0112327.pdf
TRANSCRIPT

7/27/2019 0112327.pdf
http://slidepdf.com/reader/full/0112327pdf 1/6
Abstract — Carbon fabric reinforced epoxy (C-E) composites
filled with different weight proportions of fly ash cenosphere (CSP)
were fabricated by hand lay up technique followed by compression
molding. The solid particle erosion characteristics of the CSP filled
C-E composites have been studied and the experimental results were
compared with those of unfilled C-E composites. For this, an air jet
type erosion test rig and Taguchi orthogonal arrays have been used.
The findings of the experiments indicate that the rate of erosion by
impact of solid erodent was greatly influenced by various controlfactors. The tensile modulus and flexural modulus of cenospheres-
filled C-E composites showed good improvement compared with that
of the unfilled C-E composites. Low density (0.6 g/cm3) and higher
silica content (60%) of cenospheres seems to be the reason for this
observation. The comparative study indicates that the CSP filled C-E
composites exhibit better erosive wear performance than that of the
unfilled C-E composites. The CSP filled and unfilled C-E composites
showed ductile erosion behaviour, with maximum erosion at 300
impingement angle. Overall the erosion rate was found to increase
with impact velocity. Furthermore, the filler content is the powerful
influencing factor followed by impact velocity, impingement angle,
erodent size and erosion time during the erosive wear process.
Keywords — Mechanical properties, Polymer matrix composites,
Solid particle erosion, Taguchi method.
I. I NTRODUCTION
POXY is one of the extensively used thermoset resins due
to its ease of handling, molding and curing.[1]. In
composites technology, particulate organic and inorganic
fillers are added into the polymers, may provide a good
method to improve their stiffness, modulus and reduce costs
[2–4]. Fillers affect the tensile properties according to their
packing characteristics, size and interfacial bonding [5-8]. The
maximum volumetric packing fraction of filler reflects the size
distribution and shapes of the particles. Srivastava and
Shembekar [8] showed that the fracture toughness of epoxyresin could be improved by addition of fly ash particles as
filler.
Mohammed Ismail, Department of Industrial & Production Engineering, The
National Institute of Engineering, Mysore – 08 ( Phone:
08212480475;fax:08212485802 ; e-mail:ail: [email protected])
Suresha Bheemappa, Department of Mechanical Engineering, The National
Institute of Engineering, Mysore – 08 ( e-mail: [email protected])
Rajendra N, Department of Industrial & Production Engineering, The National
Institute of Engineering, Mysore – 08(e-mail: [email protected])
Polymer composites are increasingly used in engineering
applications such as gears, pump impellers where the
components undergo erosive wear. However, these composite
materials present a rather poor erosion resistance [8, 9].
Hence, it is essential to evaluate their strength as well as their
erosive behavior. Solid particle erosion is the progressive loss
of original material from a solid surface due to mechanical
interaction between that surface and solid particles. Generally,
variables influencing the erosive wear of composite materials
are, mechanical properties of the composites, fiber content,
filler content, eroding particle size, impingement angle and
velocity. Solid particle erosion of polymers and their
composites have not been investigated to the same extent as
for metals or ceramics. In viewing past work on erosive wear
of polymer composites, most efforts were focused on the
study of the influence of the material properties rather than the
operating parameters [10–14]. Srivastava and Pawar [15]
studied the effect of additives and impingement angle and
eroding particle velocity on erosive wear of neat E-glass fiber
reinforced epoxy resin composite materials and composites
with 2 and 4 g fly ash additive particles. They concluded that
the erosive wear rate of glass fiber reinforced polymer
composite with 4 g fly ash is the lowest and that the maximum
erosion occurs at 60°. Finnie [16] and Barkoula and Karger-
Kocsis [17] studied the influences of operating condition such
as impingement angle and speed on the erosion of polymer
composites under small particle erodes.
It is widely recognized that polymers and their composites
have a poor erosion resistance. Their erosion rates are
considerably higher than metals. Barkoula and Karger-Kocsis
[17] summarized the behavior of polymer composite materials
under erosion conditions in schematic diagram see Figure 1.
