01 cvr ci 0807 - tappi
TRANSCRIPT
Summer 2007Summer 2007
A TAPPI Publication for Corrugated Packaging Professionals www.tappi.org
CRUSH RESISTANCE
CrushFailure
Edgewise Compression(short column)
1 1/2” x 2”Sample
“C” Flute

2 Corrugating International Summer 2007
Focus on ECTFocus on ECTThe Summer 2007 issue of Corrugating International returns to themore technical facets of our industry with a focus on ECT. A basicprimer, a look at T 839 clamping pressure theory, and a spirited inter-change of thoughts on various aspects of achieving acceptable ECT areincluded in this issue.
The subject of ECT degradation was mentioned in the Forum articlebut no data was presented on the extent of degradation or primarycauses for degradation. Because of the many factors involved inachieving acceptable ECT, generalizations regarding ECT degradationas a part of achieving acceptable ECT are not easy to make. There is noone recipe for ECT success. The subject of ECT degradation is one thatshould be addressed by companies to understand the extent of anydegradation, what the source(s) of that degradation might be (rawmaterials, corrugator or converting), and whether or not the degrada-tion is keeping the plant from meeting the minimum requirements ofthe carrier regulations or the distribution system requirements of theircustomers.
Even the critical nature of clamping pressure for the most popularshop floor ECT test method, TAPPI T 839, is a factor as Dr. Ben Frankpoints out in his research article.
The industry has made and continues to make the point with it's cus-tomers that ECT grades are the cost effective way to design a packagethat meets the shipping needs for a wide variety of applications. Weowe it to our customers to fulfill our industry's commitment to provideconsistently good packaging and acceptable ECT is a part of that com-mitment.
This issue of Corrugating International has three reprints from otherTAPPI publications, Paper 360° and Ahead of the "Curve. All are ofinterest to a wide variety of readers. I do want to encourage all to readthe "The Workaholic". I recommend to those of you who haven't doneso, to take a few days off. It would be great to find places where cellphones won't work, high speed internet connections don't reach, andthe weather is nice. Take some down time and return energized to facethe challenges of your job. As this issue of CI is being published, myfamily and I are enjoying our annual fishing vacation on the Min-nesota/Ontario border.
David A. Carlson, Technical Editor, Corrugating International, [email protected]
Cover:The cover shows a progression of photos that takes you through building acorrugated structure from Ring Crush and STFI (short span compression) toECT and box stacking strength.
A TAPPI Publication for Corrugated Packaging Professionals
Vice President, OperationsERIC FLETTY
Publishing DirectorLISA HIGHTOWER
Technical EditorDAVID A. CARLSON
Art DirectorJULIE STEPHAN
Corrugating International (ISSN-1525-4275) is published threetimes a year by TAPPI, 15 Technology Parkway S., Norcross, GA 30092, USA.
Statements of fact and opinion expressed are those of theauthors and TAPPI assumes no responsibility for them; they are notintended nor should they be construed as a solicitation of or sug-gestion by TAPPI for any agreed-upon course of conduct or con-certed action of any kind. Copyright ©2007 TAPPI. All rightsreserved.
Send manuscripts for publication to the Editor at:Corrugating International, 15 Technology Parkway S., Norcross, GA 30092, USA. +1 770 446-1400, FAX/TWX +1 770 446-6947, www.tappi.org.
SUMMER 2007 CONTENTSA R T I C L E S3 Mullen vs ECT Testing Primer
7 Revisiting Clamped ECT
12 ECT Forum
17 The Impact of Nanotechnologyon Sustainable Forest Productivity
20 The Workaholic
22 You can’t play the game if youdon’t know the language
24 Industry News
Published by TAPPI www.tappi.org 3
THIS ARTICLE, ALONG WITH THE FOLLOW-ING ARTICLE ON “REVISITING CLAMPEDECT” AND THE ECT Q & A FORUMFROM THE LAS VEGAS CONFERENCE THATIS THIRD IN THE LINE-UP OF ARTICLES INTHIS ISSUE OF CORRUGATING INTERNA-TIONAL WILL PROVIDE THE READER WITHA GOOD BASIC UNDERSTANDING OF ECT,WHAT IS IT, HOW TO TEST, AND THE RELA-TIONSHIP TO MULLEN/BASIS WEIGHTBOARD COMBINATIONS. For reference, Dr. Benjamin Frankpublished an article in the May/June2006 issue of Corrugated Today titled“ECT as a Tool” that is a good com-panion to the three ECT-related arti-cles in this issue of Corrugated Interna-tional.
This article will provide a briefoverview of Mullen and ECT. The fol-lowing will be a discussion of the his-tory of each test which will includehow to measure, what they measureand what the applications with eachhave impacted the world today.
Starting with Mullen, Mullen bydefinition is the force required topuncture the surface of a sample lineof a combined board. Mullen is usedfor liner, single wall and double wallboards. Triple wall is simply too rigidfor its use. The Beach Puncture Test isused for triple wall and laminatedstructures and it’s just a topic foranother day.
Mullen originated in the textileindustry. One of the applications wasto help determine a fabric’s ability toresist tearing from either an elbow ora knee. Where the fabric has been
used for pants or for a shirt, there is adurability requirement that needed tobe met for fitness for use.
Mullen began to be used in thepaper industry early in the 1900’sand, similar to textiles, it was relatedto durability associated with fitnessfor use. In the world of corrugated,corrugated was being used to replacewooden crates and technical claimswere needed to support a transition.If you think about it, back in the early1900’s wooden crates were beingused for virtually everything. As cor-rugated was replacing it, whether itbe in produce or in any of the indus-tries, the ability to withstand rupturefrom the inside out was a critical ele-ment and Mullen was an appropriatemeasure at that point in time.
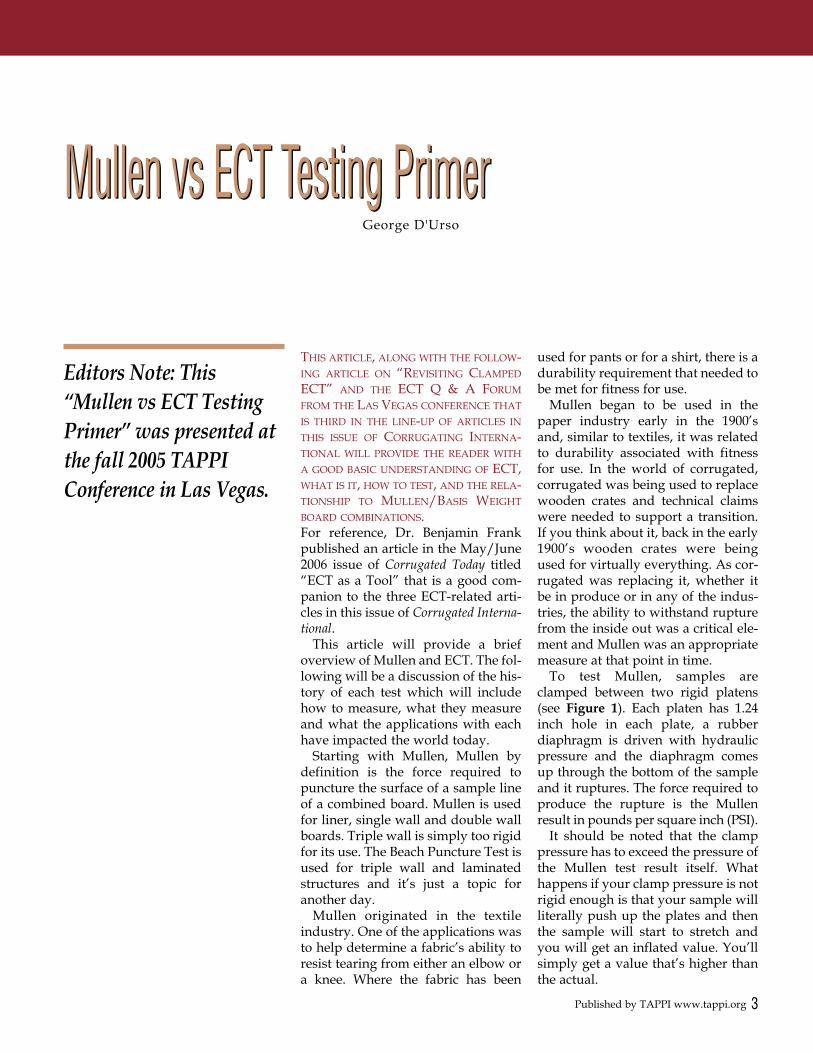
To test Mullen, samples areclamped between two rigid platens(see Figure 1). Each platen has 1.24inch hole in each plate, a rubberdiaphragm is driven with hydraulicpressure and the diaphragm comesup through the bottom of the sampleand it ruptures. The force required toproduce the rupture is the Mullenresult in pounds per square inch (PSI).
It should be noted that the clamppressure has to exceed the pressure ofthe Mullen test result itself. Whathappens if your clamp pressure is notrigid enough is that your sample willliterally push up the plates and thenthe sample will start to stretch andyou will get an inflated value. You’llsimply get a value that’s higher thanthe actual.
Editors Note: This“Mullen vs ECT TestingPrimer” was presented atthe fall 2005 TAPPI Conference in Las Vegas.
Mullen vs ECT Testing PrimerMullen vs ECT Testing PrimerGeorge D'Urso
4 Corrugating International Summer 2007
Mullen itself is a combination mea-surement of tensile and tear. Thework done by the Institute of PaperChemistry (now the Institute of PaperScience & Technology) in the 1930’sestablished a relationship and corre-lation between these two tests andMullen. From a paper manufacture’sstandpoint, both measurements, ten-sile and tear, are key to productionand to achieving a Mullen grade.
Medium has very, very little impacton converted board Mullen. Often-times that’s hard to understand andhard to realize, but given the flexibil-ity of its fluted form, medium offersvery little resistance and has minimalimpact on the Mullen value. Forexample, if you are looking at threeboard grades, all traditional 200 lbMullen grades, 42 23 42, 42 33 42 anda 42 40 42, they virtually all have thesame Mullen value. However tomake a RSC from those three combi-nations, we all know that they are sig-nificantly different board combina-
tions, and significantly different cor-rugated boxes, from a stackingstrength standpoint, will be pro-duced.
Mullen is considered a good mea-sure of general integrity and durabil-ity and of a box. Generally it’s notconsidered to be a quality measure ofthe corrugated process. Mullen is apaper specification, pure and simple.When you combine liners andmedium into corrugated board youcan actually reduce the Mullen dur-ing the corrugated process. You’vegot some pretty extremes pressure, inyour pressure rolls. You can actuallycut your liners. However it’s verychallenging to take a Mullen andreduce it during the corrugatingprocess.
Crushing combined board caliperdoes not impact Mullen. As an exper-iment, combined board samples werecut from a common sheet of samplestock. The initial caliper was about0.171. The Mullen was 254 lbs per
square inch. The board was crushed30 thousandths to 0.141 and theMullen tested at 253 PSI. So basicallythe Mullen was unchanged regard-less of the impact of the convertingprocess. If you crush the board,you’re still going to have the sameMullen.
It’s helpful to know that if there’sgoing to be an issue around trans-portation and validating a claim, youcan test Mullen on a corrugated boxthat’s been shipped, that’s beenabused, that’s been knocked aroundand you’ll get virtually the sameMullen as if it was a brand new boardoff of the corrugated.
