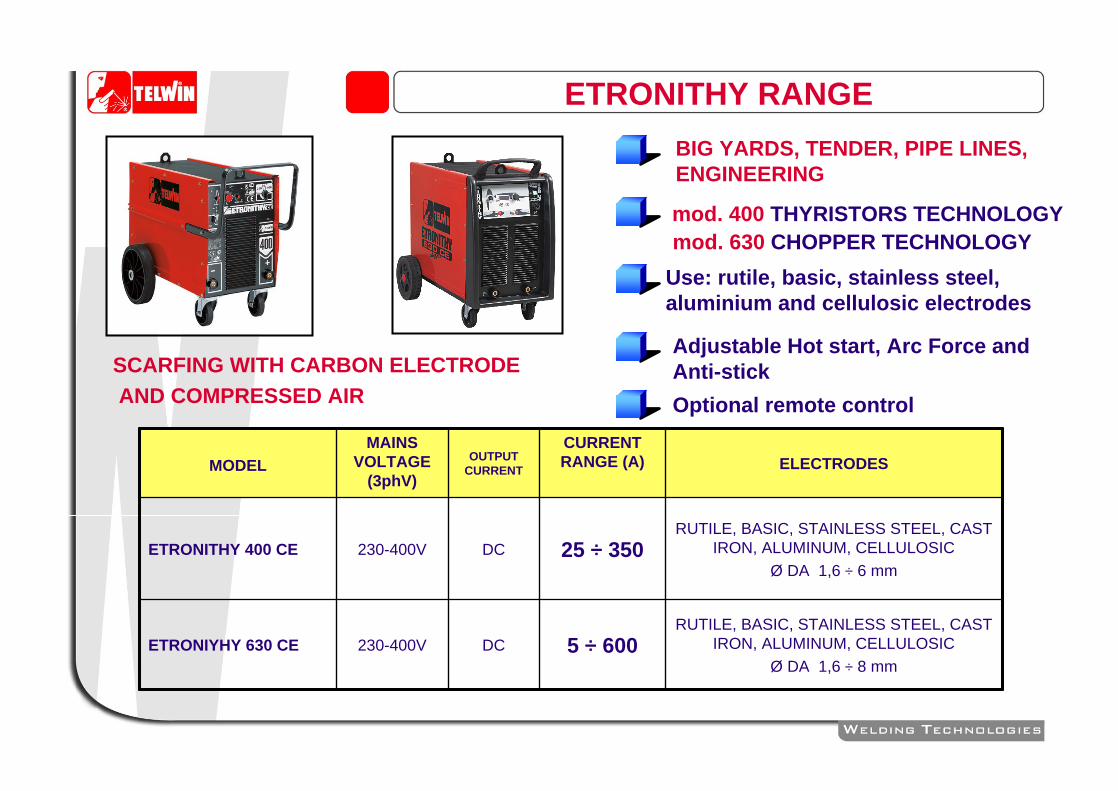
ETRONITHY RANGE
RUTILE, BASIC, STAINLESS STEEL, CAST IRON, ALUMINUM, CELLULOSIC
Ø DA 1,6 ÷ 8 mm5 ÷ 600DC230-400VETRONIYHY 630 CE
RUTILE, BASIC, STAINLESS STEEL, CAST IRON, ALUMINUM, CELLULOSIC
Ø DA 1,6 ÷ 6 mm25 ÷ 350DC230-400VETRONITHY 400 CE
ELECTRODESCURRENT RANGE (A)OUTPUT
CURRENT
MAINS VOLTAGE
(3phV)MODEL
Use: rutile, basic, stainless steel, aluminium and cellulosic electrodes
Adjustable Hot start, Arc Force and Anti-stick
Optional remote control
SCARFING WITH CARBON ELECTRODEAND COMPRESSED AIR
BIG YARDS, TENDER, PIPE LINES, ENGINEERING
mod. 630 CHOPPER TECHNOLOGYmod. 400 THYRISTORS TECHNOLOGY
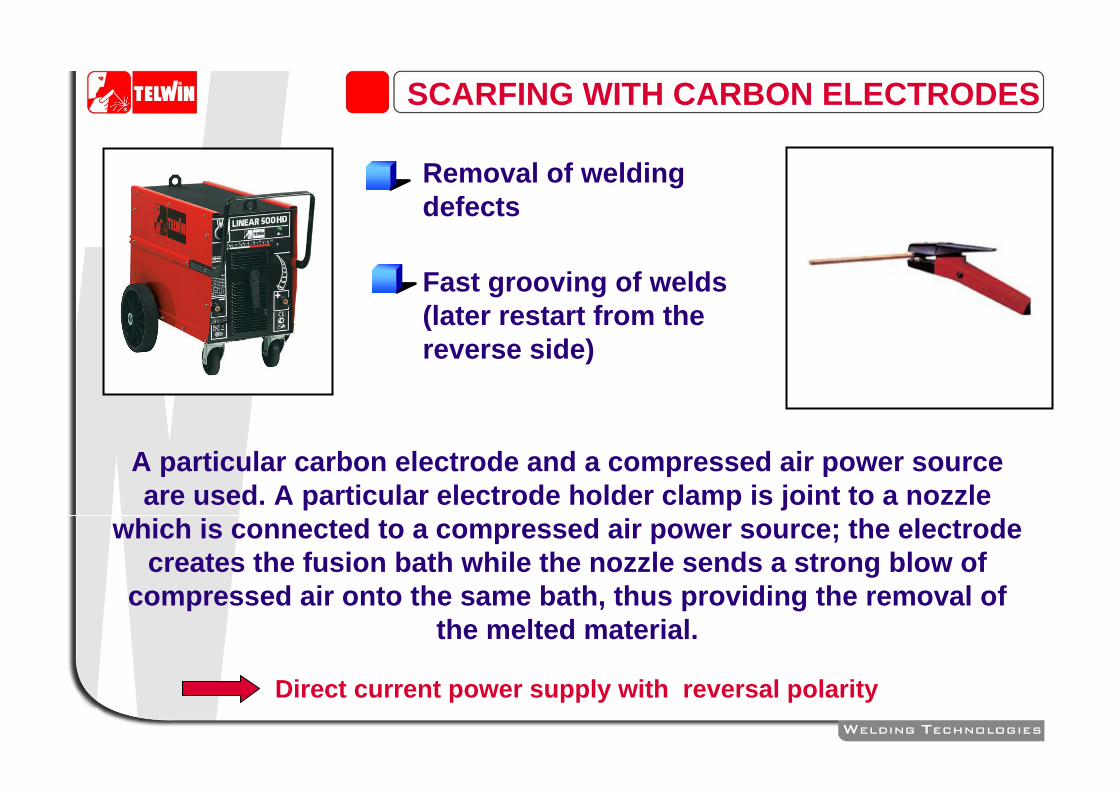
SCARFING WITH CARBON ELECTRODES
Removal of welding defects
Fast grooving of welds (later restart from the reverse side)