However, elastomers and rubbers are being used as protective
coatings for erosion resistance [18]. The erosion resistance of
polymers is two or three orders of magnitude lower than thatof metallic materials. Also, it is well known that the erosion
rate of polymer composites is usually higher than that of neat
polymers [19]. Hutchings [20] observed that material behavior
can vary with the variation of erosion conditions. Häger et al.
[21] carried out erosion test for several thermoset and
thermoplastics composites and observed a semi-ductile
behavior. Maximum erosion is observed at 60° impingement
angle for most of the tested composites. A different
observation was made by Tsiang [22] as using Al2O3 particles
erosion sand. He concluded that in glass fiber reinforced
Investigations on Mechanical and Erosive Wear
Behaviour of Cenosphere Filled Carbon-Epoxy
Composites
Mohammed Ismail, Suresha Bheemappa and Rajendra N
E
International Conference on Mechanical, Automotive and Materials Engineering (ICMAME'2012) Jan. 7-8, 2012 Dubai
208

7/27/2019 0112327.pdf
http://slidepdf.com/reader/full/0112327pdf 2/6
epoxy and some other thermoset matrices, the erosion
occurred in a brittle manner, while in thermoplastic matrices a
semi-ductile erosion was dominant. Rajesh et al. [23] studied
erosive wear of five different polyamides and observed that all
polyamides showed maximum erosion wear at 30°
impingement angle indicating a ductile failure behavior. Tilly
and Sage [24] have investigated the influence of velocity,
impingement angle, eroding particle size and weight on the
erosion wear of nylon, carbon fiber reinforced nylon, epoxyresin, polypropylene and glass fiber reinforced plastics. Their
results show that these particulate filled materials behave in an
ideal brittle fashion and E-glass fiber reinforced epoxy
composite exhibits erosion rates less than those of the other
composites by a factor of 5. The E-glass epoxy composite
exhibits semi-ductile erosion at 45° and 60° impingement
angle while others eroded in brittle manner with a maximum
weight loss occurring at 75–90° impinging angles. Zahavi and
Schmitt [25], Miyazaki and Takeda [26] also studied the
erosive behavior of fiber reinforced polymer composites and
concluded that the maximum erosion rate is at 90°
impingement angle. Bitter [27, 28] in his study on erosion phenomenon, stated that ductile behavior shows a peak
erosion rate around 30° impingement angle because the
cutting mechanism is the dominant in erosion. Past work
shows some uncertainty in this respect, because most of
studies concentrated on erosive and strength behaviors of
polymer composites separately. To reach more clear
conclusions there is a need to investigate both strength and
erosive behavior of polymer composites in parallel. In
composite technology additives have been used in composite
materials to minimize the overall material cost. This is also the
case for the addition of fly ash cenosphere to carbon fabric
reinforced epoxy composite. It is believed that the CSP filler
is influencing the strength and the erosive wear behavior of C-
E composites. In this study, the hardness and the erosive wear
behaviors of CSP filled C-E composites were examined. The
variation in hardness and the erosion resistance with CSP
filler loading, erodent particle size and impingement angle
were studied and evaluated.
Erosive wear resistance of polymers and their composites is
therefore of substantial interest. From literature survey it is
evident that very little work has been reported on solid particle
erosion studies of epoxy and their composites [17, 29, and
30]. Fiber reinforced polymer composites represent the basic
element of complex composite structures. Epoxy resins are
superior to polyesters in resisting moisture and other environmental influences and offer lower shrinkage and better
mechanical properties. Woven fabric reinforced polymer
matrix composites are gaining popularity because of their
balanced properties in the fabric plane as well as their ease of
handling during fabrication. Also, the simultaneous existence
of parallel and anti parallel fibers in a woven configuration
leads to a synergetic effect on the enhancement of the wear
resistance of the composite [31]. The role played by fly ash
cenosphere in different matrices and fiber reinforced polymer
composites, and its effect on friction and wear is of interest to
material technologists. This is because of the ability of fly ash
cenosphere which could act as a load bearing filler material
Therefore, study of their behaviour is an important component
of the analysis of erosive wear of polymer composites. The
objective of the present investigation was to study the solid
particle erosion characteristics of fly ash cenosphere filled and
unfilled C-E composites under various experimental
conditions. A plan of experiments, to acquire the data in a
controlled way has been designed on the basis of Taguchitechnique.