From an application standpoint, intoday’s shipping world Mullen is anattribute that’s applicable where tearresistance is important. Examplesinclude small parcel environment,where individual boxes are exposedto drop, vibration, and manual han-dling. I know it’s a gentle handlingthat boxes get in the UPS world, butwhere you’re having that repeatedhandling on a single box basis,Mullen provides good integrity andwill provide good protection fromthat type of handling.
Similarly, if your application isgoing to have some internal puncture- furniture, bulk petrochemicals,small munitions - this is anotherapplication for Mullen boxes. Youknow, there are packages where youhave single bullets that are beingshipped in bulk. They are loose filledand shipment of small munitions is agood application for Mullen whereyou can have an internal-to-out force.
If you are manually stacking filledboxes and there is a risk of thoseboxes toppling or falling from a rea-sonable height and the box might fallover and a corner of one box canimpact another, in those situations aMullen box will give you goodintegrity and will be able to handlethat environment.
Lastly there are still some postoffice and military specifications thatrequire Mullen. However some of
Figure 1:
Sample
RubberDiaphragm
Published by TAPPI www.tappi.org 5
those specifications are just throw-backs to specifications that haven’tbeen upgraded and that may havebeen written prior to the time whenRing Crush grades were developed.These specifications just need to beupgraded.
Moving on to ECT, ECT by defini-tion again is the maximum compres-sive force a corrugated sample cansustain until failure. Significant workwas done in the 1950’s to measureand understand the relationshipbetween ECT and box compression.The most common known work isMcKee, and McKee formula.
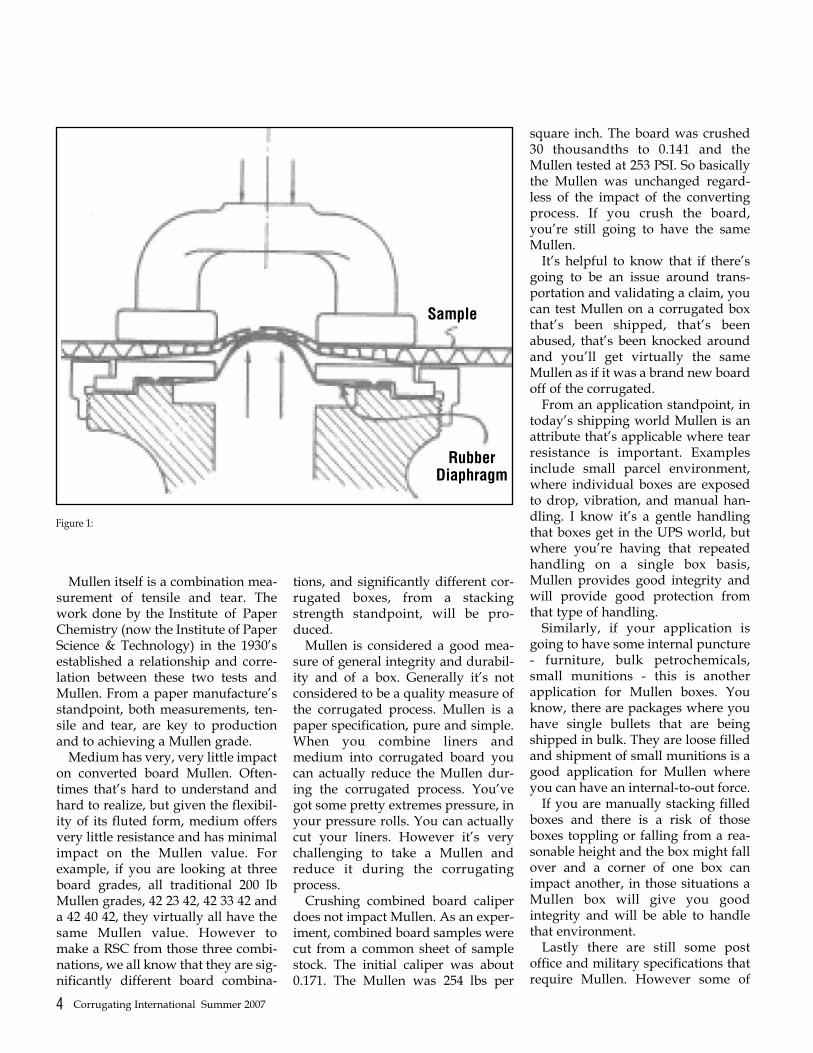
Briefly, samples are taken from arepresentative sample of the box. Thesize of the sample is dependant onthe method of testing and in somecases the flute size. Figure 2 in theschematic, shows a traditional T811sample. It’s two inches wide, flutesare in a vertical form and in this caseit’s a one and quarter inch sample sothat would be for a B flute.
Compressive force is applied con-tinuously in the top-to-bottom direc-tion until the sample fails and the fail-ure is observed in the middle of the
sample. As with Mullen, there aresome parameters and some variabil-ity built into the method, as well asinto the operator. Sample prepara-tion, no matter which of the four dif-ferent methods out there you areusing, all will give some variabilitywithin the method, generally speak-ing. However, it’s all related to com-pressive force that’s going to beapplied to the sample. The other issueabout sample preparation is, unlikeMullen where if you incorrectly test it,you’ll get a high, artificially inflatedvalue. Typically with ECT if you’regoing to get an artificially low value.
What is ECT? It’s a characteristic ofcombined corrugated board that isdirectly related to the compressivestrength of the corrugated package.ECT does include a medium factor asopposed to Mullen where mediumhas virtually no impact. Referringback to the same three board combi-nations mentioned earlier, 42 23 42,42 33 42, 42 40 42; there is little differ-ence in the Mullen, but with ECTyou’ll get roughly a 10% difference ateach change. So if you went from a 23lb medium to a 40 lb medium, you’d
get about a 20% increase. Again, thatwould relate directly to your corru-gated box and have a significantimpact in the deliverable that you’reproviding to your customer.
ECT is a good predictor of box com-pression. The other significant differ-ence between ECT and Mullen is thatECT is a quality measure of the targetmanufacturing process and compo-nent material, as opposed to Mullen,which is simply a corrugated specifi-cation. ECT is a combination of theCD Ring Crush of the liners andmedium plus the corrugatingprocess: how they’re combined andhow well they’re converted.
It is true that when you get materialcoming into the box plant, quite liter-ally all you can do is take away fromthe strength. Liner and medium hastheoretical values that will have adelivered potential to give ECT and abox plant’s task is to optimize theinputs and to utilize all the best boxmanufacturing techniques to makesure they can’t decrease it. Basically,you’ve got so much Ring Crush andso much potential for strength and abox plant is only going to take awaythat strength.
In the crushing example discussionearlier, the same board grades theMullens were tested on, the one sam-ple that had a caliper of 0.171, has anECT of 56 and we bring it down by 30thousandths to a 0.141 now we’redown to a 34 ECT. Roughly we’velost 40% of ECT simply by crushing iton our process.
One wonders about box plants thatare looking to enhance their ECTopportunities by going to high crownprofiles. They are changing a lot inthe process but, in this example theyleft 40% of the strength on the tablesimply by mishandling it throughouttheir process.
From an application standpoint,ECT has got a wide variety of appli-cations, but most everything is goingto revert back to stacking strength.More important is the opportunity toprovide an engineered product to our
Figure 2:

customers. Once we understand theenvironmental conditions, the loadbearing nature of the product, we candesign a packaging system that willmeet the needs in a most cost efficientmanner. Again it’s a matter of look-ing at what the process is, looking atthe environment, looking at what thecustomers’ needs are and thendesigning the package around that.
Other applications are where youhave lightweight packaging thatmeets traditional shipping regula-tions. Lightweight products such assnack foods, paper goods, durableor self-supporting products, cloth-ing, copy paper, they’re all verygood applications for ECT and theyfit the need very well and again it’llprovide a cost effective means toour customers.
In summary, there remain applica-tions for both Mullen and ECTgrades. The appropriate use of eitherof both is dependant on the customer’needs and can provide cost effectivepackaging for the customer as well asthe manufacturing plant. Conversely,inappropriate use of either candeliver poor performance, failedpackaging and lastly one that is verycritical and very important, is themistrust of a plant or an industry.
I've been to a number of packagingtrade shows and conferences wherepeople have said and have put upcase studies and really mis repre-sented ECT grades. Statements alsohave been made that the industrywas using ECT as just a means to pro-vide a poor product to their environ-ment. The reality is, it was just mis
communication and may have beenmis design. If we don't introduce ECTgrades appropriately and we don'tutilize ECT grades appropriately andprovide an engineered product, wemay indeed have a product that'sgoing to fail and then there would bemistrust in the plant or in our indus-try. CI
About the AuthorGeorge D'Urso has over 17 yearsexperience in the corrugated indus-try. He currently holds the positionof Operations Manager for Georgia-Pacific LLC's Innovations Institute inNorcross, GA. He is a member ofseveral industry organizations andserves as Chairman of the FBA Tech-nical Committee.
6 Corrugating International Summer 2007
Published by TAPPI www.tappi.org 7
WE EXAMINE THE OPERATION OF CLAMP-ING TEST FIXTURES AND PRIOR LITERA-TURE, AND PROPOSE A MORE APPROPRIATEPRESSURE RANGE TO BE INCORPORATED INTHE NEXT TEST METHOD REVISION.
INTRODUCTIONThe edgewise-compressive strengthof combined board plays the mostimportant role in overall box com-pressive performance. 1,2,3 Edgewise-compressive strength can be evalu-ated using a variety of different edge-wise compressive tests (ECT) whichall attempt to measure the fundamen-tal strength of the combined board.The original approach to evaluatingECT is codified in TAPPI T811, andinvolves precision cutting and wax-ing of combined board specimens.Waxing the edges strengthens themin order to prevent premature failuredue to edge rolling. Since during test-ing the loading platens push directlyon the sample, the quality of the cutscan be critical.4 Because of the chal-lenges inherent in this approach,researchers in the 1980s sought othermethods for evaluating combinedboard strength.
The primary alternate approachstill in use today is the clamp method,codified in TAPPI T839. In thismethod, spring actuated clampsreplace the wax in supporting thesample and preventing edge failureduring testing. The original develop-ment of this method by Schrampferand Whitsitt5 found it "to accuratelyreproduce the "TAPPI ECT" (T811)
results." They initially used clampingpressures of 5.3psi "for all boardcalipers", while subsequent workfound that higher spring pressuresimproved agreement between thevalues measured with the clamps andwith the traditional waxed approach.In the end they report choosing a fix-ture with two springs, each having aspring constant k=3.57kN/m(20.4lbs/in), to exert a clamping pres-sure of 49 and 80kPa (7.1 and 11.6 psi)on board with a thickness of 3.8 and7.6mm (150 and 300mil) respectively.Their explorations appear to havebeen entirely on combined board offthe corrugator, and were not focusedon evaluating the strength of boxes.
Since the early 90's, measurementof ECT has shifted significantly fromthe waxed method to the clampmethod. However, recent resultsdemonstrate that the clamp and waxmethods do not produce the samevalues when measuring the samesamples,6 and that test values for thetwo methods change in differentways depending on the damage levelof the combined board in the box fab-rication process.7 Thus, it is not clearthat the approach used to initiallyvalidate the clamping method is validfor all corrugated specimens.
In this technical note we reexaminethe issue of clamping pressure in thedevelopment of the clampingapproach. The current T839 standard(om-02) for testing ECT samples in aclamping fixture somewhat redun-dantly specifies both the spring con-
AbstractRecent experiments indicate that for somesamples the clampingapproach for ECT measurement, TAPPIT839, can damage thespecimens under test andleads to erroneously lowresults.