A particular carbon electrode and a compressed air power source are used. A particular electrode holder clamp is joint to a nozzle
which is connected to a compressed air power source; the electrode creates the fusion bath while the nozzle sends a strong blow of
compressed air onto the same bath, thus providing the removal ofthe melted material.
Direct current power supply with reversal polarity
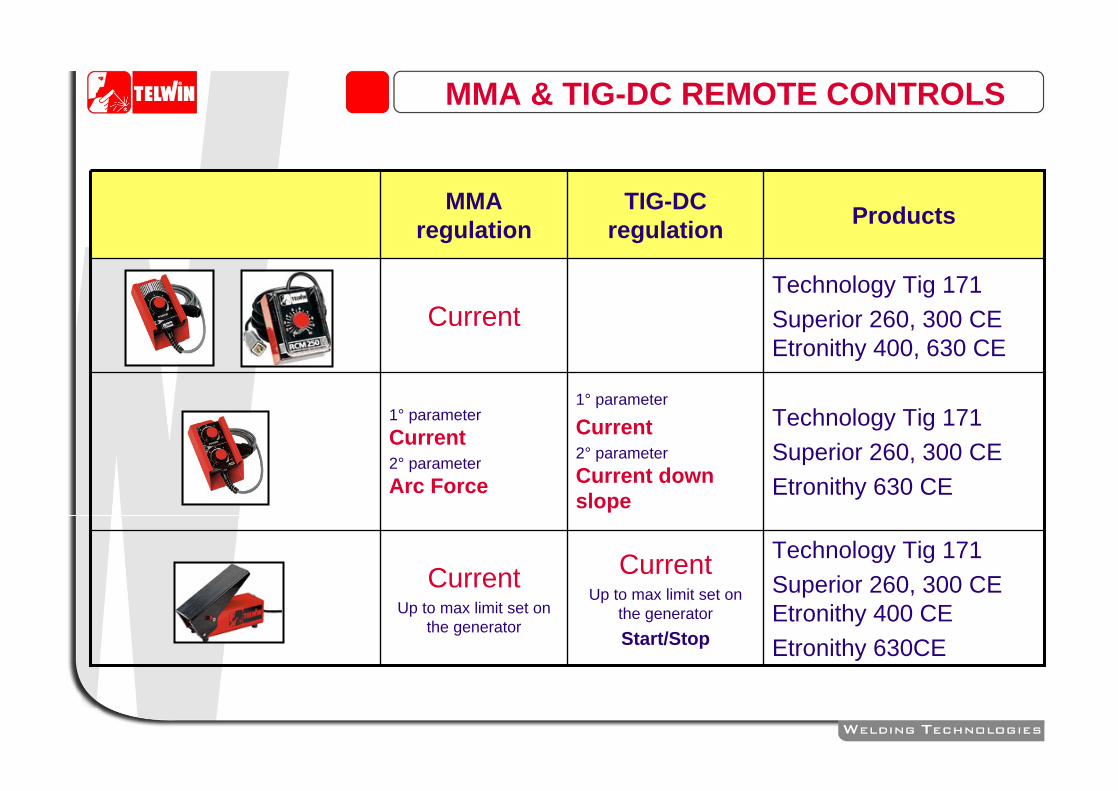
Technology Tig 171Superior 260, 300 CEEtronithy 400 CEEtronithy 630CE
CurrentUp to max limit set on
the generator
Start/Stop
CurrentUp to max limit set on
the generator
Technology Tig 171Superior 260, 300 CEEtronithy 630 CE
1° parameter
Current2° parameter
Current down slope
1° parameter
Current2° parameter
Arc Force
Technology Tig 171Superior 260, 300 CEEtronithy 400, 630 CE
Current
ProductsTIG-DC
regulationMMA
regulation
MMA & TIG-DC REMOTE CONTROLS