II. EXPERIMENTAL PROCEDURE
Materials
The Carbon fabric reinforced epoxy laminates were
prepared by hand lay up followed by compression molding
technique using epoxy resin as the matrix material and carbon
woven cloth as the reinforcement. The fly ash cenosphere
particles of average size of about 25 to 50 µm were employed
as filler material. The fly ash cenosphere particles were treated
with 2% organo-reactive sliane coupling agent. Table 1 gives
the details in respect of designation and the wt% of epoxy,carbon fiber, and fly ash cenosphere filler used in this
investigation. Erosion test specimens of geometry (50 mm×50
mm×2.5 mm) were cut from the laminates using a diamond
tipped cutter.
TABLE 1. COMPOSITES USED IN THE PRESENT STUDY.
Mechanical property measurements
Mechanical properties namely tensile strength, tensile
modulus, flexural strength and flexural modulus for different
compositions of the CSP filled C-E composites were
measured according to ASTM D 638 and ASTM D 790
standards using Shimadzu Universal testing machine (Kyoto,
Japan). The data reported here is the average of 4 to 5 trials
taken for each composition. The experimental errors on the
measured parameters are around 2%.
Erosion testing
Erosion testing were carried out as per ASTM G 76. The
test is conducted for 2, 4, and 6 minutes and weighed todetermine the weight loss. Samples of size (50 mm×50
mm×2.5 mm) were cut from the plaque. The conditions under
which erosion tests were carried out are listed in Table 2.
Using test data, the ratio of weight loss to the weight of the
eroding particles causing the loss is then computed as a
dimensionless incremental erosion rate. Samples were eroded
with silica sand at different impingement angles (i.e. 300, 600,
and 900).
Experimental design
Material (designation) Epoxy
(wt. %)
Fly ash cenosphere
(wt. %)
Carbon-epoxy (C-E) 40 --
Fly ash cenosphere filled
C-E (2CSP-C-E)
38 2
Fly ash cenosphere filled
C-E (4CSP-C-E)
36 4
Fly ash cenosphere filled
C-E (6CSP-C-E)
34 6
International Conference on Mechanical, Automotive and Materials Engineering (ICMAME'2012) Jan. 7-8, 2012 Dubai
209

7/27/2019 0112327.pdf
http://slidepdf.com/reader/full/0112327pdf 3/6
Design of experiments is a powerful analysis tool for
modeling and analyzing the influence of control factors on
performance output. Therefore, a large number of factors are
initially included so that non-significant variables can be
identified at earliest opportunity. Exhaustive literature review
on erosion behavior of polymer composites reveals that
parameters viz., impact velocity, impingement angle, fiber
loading, erodent size and stand off distance etc., largely
influence the erosion rate of polymer composites. The impactof five such parameters are studied using L27 (313) orthogonal
array design. The operating conditions under which erosion
tests are carried out are given in Table 2. In Table 4, each
column represents a test parameter whereas a row stands for a
treatment or test condition which is nothing but a combination
of parameter levels. In conventional full factorial experiment
design, it would require 35 = 243 runs to study five parameters
each at three levels whereas, Taguchi’s factorial experiment
approach reduces it to only 27 runs offering a great advantage
in terms of experimental time and cost. The experimental
observations are further transformed into signal-to-noise (S/N)
ratios. The S/N ratio for minimum erosion rate can be
expressed as ‘‘lower is better” characteristic, which iscalculated as logarithmic transformation of loss function as
per the equation shown below Smaller is the better.
( )21log10 yn N
S ∑−= (1)
Where n is the number of observations, and y the observed
data. The lower is better (LB) characteristic, with the above
S/N ratio transformation, is suitable for minimization of
erosion rate.