Revisiting Clamped ECTRevisiting Clamped ECTDr. Benjamin Frank
8 Corrugating International Summer 2007
stant and the pressure to the sample.This can cause problems as manufac-turers develop test fixtures to meetthe method requirements. More criti-cally, these specifications in the cur-rent method appear incompatible.Given that we now understand wecannot achieve the original goal ofmatching clamped and wax resultsfor all samples, we revisit the testmethod specification to identify therange in clamping pressures underwhich one can expect to measure con-sistent results. Exploring the depen-dence of the ECT result on clampingpressure can provide guidance as towhat pressures are actually requiredfor testing, and how to revise the testmethod appropriately.
CLAMPING PRESSURESThough the clamp method for evalu-ating ECT was originally developedusing C-flute and CB-doublewall cor-rugated board, the clamping fixturehas become the default method formany users no only for these boardstructures but also for B-flute andthose structures outside of the defini-
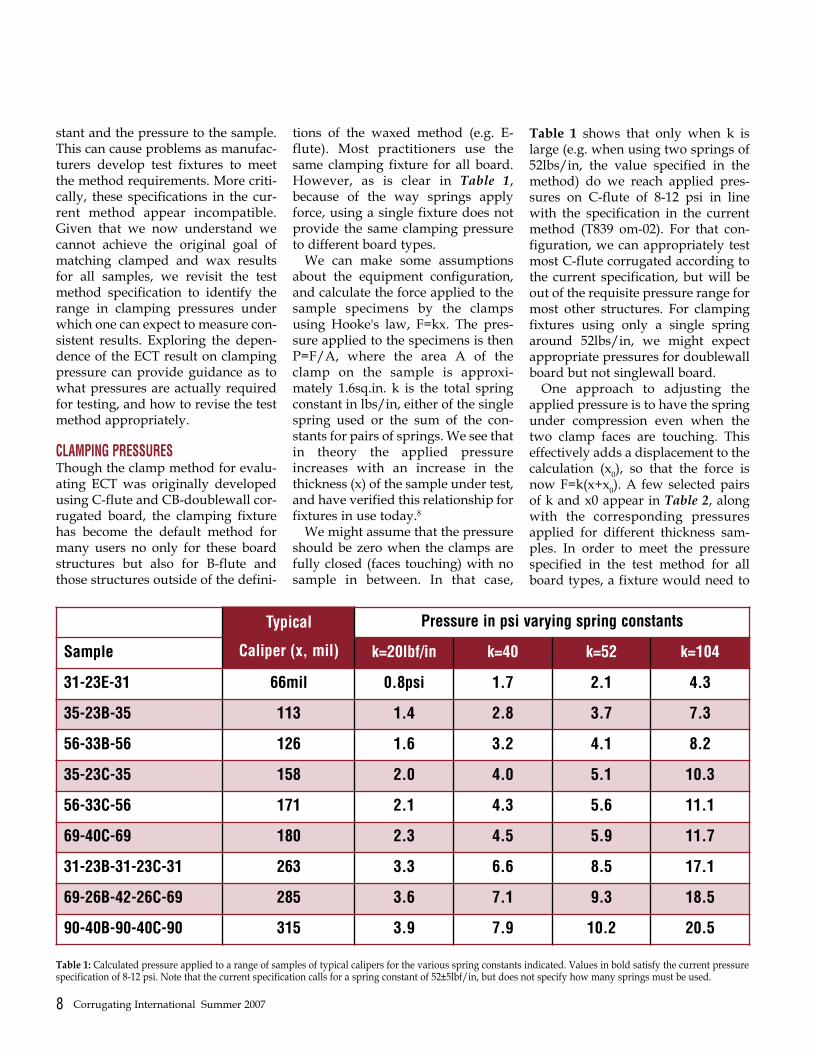
tions of the waxed method (e.g. E-flute). Most practitioners use thesame clamping fixture for all board.However, as is clear in Table 1,because of the way springs applyforce, using a single fixture does notprovide the same clamping pressureto different board types.
We can make some assumptionsabout the equipment configuration,and calculate the force applied to thesample specimens by the clampsusing Hooke's law, F=kx. The pres-sure applied to the specimens is thenP=F/A, where the area A of theclamp on the sample is approxi-mately 1.6sq.in. k is the total springconstant in lbs/in, either of the singlespring used or the sum of the con-stants for pairs of springs. We see thatin theory the applied pressureincreases with an increase in thethickness (x) of the sample under test,and have verified this relationship forfixtures in use today.8
We might assume that the pressureshould be zero when the clamps arefully closed (faces touching) with nosample in between. In that case,
Table 1 shows that only when k islarge (e.g. when using two springs of52lbs/in, the value specified in themethod) do we reach applied pres-sures on C-flute of 8-12 psi in linewith the specification in the currentmethod (T839 om-02). For that con-figuration, we can appropriately testmost C-flute corrugated according tothe current specification, but will beout of the requisite pressure range formost other structures. For clampingfixtures using only a single springaround 52lbs/in, we might expectappropriate pressures for doublewallboard but not singlewall board.
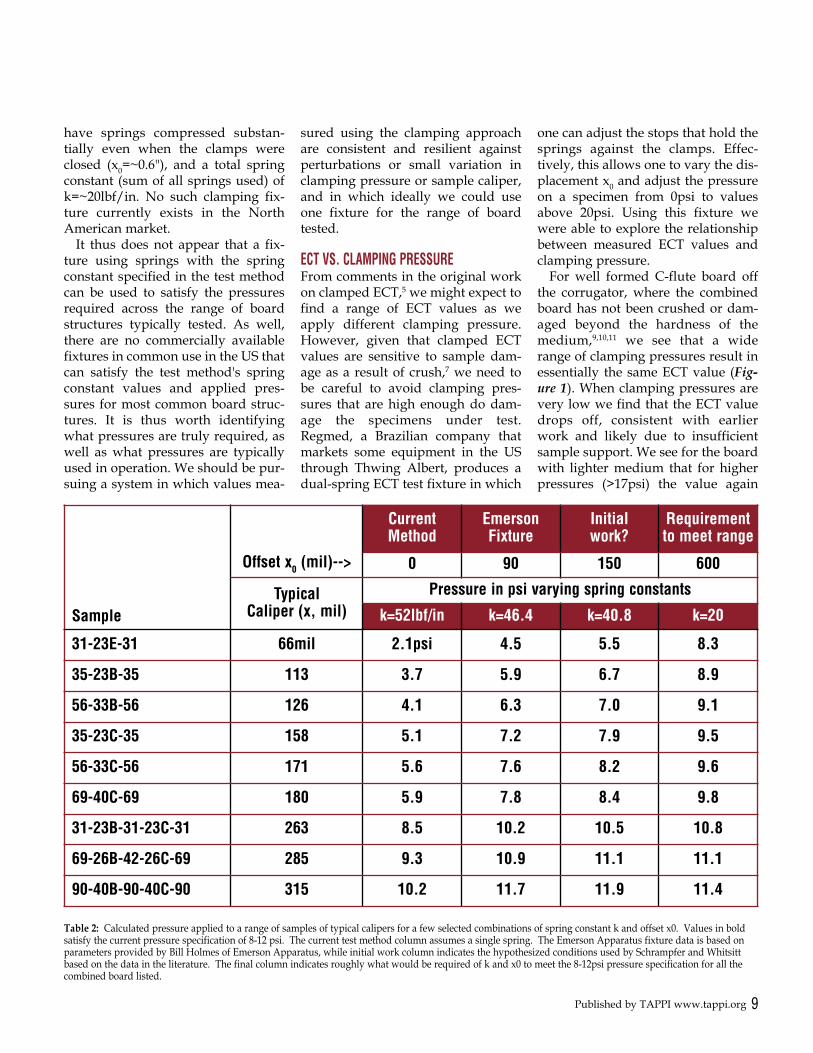
One approach to adjusting theapplied pressure is to have the springunder compression even when thetwo clamp faces are touching. Thiseffectively adds a displacement to thecalculation (x0), so that the force isnow F=k(x+x0). A few selected pairsof k and x0 appear in Table 2, alongwith the corresponding pressuresapplied for different thickness sam-ples. In order to meet the pressurespecified in the test method for allboard types, a fixture would need to
Typical
Caliper (x, mil)
Pressure in psi varying spring constants
Sample k=20lbf/in k=40 k=52 k=104
31-23E-31 66mil 0.8psi 1.7 2.1 4.3
35-23B-35 113 1.4 2.8 3.7 7.3
56-33B-56 126 1.6 3.2 4.1 8.2
35-23C-35 158 2.0 4.0 5.1 10.3
56-33C-56 171 2.1 4.3 5.6 11.1
69-40C-69 180 2.3 4.5 5.9 11.7
31-23B-31-23C-31 263 3.3 6.6 8.5 17.1
69-26B-42-26C-69 285 3.6 7.1 9.3 18.5
90-40B-90-40C-90 315 3.9 7.9 10.2 20.5
Table 1: Calculated pressure applied to a range of samples of typical calipers for the various spring constants indicated. Values in bold satisfy the current pressurespecification of 8-12 psi. Note that the current specification calls for a spring constant of 52±5lbf/in, but does not specify how many springs must be used.
Published by TAPPI www.tappi.org 9
have springs compressed substan-tially even when the clamps wereclosed (x0=~0.6"), and a total springconstant (sum of all springs used) ofk=~20lbf/in. No such clamping fix-ture currently exists in the NorthAmerican market.
It thus does not appear that a fix-ture using springs with the springconstant specified in the test methodcan be used to satisfy the pressuresrequired across the range of boardstructures typically tested. As well,there are no commercially availablefixtures in common use in the US thatcan satisfy the test method's springconstant values and applied pres-sures for most common board struc-tures. It is thus worth identifyingwhat pressures are truly required, aswell as what pressures are typicallyused in operation. We should be pur-suing a system in which values mea-
sured using the clamping approachare consistent and resilient againstperturbations or small variation inclamping pressure or sample caliper,and in which ideally we could useone fixture for the range of boardtested.
ECT VS. CLAMPING PRESSUREFrom comments in the original workon clamped ECT,5 we might expect tofind a range of ECT values as weapply different clamping pressure.However, given that clamped ECTvalues are sensitive to sample dam-age as a result of crush,7 we need tobe careful to avoid clamping pres-sures that are high enough do dam-age the specimens under test.Regmed, a Brazilian company thatmarkets some equipment in the USthrough Thwing Albert, produces adual-spring ECT test fixture in which
one can adjust the stops that hold thesprings against the clamps. Effec-tively, this allows one to vary the dis-placement x0 and adjust the pressureon a specimen from 0psi to valuesabove 20psi. Using this fixture wewere able to explore the relationshipbetween measured ECT values andclamping pressure.
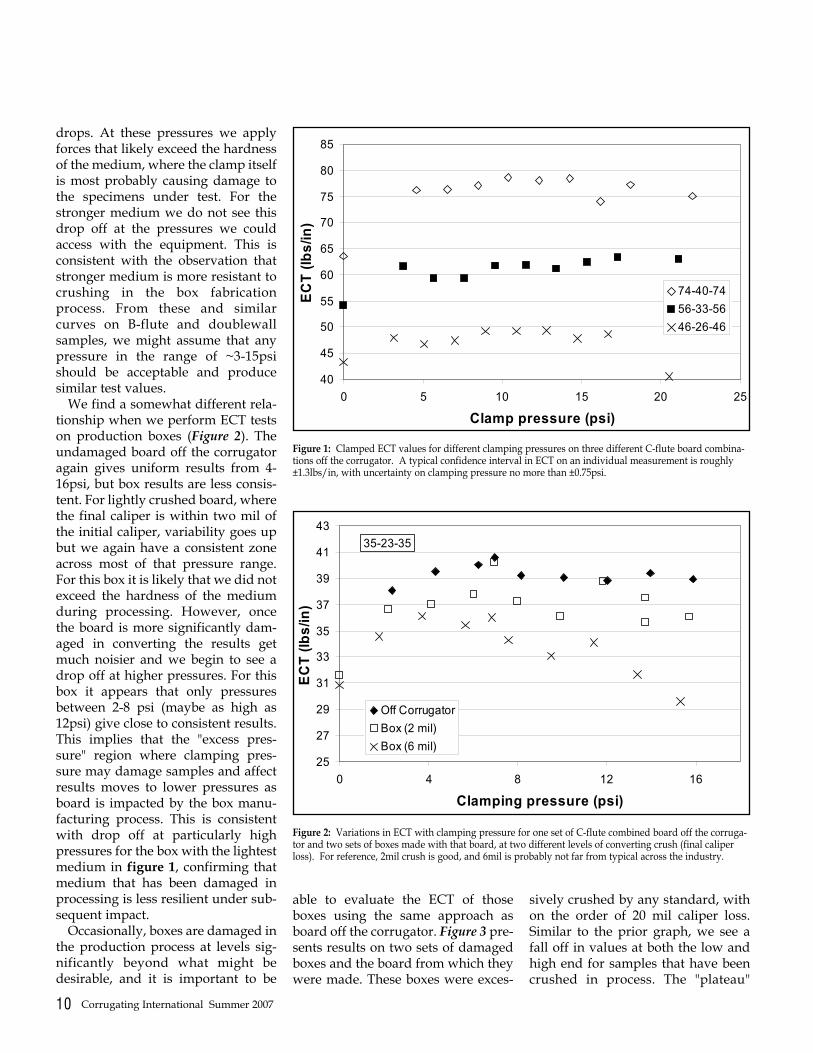
For well formed C-flute board offthe corrugator, where the combinedboard has not been crushed or dam-aged beyond the hardness of themedium,9,10,11 we see that a widerange of clamping pressures result inessentially the same ECT value (Fig-ure 1). When clamping pressures arevery low we find that the ECT valuedrops off, consistent with earlierwork and likely due to insufficientsample support. We see for the boardwith lighter medium that for higherpressures (>17psi) the value again
Sample
Offset x0 (mil)-->
CurrentMethod
EmersonFixture
Initialwork?
Requirementto meet range
0 90 150 600
TypicalCaliper (x, mil)
Pressure in psi varying spring constants
k=52lbf/in k=46.4 k=40.8 k=20
31-23E-31 66mil 2.1psi 4.5 5.5 8.3
35-23B-35 113 3.7 5.9 6.7 8.9
56-33B-56 126 4.1 6.3 7.0 9.1
35-23C-35 158 5.1 7.2 7.9 9.5
56-33C-56 171 5.6 7.6 8.2 9.6
69-40C-69 180 5.9 7.8 8.4 9.8
31-23B-31-23C-31 263 8.5 10.2 10.5 10.8
69-26B-42-26C-69 285 9.3 10.9 11.1 11.1
90-40B-90-40C-90 315 10.2 11.7 11.9 11.4
Table 2: Calculated pressure applied to a range of samples of typical calipers for a few selected combinations of spring constant k and offset x0. Values in boldsatisfy the current pressure specification of 8-12 psi. The current test method column assumes a single spring. The Emerson Apparatus fixture data is based onparameters provided by Bill Holmes of Emerson Apparatus, while initial work column indicates the hypothesized conditions used by Schrampfer and Whitsittbased on the data in the literature. The final column indicates roughly what would be required of k and x0 to meet the 8-12psi pressure specification for all thecombined board listed.
10 Corrugating International Summer 2007
drops. At these pressures we applyforces that likely exceed the hardnessof the medium, where the clamp itselfis most probably causing damage tothe specimens under test. For thestronger medium we do not see thisdrop off at the pressures we couldaccess with the equipment. This isconsistent with the observation thatstronger medium is more resistant tocrushing in the box fabricationprocess. From these and similarcurves on B-flute and doublewallsamples, we might assume that anypressure in the range of ~3-15psishould be acceptable and producesimilar test values.
We find a somewhat different rela-tionship when we perform ECT testson production boxes (Figure 2). Theundamaged board off the corrugatoragain gives uniform results from 4-16psi, but box results are less consis-tent. For lightly crushed board, wherethe final caliper is within two mil ofthe initial caliper, variability goes upbut we again have a consistent zoneacross most of that pressure range.For this box it is likely that we did notexceed the hardness of the mediumduring processing. However, oncethe board is more significantly dam-aged in converting the results getmuch noisier and we begin to see adrop off at higher pressures. For thisbox it appears that only pressuresbetween 2-8 psi (maybe as high as12psi) give close to consistent results.This implies that the "excess pres-sure" region where clamping pres-sure may damage samples and affectresults moves to lower pressures asboard is impacted by the box manu-facturing process. This is consistentwith drop off at particularly highpressures for the box with the lightestmedium in figure 1, confirming thatmedium that has been damaged inprocessing is less resilient under sub-sequent impact.
Occasionally, boxes are damaged inthe production process at levels sig-nificantly beyond what might bedesirable, and it is important to be
40
45
50
55
60
65
70
75
80
85
0 5 10 15 20 25
Clamp pressure (psi)
ECT
(lbs/
in)
74-40-7456-33-5646-26-46
Figure 1: Clamped ECT values for different clamping pressures on three different C-flute board combina-tions off the corrugator. A typical confidence interval in ECT on an individual measurement is roughly±1.3lbs/in, with uncertainty on clamping pressure no more than ±0.75psi.
25
27
29
31
33
35
37
39
41
43
0 4 8 12 16
Clamping pressure (psi)
ECT
(lbs/
in)
Off CorrugatorBox (2 mil)Box (6 mil)
35-23-35
Figure 2: Variations in ECT with clamping pressure for one set of C-flute combined board off the corruga-tor and two sets of boxes made with that board, at two different levels of converting crush (final caliperloss). For reference, 2mil crush is good, and 6mil is probably not far from typical across the industry.
able to evaluate the ECT of thoseboxes using the same approach asboard off the corrugator. Figure 3 pre-sents results on two sets of damagedboxes and the board from which theywere made. These boxes were exces-
sively crushed by any standard, withon the order of 20 mil caliper loss.Similar to the prior graph, we see afall off in values at both the low andhigh end for samples that have beencrushed in process. The "plateau"
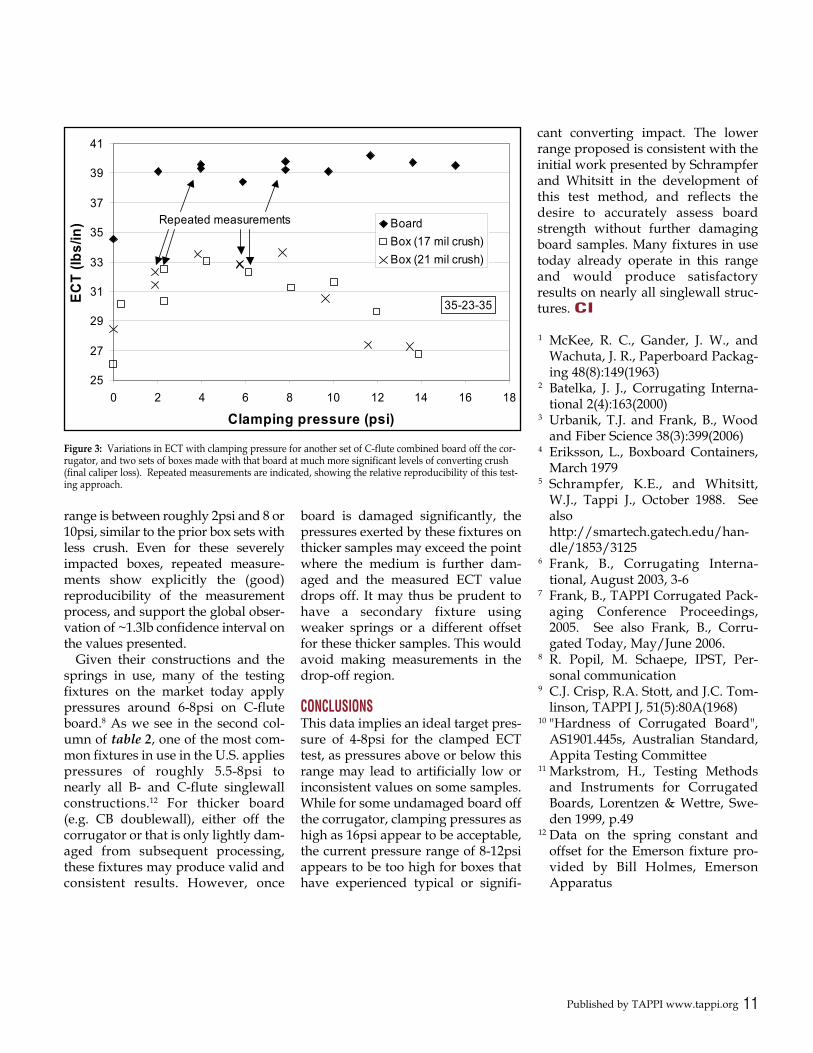
Published by TAPPI www.tappi.org 11
range is between roughly 2psi and 8 or10psi, similar to the prior box sets withless crush. Even for these severelyimpacted boxes, repeated measure-ments show explicitly the (good)reproducibility of the measurementprocess, and support the global obser-vation of ~1.3lb confidence interval onthe values presented.
Given their constructions and thesprings in use, many of the testingfixtures on the market today applypressures around 6-8psi on C-fluteboard.8 As we see in the second col-umn of table 2, one of the most com-mon fixtures in use in the U.S. appliespressures of roughly 5.5-8psi tonearly all B- and C-flute singlewallconstructions.12 For thicker board(e.g. CB doublewall), either off thecorrugator or that is only lightly dam-aged from subsequent processing,these fixtures may produce valid andconsistent results. However, once
board is damaged significantly, thepressures exerted by these fixtures onthicker samples may exceed the pointwhere the medium is further dam-aged and the measured ECT valuedrops off. It may thus be prudent tohave a secondary fixture usingweaker springs or a different offsetfor these thicker samples. This wouldavoid making measurements in thedrop-off region.