TABLE. 2 LEVELS OF VARIABLES USED IN THE EXPERIMENT
Control Factors Levels1 2 3
A: Impact Velocity (m/s) 30 40 50
B: Filler Content (wt%) 0 2 4
C: Impingement Angle
(degree)30 60 90
D: Erosion Time ( min) 2 4 6
E: Erodent Size (µm) 212 425 600
III. R ESULTS A ND DISCUSSION
Density
The theoretical and measured densities of all composite
samples along with the corresponding volume fraction of
voids are presented in Table 3. It may be noted that the
composite density values calculated theoretically from weight
fractions using rule of mixtures and are not in agreement with
the experimentally determined values. The difference is a
measure of voids and pores present in the composites. It is
clear from Table 3 that the percentage of voids in an unfilled
C-E is negligibly small i.e. 0.20% and this may be due to the
absence of any filler. With the addition of light weight fly ash
cenosphere, the volume fraction of voids is found to be at
about 1%.
TABLE 3. DENSITIES AND HARDNESS OF THE COMPOSITES
Mechanical properties
The mechanical properties of carbon fabric reinforced
epoxy (C-E) filled with different content of cenospheres
(CSP) are shown in Figures 1 and 2 From these figures, it can
be seen that the loading of CSP greatly decreased the tensile
strength, flexural strength, and significantly increased the
tensile modulus and flexural modulus of C-E composite,
which can be attributed to the high modulus and hardness of
the carbon fibers. In the experimental range, the best
mechanical properties were obtained with the C-E composite
with 4 wt.% CSP.
769.69
664
708.915
675
600
620
640
660
680
700
720
740
760
780
C-E C-E +
2%Ceno
C-E +
4%Ceno
C-E +
6%Ceno
Composites
T e n s i l e s t r e n g t h ( M P a )
(a)
72.84 72.98
97.8 95.9
0
20
40
60
80
100
120
C-E C-E +
2%Ceno
C-E +
4%Ceno
C-E +
6%Ceno
Composites
T e n s i l e m o d u l u s ( G P a )
(b)Fig. 1 Mechanical properties of CSP-filled C-E. (a) Tensile strength,
(b) Tensile modulus.
968.735
800
996.205
865.245
0
200
400
600
800
1000
1200
C-E C-E +
2%Ceno
C-E +
4%Ceno
C-E +
6%Ceno
Composites
F l e x u r a l s t r e n g t h ( M P a )
(a)
66.467.4
7473.5
62
64
66
68
70
72
74
76
C-E C-E +
2%Ceno
C-E +
4%Ceno
C-E +
6%Ceno
Composites
F l e x u r a l n o d u l u s ( G P a )
(b)
Fig. 2 Mechanical properties of CSP-filled C-E. (a) Flexural strength,
(b) Flexural modulus.
From the above discussion on the mechanical properties of
C-E composites filled with CSP, it is clear that improvement
in tensile modulus and flexural modulus in case of
Sample Theoretical
density
(g/cm3)
Measured
density
(g/cm3)
Void
fraction
(%)
C-E 1.64 1.636 2.4
2CSP-C-E 1.53 1.518 7.8
4CSP-C-E 1.55 1.532 12.9
6CSP-C-E 1.58 1.556 22.1
International Conference on Mechanical, Automotive and Materials Engineering (ICMAME'2012) Jan. 7-8, 2012 Dubai
210

7/27/2019 0112327.pdf
http://slidepdf.com/reader/full/0112327pdf 4/6
cenospheres-filled composites is high compared with unfilled
C-E ones. In the present work, the cenospheres used are of
bigger size particles with less specific surface area. Therefore,
it is clear that for particles with micron size, the surface area
seems to play an insignificant role in so for as the
improvement in mechanical properties is concerned.
Therefore, we are of the opinion that the density and higher
silica content of cenospheres is responsible for the
enhancement in tensile modulus and flexural modulus incenospheres-filled C-E composites. Because of the low
density (0.7 g/cm3), the cenospheres fillers provide good flow
properties and hence results in uniform distribution in the C-E
composite and this enhances more number of Si-O-Si
interactions due to higher silica content (60%). Therefore,
good interfacial adhesion between the cenospheres particles
and the matrix occurs.