CONCLUSIONSThis data implies an ideal target pres-sure of 4-8psi for the clamped ECTtest, as pressures above or below thisrange may lead to artificially low orinconsistent values on some samples.While for some undamaged board offthe corrugator, clamping pressures ashigh as 16psi appear to be acceptable,the current pressure range of 8-12psiappears to be too high for boxes thathave experienced typical or signifi-
cant converting impact. The lowerrange proposed is consistent with theinitial work presented by Schrampferand Whitsitt in the development ofthis test method, and reflects thedesire to accurately assess boardstrength without further damagingboard samples. Many fixtures in usetoday already operate in this rangeand would produce satisfactoryresults on nearly all singlewall struc-tures. CI
1 McKee, R. C., Gander, J. W., andWachuta, J. R., Paperboard Packag-ing 48(8):149(1963)
2 Batelka, J. J., Corrugating Interna-tional 2(4):163(2000)
3 Urbanik, T.J. and Frank, B., Woodand Fiber Science 38(3):399(2006)
4 Eriksson, L., Boxboard Containers,March 1979
5 Schrampfer, K.E., and Whitsitt,W.J., Tappi J., October 1988. Seealsohttp://smartech.gatech.edu/han-dle/1853/3125
6 Frank, B., Corrugating Interna-tional, August 2003, 3-6
7 Frank, B., TAPPI Corrugated Pack-aging Conference Proceedings,2005. See also Frank, B., Corru-gated Today, May/June 2006.
8 R. Popil, M. Schaepe, IPST, Per-sonal communication
9 C.J. Crisp, R.A. Stott, and J.C. Tom-linson, TAPPI J, 51(5):80A(1968)
10 "Hardness of Corrugated Board",AS1901.445s, Australian Standard,Appita Testing Committee
11 Markstrom, H., Testing Methodsand Instruments for CorrugatedBoards, Lorentzen & Wettre, Swe-den 1999, p.49
12 Data on the spring constant andoffset for the Emerson fixture pro-vided by Bill Holmes, EmersonApparatus
25
27
29
31
33
35
37
39
41
0 2 4 6 8 10 12 14 16 18
Clamping pressure (psi)
ECT
(lbs/
in) Board
Box (17 mil crush)Box (21 mil crush)
35-23-35
Repeated measurements
Figure 3: Variations in ECT with clamping pressure for another set of C-flute combined board off the cor-rugator, and two sets of boxes made with that board at much more significant levels of converting crush(final caliper loss). Repeated measurements are indicated, showing the relative reproducibility of this test-ing approach.
12 Corrugating International Summer 2007
THE TOPICS COVERED AND THERESPONSES PROVIDED ARE AS RELEVANTTODAY AS THEY WERE TWO YEARS AGO.This article should provide all read-ers with information they can use intheir day-to-day job activities.
Now we're going to turn to theforum discussion for your questions.We have CORBOTEC members in theaudience with microphones. If youhave opinions, that's fine but pleaseput them in the form of a question.
Question: What is the most commonfield failure mode or modes and how dothese relate to ECT?
GEORGE D'URSO: Actually I thinkthat's a more involved question.Typically what I see as far as failuremodes is going to be system fail-ures. We've got very complex sys-tems these days between standardRSC's and bliss boxes and displayready, shippers. The system fail-ures that we're seeing are thoserelated to a number of variablessuch as whether or not you havepallet overhang or where you havetoo much stretch wrap or whetheryou have an inappropriatelydesigned package.
Related to ECT, it going to be thefact that we need to understand whatthe system needs are and then comeback and design a package to handlethe situation with the appropriateECT for the need.
It's really related to understandingyour system, understanding what the
need is for the system and thendesigning through that.
BEN FRANK: Okay, I'd be willing to betthat you're going to get five differentanswers, so I'm going to give a part. Iwould agree with George and I'llprobably agree with every else too.One of the ways we often use ECT, toanswer your question, is that we can,because ECT plays a role in box com-pression strength. Typically one ofthe things we do wrong in our ownshops is how we treat the board whenwe look at failures when they occur,and identify whether the problem ison our end.
Whether, despite the fact that wedesigned the box correctly for the sys-tem it might be in, we fabricated thebox incorrectly or crushed it toomuch, or it had too low of an ECT, wecan use ECT to understand the fieldfailure. So that would be one aspectof answering that kind of question.
ROMAN POPIL: The question is, howdo boxes fail, and the common fieldfailure mode and what's the relation-ship to ECT? We did video observa-tions of various boxes that we madeat IPST and these included multi wallboxes. But for single wall boxes, onecan generalize the field failure is thatby and large the box was observed tobulge out if you have anything in it.Of course it would bulge out ratherthan inward with a filled box but itcould go either way for an empty box.
So the panel will bow out as some-
Editors Note: As a part of the "Maximizing Profitability by Optimizing Package Performance: ECT & LightWeight" session at the2005 TAPPI & CPD Conference in Las Vegas a very spirited Forum was held that includedquestions and responsesof various aspects of ECT.
Maximizing Profitability by Optimizing PackagePerformance: ECT & Light Weight ConsiderationsMaximizing Profitability by Optimizing PackagePerformance: ECT & Light Weight Considerations

Published by TAPPI www.tappi.org 13
thing reminiscent of a pillow and youhave a concentration of the stresses,and we looked at this with theinfrared thermography, at the cor-ners, primarily. A crease will start toform in the corner at about a 45degree angle with respect to the cor-ner and that crease will propagateand that's what I think where the ECTstress is at its maximum. The ECTfailure, in other words the compres-sive failure, starts at the corners andstarts to propagate across to meet theother failure starting at the other cor-ner and you'll have two arcs of amean increase.
CHAD THOMPSON: I'm going toaddress this more from a box durabil-ity standpoint and the distributionenvironment, specifically the smallparcel distribution environment, as Irepresent UPS. Where we typicallysee box failure with ECT board com-binations is with either puncture ortearing of the corrugated package.We do a lot of investigative analysisby doing laboratory testing in accor-dance with a general simulation testlike an ISTA 3-A test to try to repli-cate that field damage we identify.
Typically what we are seeing in thefield and in the laboratory is that thebox will either rip down a verticaledge, or one of the bottom edges, orwe'll see punctures, almost like whatGeorge D'Urso talked about is his pre-sentation, from the inside out of thecorrugated. It is just a mis application.Our shippers are overloading the box.
Audience Comment: My take onfield failure as a tech representativein the field is that there are two basicor two fundamental structural failuremodes that I've seen. Either the box isgoing to fail because the manufac-ture's joint fails or the box is going tofail because the board fails. How dowe define board failure? We can getinto much bigger discussion there.
As it relates to joint failure, I don'tthink anybody would disagree that itdoesn't relate to anything directly to
ECT, but as a failure relates to boardfailure, I think whether it's design orquality or whatever the issue thatcauses that failure, I think we've seenfrom the presentation today that wecan somewhat predict that failure bymeasuring ECT.
Audience Question: In field testingthat we've done, the results have been alittle surprising, I need to know if it's typ-ical or not. Testing 32 ECT board, B fluteversus C flute, we're finding that B fluteactually is about two lbs. higher than theC flute ECT tests and that was inherentlysurprising to me. What do you think?
BEN FRANK: If you're combiningpapers that are the same, what wehave seen is also an increase in B flutestrength for the same papers over Cflute strength and we have relatedthat in my lab in part to the way thetests are designed and to the failuremode in the ECT test.
That doesn't mean the box will bestronger because the box also dependson the bending stiffness and the bend-ing stiffness will go down for B flutemuch more than the ECT will go up.However, we have also gotten higherECT values for identical papers com-bined using B flute and C flute.
Follow-up Question: I have a follow upquestion. Thank you for the answer tothat, I appreciate that. Second question is:the challenge in the box plant is that ittakes too long to do ECT testing as oftenas we would need to, so we try to come upwith the best correlating test to matchECT. Would you say that caliper is thebest, easy test for a box plant to correlatewith ECT values?
BEN FRANK: The way you framed thatquestion, one might be led to arguethat caliper is the only easy test to doat the box plant and thus, it is the besttest to do at the box plant. But if yourbox plant wants to test more physicalproperties on the combined boardthan simply caliper, the clamp ECTmethod is pretty quick and the easiest
to do of the ECT methods. But caliperdoes correlate very well with ECTover a given range and how far thatrange works out is something thateverybody's got to define for them-selves.
Audience Response: The only thingI'd add to that is that caliper can besometimes be misleading becausethere is memory. I agree that the com-bination of doing caliper and thendoing the clamp ECT is good. As Benmentioned earlier, clamp ECT is notthe referee test. It won't give you anabsolute value, but if you're lookingfor just process control and looking atprocess variability, the ECT clampmethod really is a quick and easyway of testing it. Cut a 2X2 sample,put it into a clamp and you're readyto go. So it's really not that difficult todo and I think you need to combinethe clamp ECT test with the boardcaliper test.
Audience Response: The interest-ing thing I head from what yousaid about the testing is that theclamp method reflects the dam-age that the board has seen whenyou crush it, so does the box. Thewaxed method does not show thisto the same degree. Taking intoaccount what you said earlier,redefining what the constants arein the McKee formula, might bethe way to go. The most accurateway to predict how your box isgoing to perform is to use theclamp method and use not a mod-ified McKee formula, but a McKeeformula has new constants.
Audience Response: Without goinginto detail, I would argue strenuouslythat the wax method is, regardless ofwhat parameters you want to rede-fine, the wax method will give youbetter predictions of box compres-sion. I know there are people in theroom who would disagree with meand that's a longer discussion so we'llleave it at that.

14 Corrugating International Summer 2007
Audience Question: Has anybody doneany studies on an industry wide basis ofthe amount of degradation that's out thereand what the ECT is and basically a corre-lation of those stamps and what's actuallyending up in the market place?
CHAD THOMPSON: I was approachedthis morning with exactly the samequestion by somebody sitting in theaudience who's probably smilingvery broadly right now. So there is alot of industry wide interest and ourindustry tends to skirt away fromindustry wide projects at this point.
I know a lot of different peoplewho've studied the question indepen-dently. Based on the material thatgoes through my lab that we get fromsales folks and such, it does notappear that we always do the best jobof meeting our guarantees, but Iknow we try as an industry very hardto do that.
Audience Response: The only addi-tion is the fact that the problem withECT is that it is an after the fact test.You don't know what the conditionsof the samples were that came to you.So, to do an industry wide audit, ifyou will, from pulling samples fromthe field or just having people pro-vide samples, it becomes a little bitmore of a challenge. Like it or not,Mullen is real simple. You take it, youpop it, you get a number whether it'sbeen crushed, rolled over, whatever.With ECT, you really need to be look-ing at almost a benchmarking that'sbeen done in individual plants to beable to see what they're able to pro-duce from the given ring crush of theroll stock they have. To pull samplesform the field, you're already startingwith a little asterisk next to it.
Follow-up Comment: Okay, let meask you a real simple question. Whatpercentage of corrugated box plants,from sheet plants all the way up toplants with corrugators in this coun-try do you think have the ability totest for ECT? I'm not talking about
guys who put stamps on boxes; I'mtalking about plants that actually havethe in-house ability to test specificallyfor it. I'll bet it will be less than 10%.
You've got a lot of smart people inroom, who care about this stuff, but Ican tell you, amongst sheet plants, I'mvery active in the AICC, I can tell youright now, very few sheet plants havethe ability to test their finished boxes.
GEORGE A. D'URSO: No argument onthat because we're probably tilted alittle bit to the integrated side so I canonly answer for GP and for what wehave in our plants. The sheet plantside is a whole other problem. Onlythe fact that, if you're purchasingsheets from a sheet feeder, where doyou measure ECT? This also raisesthe point, if you're a sheet plant andyou're producing 32 lb ECT, andyou're purchasing sheets, should yoube purchasing 40 lb ECT sheetsbecause you know you're going todegrade it through your system sothat when you deliver it it's 32? Andthat's a whole other issue that really isa quagmire that hasn't been reallyaddressed.