Erosion rate
Main effects plots for S/N ratios and their interactions of
samples are shown in Figures 5 and 6 respectively. It can be
seen that the erosion rate was a maximum at 300 impingement
angle for both composites at the different impact velocities
studied. It is known that impingement angle is one of the mostimportant parameters for the erosion behaviour of materials.
In the erosion literature, materials are broadly classified as
ductile or brittle, based on the dependence of their erosion rate
on impingement angle. The behaviour of ductile materials is
characterized by maximum erosion rate at low impingement
angles (15–30◦). Brittle materials, on the other hand, show
maximum erosion under normal impingement angle (90◦).
Reinforced composites have been shown, however, to exhibit
a semi-ductile behaviour with maximum erosion occurring in
the angular range 450 –600 [3]. However, in the literature
mixed trends have been reported even for nominally brittle or
ductile materials. According to Hutchings [20], materials can
show either ductile or brittle behaviour. If the erosionconditions are changed, such as impingement angle, impact
velocity, particle flux, erodent properties such as shape,
hardness or size, etc. Tilly and Sage [25] investigated the
influence of velocity, impingement angle, particle size and
weight of impacted abrasive for nylon, carbon fiber reinforced
nylon, epoxy, polypropylene and glass fiber reinforced plastic.
Their results showed that, for the particular materials and
conditions of their test, composite materials generally behaved
in an ideally brittle fashion (i.e. maximum erosion rate
occurred at normal impact). Miyazaki and Takeda [26],
Miyazaki and Hamao [30], reported that the peak erosion rate
for neat nylon, ABS and epoxy matrix occurs at around 300
impingement angle. However, in the case of carbon or glassfiber reinforced nylon, ABS, and epoxy composites the peak
of the erosion rate shifts to a larger value of impingement
angle (60◦). However, in the present study, peak erosion rate
were observed at 300
for both composites. A possible reason
for the erosion behaviour found in the present study is that
high modulus carbon fiber was used as reinforcement for the
epoxy matrix are typical semi-ductile materials, so that
erosion is mainly caused by such damage mechanisms as
micro-cracking due to the impact of solid particles. The
maximum erosion rates were at impingement angle of 30◦, for
all the composites tested.
The S/N ratios given in Table 3 are in fact the average of two
replications. The overall mean for the S/N ratios of
composites reinforced with CSP, are found to be -59.40db.
The analysis is made using the popular software known as
MINITAB 14.TABLE 4
SIGNAL TO
NOISE RATIO
(S/N)TABLE FOR EROSION RATE
TABLE 5
A NALYSIS OF VARIANCE FOR SN RATIOS
504030
-52
-56
-60
-64
-68
420 906030
642
-52
-56
-60
-64
-68
600425212
VELOCIT Y
M e a n o f S N r a t i o s
FILLER ANGLE
ERO TIME ERO SIZE
Main Effects Plot for SN ratios
Data Means
Signal-to-noise: Smaller is better
Fig. 3 Relative effect of main factors on erosion rate.
Before any attempt is made to use this simple model as a
predictor for the measure of performance, the possible
interactions between the control factors must be considered.
Thus factorial design incorporates a simple means of testing
for the presence of the interaction effects. The effects of
control factors on erosion rate for different filler materials are
shown in Fig.3. The analysis of the result gives the
combination of factors producing minimum wear of the
LevelVelocity
(A)
Filler
(B)Angle (C)
Erosion
time (D)
Erodent
size (E)
1 -58.06 -66.76 -61.19 -59.44 -59.23
2 -58.59 -60.80 -57.78 -60.20 -60.70
3 -63.18 -52.26 -60.84 -60.18 -59.89
Delta 5.12 14.50 3.41 0.76 1.48
Rank 2 1 3 5 4
Source DF Seq SS Adj SS Adj MS F
Vel 2 142.66 142.662 71.331 3.91
Filler 2 955.91 955.911 477.956 26.17
Angle 2 63.26 63.265 31.632 1.73
Erosion
time2 3.43 3.430 1.715 0.09
Erodent
size2 9.83 9.833 4.916 0.27
Residual
Error 16 292.20 292.196 18.262
Total 26 1467.3
International Conference on Mechanical, Automotive and Materials Engineering (ICMAME'2012) Jan. 7-8, 2012 Dubai
211
7/27/2019 0112327.pdf
http://slidepdf.com/reader/full/0112327pdf 5/6
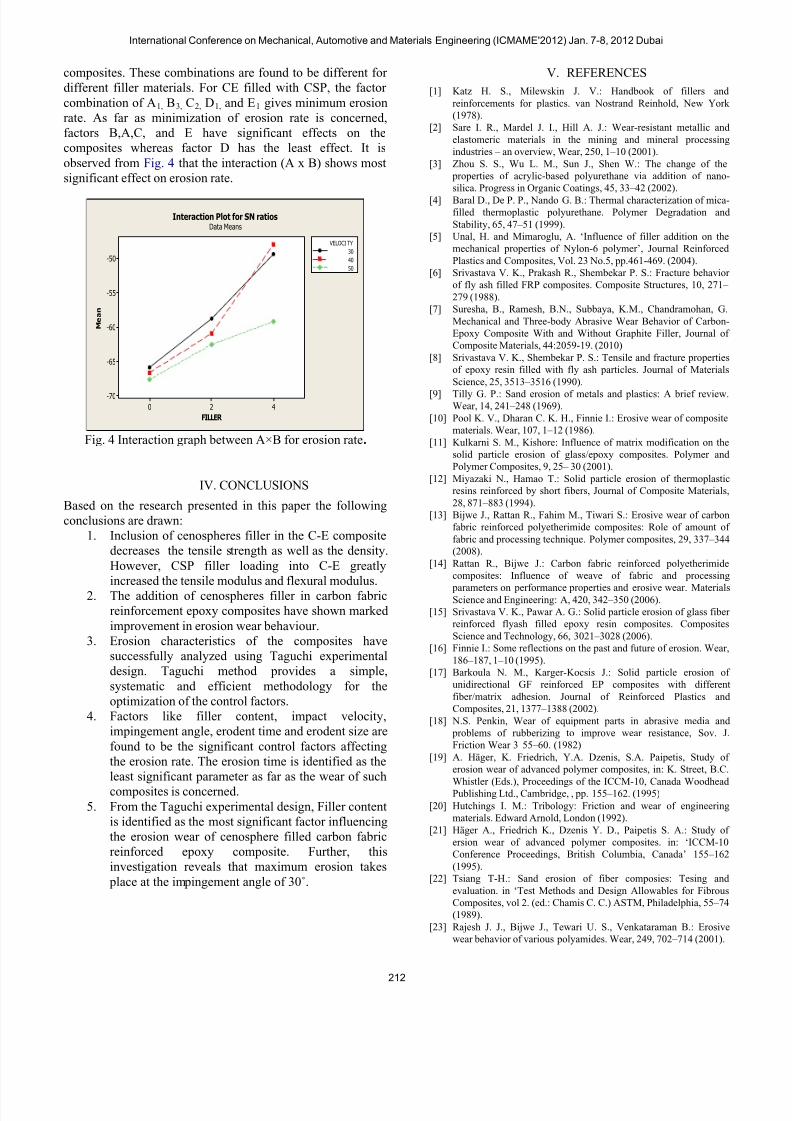
composites. These combinations are found to be different for
different filler materials. For CE filled with CSP, the factor
combination of A1, B3, C2, D1, and E1 gives minimum erosion
rate. As far as minimization of erosion rate is concerned,
factors B,A,C, and E have significant effects on the
composites whereas factor D has the least effect. It is
observed from Fig. 4 that the interaction (A x B) shows most
significant effect on erosion rate.