Audience Question: I want to go backto the question a few minutes ago aboutcaliper. If you check ECT in a corrugatedenvironment, in the southeast where Ilive, depending on the time of the year,the results are going to be all over theplace. You don't have time to conditionit, so you go with what you've got. Atbest, what you have is bogus information.
Audience Response: There are cor-rections for moisture. Doing a mois-ture content on a board can take youa couple of minutes if you have acombination infra-red dryer withscale. If you have a gram scale and anoven, it may take a couple of hours toget an answer. Bogus is probablyharsh. I still think its relative informa-tion. Again you're not going to be cer-tifying. If you're using your shopfloor ECT testing to certify a box, thenthat's incorrect.
Also to Ben's point, T- 811 is still thereferee method, but if you're lookingat it from a process control stand-point, and if you just want to see howyou're doing today versus yesterdayversus next week, and you correct formoisture, shop floor methods areokay. The same can be said forcaliper. But, if you put a box at 90 90and you take a caliper reading andthen put it at 10% relative humidityand take a caliper reading, you'relikely to have a different number.Because very moist board may notsupport the caliper anvil deadweight. So moisture is a challenge.
Audience Response: You're going tohave a hugely different number forECT if you're at those percent mois-tures and those percent humidities.
Audience Response: Caliper, youcan check caliper going into yourflexos. The humidity is the same inthose few seconds from one part ofthe process to another so you're talk-ing relative here.
But I suggest to the person thatwas asking about how you controlthis, develop a program. You can goto the lab, like taking samples dailyor a couple of times a day of thepaper and the combined board andhave them tested. Control yourprocess. And the simplest way toknow that you're controlling theprocess on the shop floor is bycaliper testing because if you do itright there before and after, you'llanswer the question at the differentsteps of the process.
Audience Comment: And I don'targue that, I think that's a great plan.The only addition I would add tothat, though, is that you've got tomake sure if you're going to be rely-ing that heavily on caliper, you'reusing caliper of your liner as it'sgoing into your corrugator andcaliper off the corrugator.
If you look at the caliper ranges inlinerboard and if, you know if the

Published by TAPPI www.tappi.org 15
moon and Venus were aligned andyou had the absolute low end caliperon all three components, mediumand two liners verses and then thenext time you hung the rolls, you hadthe absolute high, extreme on allthree of those, you'd have a prettysignificant caliper change.
Audience Comment: If you have areliable mill supplier, the quality ofyour sheet coming in should be fairlyconsistent. You've got minimums thatyou know reasonably well and myunderstanding of what we'd be look-ing for on the corrugators are thingswe're doing to damage that sheetfrom the time it comes out of that hotplate section on down through theprocess.
You need to occasionally check andmake sure you're not crushing at thebridge guides, but if you know yourequipment, know what's normal, youlook for what's not normal. If it's notnormal, then you find out why it's notnormal. But through your process, it'sreal simple to take the caliper beforeand after each process.
Audience Comment: I would justadd that, following up on George'svariation on caliper, just based on thepapers we've gotten through our labin terms of the industry range for ringcrush for paper, what the industrymight call 70 HP or 72 HP or 35 lb orwhatever we want to call that grade,the ring crush average from suppliersthat we've seen in our lab goes from68 82 with one sigma deviation ofsomewhere between three and four.
So if you are fortunate enough tohave a box plant that only gets sup-plied by one mill, you can probablydo a pretty good job of guessing whatyour ECT is with a couple of baselinemeasurements and very close watch-ing of caliper, because you knowwhat your range is going to be withina much narrower window than if youhappen to be a box plant that getspaper from lots of places.
So I can understand why somebody
might want to do ECT in a box plant,just to find out where they're at andto benchmark their process. That'swhy it's critical that you know yourequipment and your customer baseso you can schedule the right paperfor the right application.
Audience Comment: That's what I'vebeen hearing this presentation, yes,that's a good addition.
Audience Question: Could you haveyour panel reflect on the relationship, ifany, between pin adhesion and box com-pression and or ECT? It's kind of a can ofworms.
Audience Response: Well you knowthese guys obviously know a lot moreabout the ECT and the technical test-ing part of it. My take from a fieldperspective is that if you have poorpin adhesion, poor bond, then youhave more of a likelihood of the linerbreaking away from the medium andfailing, or be at the lowering of theECT performance.
Audience Question: Is there data tosupport that? As pins go up, does boxcompression follow? As pins come down,does box compression follow?
Audience Response: No.
Panel Comment: I wrote a paper in2000. It was in the TAPPI JOURNALand related directly to that question.It was based on some previous workthat was done in Europe and reportsthat were done in Europe and at theInstitute of Paper Science and Tech-nology. Actually there's a very smallrelationship between pin adhesionand box performance. However, I didnotice that there are some relation-ships to basis weight that may have ahigher impact. One thing I didn't lookat is the atmospheric conditions.Once you start getting into differentmoisture conditions that can have aneffect. Does any of the panel want torespond further to that?
Audience Comment: We have somefairly good data from a fairly con-trolled experiment on pin adhesionversus ECT and it confirms somethoughts we've had for a long time.There is some industry disagreementon this, but it appeared to us that a 40pin adhesion was a break-point.Above that it didn't seem to matter awhole lot. And that's a pretty lownumber, but that's our facts, and theyare pretty good facts.
Audience Question: I'd like the panel'sopinion of using balanced versus unbal-anced liners when they're taking andchecking for ECT values, are there anycombinations that are better than othersin that particular light? I know that thereare a lot of variations that are used out inthe field.
Panel Response: ECT is a symmetrictest and mismatched liners are a nonsymmetric situation. The correlationbetween ECT and box compressiongets weaker at some level whenyou're running mismatched liners.For instance it's, generally agreedupon in the industry that if you wereto run a combination of 42, 26, 69,with the 69 on the inside, the box com-pression would be stronger thanwhen the 69 is on the outside becauseof the contribution of the heavier linerassociated with the direction that thebox actually fails. It will tend to bowout because of the contents on theinside. But, the ECT is going to be thesame, so there is some fogginess inexactly what the relationship is whenyou start unbalancing your liners.
Panel Response: In the referencesthere is a German reference, Volmeris the name that comes to mind, andhe covered that issue. The takeawayitem there is that paper is weaker incompression versus tension by abouta factor of two. Essentially if you'remaking a box, you want the heavierliner to be on the inside and thelighter liner ought to be on the out-side, due to that fact.

16 Corrugating International Summer 2007
So because on the inside if the pan-els are bowing outward, if you have abox filled with something, as is moreoften the case in terms of failuremode then the inside liner is just thatmuch more resistant to failure. If thesituation would be reversed and way,that is if you go to lightweights on theinside, there's more buckling thatcomes into play which can basicallyconfuse that relationship. But intu-
itively that's where you want it to go,with the heavier liner on the insideand the lighter liner on the outside ofthe box.
MICHAEL SCHAEPE: When compres-sion strength exceeds critical bucklingload, inter flute buckling occurs andECT is adversely affected. The resultof inter flute buckling is lower ECTthan that predicted from the sum of
the component compression strength.Secondly with today's lightweightliner boards with high density, lowcaliper and low bending stiffness,these have resulted in a greater occur-rence of inter flute buckling.
That's all the time we have for thispanel. There were three great presen-tations and we had a good responsefrom our panel. I'd like you to givethem all a hand. CI
Published by TAPPI www.tappi.org 17
ABSTRACT: THE UNITED STATES FORESTINDUSTRY CAN IMPROVE ITS GLOBAL COM-PETITIVENESS AND FUTURE VIABILITYTHROUGH ADVANCEMENTS IN SUSTAIN-ABLE FOREST PRODUCTIVITY. A majorreason for this is that wood is thelargest cost in producing pulp, paperand building products. It is onlythrough advances in forest technol-ogy that reductions in wood produc-tion costs can be achieved while alsoachieving greater wood yields.
In this paper, we will discuss thefour current research focus areas forthe Agenda 2020 Sustainable ForestProductivity Roadmap, in terms ofthe needs faced by the industry andthe research objectives. WE will alsodiscuss the application of nanotech-nology to achieve our objectives.
It is important that the forest indus-try invest and capitalize on theadvantages that nanotechnologyapplications can provide towardsimproved sustainability, improvedproductivity and the creation ofhigher value products.
NANOTECHNOLOGY: A GENERAL DEFINITIONWITH AN EXAMLE FOR THE PULP ANDPAPER INDUSTRY A nanometer (nm) is one-billionth ofa meter. To put this size in perspec-tive, a sheet of writing paper is about100,000 nanometers thick; 10 hydro-gen atoms laid in a row are onenanometer wide. We're surroundedby hard-working nanosystems everyday-many provided by MotherNature, the original (and still most
efficient) nanotechnician. The termnanotechnology is often used to coverany research, process or productionat the nanoscale; the true aim of nan-otechnology, however, is not tomerely see or catalog phenomena atthis scale, but to control and manipu-late materials to obtain a special func-tion. In other words, size matters-butit's not the whole story. Sandwichedbetween the visible and the molecu-lar, this mesoscale is governed by itsown rules, a difficult-to-predicthybrid of Newtonian law and quan-tum physics. Materials at this scalehave entirely different propertiesthan smaller- or larger-scale materi-als; they respond and interact inunique ways. Harnessing those dif-ferences to create valuable, pre-dictable and controllable outcomes isthe key goal of nanotechnologyresearch. As a science, nanotechnol-ogy is the place where engineering,biology and chemistry meet. A pri-mary nanotechnology research areawithin the pulp and paper industry isto harness the properties of lignocel-lulose, another of nature's remark-ably efficient self-replicatingmesoscale machines.
RESEARCH GOALS FOR SUSTAINABLEFOREST PRODUCTIVITY The goal of Agenda 2020's Sustain-able Forest Productivity initiative isto develop and deploy wood produc-tion systems for our nation's foreststhat are ecologically sustainable,socially acceptable and economically
Editor's Note: This paperwas originally presentedat the 2006 InternationalConference on Nanotechnology. Thisyear's Conference, held inKnoxville on June 13 -15was a great success.
Plans are under way foranother NanotechnologyConference in the summerof 2008.
The Impact of Nanotechnology on SustainableForest ProductivityThe Impact of Nanotechnology on SustainableForest Productivity
by Maud Hinchee
18 Corrugating International Summer 2007
viable, thereby enhancing our under-standing of our forest ecosystems andthe global competitiveness of forest-based manufacturing and biorefinerysystems in the United States.
The Initiative has four researchfocus areas: 1.biotechnology and tree improve-
ment 2.wood quality 3. forest management, and 4.ecological functions and ecologi-
cal services of managed forests.
The roadmap to advance the com-petitiveness of the US forest industrythrough advancements in theseresearch areas is outlined below.Some of these advancements will bebased on improvements in existingcapabilities while others will dependon the application of evolving tech-nologies such as genomics, biotech-nology and nanotechnology.
FOCUS AREAS OF THE SUSTAINABLEFOREST PRODUCTIVITY ROADMAP
1. Biotechnology and Tree Improvement
Needs faced by the industry: The generation and implementationof improved hardwood and softwoodplanting stock is limited by the lack ofa national strategy for advancing andapplying a scientific understanding offorest genetic resources. Utilizing thenatural genetic diversity of our plan-tation species will require enhancedknowledge of the genetics andgenome of key plantation species.