420
-50
-55
-60
-65
-70
FILLER
M e a n
30
40
50
VELOCI TY
Interaction Plot for SN ratios
Data Means
Fig. 4 Interaction graph between A×B for erosion rate.
IV. CONCLUSIONS
Based on the research presented in this paper the following
conclusions are drawn:
1. Inclusion of cenospheres filler in the C-E composite
decreases the tensile strength as well as the density.
However, CSP filler loading into C-E greatly
increased the tensile modulus and flexural modulus.
2. The addition of cenospheres filler in carbon fabric
reinforcement epoxy composites have shown marked
improvement in erosion wear behaviour.
3. Erosion characteristics of the composites have
successfully analyzed using Taguchi experimental
design. Taguchi method provides a simple,
systematic and efficient methodology for the
optimization of the control factors.
4. Factors like filler content, impact velocity,
impingement angle, erodent time and erodent size are
found to be the significant control factors affecting
the erosion rate. The erosion time is identified as the
least significant parameter as far as the wear of such
composites is concerned.
5. From the Taguchi experimental design, Filler content
is identified as the most significant factor influencing
the erosion wear of cenosphere filled carbon fabric
reinforced epoxy composite. Further, this
investigation reveals that maximum erosion takes
place at the impingement angle of 30˚.
V. REFERENCES
[1] Katz H. S., Milewskin J. V.: Handbook of fillers and
reinforcements for plastics. van Nostrand Reinhold, New York
(1978).
[2] Sare I. R., Mardel J. I., Hill A. J.: Wear-resistant metallic and
elastomeric materials in the mining and mineral processing
industries – an overview, Wear, 250, 1–10 (2001).
[3] Zhou S. S., Wu L. M., Sun J., Shen W.: The change of the
properties of acrylic-based polyurethane via addition of nano-
silica. Progress in Organic Coatings, 45, 33–42 (2002).
[4] Baral D., De P. P., Nando G. B.: Thermal characterization of mica-
filled thermoplastic polyurethane. Polymer Degradation and
Stability, 65, 47–51 (1999).
[5] Unal, H. and Mimaroglu, A. ‘Influence of filler addition on the
mechanical properties of Nylon-6 polymer’, Journal Reinforced
Plastics and Composites, Vol. 23 No.5, pp.461-469. (2004).
[6] Srivastava V. K., Prakash R., Shembekar P. S.: Fracture behavior
of fly ash filled FRP composites. Composite Structures, 10, 271–
279 (1988).
[7] Suresha, B., Ramesh, B.N., Subbaya, K.M., Chandramohan, G.
Mechanical and Three-body Abrasive Wear Behavior of Carbon-
Epoxy Composite With and Without Graphite Filler, Journal of
Composite Materials, 44:2059-19. (2010)
[8] Srivastava V. K., Shembekar P. S.: Tensile and fracture properties
of epoxy resin filled with fly ash particles. Journal of Materials
Science, 25, 3513–3516 (1990).
[9] Tilly G. P.: Sand erosion of metals and plastics: A brief review.Wear, 14, 241–248 (1969).
[10] Pool K. V., Dharan C. K. H., Finnie I.: Erosive wear of composite
materials. Wear, 107, 1–12 (1986).
[11] Kulkarni S. M., Kishore: Influence of matrix modification on the
solid particle erosion of glass/epoxy composites. Polymer and
Polymer Composites, 9, 25– 30 (2001).
[12] Miyazaki N., Hamao T.: Solid particle erosion of thermoplastic
resins reinforced by short fibers, Journal of Composite Materials,
28, 871–883 (1994).
[13] Bijwe J., Rattan R., Fahim M., Tiwari S.: Erosive wear of carbon
fabric reinforced polyetherimide composites: Role of amount of
fabric and processing technique. Polymer composites, 29, 337–344
(2008).
[14] Rattan R., Bijwe J.: Carbon fabric reinforced polyetherimide
composites: Influence of weave of fabric and processing
parameters on performance properties and erosive wear. MaterialsScience and Engineering: A, 420, 342–350 (2006).
[15] Srivastava V. K., Pawar A. G.: Solid particle erosion of glass fiber
reinforced flyash filled epoxy resin composites. Composites
Science and Technology, 66, 3021–3028 (2006).
[16] Finnie I.: Some reflections on the past and future of erosion. Wear,
186–187, 1–10 (1995).
[17] Barkoula N. M., Karger-Kocsis J.: Solid particle erosion of
unidirectional GF reinforced EP composites with different
fiber/matrix adhesion. Journal of Reinforced Plastics and
Composites, 21, 1377–1388 (2002).
[18] N.S. Penkin, Wear of equipment parts in abrasive media and
problems of rubberizing to improve wear resistance, Sov. J.
Friction Wear 3 55–60. (1982)
[19] A. Häger, K. Friedrich, Y.A. Dzenis, S.A. Paipetis, Study of
erosion wear of advanced polymer composites, in: K. Street, B.C.
Whistler (Eds.), Proceedings of the ICCM-10, Canada Woodhead Publishing Ltd., Cambridge, , pp. 155–162. (1995)
[20] Hutchings I. M.: Tribology: Friction and wear of engineering
materials. Edward Arnold, London (1992).
[21] Häger A., Friedrich K., Dzenis Y. D., Paipetis S. A.: Study of
ersion wear of advanced polymer composites. in: ‘ICCM-10
Conference Proceedings, British Columbia, Canada’ 155–162
(1995).
[22] Tsiang T-H.: Sand erosion of fiber composies: Tesing and
evaluation. in ‘Test Methods and Design Allowables for Fibrous
Composites, vol 2. (ed.: Chamis C. C.) ASTM, Philadelphia, 55–74
(1989).
[23] Rajesh J. J., Bijwe J., Tewari U. S., Venkataraman B.: Erosive
wear behavior of various polyamides. Wear, 249, 702–714 (2001).
International Conference on Mechanical, Automotive and Materials Engineering (ICMAME'2012) Jan. 7-8, 2012 Dubai
212

7/27/2019 0112327.pdf
http://slidepdf.com/reader/full/0112327pdf 6/6
[24] Tilly G. P., Sage W.: The interaction of particle and material
behavior in erosion process. Wear, 16, 447– 465 (1970).
[25] Zahavi J., Schmitt G. F.: Solid particle erosion of reinforced
composite materials. Wear, 71, 179–190 (1981).
[26] Miyazaki N., Takeda T.: Solid particle erosion of fiber reinforced
plastics. Journal of Composite Materials, 27, 21–31 (1993).
[27] Bitter J. G. A.: A study of erosion phenomena part I. Wear, 13, 5–
21 (1963).
[28] Bitter J. G. A.: A study of erosion phenomena part II. Wear, 13,
169–190 (1963).
[29]
Roy M, Vishwanathan B, Sundararajan G. The solid particleerosion of polymer matrix composites. Wear;171:149–61.(1994)
[30] Miyazaki N, Hamao T. Effect of interfacial strength on erosion
behaviour of FRPs. Journal of Composite Materials;30:35– 50.
(1996)
[31] Mody, P.B., Chou, T.W. and Friedrich, K.. Effect of Testing
Conditions and Microstructure on the Sliding Wear of Graphite
Fiber/PEEK Matrix Composites, J. Mat. Sci., 23(12): 4329-4330.
(1988)
[32] ASTM D 2583-07, Standard test method for indentation hardness
of rigid plastics by means of a Barcol impressor. ASTM
International. Revision as of 2007-03-01.
[33] R.V. Kurahatti, A.O. Surendranathan, S. Srivastava, N. Singh,
A.V. Ramesh Kumar and B. Suresha. Role of zirconia filler on
friction and dry sliding wear behaviour of bismaleimide
nanocomposites. Mater Design;32:2644-2649. (2011).
[34] S.M. Kulkarni, Kishore. Influence of matrix modification on the
solid particle erosion of glass/epoxy composites. Polym Polym
Compos,n9:25–30 (2001).
International Conference on Mechanical, Automotive and Materials Engineering (ICMAME'2012) Jan. 7-8, 2012 Dubai
213