In addition, increased ability toproduce the volumes of improvedplanting stock required to meet theindustry's needs is essential. We lackhigh efficiency softwood tree propa-gation systems that allow for theplanting of improved genotypes. Thisis essential as softwood species makeup the majority of the nations refor-estation seedlings and building prod-ucts. We also need to develop hard-wood production systems that are
capable of competing with the pro-ductivity of Eucalyptus plantations inthe Southern hemisphere.
Objectives: 1.Accelerate testing and deploy-
ment of clonal forestry systemsfor softwoods.
2.Sequence the active genome ofPinus taeda (loblolly pine).
3.Develop methods for conifertransformation that work for allsuperior genotypes with high effi-ciency.
4.Accelerate testing and deploy-ment of hybrid larch as a planta-tion species in the United States.
5.Define and minimize risks thatmay be associated with transgenictrees.
6.Develop a cold hardy Eucalyptusfor use in plantations in theUnited States.
2. Wood Quality
Needs faced by the industry: We lack reliable quantitative esti-mates of the value of wood qualityimprovements to manufacturing interms of energy efficiency and prod-uct quality. This information is neces-sary in order to achieve the competi-tive edge provided by superior qual-ity or by increased product produc-tion at lower costs.
Objectives: 1.Develop rapid, cost-effective
methods for measuring woodproperties that affect end uses.
2.Develop explicit and detailedmodels of the value of woodquality improvements to manu-facturing in terms of energy effi-ciency and product quality.
3.Determine how key measures ofwood quality are affected by sitefactors, stand conditions, manage-ment practices and genetics.
4.Develop new silvicultural optionsfor controlling wood quality inintensively managed plantations.
5. Improve understanding of biolog-
ical processes for controlling tran-sition from juvenile to maturewood.
3. Forest Management
Needs faced by the industry: We lack a national strategy for inte-grating technology, policy and eco-nomics to spur the development of"precision forestry" and "landscapemanagement" as components of sus-tainable wood production systems.
Objectives: 1.Update growth and yield models
to account for changes in standconditions, management, prac-tices and environmental variables.
2.Develop new fertilizer formula-tions, application practices, anddiagnostic techniques to enhancethe economic and environmentalperformance of forest fertilizationprograms.
3.Develop new generation analyti-cal models to evaluate changingeconomic conditions affectingwood fiber supply and demand.
4. Ecological Functions and Ecologi-cal Services of Managed Forests
Needs faced by the industry: We lack a national strategy for gath-ering and analyzing information onthe current and potential contribu-tions of managed forests to sustain-ing water quality and biodiversity.We also lack reliable quantitativeestimates of the potential of differentforest management systems tosequester carbon and reduce green-house gas emissions.
Objectives: 1.Develop and test methods for
measuring and recognition thecontributions of managed foreststo sustaining water quality andbiodiversity.
2.Quantify the potential of forestmanagement systems to sequestercarbon and reduce greenhousegas emissions.

Published by TAPPI www.tappi.org 19
3.Define costs and benefits of alter-native methods for managing log-ging residues and mill residualsand biosolids.
APPLYING NANOTECHNOLOGY TO ACHIEVEOUR OBJECTIVES Nanotechnology will enable many ofthe technological advancements weneed to achieve. The application ofnanotechnology to decipher how thetree genome manifests different phe-notypes associated with growth,wood quality, and adaptability, espe-cially in response to different envi-ronmental situations, will exponen-tially increase our ability to improvetree planting stock. This will result inthe ability to produce faster growingand hardier trees than retain industri-ally useful properties to maximizeproductivity of plantation forest land. Improvements in the ease of manu-facturing or in the functionality ofwood could be achieved through theapplication of biomemetics and self-assembly. Application of this devel-oping research area would enhancefundamental understanding of mole-cular recognition in plant growth andcell-wall self-assembly in forest prod-ucts processes to create new orenhanced existing products. Knowl-edge of how molecules in woody bio-mass self-assemble can lead to newuses of the cell wall constituents as achemical feedstock.
Cell wall nanotechnology willdevelop new methods will providenew ways to investigate cell wallstructure by non-invasive micro-scopic and spectroscopic measure-ments and to gain knowledge of cellwall structure and mechanical prop-erties. Improved product diversityand properties, through the modifica-tion of wood feedstock to meet prod-uct-specific requirements such as thegeneration of thinner walls in south-ern pine, altered ratios of cell wallcomponents, more flexible fiber, and
fiber of improved absorptive proper-ties, will create higher value or newproducts. It will also allow for theenhanced use of non-merchantabletimber, wood processing residues assources of biomass to compensate fordeclining fossil fuels.
Nanotechnology, through interac-tions in the disciplines of genomicsand biotechnology, will be utilized todetermine the manner in which thetree's genetic information influencesthe assembly and consolidation of thecell wall and affect the cell walls' bio-physical and mechanical properties.Nanotechnology will aid in theunderstanding of how cellulose, itselfa nano-biomaterial, is controlled bygenetic, biochemical, cellular and bio-physical processes. Nanotechnology-based sensors willbe applied to improving wood andlignocellulosic properties, but also asan aid in precision forestry and land-scape management. Nanosensorsincorporated into wood based mater-ial could provide an early warning ofdisease and pest damage in the forestand act as an early warning of moldor termite damage in lumber. It iseven possible to conceive thatnanoscale processes will then be ablefacilitate self-healing in wood andtrees in response to environmental orbiological damage.
Nanosensors will also be utilized inthe future to monitor forest healthand enable us to better maintainhealthy forests, landscapes andecosystems.
CONCLUSION It is important that research todevelop technologies to achieve ourcurrent and future sustainableforestry objectives capitalize uponexisting and evolving nanotechnolo-gies.
Nanotechnology will enable us toincrease our knowledge base offorests and forest trees, and will assist
us in rapidly implementing forestgenetic improvement through breed-ing, genomics and biotechnology.New or improved wood-derivedproducts will be made possiblethrough the biological, biochemicaland biophysical insights made possi-ble using techniques derived fromnanotechnology.
The application of nanotechnologywill enable new methods to measurethe biotic and abiotic factors thataffect plantation performance. It willalso assist us in measuring thedynamics that affect forest ecosys-tems and provide opportunities tomitigate negative factors that woulddecrease productivity.
Nanosensors and nanomaterialswill increase our ability to practiceprecision forestry and landscapemanagement in order to achieve theenvironmental, social and economicobjectives of the forest industry. It isimportant that the forest industryinvest in understanding how to applynanotechnology towards improvedsustainability, improved productivityand the creation of higher value prod-ucts from our nation's forests. CI
Acknowledgement: This paper isbased on the Agenda 2020 Roadmapfor Sustainable Forest Productivityand the Summary of NanotechnologyR&D Needs from Oct 2004 AFPAWorkshop entitled "NanotechnologyWorkshop for the Forest ProductsIndustry."
About the Author: Maud Hinchee represents ArborGenLLC, Summerville, South Carolina,and is a member of AF&PA ForestScience and Technology Committee.ArborGen LLC is a partnership sup-ported by more than 100 researchersand plant scientists from the UnitedStates, Brazil and New Zealand. Visitwww.arborgen.com to learn more.
20 Corrugating International Summer 2007
WHETHER IT'S ADDICTION, AVOIDANCE,OR AN OBSESSIVE-COMPULSIVE DISORDER,WORKAHOLISM IS HARMFUL TO ITS VIC-TIMS AND THOSE WHO ARE CLOSEENOUGH TO FEEL THE FALLOUT. Addi-tional signs can include using work asan escape, having your home becomea "satellite office," and being unable tobe at peace when you're not thinkingabout or doing work. An inability torelax or to enjoy your free time isanother signal that you could be in theprocess of becoming a human-doingrather than a human-being.
Hard work and achievement aregood things, but if they take the placeof loved ones or even taking care ofyourself, you need to take a deeperlook at what's driving you. Thisincludes using work to avoid per-sonal or family issues.
For some, living to work may actu-ally mean working to live. Whenstruggling to make ends meet, work-ing overtime at every opportunity istotally understandable. These are dif-ficult situations, but to maintain goodhealth, you need to build in somedowntime. The difference betweenneeding to work and workaholismlies in whether or not you can stop
thinking about your job when you areaway from it. Others who overworkmay have a severe need to be perfectand feel that no one else can do thejob as well as they can. Sometimes aworkaholic may fear losing a job, sohe or she puts in the extra effort toensure job security.
There are occasions when overworkcan be beneficial. If you are healingfrom an emotional wound, trying tobuild a nest egg, or fighting badhabits, concentrating on work can be agood idea. Just make sure that youkeep some balance in your life.
Workaholics Anonymous(www.workaholics-anonymous.org)has a web site where you can take atest, get some basic information aboutsupport groups, and learn about somethings you can do to dial your worklife back a little bit. A couple of goodtips for dealing with this issue includetaking long weekends and vowingduring time off not to tackle anywork-related projects. Another tip isto make your personal time a sacredspace where you can only do thingsfor yourself or your loved ones.
As issues go, this may not be per-ceived as the worst thing in the
If you are more comfortable at work than in any other environment, or if you feel as if you can't take a vacation, or don't havethe ability to just turn off work for a few days,you may actually be a workaholic.
The WorkaholicThe WorkaholicBy Barton Goldsmith, Ph.D.

Published by TAPPI www.tappi.org 21
world. But I have seen it ruin numer-ous relationships and families. I havealso met many very successful peoplewho felt alone in the world becauseso much of their time was spent attheir businesses instead of with thosethey love.
Culturally, we tend to honor hardwork, and most people feel that it paysoff. But in the end, if it replaces themore important things in life, like rela-tionships, you end up with less. CI
About the author For more than two decades, Dr. Bar-ton Goldsmith has helped Fortune500 companies, educational institu-tions, and government organizationsworldwide to help them develop cre-ative and balanced leadership. He is ahighly sought-after keynote speaker,business consultant and author. Hiscolumns appear in more than 500publications, including the ChicagoSun-Times, the Detroit News, and the
Los Angeles Business Journal. Con-sidered an expert on small business,he has spoken worldwide to groupsof 10 to 5000, and is in high demandfor keynotes, training and consulting.He may be contacted through hisweb site or at (818) 879-9996.
This article was originally pub-lished in the July 4, 2007 edition ofAhead of the Curve, a weeklynewsletter published by TAPPI.

22 Corrugating International Summer 2007
FOR THOSE WHO KEPT UP WITH THESERIES FROM BS 101 THROUGH THEGRADUATE-LEVEL INSTALLMENT, THEFOLLOWING BS PAPER360º EDITION WILLHELP POLISH YOUR SKILLS AND KEEP YOUIN TUNE WITH THE LATEST OFFICE DISCUS-SIONS AND BS NETWORKING SESSIONSANYWHERE AROUND THE INDUSTRY.
These terms will prevent BS slip-page and keep you in the loop withother BSers. Just a few minutes ofstudy will hone your Biz-speakman-ship and have you ready to BS at amoment's notice. You might want tomake a copy of these latest terms andkeep it as a study reference on theseat beside you while putting in somewindshield time in the morning rushhour traffic.
1. FBI: Faith-Based Intelligence. Atop-down managementapproach in which high levelexecutives already know all theanswers and need only theintelligence to support them,e.g., "just give me the logicbehind my answer."
2. DWY: Driving while Yakking.Common cell phone phenome-non during rush hour traffic.
3. DWT: Driving While Texting.Similar to but more dangerousthan DWY. The dark side ofDWY.
4. Free Wheeling: Spending more
time in traffic manipulating aBlackberry wheel than yourcar's steering wheel.
5. Bobbleheading: The noddingeffect resulting from alternatelylooking at a Blackberry screenin your lap and someone (aspouse or business associate)talking to you from across atable, such as in a restaurant.Can be mistaken for agreementor paying close attention, inwhich case it is more accuratelycalled yessing.
6. Voodoo Statistics: The art oftwisting bad data or informa-tion to make it look good, e.g.,"This year's loss represents a50% improvement over lastyear's loss. Things are turningaround in the paper industry."
7. Back-Sourcing: When out-sourcers fail to deliver quality,service or cost effectiveness,companies will bring the jobback in-house, e.g., "It's time toback-source this one, becausewe've lost control of what we'redoing."
8. MBWA: Management by Walk-ing Around. Wandering aroundan office asking employeeswhat they're working on, howit's going, who the person in theoffice next door is, etc.
Since my last Biz-Speakcolumn more than a yearago, some new terms havecrept into the businessvernacular, and are beingheard more frequentlyaround less frequent pulpand paper industry eventsthese days.
You can’t play the game if you don’t know thelanguageYou can’t play the game if you don’t know thelanguage
Ken Patrick
Published by TAPPI www.tappi.org 23
9. Deck: A reference to a Power-Point "slide" show, e.g., "Therewere only 10 slides in the deck,but the presentation lastedmore than an hour."
10. 50-50-90 Rule: A variation ofMurphy's law. Given a 50-50chance of things going right,they'll go wrong 90% of thetime.
11. Hot Desking: A practice byworkers (particularly visitingoutsource workers and newerBack-Sourcing employees) whohave no permanent workstationor desk and are assigned tem-porary workspace based onavailability and need. The offi-cial corporate term is "locationindependent working." Amongworkers it's known simply as"homeless."
12. Meeting Moth: An executivewho flits from meeting to meet-ing, but seldom participates inor acts on the items discussedin them.
13. Benchmark: An objectiveassessment of how bad some-thing really is so that furtherdeterioration can be more accu-rately measured and blameproperly placed.
14. Windshield Time: Time spent,generally in heavy traffic, com-muting to and from work. "Ihad some really intense wind-shield time this morning."
15. Desktime: Time between com-muting and meetings availableto do actual work at your desk,roughly 5% of a typicalemployee's work day.
16. Bleeding Edge: Just beyondcutting edge.
17. Locked Tool Box: A referenceto a company or organizationthat has the right tools, systems,equipment, etc., but lacksskilled employees to put themto good use.
18. Mahogany Row: A reference tothose sections of an officebuilding or floor where upperexecutives reside, i.e., officesthat contain desks and furnituremade of mahogany or otherexpensive dark wood, com-pared with cubicles havinglight colored Formica coveredbench desks.
19. Bulletize: Use of bullets bypeople unable to think--or morespecifically to write--in com-plete sentences.
20. Word-of-Mouse: A reference tothe use of the "Tell a Friend"button at the top of some webpages.
About the AuthorKen Patrick is senior editor ofPaper360°. Contact him [email protected]. This edition ofBiz Speak was originally published inPaper360º's special June-July Sum-mer "360" list issue. Check out theentire issue, including the completeresults of the Reader Response Sur-vey, at www.paper360.org.

NEWS
24 Corrugating International Summer 2007
NEWSINDUSTRY SUMMER 2007
Racing to a Stronger Tomorrow is thetheme of TAPPI's 2007 CorrugatedPackaging Division Conference to beheld October 29 - November 1, 2007at the Indianapolis Convention Cen-ter and RCA Dome in Indianapolis,IN. The event will kick off with thepopular Corrugated Classic Golf Out-ing followed by the Opening Recep-tion on Monday evening October29th. TAPPI is offering a special dis-count to box plants this year. Thespecial price of $1095 will beextended to an unlimited number ofbox plant employees from the samelocation. Technical program topicsfrom Tuesday will be repeated onWednesday so multiple people canattend sessions on different days forthis one low fee. There is also a widevariety of topics and activities for allattendees who will attend the fullconference.
Space is still available for the 13thAnnual Corrugated Classic Golf Out-ing at the Purgatory Golf Club. Yourround of golf will include a boxlunch, free drinks and golf cart.There will be transportation to thecourse from the Westin Hotel. Visitwww.tappi.org/correxpo for detailsand an application.
Back by popular demand, JoelWeldon will deliver two separatekeynote addresses. Joel has beenbringing business and industry lead-ers new perspectives on leadership,sales, customer service, and personal
improvement for over 30 years. Hehas been hired by more than 2500groups, from all across North Amer-ica, to energize audiences and turnideas into action.
On Tuesday, October 30th Joelwill be delivering his speech "TheInvisible Horses" (How ChangeBrings You Opportunity); this open-ing session will help you open yourthinking to new ideas and get maxi-mum benefits out of today's breakoutsessions. You'll learn how best tobring these new ideas back with youto your organization and get peopleon your team to embrace them. You'llsee how fast change is happening andhow you can best adapt to thesechanges. And yes, you'll have a lot offun in this opening session!
Joel will be speaking again onWednesday, October 31st deliveringanother one of his world-famousmotivational speeches, "Find OutWhat Everyone Else Is Doing…AndDon't Do It" (How To Be Even MoreInnovative And Creative); this ses-sion will help you generate new ideasand new concepts to take back toyour organization. You'll learn howto use 5 Trigger Words, 3 Idea Stimu-lators and a 4 Word Test to decidewhich ideas you should actually putinto action. Your mind is full of amaz-ing ideas … just begging to bereleased. This session will help yourelease them, and you'll have a lot offun in the process!
Published by TAPPI www.tappi.org 25
Corrugating News
CORRUGATOR/CORRUGATORMAINTENANCESession Moderator, Jim Carbone,Harper Love Adhesives
• Starch Make-up and WaterTreatmentPresententers: Roman Skuratowski,Corn Products & Bob Lantz, Ringwood
• Singlefacer & Glue MachinePresenters: John Sofinowski, Mar-quipWardUnited, Joe Finke, Mar-quipWardUnited, Jack Wallace, Packaging Corp ofAmerica, Keith Lansdale, Packaging Corp of America
• Liner and Medium Propertiesand Their Relationship to Corrugated BoardPresenters: Jeff O'Cull, TempleInland, Pat Pochiro, InternationalPaper, Paula Henderson, TempleInland
• Corrugated Board Quality TestingPresenters: Jamie Adams, Weyerhaeuser Company, CarltonMathews, Smurfit Stone Container, Dwyer Griffin, International Paper
• Board Quality Analysis at theCorrugator Dry EndPresenters: Dave Vollick, SmurfitStone Container & Chuck Shaffer,Weyerhaeuser Company
• Heat Transfer on the CorrugatorPresenters: Steve Schmidt, CoparCorporation, Bob Montgomery,Cleaver-Brooks, Craig Machamer
The program will again concentrate on Corrugating/Corrugating Maintenance, Converting/Converting Mainte-nance and HRD/Safety. Several of the most popular presentations will be repeated from 2006, with improvements assuggested by attendees, and there will be new topics as well. The duration of each presentation will be extended to 40minutes, which will allow for questions and more interaction with the instructors. Please plan to bring your problemsand the experts will help you solve them! Click here for full descriptions of program topics. Presentation titles include:
CONVERTING/CONVERTINGMAINTENANCESession Moderator, Steve Woodard,ARC International
• Improving Productivity with pHStable InksPresenters: Bob Cantu & CharlesHague, Sun Chemical
• The Ink Metering Marriage:Anilox Rollers & Doctor BladesPresenter: Jean Jackson, AllisonSystems
• The Fingerprint and it's Continuing Use on Every JobPresenters: Cordes Porcher, Packaging Corporation of America, Scott Gilbert, SmurfitStone Container Corporation
• Impact of Equipment on Structural DesignPresenters: Rick Putch & John Harmon, Dicar Inc
• Converting Equipment MaintenancePresenters: Rick Croker & JohnTroyke, Gerogia Pacific Corp.
• Manufacturers Glue Joint BestPracticesPresenters: Rhonda Nichols, International Paper, Frank Charbonneau & Annick Ensley,Smurfit Stone Container
• Maximizing Box CompressionPotentialPresenters: Dave Carlson, FibreBox Association & John Rutherford, Temple Inland
HRD/SAFETYSession Moderator, Scott Ellis, P Squared
• The Value of TrainingPresenter: Bill Baggett, Bates Container
• Breaking the Cycle of At-RiskBehavior Presenter: Gary Higbee, Higbee & Associates, Inc
• Visual Standards for Best Practices, aka Building a New"Our Way" Presenter: Les Pickering, P Squared
To compliment the "hands-on"small group sessions, several hot top-ics will be addressed in technicalpaper presentations on Thursdayfrom 11:00 am - 12:30 pm. Paper top-ics include "Sheer Measurements toDetect Combined-Board CrushingEffects" by Roman Popil, IPST atGeorgia Tech, and "Revisiting PaperStrength Measurements for Estimat-ing Combined Board Strength" byBenjamin Frank of Packaging Corpo-ration of America.
The popular What's New Tech-nology Showcase session will also beheld on Thursday morning. TheShowcase will be comprised of nineselect 10-minute presentations thatwill allow presenters to spotlight aproduct or service developed withinthe past two years. Following theWhat's New Session, Larry Mon-tague, TAPPI President, will give abrief update on the association, andSteve Young, AICC President willgive a report on the trip which AICCmembers recently took to China.
26 Corrugating International Summer 2007
Corrugating News
2007 CorrExpo includes a widevariety of products and services foreveryone! Over 120 exhibitors havesigned up to be a part of this greatevent. Limited space is still available,so please visit www.tappi.org/07cor-rexpo for details.
At 1:30 pm (just prior to theexhibit hall opening) on Tuesday andWednesday there will be 3 specialpresentations which have been addedto the technical program this year. Inaddition to being a part of the techni-cal program for all paid conferenceattendees, these 3 presentations areFREE to all box plant employees.
Presentations include:1.Lean Manufacturing, Kirt Patel,
Georgia Pacific Corporation2.Robotocs, Dave Ahrendt, Alliance
Machine Systems3.Digital Printing, Phil Dempsey,
Poteet Printing
The TAPPI Corrugated DivisionTechnical Committees will again holdtheir lunch meetings this year. Thesecommittee meetings are open to any-one who would like to attend. TheFiscotec Committee meeting will beheld on Tuesday and the CorbotecCommittee meeting will be held onWednesday. These committee meet-ings always provide a wealth of tech-nical information and also offer agreat way to get to know people inthe industry with interests commonto your own. For a description of eachof these committees please visitwww.tappi.org and click on Informa-tion For Corrugated Packaging in theleft column of the home page. TheSupplier Advisory Committee willmeet at 5:30 pm on Tuesday, Oct 30th.Additional information on theHRD/Safety Committee, the EndUser Committee and the Interna-tional Committee will be available atthe conference. Also, please watch forupcoming "ad hoc" committee pro-jects which will be available to allmembers regardless of their commit-tee affiliation.
As you can see, from the first teetime at the Corrugated Classic GolfOuting on Monday, to the TechnicalPaper Session on Thursday, this willbe a value packed conference foreveryone who attends! Don't miss out
on this wonderful networking andeducational opportunity! For anyquestions please contact Kristi Led-better at + 770-209-7319 or [email protected].